机车工字型中梁组焊工装设计及焊接变形控制
大型工字梁焊接变形的控制
电弧电压# A
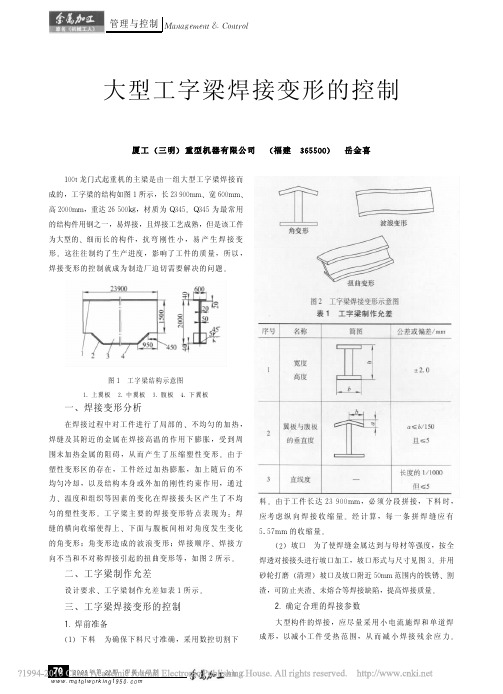
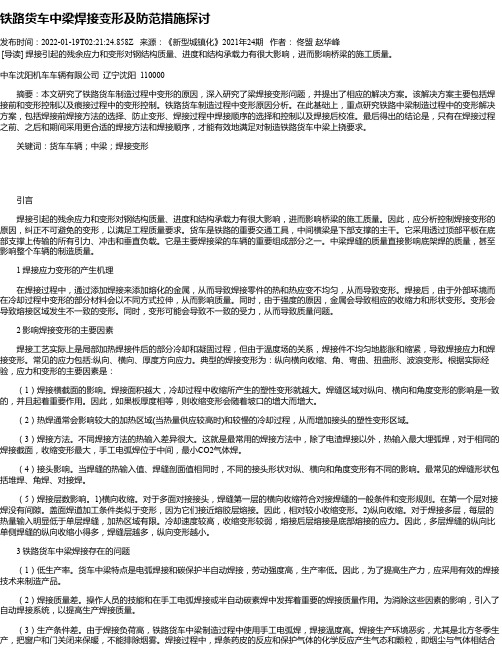
图 &! 刚性固定及船形焊接示意图
( 7 工装 !! 7 工件
( % 选择合理的装配焊接顺序
如图 ; 所示 ! 按 # & $ & & & ’ 的 顺 序 进 行 隔 行 焊 接 ! 一条焊缝上可由 两 台 埋 弧 焊 机 同 时 施 焊 ! 提 高 加 热 的均匀性 "
’ % 反变形预防焊接
图 )! 坡口形式与尺寸
相同尺寸的焊缝焊 接 参 数 保 持 一 致 ! 确 保 工 件 焊 接 时 能 较均匀地受热 ! 焊接参数如下表 "
表 !! 焊接参数
焊丝牌号 焊丝直径# DD 焊接电流# 8 F " $ 8 & ’ " "!# " " 焊剂
K( 焊接焊速# D$‘
F _ ; ) ( ( &!( $ ) ’!; "
& % 刚性固定
每隔 & " "!’ " " DD 用夹具强制将工件固定在工装上 ! 然后采用船形焊接 施 焊 ! 如 图 & 所 示 " 在 工 件 完 全 冷 却 以后松开夹具 ! 这时 工 件 的 变 形 要 比 在 自 由 状 态 下 焊 接 时发生的变形要小 ! 而 且 船 形 焊 接 能 有 效 地 提 高 焊 缝 的 质量 "
* % 锤击
在焊接过程中 ! 及时用小锤对焊缝进行均匀 地 轻 击 ! 可以有效降低焊接内应力 ! 减少焊接变形 " 检测结果表明 & 工件的焊接变形在设计允差之内 "
, % 选择合理的焊接热输入及散热
在保证焊缝质量 的 前 提 下 ! 尽 量 采 用 焊 接 能 量 小 的 焊接方法施焊 ! 减 少 对 焊 件 的 热 输 入 ! 强 迫 % 加 快 冷 却 速度 ! 将变形控 制 在 最 小 的 范 围 之 内 " 如 采 用 断 续 焊 % 分段退焊及跳焊等 代 替 连 续 焊 ! 采 用 + , !气体保护焊代
机车车辆转向架构架侧梁的焊接变形原因分析与控制措施
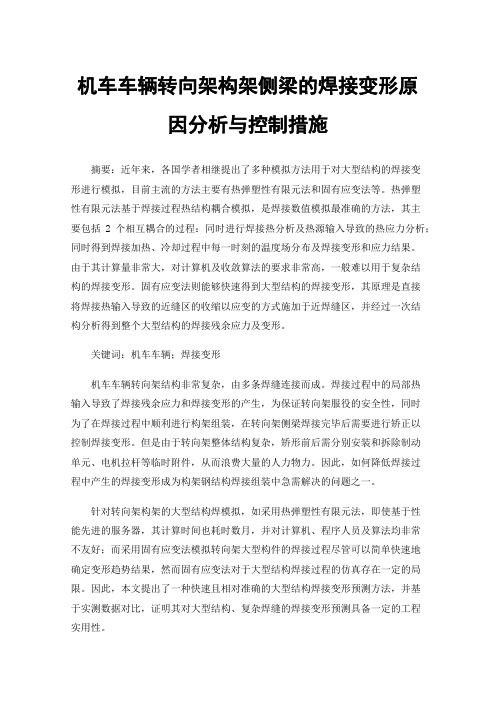
机车车辆转向架构架侧梁的焊接变形原因分析与控制措施摘要:近年来,各国学者相继提出了多种模拟方法用于对大型结构的焊接变形进行模拟,目前主流的方法主要有热弹塑性有限元法和固有应变法等。
热弹塑性有限元法基于焊接过程热结构耦合模拟,是焊接数值模拟最准确的方法,其主要包括2个相互耦合的过程:同时进行焊接热分析及热源输入导致的热应力分析;同时得到焊接加热、冷却过程中每一时刻的温度场分布及焊接变形和应力结果。
由于其计算量非常大,对计算机及收敛算法的要求非常高,一般难以用于复杂结构的焊接变形。
固有应变法则能够快速得到大型结构的焊接变形,其原理是直接将焊接热输入导致的近缝区的收缩以应变的方式施加于近焊缝区,并经过一次结构分析得到整个大型结构的焊接残余应力及变形。
关键词:机车车辆;焊接变形机车车辆转向架结构非常复杂,由多条焊缝连接而成。
焊接过程中的局部热输入导致了焊接残余应力和焊接变形的产生,为保证转向架服役的安全性,同时为了在焊接过程中顺利进行构架组装,在转向架侧梁焊接完毕后需要进行矫正以控制焊接变形。
但是由于转向架整体结构复杂,矫形前后需分别安装和拆除制动单元、电机拉杆等临时附件,从而浪费大量的人力物力。
因此,如何降低焊接过程中产生的焊接变形成为构架钢结构焊接组装中急需解决的问题之一。
针对转向架构架的大型结构焊模拟,如采用热弹塑性有限元法,即使基于性能先进的服务器,其计算时间也耗时数月,并对计算机、程序人员及算法均非常不友好;而采用固有应变法模拟转向架大型构件的焊接过程尽管可以简单快速地确定变形趋势结果,然而固有应变法对于大型结构焊接过程的仿真存在一定的局限。
因此,本文提出了一种快速且相对准确的大型结构焊接变形预测方法,并基于实测数据对比,证明其对大型结构、复杂焊缝的焊接变形预测具备一定的工程实用性。
1 侧梁的焊接工艺过程及工装1.1 焊接工艺简介转向架侧梁的焊接组装工艺流程为:①侧梁内筋组装;②内筋机械手焊接;③侧梁扣合;④侧梁定位臂组装;⑤侧梁外体机械手焊接;⑥侧梁外体焊修;⑦侧梁定位臂焊修。
组合工字板梁的焊接变形的预测与控制
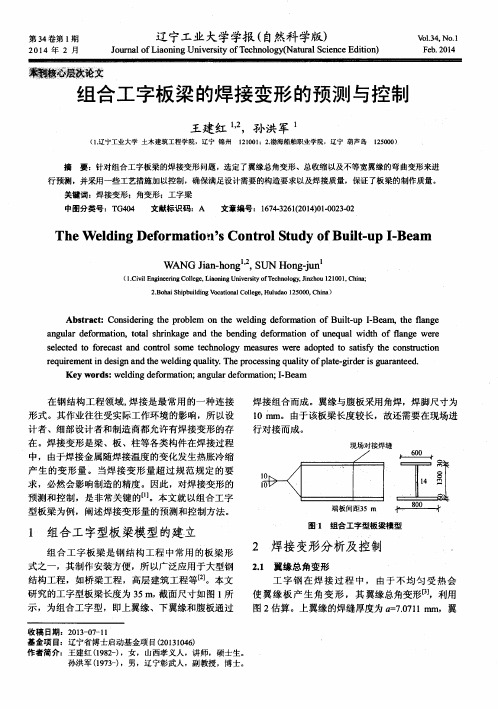
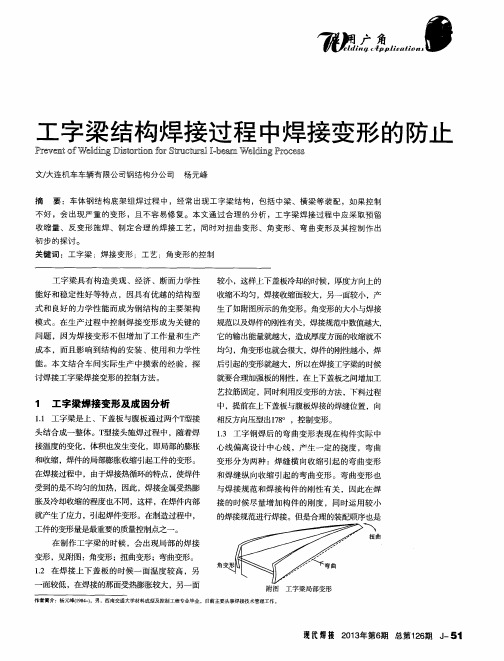
焊接 组 合而成 。翼缘与 腹 板采用 角焊 ,焊 脚尺 寸 为 1 0 mm。 由于 该板梁 长度 较长 ,故还 需要 在现 场进
行对 接 而成 。
现场对接焊缝
在。焊接变形是梁、板、柱等各类构件在焊接过程
中, 由于 焊接 金 属随焊 接 温度 的变 化发 生 热胀冷 缩 产 生 的变 形 量 。 当焊 接 变 形 量超 过 规 范 规 定 的要 求 ,必 然会 影 响制造 的精 度 。因 此 ,对 焊 接变 形 的
Ab s t r a c t :Co n s i d e r i n g t h e p r o b l e m o n t h e we l d i n g d e f o r ma t i o n o f Bu i l t - u p I - Be a m, t h e l f a n g e a n g u l a r d e f o r ma t i o n ,t o t a l s h r i n k a g e a n d t h e b e n in d g d e f o r ma t i o n o f u n e q u a l wi d t h o f l f a n g e we r e s e l e c t e d t o f o r e c a s t a n d c o n t r o l s o me t e c h n o l o g y me a s u r e s we r e a d o p t e d t o s a t i s f y t h e c o n s t r u c t i o n
V o 1 . 3 4 , No . 1
F e b . 2 0 1 4
嘲 耀撇
组合 工字板 梁 的焊接 变形 的预测 与控 制
浅谈中梁焊接变形与挠度控制
浅谈中梁焊接变形与挠度控制摘要:本文以某铁道车辆底架中梁为例, 结合多年箱形梁生产方面的经验,分析箱型梁产生焊接变形的基本原因,并通过利用其焊接变形特点,预制中梁挠度,减少焊后火焰矫正工作量的同时,保证中梁结构件的产品技术及经济要求。
关键词:箱型梁、焊接变形、焊接顺序、预制挠度前言:自改革开放以来,随着我国经济的快速发展,焊接技术作为一种先进的制造技术在现代化的国民经济建设与工业生产起着非常重要的作用。
目前,钢制结构的焊接以在许多工业部门制造及生产过程中几乎替代了铆接。
在铁路运输、汽车工业、船舶工业、航空航天飞行器、海上钻井采油平台的上层建筑等大型结构制造领域里,因箱型结构件一种具有优越力学性能的经济断面结构, 因而广泛应用于大型承重结构。
中梁装配一般由上盖板、下盖板、立板(左)、立板(右)、从板座及防跳板等配件组焊而成的典型箱型结构件。
中梁焊接完成后,因焊接变形常常需要进行校正,耗工耗时。
本文通过对箱型结构梁的焊接变形进行分析与工艺研究,通过利用其自身焊接变形特点,免去火焰矫正工序预制中梁上挠。
将此工艺方案投入某铁道车辆中梁试制生产中,取得了良好的产品工艺技术成果及经济收益。
1.中梁焊接变形分析1.1中梁发生挠曲变形该车中梁全长18300mm,左右立板板厚为10mm,上下盖板均为16mm厚板,为保证中梁承载性能与焊缝强度,立板坡口形式为55°的单边V型坡口。
在焊接时,先焊的焊缝金属在冷却过程中收缩,因此比周边的材料短,而其附近的金属则由于在高温下的自由变形收到阻碍,产生了压缩塑性变形。
中梁立板与上下盖板连接焊缝虽然是几何对称的,但并不意味着在组焊过程中始终对称。
当对立板与盖板外侧焊缝施焊过程中出现不对称时,则会使焊缝处于纵向偏心状态,所引起的收缩力时偏心的。
因此,收缩力不但使构件缩短,同时造成构件的弯曲。
在弯矩的作用下,构件终端横截面发生转角和挠度。
在焊缝长度方向的个点并非同时加热,因此在热源附近的技术受热膨胀,但将受到周围温度较低的金属的约束而承受压力应,这样就会在板宽方向产生压缩塑性变形,并使其厚度增加,发生横向收缩变形,引起中梁旁弯量超限。
铁路货车中梁焊接变形及防范措施探讨
铁路货车中梁焊接变形及防范措施探讨发布时间:2022-01-19T02:21:24.858Z 来源:《新型城镇化》2021年24期作者:佟盟赵华峰[导读] 焊接引起的残余应力和变形对钢结构质量、进度和结构承载力有很大影响,进而影响桥梁的施工质量。
中车沈阳机车车辆有限公司辽宁沈阳 110000摘要:本文研究了铁路货车制造过程中变形的原因,深入研究了梁焊接变形问题,并提出了相应的解决方案。
该解决方案主要包括焊接前和变形控制以及痕接过程中的变形控制。
铁路货车制造过程中变形原因分析。
在此基础上,重点研究铁路中梁制造过程中的变形解决方案,包括焊接前焊接方法的选择、防止变形、焊接过程中焊接顺序的选择和控制以及焊接后校准。
最后得出的结论是,只有在焊接过程之前、之后和期间采用更合适的焊接方法和焊接顺序,才能有效地满足对制造铁路货车中梁上挠要求。
关键词:货车车辆;中梁;焊接变形引言焊接引起的残余应力和变形对钢结构质量、进度和结构承载力有很大影响,进而影响桥梁的施工质量。
因此,应分析控制焊接变形的原因,纠正不可避免的变形,以满足工程质量要求。
货车是铁路的重要交通工具,中间横梁是下部支撑的主干。
它采用透过顶部平板在底部支撑上传输的所有引力、冲击和垂直负载。
它是主要焊接梁的车辆的重要组成部分之一。
中梁焊缝的质量直接影响底架焊的质量,甚至影响整个车辆的制造质量。
1 焊接应力变形的产生机理在焊接过程中,通过添加焊接来添加熔化的金属,从而导致焊接零件的热和热应变不均匀,从而导致变形。
焊接后,由于外部环境而在冷却过程中变形的部分材料会以不同方式拉伸,从而影响质量。
同时,由于强度的原因,金属会导致相应的收缩力和形状变形。
变形会导致熔接区域发生不一致的变形。
同时,变形可能会导致不一致的受力,从而导致质量问题。
2 影响焊接变形的主要因素焊接工艺实际上是局部加热焊接件后的部分冷却和凝固过程,但由于温度场的关系,焊接件不均匀地膨胀和缩紧,导致焊接应力和焊接变形。
防止工字梁结构焊接过程中焊接变形的建议

108总501期2019年第15期(5月 下)1 工字梁结构简介钢结构取材对环境破坏小,施工周期短,钢结构在建筑工程中发挥重要的作用。
钢梁在房屋建筑领域主要用于高层楼盖梁,工程中工作平台、墙架梁等。
在土木建筑领域也有广泛应用。
钢梁按制作方法不同分为型钢梁与组合钢量,目前常用的热轧型钢量主要包括热轧普通工字钢,槽钢与H 型钢,型钢梁成本较低,在结构设计中宜优先选用。
轧制条件有限,用钢量大,目前我国常用的有C 型与Z 型钢,冷弯薄壁型钢截面尺寸较小,承受荷载不大情况下采用较经济。
荷载较大时型钢不能满足承载力要求可用组合梁,组合梁指其截面由钢板组合成的钢梁,板梁分为工字钢与箱型梁,工字钢受力合理,得到广泛应用。
钢结构的梁截面多为工字型,腹板抵抗弯矩不如翼缘有效,梁腹板作的高薄能提高抗弯强度,抗剪力主要依靠腹板,如一味加高减薄会造成局部压力,腹板侧向屈曲。
2 工字梁结构焊接变形的原因工字梁是上下盖板与腹板通过T 型接头结合的整体,体积随着焊接温度变化,焊接的局部膨胀收缩引起工件的变形。
因焊接热循环特点使焊件受热不均,焊接金属受热膨胀冷缩程度不足,焊件内部产生应力引起变形。
制作工字梁时会出现局部的焊接变形,焊接上下盖板时一面温度较高,焊接面受热膨胀较大,上下盖板冷却时厚度方向上收缩不均[1]。
产生角变形,焊接规范中数值大其输出能量大,角变形增大,焊接后引起的变形变大。
因此焊接工字梁时需合理加强钢板强度,利用反变形方法,提前在上下盖板与腹板焊接缝位置向反方向压型出178°。
焊接结构设计较为复杂,工作人员在进行设计时应坚持焊接残余应力随拘束度增加,应力加大过程中发生的焊接变形现象减少,很多情况下钢结构件拘束度增加了。
但焊接残余应力未随之增加,一些钢板较厚的部分常出现此问题。
钢结构件焊接中需专业的材料,母材质量需进行严格控制,材料物理性能方面主要通过导热性能因素产生作用,焊接中选用导热性较差的材料,易导致产生焊接变形。
工字梁结构焊接过程中焊接变形的防止
的焊接规范进行焊接。但是合理的装配顺序也是 l 、 \
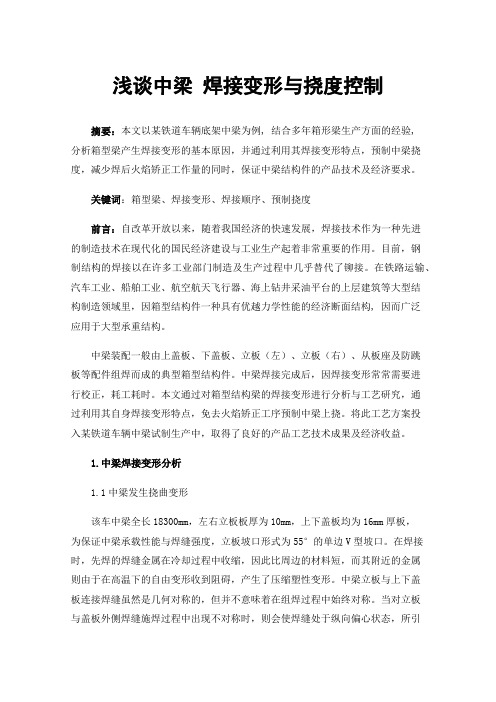
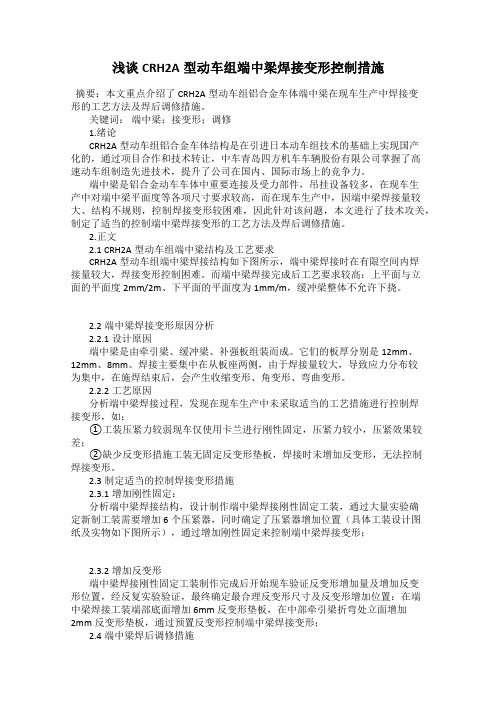
扭曲
角
1 . 2 在焊接上下盖板 的时候 一面温度较高 ,另
一
面较低 ,在焊接的那面受热膨胀较大 ,另一面
附图
工字梁局 部变形
作者简 介:杨元峰( 1 9 8 4 - ) ,男,西南交通大学材料成型及控制工程专业毕业,目前主要从 事焊接技术 管理工作 。
- i 之 氛 ¨
工字梁 结构 焊 接 过程 中焊接 变形 的 防止
V @ 础◎ W@ 4 g a ◎ 皿 S G 删 Ⅱ @ a Ⅱ 皿 Ⅱ g G @ s s
文/ 大连机车车辆有限公司钢结构分公司 杨元峰
摘 要 :车体钢结构底架组焊 过程 中 ,经常 出现工字梁结构 ,包括 中梁 、横梁等装配 ,如果控制 不好 ,会 出现严重的变形 ,且不容 易修复 。本文通过合理 的分析 ,工字梁焊接过程 中应采取预 留 收缩量 、反 变形施焊、制定 合理 的焊接工艺 ,同时对扭 曲变形 、角变形、弯曲变形及其控制作 出
1 . 4 扭曲变形产生的根本原 因主要是焊缝的角
变形沿焊缝长度分布不 均匀 ,在这主要是角变
形沿焊缝长度逐渐增大的结果 。如果 改变焊接 顺序 ,两条相邻的焊缝 同时同向同一个方 向焊
接 ,这样就会相互抵消各 自的焊接变形 ;扭 曲 变形还由于构件本身的形状不规则、装配不当、 搁置位置不正确等造成。
好且水平相近的2 名焊工同时施焊 ,这样可将变 形减小到最低 限度。一般情况下应先焊下盖板 的二条角焊缝 ,再焊上盖板角焊缝 ,焊接方 向
很重要的 ,能增加焊接时的刚性 ,同时能减少弯
曲变形。采用先焊接下盖板与腹板的焊缝, 再焊
浅谈CRH2A型动车组端中梁焊接变形控制措施
浅谈CRH2A型动车组端中梁焊接变形控制措施摘要:本文重点介绍了CRH2A型动车组铝合金车体端中梁在现车生产中焊接变形的工艺方法及焊后调修措施。
关键词:端中梁;接变形;调修1.绪论CRH2A型动车组铝合金车体结构是在引进日本动车组技术的基础上实现国产化的,通过项目合作和技术转让,中车青岛四方机车车辆股份有限公司掌握了高速动车组制造先进技术,提升了公司在国内、国际市场上的竞争力。
端中梁是铝合金动车车体中重要连接及受力部件,吊挂设备较多,在现车生产中对端中梁平面度等各项尺寸要求较高,而在现车生产中,因端中梁焊接量较大、结构不规则,控制焊接变形较困难,因此针对该问题,本文进行了技术攻关,制定了适当的控制端中梁焊接变形的工艺方法及焊后调修措施。
2.正文2.1 CRH2A型动车组端中梁结构及工艺要求CRH2A型动车组端中梁焊接结构如下图所示,端中梁焊接时在有限空间内焊接量较大,焊接变形控制困难。
而端中梁焊接完成后工艺要求较高:上平面与立面的平面度2mm/2m、下平面的平面度为1mm/m,缓冲梁整体不允许下挠。
2.2端中梁焊接变形原因分析2.2.1设计原因端中梁是由牵引梁、缓冲梁、补强板组装而成。
它们的板厚分别是12mm、12mm、8mm。
焊接主要集中在从板座两侧,由于焊接量较大,导致应力分布较为集中,在施焊结束后,会产生收缩变形、角变形、弯曲变形。
2.2.2工艺原因分析端中梁焊接过程,发现在现车生产中未采取适当的工艺措施进行控制焊接变形,如:①工装压紧力较弱现车仅使用卡兰进行刚性固定,压紧力较小,压紧效果较差;②缺少反变形措施工装无固定反变形垫板,焊接时未增加反变形,无法控制焊接变形。
2.3制定适当的控制焊接变形措施2.3.1增加刚性固定:分析端中梁焊接结构,设计制作端中梁焊接刚性固定工装,通过大量实验确定新制工装需要增加6个压紧器,同时确定了压紧器增加位置(具体工装设计图纸及实物如下图所示),通过增加刚性固定来控制端中梁焊接变形;2.3.2增加反变形端中梁焊接刚性固定工装制作完成后开始现车验证反变形增加量及增加反变形位置,经反复实验验证,最终确定最合理反变形尺寸及反变形增加位置:在端中梁焊接工装端部底面增加6mm反变形垫板,在中部牵引梁折弯处立面增加2mm反变形垫板,通过预置反变形控制端中梁焊接变形;2.4端中梁焊后调修措施2.4.1焊后检查使用3m尺杆检查缓冲梁立面、上平面、下平面的平面度,根据现车情况(是否超出工艺要求)判断是否需进行调修。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
由于 中梁各 焊 缝 的焊 角 大 , 焊 后 产 生 的 纵 其 向收缩 量 △ 直 接 影 响 心 盘 距 、 车体 全 长 尺 寸及 旋 转锁 的组 装 , 中梁全 长需 预 留出一定 的收缩量 ,
收稿 E期 :0 1 51 t 21- . 0 6
基 金项 目: 宁省科技计划 资助项 目(, 9 20 7 辽 20 2 0 1 ) 0 作 者简介 : 傅利斌 (9 0一) 男 , 17 , 副教授 , 士研究生 博
于 5m 旁 弯 只允 许 凸 向外 侧 , 字 形截 面 的角 m, 工
变形 应 加 以控制 .
焊接 性 良好 , 泛 应 用 于桥 梁 、 辆 、 帕 、 筑 、 广 车 船 建 压力 容 器 等. 中梁 焊 接 采 用 富 氩 气 体 (0 A + 8% r
2 %C 保护 的焊接 方法 , 0 O) 操作 简单 、 生产效率 高、 熔深 好 、 焊接 变形 和 飞溅小 、 焊缝 成形 美 观 、 对 油和锈的敏感性很低等优点. 焊接材料: 用牌号 选 E 5 — 气体保护焊丝 , R 06 焊丝 的价格低 廉 , 焊接成 本低 .
对于工 字型 中梁 钢结构 的组对 和焊接 , 其关键 在于控制组 对尺寸 和焊接变形 . 组对 尺寸可 采用工 装 保证 , 接变形 一 般 可采 用合 理 的焊接 工 艺 、 焊 反
2 组对焊接难点分析、 计算及解决措施
中梁是 鱼腹 形 变截 面 工 字 梁结 构 , 底 架 主 为 要 的承 载部件 . 中梁 总 长度 为 1 0 m, 有 四 640m 共
条焊缝 , 焊接量大. 其制造难点 为: 中梁是鱼腹 ①
形变 截 面工字 梁结 构 , 其上 下盖 板厚度 不一 , 且 上
盖板 为 2 m, 盖板 为 4 0m 下 0mm, 上下 盖板 焊后 容
易产生角变形 , 向焊后容易产生下挠度 ; 中 纵 ②
梁具 有较 高 的强 度及 刚度 和 大 的外 形 尺 寸 , 装 组
机 车 工 字 型 中梁 组 焊 工装 设 计 及 焊 接 变 形 控 制
傅 利斌 王 大勇 杨鑫华 李雄飞 , , ,
(. 1 大连 交通大学 材料科 学与工程 学院, 宁 大连 16 2 2 中国北车集 团 大连机车 车辆有 限公 司, 辽 10 8;. 辽 宁 大连 16 2 ) 10 2
E malf@ d u eu c . - i u j .d .n : t
9 8
大 连 交 通 大 学 学 报
第3 2卷
同时 为 了方 便 中梁 的组 焊 , 头各 需 预 留 出一 定 两
的工 艺 加 长量 , 中梁组 焊 完成 后 , 在 画线 切 割 , 因
通过采 取 以上 这些 措 施 后 , 中梁 上挠 度 基 本
控制在 1 m 旁弯 5 m以内, 5 m, m 达到了设计要求.
此 中梁下料 长 度是 一 个 非 常 重要 的工 艺参 数 . 焊 接收缩量 △ 的计 算公 式 :L = K KF L F , A 2 1H/ 式 中 , L为纵 向收缩 变形 量 ( △ mm) F ; 为焊缝 熔 敷金 属 的横 截 面 积 ( ; 为 构 件 横 截 面 积 mm ) F
摘
要: 新西 兰机车中梁为工字型梁 , 总长 1 4 0mm 对于 中梁 钢结构 的组 对和焊接 , 6 0 . 其难 点在 于上下盖
板厚度不一 , 上盖板为 2 0mm, 下盖板为 4 mm, 0 上下盖板焊后容易产生角变形 , 纵向焊后容易产生下挠度. 通过对中梁焊接工艺和工装设计研究 , 采用工艺放量 , 反变形 , 设计 和研 究中梁组 对工装 、 紧装 置和焊接 夹
翻转 工装 , 机械火焰矫正 等方 法 , 控制焊接变形 , 保证 中梁 尺寸精度 和焊 接质量. 中梁组对胎 的设计 包括挡
板、 隔板 、 支撑板 、 筋板 、 垫板 、 钢 , 槽 夹紧装置包括 中梁 丝杠 和丝套 . 通过 生产验 证 , 组焊工装 安全可靠 , 该 可完 成中梁钢结构主要结构部件 的组对 与焊接 , 满足设计 图纸 中的各项技术要求. 关键词 : 机车 中梁 ; 组焊工装 ; 焊接变形 ; 矫正
第3 2卷 第 6期 21 0 1年 1 2月
, 连
交
通 大
学 学
报
VoI3 No 6 .2 .
J OURN O DAL AN JA0T AL F I I 0NG U VE I Y NI RS T
De . 0 1 c 2 1
文章编号 :6 3 9 9 (0 10 — 0 7 0 17 . 5 0 2 1 )6 09 — 4
变形法 , 固定法等进行控制 , 刚性 焊后变: 可通过 形 火 焰矫正 , 机械动力矫 正后进行机械矫正的难度很大 ; ③
由于 焊角 大 , 接热 输入 量大 , 焊 中梁 产生 的焊接 变
形 大 。 4.
1 技 术 要 求
新 西 兰机 车 中梁 钢 结 构 , 由上 盖 板 , 盖 板 , 下 立 板三 部分 组 成 , 1 0 m. 中上 下 盖 板 分 长 640m 其 别 由三 块板 拼接 而成 , 板 由两块 板拼 接 而成 , 立 中
文 献 标 识 码 : A
0 引 言
新 西兰 机 车 中梁 的 材 料 主要 选 择 Q 4 . 3 5E的 材料 , 服 强 度 3 5MP . 合 力 学 性 能 、 工 和 屈 4 a 综 加
梁 组对 焊接 完成 后应保 证 底架 组 焊后 的上 挠度 0
~
1 m的要求 , 5m 且在全长范 围内的旁弯值不大
( m ) L为构 件 长度 ( m) K m ; m ; 为系 数 , 焊接 与
3 组对 工装 设 计
根据 以上 的分 析及 中梁 的 尺寸 特 点 , 中梁 组 对夹 具设计 时采 用 液 压定 位 夹 紧方 式 ; 考虑 到 需 要组 对 的中梁 尺寸 较 大 , 用几 个 阀分 别控 制 不 采 同的夹 紧油 缸 ; 在定位 面 的选 择上 , 以中梁 的中心 线为 整个 中梁 的定 位 基 准 , 各零 件 的定 位基 准 都 从 中心线 定 位 , 高 定 位 的组 对 精 度 J 中梁 可 提 . 采用 正 对 , 反对 , 对 三种 组 对 方式 . 平 由于 上 盖板 已经 预先 进行 了反变 形且 正对 和反对不 易保 证立 板垂 直度 , 以采用将 立板 平放 的方式 进行 组对 , 所