PE大口径管材热熔连接安装
聚乙烯管材热熔对接操作规程
聚乙烯(PE)管材热熔对接操作规程1、焊接准备焊接准备主要是检查焊接机状况是否满足工作要求。
如检查机具各个部位的紧固件有无脱落或松动;检查整机电器线路连接是否正确、可靠;检查液压箱内液压油是否充足;确认电源与机具输入要求相匹配;加热板是否符合要求(涂层是否损伤);铣刀和油泵开关等的试运行等。
然后将管材规格一致的卡瓦装入机架;设定加热板温度至焊接温度(聚乙烯管:200~230℃),加热前,应用软纸或布蘸酒精擦试加热板表面,但注意不要划伤PTFE防粘层。
2、焊接焊接应按照焊接工艺卡各项参数进行操作。
必要时,应根据天气,环境温度等变化对其做适当调整。
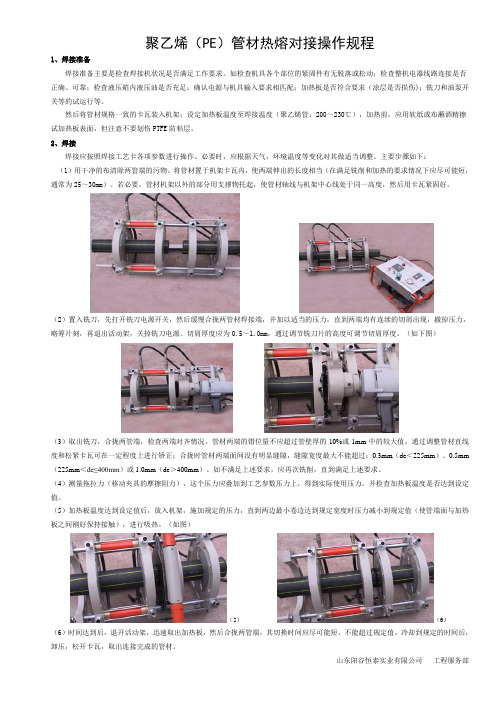
主要步骤如下:(1)用干净的布清除两管端的污物。
将管材置于机架卡瓦内,使两端伸出的长度相当(在满足铣削和加热的要求情况下应尽可能短,通常为25~30mm)。
若必要,管材机架以外的部分用支撑物托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。
(2)置入铣刀,先打开铣刀电源开关,然后缓慢合拢两管材焊接端,并加以适当的压力,直到两端均有连续的切屑出现,撤掉压力,略筹片刻,再退出活动架,关掉铣刀电源。
切屑厚度应为0.5~1.0mm,通过调节铣刀片的高度可调节切屑厚度。
(如下图)(3)取出铣刀,合拢两管端,检查两端对齐情况。
管材两端的错位量不应超过管壁厚的10%或1mm中的较大值,通过调整管材直线度和松紧卡瓦可在一定程度上进行矫正;合拢时管材两端面间没有明显缝隙,缝隙宽度最大不能超过:0.3mm(de<225mm)、0.5mm (225mm<de≤400mm)或1.0mm(de>400mm)。
如不满足上述要求,应再次铣削,直到满足上述要求。
(4)测量拖拉力(移动夹具的摩擦阻力),这个压力应叠加到工艺参数压力上,得到实际使用压力。
并检查加热板温度是否达到设定值。
(5)加热板温度达到设定值后,放入机架,施加规定的压力,直到两边最小卷边达到规定宽度时压力减小到规定值(使管端面与加热板之间刚好保持接触),进行吸热。
PE大口径管材热熔连接安装

P E大口径管材热熔连接安装PE大口径管材安装:1、链接方式用热熔链接,通常用大口径的热熔机;2、PE大口径管地埋时,管的顶部距离冻土层应该最少有20公分距离;3、PE大口径管焊接时候需要挖掘机进行移动。
PE大口径管材热熔连接:1、热熔连接定义及要求热溶连接是指用200℃的专用加热板将熔接管线两端加热熔化后,迅速将两接触面贴合,在设定压力下冷却,完成溶接。
按照管材接口形式还可以细分为:热溶对接、热熔承叉连接和鞍形热熔连接三种,本次安装工艺主要介绍热熔对接。
热熔对接焊接是将电加热板插入两管接口之间,当两管材连接面加热到熔融状态时,抽出加热板,施加一定压力,使之形成均匀一致的凸缘,待冷却后即溶接牢固。
热熔对接过程由热熔对接焊机完成,分为六个阶段:装夹校正阶段、端头刨平阶段、加热熔融阶段、加热板取出阶段、对接阶段、冷却阶段。
装夹校正阶段:根据所焊制的管材、管件选择合适的卡瓦夹具,夹紧管材,为刨平做好准备。
端头刨平阶段:刨平所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
加热熔融阶段:熔融温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳,卷边宽度以2-4mm为宜,必须始终处于熔融压力下。
接触面熔融后迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。
对接阶段:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。
否则,将影响对接质量。
加热板取出阶段:将加热板拿开,勿碰撞热熔焊口,防止变形。
冷却阶段:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准,冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
2、焊接工艺曲线及参数与焊接直接相关的参数有温度、压力、时间三个因素。
焊接工艺曲线图实际上是焊接过程压力、时间关系图。
目前通常采用的焊接工艺图如下。
?图中Pa1为带压加热压力,Pa2为去压加热压力,Pf1为熔接压力,Pf2为保压冷却压力,ta1为带压加热时间,ta2为去压加热时间,ta为总加热时间,tu为切换时间,加热结束至对接开始的一段时间,包括加热工具的撤出时间,tf1为对接增压时间,tf2为保压冷却时间,tf为总熔接时间。
PE管材的热熔连接与电熔连接技术
PE管材的热熔连接与电熔连接技术聚乙烯管道系统的热熔连接方式有热熔对接(包括鞍形连接)和热熔承插连接。
热熔连接热熔承插连接适合于直径比较小的PE管材管件(一般直径在DN63毫米以下),因为直径小的管材管件管壁较薄,截面较小,采用对接不易保证质量。
热熔对接适合于直径比较大的PE管材管件,比承插连接用料省,易制造,并且因为在熔接前切去氧化表面层,熔接压力可以控制,质量较易保证。
从发展动向看,采用热熔对接是主流。
试验证明采用不同牌号的聚乙烯管材专用料(符合标{HotTag}准的,熔体流动速率MFR相差不大的)制造的管材管件之间是可以热熔连接的。
但因为国内生产的PE管材管件常常采用的材料并不是完全符合标准的管材专用料,所以在需要用不同管材品牌和批号的PE管材管件热熔连接时,建议要先经过试验和检测。
PE管道系统的热熔连接的工艺和设备(工具)都比较简单。
近年各地铺设PE管道工程中在连接处出毛病的不少。
难点在现场对于热熔连接的质量难以检测(在不破坏连接的条件下)。
国外在探索对于热熔连接的质量采用超声波检测,但是现场使用还没有普及,目前一般在现场还是靠‘视觉检测’。
热熔连接质量稳定的保证主要是依靠严格遵守规定的操作规程(特别是要严格控制好温度、压力和时间三个参数)。
建议聚乙烯管材管件生产企业根据有关规范(比较原则的规定)通过试验和检测(结合采用的热熔连接设备特性)制定出适合本企业管材管件的比较详细的操作规程。
并通过培训和咨询帮助施工者掌握操作规程。
国际上生产PE管道系统的大公司大都有这些指导热熔连接的操作规程。
电熔连接电熔连接包括电熔承插连接和电熔鞍形连接。
电熔连接的突出优点是质量可靠(减少人为因素)和施工效率高。
因为电熔管件的制造技术要求较高,成本较高,早期主要应用在直径较小的燃气管道系统。
近年来随着技术的进步,电熔连接的应用日益广泛。
不仅应用到给水用管道系统,排水用管道系统,而且开始应用到较大直径(但是电熔管件的主体市场是直径DN20-250毫米范围)。
pe热熔连接方法
pe热熔连接方法
PE热熔连接是将两个PE管材通过加热熔接在一起,具体步骤如下:
1. 将要连接的两个PE管头部端面修整整齐,去除毛刺和其他障
碍物,并进行清洁。
2. 调整PE管道设备的加热温度和加热时间,根据管材的直径和
壁厚来进行调整。
一般而言,加热时间为几分钟,熔接温度约为230℃。
3. 把两个PE管材的端部平行地放置在加热器中间的加热板上,
使它们保持一定的距离,以免因过热而损坏管道。
4. 根据PE管的尺寸和直径,用管钳将管材的端部对齐,在一定
的压力下使前端相互接触。
5. 保持管道连接的时间长度,以便完成热熔连接,此时可视情
况调整加压力度。
6. 处理好管道连接的过渡段,去除接头端部多余的熔体,并切
除连接处的毛刺,以便达到良好的管路连接效果。
PE管热熔对接施工方案

PE管热熔对接施工方案一、施工前的准备工作1.确定管道材料和规格:在进行PE管热熔对接之前,需要确定使用的管道材料和规格。
根据工程需要选择相应的PE管材料,并确认其规格和尺寸。
2.确定管道连接位置:根据工程要求和设计图纸确定管道的连接位置。
在实际施工前,需要先进行勘测和标记,确保管道连接位置的准确性。
3.确定熔接机型号和参数:根据管道的规格和材料,选择适合的熔接机型号,并设置合适的熔接参数。
熔接机的选择和设置对后续热熔对接的质量具有重要影响,所以务必要仔细选择并进行合理设置。
4.清洁工作:在进行PE管热熔对接之前,需要对接口周围的管道表面进行清洁处理,将其上的油脂、灰尘等污垢清除干净,以确保接口能够达到良好的粘接效果。
二、热熔对接的具体步骤1.剥离管道外表面:使用专用的刮刀或刀片,将管道外表面的氧化层或脏物刮除。
刮削应均匀扁平一致,以免造成管道外表面有不连续的部分。
2.加热管道表面:使用热熔机将管道表面加热至一定温度,以使其软化。
加热温度和时间取决于管道的直径和壁厚,一般应根据熔接机的参数表进行设置。
3.将管道对接:在加热管道表面的同时,将要对接的两根管道插入热熔机的铰刀夹持器中,使其与热熔机的加热板预热至相同的温度。
4.热熔对接:当管道表面加热至一定程度时,迅速取出管道,迅速且均匀地将其对接,并进行压力调整。
注意保持合适的对接力度,以免热熔出现不均匀或空隙。
5.表面整理:在对接完成后,使用刮刀或刀片将管道表面上的多余材料刮除,使其表面光滑整齐。
三、对接后的处理1.冷却和固化:对接完成后,应将管道用冷水冷却,使其迅速固化。
冷却时间一般为数分钟,具体时间根据对接的管道规格和环境温度来决定。
2.检测和测试:对接完成后,需要进行质量检测,检查热熔对接的质量是否合格。
可以使用压力测试仪等工具进行测试,确保管道连接的密封性和强度满足要求。
3.防护措施:对接完成后,需要采取一些防护措施,如涂抹防腐涂料或进行防腐处理,以提高管道的使用寿命。
PE-RT系列大孔径管材承插热熔连接与电熔连接的安装成本对比
PE-RT系列大孔径管材承插热熔连接与电熔连接的安装成本对比
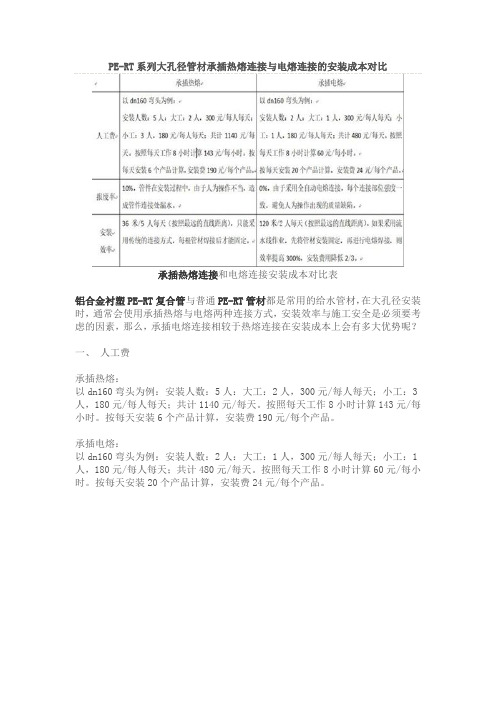
承插热熔连接和电熔连接安装成本对比表
铝合金衬塑PE-RT复合管与普通PE-RT管材都是常用的给水管材,在大孔径安装时,通常会使用承插热熔与电熔两种连接方式,安装效率与施工安全是必须要考虑的因素,那么,承插电熔连接相较于热熔连接在安装成本上会有多大优势呢?
一、人工费
承插热熔:
以dn160弯头为例:安装人数:5人:大工:2人,300元/每人每天;小工:3人,180元/每人每天;共计1140元/每天。
按照每天工作8小时计算143元/每小时。
按每天安装6个产品计算,安装费190元/每个产品。
承插电熔:
以dn160弯头为例:安装人数:2人:大工:1人,300元/每人每天;小工:1人,180元/每人每天;共计480元/每天。
按照每天工作8小时计算60元/每小时。
按每天安装20个产品计算,安装费24元/每个产品。
PE-RT屈弹电熔管件“90度弯头”
二、报废率
承插热熔:10%,管件在安装过程中,由于人为操作不当,造成管件连接处漏水。
承插电熔:0%,由于采用全自动电熔连接,每个连接部位强度一致,避免人为操作出现的质量缺陷。
铝合金衬塑PE-RT承插热熔施工现场
三、安装效率
承插热熔:36米/5人每天(按照较远的直线距离),只能采用传统的连接方式,每根管材焊接后才能固定。
PE-RT电熔施工现场
承插电熔:120米/2人每天(按照较远的直线距离),如果采用流水线作业,先将管材安装固定,再进行电熔焊接,则效率提高300%,安装费用降低2/3。
pe管子的熔接方法

pe管子的熔接方法
聚乙烯(PE)管子的熔接是将两根PE管子通过加热融化管端,然后将它们连接在一起的方法。
以下是一般的PE管子熔接方法:
热熔连接方法:
1. 准备工作:确保PE管端平整、无划痕,并清洁表面以去除杂质。
2. 加热熔接工具:使用专门的PE管热熔连接工具,如热熔焊机,预热并调节温度至合适的熔接温度。
3. 对齐管口:将待连接的PE管端对齐并固定在熔接设备上,确保其轴线一致。
4. 加热管端:使用热熔焊机分别对两根PE管的端部进行加热,使管端均匀地变软和融化。
5. 连接管子:在管端融化状态时,迅速将两根PE管子连接在一起,并施加适当的压力,使其充分结合。
6. 冷却固化:连接完成后,等待管口冷却,直至固化成型。
7. 检查:对熔接部位进行外观检查,确保连接牢固、无渗漏和变形。
注意事项:
- 操作人员需穿戴防护装备,避免接触高温熔融的PE材料。
- 在操作过程中,应严格按照设备操作说明和安全规程执行,以避免意外伤害和损坏。
- 对于不同类型和直径的PE管,可能需要调整熔接温度和压力,因此应根据实际情况进行调整。
以上是一般的PE管热熔连接方法,确保按照相关标准和操作规程进行操作,以确保连接质量和安全性。
大直径pe管连接方法

大直径pe管连接方法宝子们,今天咱们来唠唠大直径PE管的连接方法哈。
一、热熔连接。
这热熔连接啊,就像是给PE管做个热乎的“焊接”。
把两根大直径PE管的接口处处理得干干净净、平平整整的。
然后呢,用专门的热熔设备,把管口加热到一定的温度,这时候管口就变得软软乎乎的啦。
再迅速把两根管子的接口怼到一起,紧紧按住,等冷却之后,两根管子就牢牢地连在一起了,就像两个小伙伴紧紧拉着手,分不开喽。
不过这过程可得小心点,加热的温度和时间都得拿捏得准准的,不然连接不好就麻烦啦。
二、电熔连接。
电熔连接呢,就有点高科技的感觉了。
在PE管的接口处有个电熔管件。
把这个管件套在要连接的两根管子接口上,然后通过电熔设备给管件通电。
这时候管件内部就开始发热,慢慢就把管子的接口给熔化融合在一起了。
这个方法啊,相对来说更精准一点,因为通电的时间和电流大小都是可以控制的嘛。
就像给PE管做个精细的小手术,让它们完美地结合起来。
三、法兰连接。
法兰连接就比较直观啦。
在大直径PE管的两端都装上法兰盘,就像给它们戴上两个大“耳环”。
然后呢,在两个法兰盘中间加上密封垫片,再用螺栓把它们紧紧地拧在一起。
这就像是给PE管穿上了一件有拉链的衣服,拉上拉链就连接好啦。
这种连接方法拆卸也比较方便,如果以后有啥问题需要拆开检修啥的,只要拧开螺栓就成。
大直径PE管的连接方法各有各的妙处,咱得根据实际的情况,像工程要求啊、环境因素啊啥的,来选择最合适的连接方法呢。
不管用哪种方法,目的都是让PE管好好地连接起来,在各种工程里发挥它们的作用,就像一群小伙伴齐心协力干大事一样,可有意思啦。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PE大口径管材热熔连接安装
PE大口径管材安装:
1、链接方式用热熔链接,通常用大口径的热熔机;
2、PE大口径管地埋时,管的顶部距离冻土层应该最少有20公分距离;
3、PE大口径管焊接时候需要挖掘机进行移动。
PE大口径管材热熔连接:
1、热熔连接定义及要求
热溶连接是指用200℃的专用加热板将熔接管线两端加热熔化后,迅速将两接触面贴合,在设定压力下冷却,完成溶接。
按照管材接口形式还可以细分为:热溶对接、热熔承叉连接和鞍形热熔连接三种,本次安装工艺主要介绍热熔对接。
热熔对接焊接是将电加热板插入两管接口之间,当两管材连接面加热到熔融状态时,抽出加热板,施加一定压力,使之形成均匀一致的凸缘,待冷却后即溶接牢固。
热熔对接过程由热熔对接焊机完成,分为六个阶段:装夹校正阶段、端头刨平阶段、加热熔融阶段、加热板取出阶段、对接阶段、冷却阶段。
装夹校正阶段:根据所焊制的管材、管件选择合适的卡瓦夹具,夹紧管材,为刨平做好准备。
端头刨平阶段:刨平所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
加热熔融阶段:熔融温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳,卷边宽度以2-4mm为宜,必须
始终处于熔融压力下。
接触面熔融后迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。
对接阶段:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。
否则,将影响对接质量。
加热板取出阶段:将加热板拿开,勿碰撞热熔焊口,防止变形。
冷却阶段:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准,冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
2、焊接工艺曲线及参数
与焊接直接相关的参数有温度、压力、时间三个因素。
焊接工艺曲线图实际上是焊接过程压力、时间关系图。
目前通常采用的焊接工艺图如下。
?
图中Pa1为带压加热压力,Pa2为去压加热压力,Pf1为熔接压力,Pf2为保压冷却压力,ta1为带压加热时间,ta2为去压加热时间,ta为总加热时间,tu为切换时间,加热结束至对接开始的一段时间,包括加热工具的撤出时间,tf1为对接增压时间,tf2为保压冷却时间,tf为总熔接时间。
对于PE塑料管道,其加热熔融温度根据经验通常设定为220℃,其温度分布精度控制在规定的范围内。
焊接用时:加热和保压冷却时间45分钟左右,在起吊机械配合密切的情况下焊接一个接头要80分钟。