挤出工艺试验记录表
双螺杆挤出机造粒试验
双螺杆挤出机造粒实验一、实验目的:1、了解同向双螺杆挤出机的结构特点,工作原理;2、熟悉原材料和辅助材料的性能,了解试样条的配方和配料操作;3、掌握双螺杆挤出机组的操作和造粒工艺条件,为注射成型实验提供合格粒料。
二、实验原理及工艺流程造粒是将树脂及各种助剂经计量、混合及塑化制成便于成型的密实的圆柱形、立方形、球形颗粒的操作过程。
得到的粒料可作为塑料注射成型、挤出成型等塑料成型的原料。
造粒的方法有很多种,挤出造粒是一种最常用的方法。
其优点为:产品质量稳定、自动化水平及生产效率高。
挤出造粒工艺一般有热切和冷切两种造粒方法,采用那种造粒方式,由物料的性能决定,聚乙烯、聚丙烯一般采用冷切粒,聚氯乙烯一般采用热切粒方式。
冷切法是物料由挤出机塑化后成圆条状挤出,经水冷后再将圆条状的挤出料牵引至切粒机切成圆柱形颗粒。
热切法是把旋转的刀片紧贴在机头模板上,直接将刚挤出的圆条状塑料切成粒料。
本实验采用水冷拉条冷切法。
实验所用的SHJ-20型同向平行双螺杆挤出机,由杰亚装备制造。
双螺杆挤出机的口模为两孔模板,两孔的直径均为 3.3mm。
双螺杆挤出机是在单螺杆挤出机的基础上发展起来的。
与单螺杆挤出机相比,双螺杆挤出机具有加料容易、混合优异、塑化效果好和低的功率消耗,同向旋转的双螺杆啮合处剪切速度较高,能刮去各种积料,具有较好的自洁作用。
因此同向双螺杆挤出机被广泛应用于共混、改性、填充和增强等工艺中。
同向双螺杆挤出机配备不同的技术参数和特定的工艺结构,再分别配以相应辅机即可组成各类性能优越的同向双螺杆挤出造粒机组。
实验原理:同向平行双螺杆挤出机的核心部件是一对轴线平行设置、螺杆元件相互啮合,同向旋转的螺杆。
同向旋转的双螺杆在啮合处的转速方向相反,当进入螺杆的物料由一根螺杆送至啮合区时,受到挤出和剪切,同时又被另一根螺杆的反向速度托起,物料由一根螺杆转到另一根螺杆使之在两根螺杆与机筒腔所形成的“8”字型螺槽依靠摩擦机理和正位移输送机理实现有效的输送。
钢筋焊接工艺实验记录表(电弧焊单面搭接焊)
钢筋焊接工艺试验记录表
工程名称 荣威·万汇城 工艺标准
施工单位 四川铁瑞建筑工程有限
公司 监理单位
成都市市政建设监理有限责
任公司
焊接方法 电弧焊
接头型式
焊接位置
钢筋牌号 规格(mm )
钢材牌号
规格(mm )
□水平 □竖向 □仰焊 焊材型号
焊材规格 焊剂/保护气体
焊机型号
焊机编号
焊接工艺 参数
焊接头 示意图
施焊环境 室内/室外 焊接时天气 相对湿度 % 焊接时间/个
试件数量
试件编号
外观质量检查
力学性能试验 (试验报告编号) 拉伸 弯曲 焊工姓名
合格证编号 施焊日期
记录人
监理见证人
评定结果 1、焊接方法: 2、结论:
项目技术 负责人
年 月 日 专业监理
工程师
年 月 日。
美国安全实验所ul224标准中文版

11.形变试验¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨10
12.热冲击试验¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨11
13.冷弯曲试验¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨11
14.全管燃烧试验¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨¨12
3.2在控制加热条件下,Ⅰ级热缩管的直径减小到等于或小于其初始直径的一半,Ⅱ级热缩管的直径减小到比初始内径的一半大但不能超过75%,但无论如何,插入套管的物体的尺寸要比套管收缩后的尺寸大,当受热收缩时,套管能与内包物体很好吻合。
3.3在控制加热使用的条件下,热缩管的内径应减小到符合限定尺寸。
材料和工艺
加氧老化
7.10对试样进行加氧老化的设备由下列不见组成:配备活动盖和安全释放机构的高压钢容器、压力表(带有将氧气引入容器内部的管及接头)、使容器保持规定温度的水槽或其它装置以及温度计和压力记录装置。
E.UL按其目标执行其职责,不对制造商或其它任何组织承担责任。UL的意见和裁决是代表一种充分考虑到标准制定时实际操作的必要限制和工艺水平的专业性鉴定。UL不对任何使用本标准或以为依据的用户承担责任。如果因使用、解释UL标准或以其为依据而造成损失包括重大损失,UL不承担任何责任或义务。
F.UL标准规定的许多试验本身具有一定的危险性,在进行这些试验时适宜的安全措施。
6.3如果选用不同的化合物,则应提供代用化合物制作的试样进行试验,见3.4。
6.4如果制作套管的厚度不同,应提供最小厚度的套管进行试验,并考虑到结果对较大厚度的代表性。
6.5套管的内外表面应光滑,无气泡、裂缝和其它缺陷,这些缺陷对套管预期使用有害,套管也不应撕裂、刻蚀或裂开。
工艺试验记录填表参考
4.5生产应用实例4.5.1.UN150-2型钢筋半自动对焊机的应用某构件厂钢筋车间置有UN150-2型半自动对焊机一台,常用钢筋级别有Ⅰ、Ⅱ、Ⅲ级,钢筋直径16~36mm,焊枪接参数如下:1.调伸长度Ⅰ级钢筋为0.75d,Ⅱ级钢筋为0.75~1.0d,Ⅲ级钢筋为1.25d(d:钢筋直径)。
2.闪光留量一次闪光留量为3mm,连续闪光焊时闪光留量为8~12mm。
3.闪光速度闪光速度随钢筋直径增大而降低。
闪光速度由慢到快,一般从0~1mm/s至1.5~2.0mm/s。
4.预热留量随钢筋直径增大而增加。
当钢筋直径为22~36mm时,预热留量为2~7mm。
5.顶锻留量当钢筋直径为22~36mm时,顶锻留量5~8mm。
6.顶锻速度火口封密后,在每秒顶锻量不少于6mm的速度下完成整个顶锻过程。
7.顶锻压力顶锻压力随钢筋直径增大而增加。
压力要适当,过大使焊口出现裂纹;过小使溶渣和氧化物残留在焊口内。
8.焊接变压器级数3~14级,当电源电压降低5%时,变压器级数提高1级。
使用该焊机进行生产,可减轻焊工劳动强度,提高劳动生产率。
每台班生产数如下;⑴钢筋直径为20mm以下,为400~500个接头;⑵钢筋直径为22~30mm,为200~400个接头;⑶钢筋直径为32mm以上,为100~200个接头。
每月焊接钢筋100~120t;每年产量1200~1500t;焊接头按规定进行质量检查,并经过冷拉检验,合格率达到100%;每年可节约钢筋200~300t。
焊接操作见图4.15。
4.4.1.闪光对焊三种工艺方法1.连续闪光焊将工件夹紧在钳口上,接通电源后,使工件逐渐移近,端面局部接触,见图4.11(a)、(b),工件端面的接触点在高电流密度作用下迅速熔化、蒸发、爆破,呈高温粒状金属,从焊口内高速飞溅出来,见图4.11(c)。
当旧的接触点爆破后又形成新的接触点,这就形成了连续不断的爆破过程,并伴随着工件金属的烧损,因而称之为烧化或闪光过程。
静压桩试桩记录样表
记录员:
施工班组长签名:
专业工长(施工员)签名:
项目专业质量检查员(签名):
单位
姓名
职务及职称
姓名
职务及职称
项目 专业 技术 负责 人签 证栏
施工单位 勘察单位 设计单位
监理单位
建设单位
节 读数
直压 度荷 偏载 差值 (%) (kN)
焊条 (剂) 型号 及使 用前 处理
焊
上下
节端 部错 口
焊缝咬边 深度(mm)
(mm)
接接
焊缝 加强 焊缝加 层高 强层宽
度 度(mm) (mm)
桩
焊缝 外观 质量
焊缝 探伤 检验
电焊 后停 时间 (min)
节点 弯曲 矢高
硫磺胶泥接桩
胶泥 灌注 时间 (min)
项目负责人
பைடு நூலகம்
m 设计纵筋顶端标高
m
自然地面标高
最大压桩荷载 (设备能力)
设计桩顶标高
m 设计混凝土强度等级C
压力计算公式
m kN m
桩 端 持 力 层
静压桩 起止时间
开始 结束
一节 节长 读数
接桩节长(m)及压力表读数(MPa)记录
接桩施工检查记录
二节
三节
节长 读数 节长 读数
四 节长
垂终
节 读数
五 节长
静 压 混 凝 土 预 制 桩、钢 桩 施 工 工 艺 试 验 记 录 表
GD2301013
单位(子单位)工程名称 工程地点 桩型及规格 设计桩端持力层
序 施工日期
号
桩 位 编 号
设计单桩承载力
桩机型 号
总承包施工单位
专业承包施工单位
材料实验报告汇总表

材料实验报告汇总表实验目的本次实验的目的是对不同材料的机械性能进行测试和分析,以了解材料的性能和适用范围。
实验装置和材料本次实验使用的装置包括: - 万能材料试验机 - 抗拉试验夹具 - 压缩试验夹具本次实验使用的材料包括: 1. 钢材 2. 铝材 3. 塑料 4. 木材实验方法钢材实验1.钢材抗拉实验:将钢材样本进行拉伸试验,记录最大载荷和断裂位置。
2.钢材压缩实验:将钢材样本进行压缩试验,记录最大载荷和变形情况。
铝材实验1.铝材抗拉实验:将铝材样本进行拉伸试验,记录最大载荷和断裂位置。
2.铝材压缩实验:将铝材样本进行压缩试验,记录最大载荷和变形情况。
塑料实验1.塑料抗拉实验:将塑料样本进行拉伸试验,记录最大载荷和断裂位置。
2.塑料压缩实验:将塑料样本进行压缩试验,记录最大载荷和变形情况。
木材实验1.木材抗拉实验:将木材样本进行拉伸试验,记录最大载荷和断裂位置。
2.木材压缩实验:将木材样本进行压缩试验,记录最大载荷和变形情况。
实验结果根据实验数据,我们得到了下面的结果:材料抗拉强度(MPa)断裂位置压缩强度(MPa)变形情况钢材500 中央断裂400 轻微变形铝材300 中央断裂200 明显变形塑料100 中间断裂50 显著变形木材200 中间断裂150 显著变形结论和讨论根据实验结果,我们可以得出以下结论: 1. 钢材具有较高的抗拉和压缩强度,适用于需要承受大压力和拉力的场合。
2. 铝材具有适中的抗拉和压缩强度,但变形情况明显,适用于一些轻负荷的场合。
3. 塑料具有较低的抗拉和压缩强度,但变形情况较大,适用于一些需要柔性和可塑性的场合。
4. 木材具有一定的抗拉和压缩强度,但变形情况较明显,适用于一些需要较好隔热和隔音性能的场合。
值得注意的是,不同的材料适用于不同的场合,具体使用时需要综合考虑材料的性能和特点。
实验总结通过本次实验,我们了解了不同材料的机械性能,并得出了对应的结论。
在今后的工程设计中,我们可以根据材料的性能要求选择合适的材料,以保证工程的安全性和可靠性。
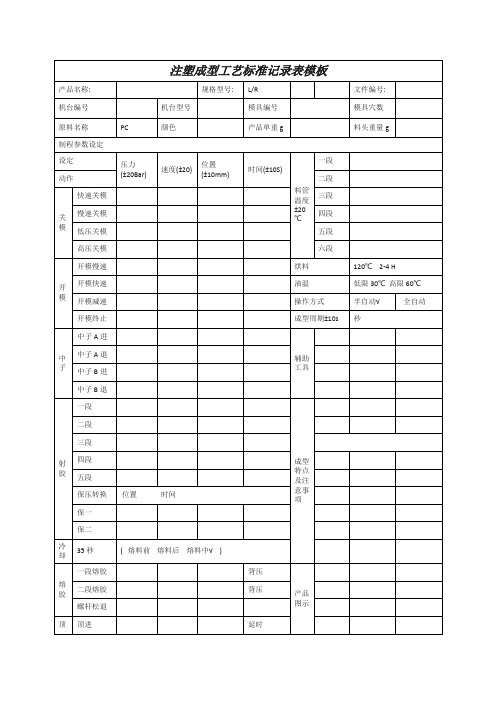
注塑成型工艺标准记录表模板
产品名称:
规格型号:
L/R
文件编号:
机台编号
机台型号
模具编号
模具穴数
原料名称
PC
颜色
产品单重g
料头重量g
制程参数设定
设定
压力(±20Bar)
速度(±20)
位置(±10mm)
时间(±10S)
料管温度±20℃
一段
动作
二段
关模
快速关模
三段
慢速关模
四段
低压关模
五段
高压关模
六段
开模
开模慢速
背压
螺杆松退
顶针
顶进
延时
顶退
延时
顶出方式
停留√ 定次 不顶出
震动
顶 次
编制
审核
批准
日期
日期
日期
烘料
120℃ 2-4 H
开模快速
油温
低限30℃ 高限60℃
开模减速
操作方式
半自动√
全自动
开模终止
成型周期±10s
秒
中子
中子A进
辅助工具
中子A退
中子B进
中子B退
射胶
一段
成型特点及注意事项
ቤተ መጻሕፍቲ ባይዱ二段
三段
四段
五段
保压转换
位置 时间
保一
保二
冷却
35 秒
( 熔料前 熔料后 熔料中√ )
熔胶
一段熔胶
背压
产品图示
二段熔胶
乳制品工艺实验方案
试验一原料乳检验试验目的:了解生鲜乳的采集和保存的方法,把握乳颖度测定、乳的密度和比重、乳中杂质度、乳的细菌污染度等测定方法。
试验工程1、乳的颖度测定1.1 感官鉴定正常乳应为乳白色或略带黄色;具有特别的乳香味;稍有甜味;组织状态均匀全都,无凝块和沉淀,不粘滑。
评定方法:1.1.1色泽检定:将少量乳倒入白瓷皿中观看其颜色。
1.1.2气味鉴定:将少量乳加热后,闻其气味。
1.1.3味道鉴定:取少量如用口尝之。
1.1.4组织状态鉴定:将少量乳倒入小烧杯内静置Ih左右后,再留神将其倒入另一小烧杯内,认真观看第一个小烧杯内底部有无沉淀和絮状物。
再取1滴乳于大拇指上,检查是否粘滑。
1.2 滴定酸度的滴定1.2.1原理乳挤出后在存放过程中,由于微生物的活动,分解乳糖产生乳酸,而使乳的酸度上升。
测定乳的酸度,可判定乳是否颖。
乳的滴定酸度常用吉尔涅尔度(o T)和乳酸度(乳酸%)表示。
吉尔涅尔度(o T)是以中和IOoml乳中的酸所消耗的0.1mol∕L氢氧化钠的毫升数来表示。
消耗0.1mol∕L氢氧化钠1毫升为l o T,即消耗0.1毫克当量氢氧化钠为I o T o 乳酸度(乳酸%)时值乳中酸的百分含量。
1.2.2仪器药品0.1mol∕L草酸溶液、0.ImolZL (近似值)氢氧化钠溶液、10毫升吸管、150 毫升三角瓶、25亳升酸式滴定管、0.5%酚酸酒精溶液、0.5亳升吸管、25毫升碱式滴定管、滴定架。
1.2.3操作方法1.2.3.1标定氢氧化钠溶液,求出氢氧化钠的校正系数(F)取0.1mol∕L草酸溶液20ml 于15Oml三角瓶中,加2滴酚酗酒精溶液,以0. ImolZL (近似值)氢氧化钠溶液滴定至为红色11分钟不褪色),并记录其用量(v)00∙ IN 草酸的体积(加)0.17√ [近似值)氢氧化钠的体积OR )―在本操作中F = ZZV1.2.3.2滴定乳的酸度取乳样IOml 于15OmI 三角瓶中,再参与20ml 蒸储水和0.5ml0.5%酚猷溶液, 摇匀,用.ImolZL (近似值)氢氧化钠溶液滴定至微红色,并在1分钟内不消逝 为止,记录0.1mol∕L (近似值)氢氧化钠所消耗的毫升数(A )01.2.3.3计算滴定酸度吉尔涅尔度(OT )=A×F× 10式中:A ——滴定时消耗的O. lmol∕L (近似值)氢氧化钠的毫升数F 一一0. lmol∕L (近似值)氢氧化钠的校正系数 10- 一乳样的倍数式中:B ——中和乳样的酸所消耗的0. lmol∕L (近似值)氢氧化钠的亳升数 F ——0. lmol∕L (近似值)氢氧化钠的校正系数0. 009——0. lmol∕L> Iml 氢氧化钠能结合0. 009g 乳酸1.2. 3. 4依据测定的结果判定乳的品质,见表 L 1. 3酒精试验法1.3.1原理:确定浓度的酒精能使高于确定酸度的牛乳产生沉淀。