ISO8501中文
ISO 21809-2-2007 中文

标准文件ISO 21809的这部分内容不包括玻璃化温度高于120℃的耐高
在应用此文件时,以下参照标准是必不可少的。所标明的日期仅表明
引用的版本日期。凡是没有标明日期的参照标准,应采用其最新版本(包
括任何修订本)。
6
英汉对照 ISO 21809-2:2007 国际标准
石油管道熔结环氧粉末外防腐层技术标准
ISO 31-0:1992, Quantities and units — Part 0: General principles 《数量和单位 – 第0部分:总的原则》 ISO 8130-2Determination of density by gas comparison pyknometer (referee method)
5
英汉对照 ISO 21809-2:2007 国际标准
石油管道熔结环氧粉末外防腐层技术标准
1 Scope 范围
This part of ISO 21809 specifies the requirements for qualification, application, testing and handling of materials for plant application of single-layer fusion-bonded epoxy (FBE) coatings applied externally for the corrosion protection of bare steel pipe for use in pipeline transportation systems for the petroleum and natural gas industries as defined in ISO 13623.
设备油漆规范标准索引(GB、ISO和ASTM)
设备油漆规范引用的国内标准及国际标准ISO和美国阿斯米ASTM的标准目录国内标准GBGB 8923-2011 涂装前钢材表面锈蚀等级和除锈等级GB/T1031-2009 表面粗糙度参数及其数值GB/T18838.1-2002 涂覆涂料前钢材表面处理喷射清理用金属磨料的技术要求导则和分类GB/18838.3-2008 喷射清理用金属磨料的技术要求第三部分高碳铸钢丸和砂GB/T13288-2011 涂覆涂料前钢材表面处理喷射清理后的钢材表面粗糙度特性GB/T18570.4-2005 涂覆涂料前钢材面处理表面清洁度的评定试验涂覆涂料前凝露可能性的评定导则GB/T1766-2008 色漆和清漆涂层老化的评级方法GB/T11186.2-1989 涂膜颜色的测量方法GB/T13452.2-2008 色漆和清漆漆膜厚度的测定GB/T5210-2006 色漆和清漆拉开法附着力试验GB/T9286-1998 色漆和清漆漆膜的划格试验GB/T31586.2-2015 划格试验和划叉试验国际标准 ISOISO 11124:2018 Preparation of steel substrates beforeapplication ofpaints and related products —Specifications formetallicblast-cleaning abrasives 油漆和相关产品涂装前钢基材的制备-金属喷砂清洁剂规范ISO 8501-2007 Preparation of steel substrates beforeapplication ofpaints and related products Visual assessment ofsurfacecleanliness施加油漆和相关产品之前的钢基底准备-表面清洁度的视觉评估ISO 8502-2006 Preparation of steel substrates beforeapplication ofpaints and related products Tests for the assessmentof surfacecleanliness涂装油漆和相关产品之前准备钢基材-表面清洁度评估试验ISO8503-2012 Preparation of steelsubstrates before application ofpaints and related products在涂装油漆和相关产品之前对钢基材的准备—喷砂清理过的钢基材的表面粗糙度特性 ISO 8504-2000 Preparation of steel substrates beforeapplication ofpaints and related products Surface preparationmethods油漆和相关产品涂装前钢基材的制备-表面制备方法ISO 2409-2013 Paints and varnishes Cross-cut test 油漆和清漆—划格法 ISO 4624-2016 Paints and varnishes Pull-off test foradhesion油漆和清漆—附着力的剥离试验ISO 16276-2:2007 Corrosion protection of steel structuresbyprotective paint systems —Assessment of, andacceptance criteria for, theadhesion/cohesion(fracture strength) of a coating —Part 2: Cross-cuttestingand X-cut testing防护涂料体系对钢结构的防腐蚀保护涂层附着力/内聚力(破坏强度)的评定和验收准则第2部分:划格试验和划叉试验ISO 12944-9:2018 Paints and varnishes —Corrosionprotection of steel structures by protective paint systems —Part 9: Protectivepaint systems and laboratory performance test methods for offshore and relatedstructures油漆和清漆—用防护漆系统对钢结构的腐蚀防护—第9部分:海上和相关结构的防护漆系统和实验室性能测试方法ISO 19840-2012 Paints and varnishes Corrosion protection ofsteelstructures by protective paint systems Measurementof and acceptancecriteria for, the thickness of dryfilms on rough surfaces油漆和清漆—保护性涂料体系对钢结构的腐蚀保护ISO12944-2017 Corrosion protection by steel structures byprotectivepainting system油漆和清漆—用防护漆系统对钢结构的腐蚀防护美国阿斯米标准ASTMASTM D 610-01 Standard testmethod for evaluating degree of rustingon painted steel surfaces 2001评估涂漆钢表面生锈程度的标准测试方法ASTM D 3359-08 Standard test methods for measuring adhesionby tape test通过胶带测试测量粘合力的标准测试方法ASTMD 5162-01 Standard Practice for Discontinuity (Holiday)Testing of Nonconductive Protective Coating on Metallic Substrates金属基材上非导电保护涂层的不连续性(涂层)测试的标准实践。
中文版ISO

4. 任务和职责......................................................................................................................................2
4.1. 相关质量任务 .........................................................................................................................2 4.2. 任务和职责的规范 .................................................................................................................3
SSPC表面处理标准对照表
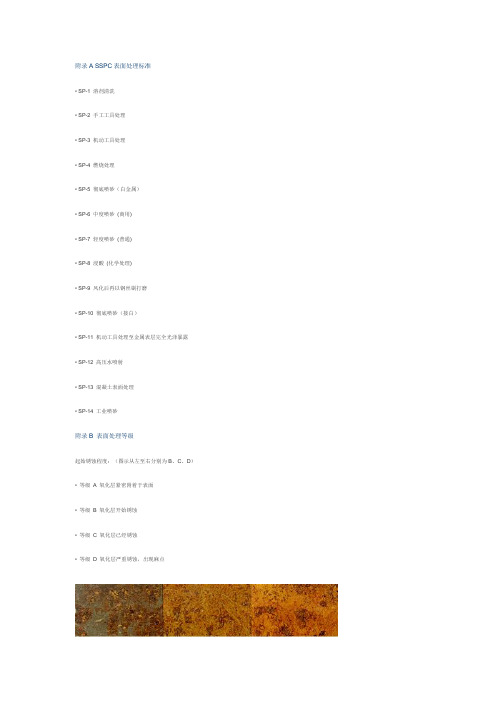
附录A SSPC表面处理标准• SP-1 溶剂清洗• SP-2 手工工具处理• SP-3 机动工具处理• SP-4 燃烧处理• SP-5 彻底喷砂(白金属)• SP-6 中度喷砂(商用)• SP-7 轻度喷砂(普通)• SP-8 浸酸(化学处理)• SP-9 风化后再以钢丝刷打磨• SP-10 彻底喷砂(接白)• SP-11 机动工具处理至金属表层完全光泽暴露• SP-12 高压水喷射• SP-13 混凝土表面处理• SP-14 工业喷砂附录B 表面处理等级起始锈蚀程度:(图示从左至右分别为B、C、D)• 等级A 氧化层紧密附着于表面• 等级B 氧化层开始锈蚀• 等级C 氧化层已经锈蚀• 等级D 氧化层严重锈蚀,出现麻点轻度喷砂:商用喷砂:近白喷砂:白金属喷砂:附录C 国际通用表面处理标准对比描述SSPC SP SIS 055900NACE ISO 8501BS 7079溶剂清洗手工工具清洁SP1SP2 St2 St2钢结构油漆委员会Steel Structure Painting Council (SSPC)国家防腐工程师协会National Association of Corrosion Engineers (NACE) 英国标准ISO 8501-1 / BSI BS 7079瑞典标准Swedish Standard国标GB-3092 / GB-8923-88关于表面处理等级1994年10月,NACE和SSPC发布了用于磨料清理的联合表面处理标准(这些标准大约相当于由最初的瑞典标准发展而来的ISO标准ISO8501-1SO-公布于1988年:NACE NO.I/SSPC-SP5“金属出白级喷砂” 相当于—Sa3“喷砂至可见清洁金属”NACE NO.2/SSPC-SP10“金属近于出白级喷砂” 相当于—Sa21/2“非常彻底的喷砂清理”NACE NO.3/SSPC-SP6“工业级喷砂” 相当于—Sa2“彻底的喷砂清理”NACE NO.4/SSPC-SP7“刷除锈级喷砂” 相当于—Sa1“轻喷砂清理”SSPC-SP1“溶剂清理” SSPC-SP2“手动工具清理” SSPC-SP11 “动力工具清理至裸钢”SSPC-SP8“酸洗” SSPC-SP3“动力工具清理” SSPC-SP11R “动力工具清理维修保养”一、金属(1) 新表面A.钢铁1.喷砂处理实践证明,无论是在施工现场还是在装配车间,喷砂处理都是除去锻痕的最有效方法。
ISO898.1-2009中文

ISO898.1-2009中文ISO 898-1:2009(ISO第四次修订)二〇〇九年四月一日Mechanical properties of fasteners made of carbon steel and alloy steel—Part 1: Bolts, screws and studs with specified- property classes Coarse thread and fine pitch thread碳钢和合金钢紧固件机械性能第一部份螺栓、螺钉和螺柱粗牙和细牙系列(译文)目录前言…………………………………………………………………………………………1 范围………………………………………………………………………………………….2 引用标准…………………………………………………………………………………….3 术语和定义………………………………………………………………………………….4 代号和单位………………………………………………………………………………….5 性能等级的标记制度………………………………………………………………………..6 材料…………………………………………………………………………………………..7 机械性能和物理性能………………………………………………………………………..8 试验方法的适用性………………………………………………………………………….8.1 总则………………………………………………………………………………………..8.2 紧固件的承载能力………………………………………………………………………..8.3 制造者的控制……………………………………………………………………………….. 8.4 供应方的控制………………………………………………………………………………. 8.5 需求方的控制………………………………………………………………………………..8.6 实物紧固件和机加工试样可实施的相应试验系列………………………………………..9 试验方法………………………………………………………………………………………..9.1 螺栓和螺钉(不含螺柱)实物的楔负载试验………………………………………………9.2 螺栓、螺钉和螺柱的抗拉强度测定,R m……………………………………………………9.3 螺栓、螺钉和螺柱实物拉伸实验时测定断后伸长,A f和0.0048d非比例伸长应力,R pf……9.4 因头部强度弱,而不断在未旋合螺纹长度内的螺钉拉力试验………………………………9.5 腰状杆紧固件的拉力试验……………………………………………………………………9.6 螺栓、螺钉和螺柱的保证载荷试验…………………………………………………………9.7 机械加工试样的拉力试验……………………………………………………………………9.8 头部坚固性试验………………………………………………………………………………9.9 硬度试验………………………………………………………………………………………..9.10 脱碳试验……………………………………………………………………………………9.11 渗碳试验……………………………………………………………………………………9.12 再回火试验…………………………………………………………………………………9.13 扭矩试验…………………………………………………………………………………….9.14 机加工试样的冲击试验……………………………………………………………………..9.15 表面缺陷检查……………………………………………………………………………….10 标记……………………………………………………………………………………………10.1 总则…………………………………………………………………………………………10.2 制造者的识别标志………………………………………………………………………..10.3 紧固件承载能力的名称和标记…………………………………………………………. 10.4 因几何形状而降低了承载能力的紧固件的名称和标记………………………………. 10.5 包装标识……………………………………………………………………………………附录A抗拉强度和断后伸长率的关系………………………………………………………..附录 B 高温对紧固件力学性能的影响…………………………………………………………. 附录C 全尺寸紧固件的断后伸长率,A f……………………………………………………….. 引用文献1 范围本ISO898标准规定由碳钢和合金钢制造的,在环境温度为10℃~35℃条件下进行试验的螺栓、螺钉和螺栓的机械和物理性能。
ISO全中文翻译

ISO---全中文翻译版————————————————————————————————作者:————————————————————————————————日期:1 范围本标准规定了对职业健康安全管理体系的要求及使用指南,旨在使组织能够提供健康安全的工作条件以预防与工作相关的伤害和健康损害,同时主动改进职业健康安全绩效。
这包括考虑适用的法律法规要求和其他要求并制定和实施职业健康安全方针和目标。
本标准适用于任何有下列愿望的组织:a) 建立、实施和保持职业健康安全管理体系,以提高职业健康安全,消除或尽可能降低职业健康安全风险(包括体系缺陷),利用职业健康安全机遇,应对与组织活动相关的职业健康安全体系不符合;b) 持续改进组织的职业健康安全绩效和目标的实现程度;c) 确保组织自身符合其所阐明的职业健康安全方针;d) 证实符合本标准的要求。
本标准旨在适用于不同规模、各种类型和活动的组织,并适用于组织控制下的职业健康安全风险,该风险考虑了组织运行所处的环境以及员工和其他相关方的需求和期望。
本标准未提出具体的职业健康安全绩效准则,也未规定职业健康安全管理体系的结构。
本标准使组织能够通过组织的职业健康安全管理体系,整合健康和安全的其他方面,比如员工健康/福利。
本标准未涉及除给员工及其他相关方造成的风险以外的其他问题,比如产品安全、财产损失或环境影响等风险。
本标准能够全部或部分地用于系统地改进职业健康安全管理。
但是,只有本标准的所有要求都被包含在了组织的职业健康安全管理体系中且全部得以满足,组织才能声明符合本标准。
注:有关本标准要求的意图的更多指南,请见附录A 。
2 规范性引用文件无规范性引用文件。
3 术语和定义下列术语和定义适用于本标准。
3.1组织organization为实现其目标(3.16)而具有职责、权限和关系等自身职能的个人或群体。
注1: 组织包括但不限于个体经营者、公司、集团公司、商行、企事业单位、政府机构、合股经营的公司、公益机构、社团、或上述单位中的一部分或其结合体,无论其是否具有法人资格、公信或私营。
常用标准对比
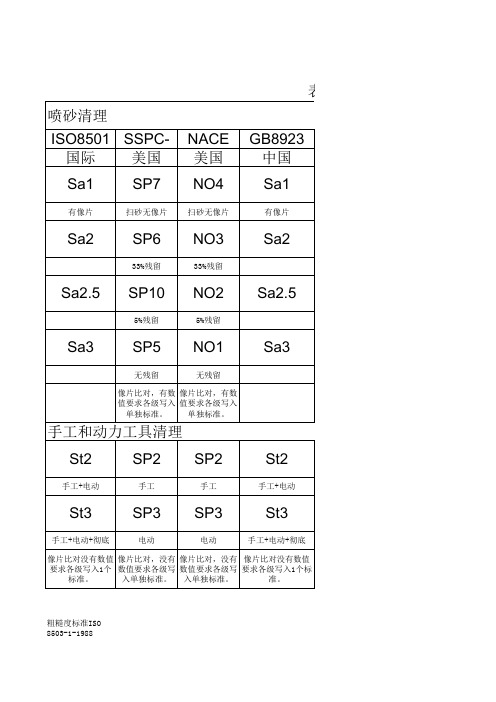
ISO8501SSPC-
NACE GB8923国际美国
美国中国Sa1
SP7NO4Sa1有像片扫砂无像片
扫砂无像片有像片Sa2SP6
NO3Sa2
33%残留33%残留Sa2.5SP10
NO2Sa2.5
5%残留5%残留Sa3SP5
NO1Sa3
无残留无残留像片比对,有数值要求各级写入单独标准。
像片比对,有数
值要求各级写入
单独标准。
St2
SP2SP2St2手工+电动手工手工手工+电动
St3
SP3SP3St3手工+电动+彻底电动电动手工+电动+彻底
像片比对没有数值要求各级写入1个标准。
像片比对,没有数值要求各级写入单独标准。
像片比对,没有数值要求各级写入单独标准。
像片比对没有数值
要求各级写入1个标
准。
粗糙度标准ISO 8503-1-1988
手工和动力工具清理
喷砂清理
描述
喷射清理全部,有牢固附着的氧化皮,锈蚀和涂料的残留物。
ISO、GB有像片
喷射清理到至少67%以上的表面没有可见残留物。
各标准都有比对照片。
喷射清理至少表面95%以上的没有可见锈蚀和氧化皮。
各标准都有比对照片。
喷射清理除去所有可见的锈蚀、氧化皮、涂料和杂质。
各标准都有比对照片。
SSPC-Vis 1 钢底材干磨料喷砂清理 的指导和参考照片
+ISO/GB照片
sspc-vis3钢底材表面手工和动力工具清理的指导和参考照片
+ISO/GB照片
sspc-vis3钢底材表面手工和动力工具清理的指导和参考照片
+ISO/GB照片。
凸凹模标准

凸凹模标准
"凸凹模" 是指具有一些凸起和凹陷表面特征的标准模具或样品,通常用于检测和测量表面质量、粗糙度、形状等方面的性能。
凸凹模的标准通常根据特定的应用领域和测量要求而制定。
以下是一些可能与凸凹模相关的标准:
1.ISO 8503-1:这是国际标准化组织(ISO)发布的标准,用于
评估钢表面的粗糙度,包括使用凸凹模来检测表面质量。
2.ASTM E1032:美国材料和试验协会(ASTM)发布的标准,用
于评估非金属材料的表面质量,其中包括凸凹模的使用。
3.ISO 8501-1:这是另一个ISO标准,用于评估钢表面的清洁度
和粗糙度,包括使用凸凹模来检测表面质量。
4.GB/T 5706:这是中国国家标准,用于评估金属材料表面的粗
糙度和清洁度,包括使用凸凹模进行检测。
5.ASME B4
6.1:美国机械工程师协会(ASME)发布的标准,用
于测量和描述表面质量,其中包括凸凹模的使用。
这些标准通常提供了凸凹模的设计规范、使用方法、评估准则以及报告表格,以确保能够准确测量和评估表面特征。
具体的凸凹模标准可能因所测量的参数、材料和工业领域而异。
因此,您应根据具体的应用要求和所在地区的标准选择适当的凸凹模标准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ISO 8501-1:2007ISO 8501 由以下部分组成,总标题、涂料和相关产品使用前钢衬底的制备——表面清洁度的目测评估:部分1:未涂装钢材与全面去除已有涂装钢材的锈蚀等级部分2:部分去除已有涂装的已涂装钢材的预处理等级部分3:带有表面缺陷的焊缝、边角、等区块的预处理等级部分4:关于高压喷水除锈的初始表面情况、预处理等级和除锈等级涂装油漆和相关产品前的钢材的预处理/表面清洁度的目测评价第1 部分:未涂装钢材与全面去除已有涂装钢材的锈蚀等级与预处理等级简介油漆和相关产品等钢材的保护涂层的表面受钢材表面状况的显著影响。
已知影响这些表现的重要因素包括:a)存在锈蚀和氧化皮b)存在盐、尘土、残油和油脂等表面污物c)表面粗糙度目前评价这些因素有ISO 8501 、ISO 8502、ISO 8503等国际标准,而ISO 8504为获得钢材预处理方法提供指导这些国际标准不包含推荐钢表面的保护涂装体系,也不包含推荐特殊情况下的表面质量要求,尽管保护性涂装的选择和他们的表现会直接影响表面质量。
这些推荐可以在国家标准和实施法规等文件中找到。
这些国际标准的使用者为确保质量必须要: ——与钢材露天存放的环境条件和应用的保护涂层系统相谐调与适应——在规定的清理流程的能力围下面所涉及的4个国际标准分别针对钢材预处理的几个方面ISO 8501——表面清洁度的目测评估ISO 8502——表面清洁度的评估试验ISO 8503——钢材喷砂清理后表面的粗糙特征ISO 8504——表面预处理方法每一个国际标准又分为几个独立部分ISO 8501 的这一部分把尚未涂装的已建造和库存中的钢材表面常见的氧化皮和铁锈分为4个等级(即锈蚀等级):他还把经过表面预处理的尚未涂装的钢材表面和全面去除原有涂装的钢材表面的目测清洁度分为一定等级(即预处理等级)。
这些目测清洁度的水平和涂装前清洁钢材表面的方法有关。
ISO 8501的这一部分,其中包括28具有代表性的照片样本,将成为锈蚀等级和预处理等级的目视评估的工具。
其中14 照片样本展示了使用石英砂为磨料经过干式喷砂清理后的钢材表面。
使用其他磨料可能会影响到钢材表面的外观,不同的磨料导致的颜色改变见附录A注1:24 照片样本来自于瑞典标准"SIS 055900-1967 涂装钢材表面的预处理等级照片",另外4 照片来源于德国标准"DIN 55928 ,第4节,附录1(1978 年8 月)有机涂层和金属涂层对金属结构的防护、预处理和表面测试的标准照片"涂装油漆和相关产品前的钢材的预处理/表面清洁度的目测评价第1 部分钢材涂装前的锈蚀等级和预处理等级第l节围ISO 8501的本部分把钢材表面定义为一系列的锈蚀等级和预处理等级(见第2节和第3节)。
各种等级有文字叙述和与文字叙述相对应的具有带表性的照片样本来定义说明。
ISO 8501 的本部分适用于通过喷砂清理、手动和电动工具清理、火焰清理等方法进行涂装前预处理的热轧钢材的表面,尽管这些方法不大具有可比较性。
从本质上讲,这些方法主要适合热轧钢材,但是特别是硼砂除锈的方法同样适用于足够厚的、能经得住磨料冲击和电动工具清理导致的变形的冷轧钢材。
ISO 8501 的本部分同样适用于氧化皮上残留牢固的油漆或其他异物的钢材(见3.1节注2)注1 局部去除油漆涂层的以前涂装过的钢材表面预处理等级见ISO 8501-2。
ISO 8501 的本部分以目测外观来判断其表面清洁度,这在很多时候符合要求。
但是由于涂装经常要暴露在一些严峻的环境里,例如浸入水中并保持冷凝,这时就需要用ISO8502 各个部分中规定的物理和化学的方法来检测目测清洁的钢材表面上可溶解盐和其他看不见的污染物。
表面的粗糙度特征请参考ISO8503 的各个部分注2 ISO 8501 的本部分包含三种官方语言,英语、法语和德语。
第2节锈蚀等级锈蚀等级被分为ABCD四个锈蚀等级,各个锈蚀等级如下:A 钢材表面大面积地覆盖着氧化皮,几乎没有锈B 钢材表面已开始生锈,氧化皮脱落C 钢材表面氧化皮已经因锈蚀而脱落或者可以被刮掉,但是正常目测下只能看到少量的点状锈斑。
D 钢材表面氧化皮己经因锈蚀而脱落,正常目测下可以看到大量的锈斑。
锈蚀等级具有代表性的照片样本见ISO 8501 的第5节第3节3.1总论钢材表面的预处理方法和清理等级被定义为一系列的预处理等级。
在本文的3.2、3.3和3.4中,预处理等级由清理操作后表面外观的文字叙述定义。
预处理等级的具有代表性的照片样本见ISO 8501 的第5节。
每一种预处理等级由相应的字母"Sa" "St" 或"F1"来表示采用的清理方法的类型。
如果字母后有数字,则代表清理氧化皮、锈蚀和原有涂装的程度。
照片展示了原有的锈蚀程度和预处理等级,例如照片样本B代表Sa2.5注1 在3.2 、3.3 和3.4中"异物"这个词包括可溶解盐和焊渣。
这些污物不能用干式喷砂、手动和电动工具、火焰等方法完全去除,应使用湿式喷砂或喷水的方法注2 氧化皮、铁锈和油漆如果能被用油灰刮刀去除,则可以看作附着不牢固。
3.2 喷砂清理 Sa喷砂清理方式进行表面预处理由字母"Sa" 表示。
喷砂清理描述见表1.在喷砂清理之前应铲掉厚层铁锈,可见的残油、油脂和污物也应当被去除。
喷砂清理后应清理掉浮尘和残渣。
注:喷砂清理,包括作业前后的处理和喷砂清理的步骤等表面预处理的方法见ISO8504-2表l 喷砂清理的等级使用手动和电动工具进行清理,例如刮刀、钢丝刷、机械刷和砂轮机,由字母St 表示。
手动和电动工具清理的等级见表2在使用手动和电动工具清理之前应铲掉厚层铁锈、可见的残油、油脂和污物也应当被去除。
使用手动和电动工具清理,包括作业前后的处理和使用手动和电动工具清理的步骤等表面预处理的方法见ISO8504-3注2 本文不包含Stl 预处理等级,因为其对应的表面不适合涂装。
表2 手动和电动工具清理的等级3.4 火焰清理 F1火焰清理方式进行表面预处理由字母"F1" 表示。
火焰清理的描述见表3在火焰清理之前应铲掉厚层铁锈,可见的残油、油脂和污物也应当被去除。
火焰清理后应用电动钢丝刷清理表面。
注:火焰清理包括最后用电动钢丝刷去除清理过程中的产物。
手动钢丝刷无法达到令人满意的涂装表面的要求。
表3 火焰清理第4节目测评估钢材的步骤在良好的散射日光下或在人造的照明工具下,凭借正常视力检查钢材表面并将其与本文附带的每一照片进行对比(细节见第5 节)。
将照片靠近准备评估的钢材表面并放在其平面上。
对于锈蚀等级,将明显的最差等级记录为评估的结果:对于预处理等级,将与钢材表面外观最相近的等级记录为评估的结果注l 除了适用的清理方法,例如干式喷砂清理中使用特殊的磨料种类,下列因素也能影响目测评价的结果a)钢材表面的初始状态不属于任何标准锈蚀等级b)钢材本身的颜色c)不同程度的腐蚀和不均衡移动材料所造成的不同粗糙度d)表面不规则,如花边e)工具留下的痕迹f)不均匀的照明g)倾斜一定角度喷射磨料造成的表面阴影h)嵌入磨料注2 对于以前涂装过、经过预处理并准备重新涂装的钢材表面,只能用锈蚀等级D或C(例如D Sa2.5 或CSa2.5)的照片来做目测评估,选择(例如在DSa2.5和CSa2.5之间选择)取决于锈蚀斑的程度第5节照片附加了28与铜基板对比的具有代表性的照片样本这些照片全尺寸展示,即不是放大的,为方便使用,他们列在表格l和2中4照片与锈蚀等级A、B 、C、D 相对应〈见第2 节〉24照片与从ASa2.5到DF1的表面预处理等级相对应,他们由干式喷砂清理、手动和电动工具清理及火焰清理获得。
其他方法,例如湿式喷砂和喷水清理,清理出的表面可能在外观、颜色等方面不同,但是这些照片仍然可以用于指示准备等级14照片,从ASa2.5到DSa3,展示了用磨料干式喷砂清理后的钢材表面,包括石英砂。
在很多国家,这些磨料在封闭区域是禁止使用的,除非在严格的控制条件下。
因此其他类型的磨料经常用于干式喷砂清理。
这些磨料可以清理出一个不一样的表面外观,即使一丝不苟的清理之后(见附录A)没有展示从A Sa1 , ASa2, ASa2, ASt2或ASt3 的照片,因为这些预处理等级不可能完成,且现有的照片已足够使用附录A 不同磨料喷砂清理后钢表面变化的代表性的照片样本A.1 综述本部分提供了锈蚀等级和预处理等级的一系列的书面规的代表性的照片样本。
这些照片中有14,从ASa2.5到DSa3展示了不同磨料喷砂清理后的铜表面的外观变化,包括石英砂。
本附录的基础是有很多的不同磨料可用于喷砂清理。
由于一些磨料嵌入到喷砂清理后的表面,所以磨料的颜色影响表面的外观。
一般来说,暗色的磨料的使用,例如精炼铜渣或煤渣,会导致整体比较暗,如果使用沙子会导致整体比较钝。
一些坚硬的金属磨料,尽管他们不是黑色的,也会导致暗色的外观,因为喷砂清理表面凹陆的深侧形成了阴影。
另外,许多国家的法规禁止石英砂作为磨料使用,本部分为制作代表性的照片而使用石英砂不能够作为使用石英砂的依据。
本附录提供了低碳钢锈蚀等级C喷砂清理预处理等级Sa3的代表性照片样本,拍摄这些照片用到了经常使用的6种(金属的和非金属的)磨料。
为了比较,包括了一钢材的原表面,即预处理之前的钢材表面的照片。
A.2 钢基板目测评估的步骤评估与处理等级并记录评估结果,参照第4节的描述如果评估的表面外观不同于最相似的照片,本附录对样本的描述和ISO 8501中本部分的结尾中展示的照片可以作为颜色深度和色调变化上的指南,可能是因为用于预处理的材料。
本附录中距离说明的样本符合预处理等级a3的书面描述(见表格1)。
任何情况下评估要符合表格1中给出的预处理等级描述A.3 照片样本ISO 8501中本部分的结尾给出了6照片样本。
这些样本全尺寸展示,即没有放大。
这些照片通过喷砂清理锈蚀等级C的低碳钢到预处理等级Sa3获得,表格1中有描述,用到了6种不同的常用磨料。
包括了1钢材原表面用于目测比较。
这些照片展示在图A.1中。
选择用于提供"中间的"表面轮廓的磨料在ISO 8503-2 中有描述。
划分一个低碳钢板为不同的渐进条状带,然后每个条状带用不同的磨料从锈蚀等级C喷砂清理到预处理等级Sa3。
喷砂清理其他条状带时小心保护先前与处理过的条状带。
为了避免新的预处理表面的退化,喷砂清理全部完成后马上对铜板进行拍照。
照片展示了表面外观的不同,包括颜色。
由在同样的钢板上用不同的磨料喷砂清理到同一与处理等级获得。
展示表面外观的照片有在以上描述条件下使用每种磨料获得,但是要注意在实践当中可能有变化。