液压传动课程设计题目2
液压传动课程设计液传动课程设计
液压传动课程设计液传动课程设计
液压传动是一种重要的动力传输方式,广泛应用于各种机械设备中。
液压传动课程设计的主要目的是让学生掌握液压传动的基本原理和应用技术,培养学生的实际操作和问题解决能力。
以下是一份简单的液压传动课程设计案例,供参考。
课程设计题目:某液压升降机的设计和优化
课程设计内容:
1.研究液压传动的工作原理和基本结构,以及升降机的结构和应用。
2.设计液压升降机的液压系统,包括油泵、油缸、阀门、油管等。
3.优化液压升降机的液压系统,主要考虑以下方面:
(1)提高升降机的升降速度和稳定性;
(2)降低系统的噪音和能耗;
(3)增强系统的故障诊断和维护性能。
4.进行实验验证和数据分析,比较不同方案的优缺点,找出最优设计方案。
课程设计要求:
1.学生应独立完成整个课程设计,包括理论研究、系统设计、优化方案、实验验证和数据分析等环节。
2.学生应根据课程要求,按时提交设计报告,并进行口头报告和答辩。
3.设计报告应包括以下内容:选题背景和意义、理论研究、系统设计和优化方案、实验过程和结果分析、结论和总结、参考文献等。
4.对于设计过程中出现的问题和难点,学生应及时向指导教师请教,提高解决问题的能力。
以上是一份液压传动课程设计的简单案例,学生可以按照自己的实际情况进行调整和改进。
希望本文能够给需要的学生提供一些帮助和指导。
青岛理工大学液压传动复习题2(专)期末试题及参考答案
四、
1、0 2、0 3、△P 4、F/A
五、如图回路中,已知:两缸结构相同,A1=100cm2,A2=60cm2,p1=0.9MPa,q1=12L/min,不计损失和泄漏,求: 两缸负载相同时,该负载的数值及两缸的运动速度; 缸1不承受负载时,缸2能承受多少负载?
解:1、由:F1=P1A1-P2A2(式1); F2=P2A1;(式2)
题号ห้องสมุดไป่ตู้
一
二
三
四
五
六
七
八
九
十
总成绩
得分
一、简答题
1、说出液压传动的优点?
2、写出两种变量泵的名称?
3、液压阀按作用分为哪几类?
4、溢流阀的四大作用是什么?
5、蓄能器有哪几大作用?
6、调速回路分为哪几类?
二、画出下列液压元件的职能符号
1.双向变量马达 2.普通单向阀 3.减压阀 4.二位二通机动阀 5.调速阀
五、如图3所示回路中,已知:两缸结构相同,A1=100cm2,A2=60cm2,p1=0.9MPa,q1=12L/min,不计损失和泄漏,求:1)两缸负载相同时,该负载的数值及两缸的运动速度;2)缸1不承受负载时,缸2能承受多少负载?
青岛理工大学成教学院试卷纸共2页第2页
液压传动(专)复习题2答案
一、简答
V2=V1A2/ A1,=120×60/100=72 cm/min=0.012m/s
2、当P2= P1/2,
F1=P1A1-P2A2= P1A1-P1A2/2=1.2×106×(100-60/2)×10-4=8400N
F2=P2A1=P1A1/2=1.2×106×100×10-4/2=6000N
根据题意F1= F2代入式1和式2得:
液压传动课程设计题目
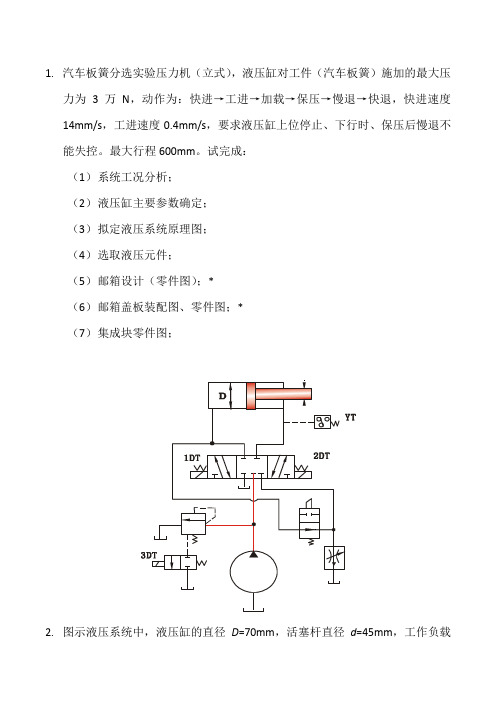
1.汽车板簧分选实验压力机(立式),液压缸对工件(汽车板簧)施加的最大压力为3万N,动作为:快进→工进→加载→保压→慢退→快退,快进速度14mm/s,工进速度0.4mm/s,要求液压缸上位停止、下行时、保压后慢退不能失控。
最大行程600mm。
试完成:(1)系统工况分析;(2)液压缸主要参数确定;(3)拟定液压系统原理图;(4)选取液压元件;(5)邮箱设计(零件图);*(6)邮箱盖板装配图、零件图;*(7)集成块零件图;2.图示液压系统中,液压缸的直径D=70mm,活塞杆直径d=45mm,工作负载F=16kN,液压缸的效率η=0.95,不计惯性力和导轨摩擦力。
快速运动时速度为v1=7m/min,工作进给速度为v2=0.053m/min,系统总的压力损失为折合到进油管路∑∆p l=0.5⨯106Pa。
试求:1)液压系统实现快进-工进-快退-原位停止的工作循环时电磁铁、行程阀、压力继电器的动作顺序表。
2)计算并选择系统所需要的元件,并在图上标明各元件的型号。
3.钻孔动力部件质量m=2000kg,液压缸的机械效率ηw=0.9,钻削力Fc=16000N 工作循环为:快进→工进→死挡铁停留→快退→原位停止。
行程长度为150mm ,其中工进长度为50mm。
快进、快退速度为75mm/s,工进速度为1.67 mm/s。
导轨为矩形,启动、制动时间为0.5s。
要求快进转工进平稳可靠,工作台能在任意位置停止。
4.单面多轴钻孔组合机床动力滑台液压系统,要求设计的动力滑台实现的工作循环是:快进——工进——快退——停止。
主要性能参数与性能要求如下:切削阻力FL=30468N;运动部件所受重力G=9800N;快进、快退速度1=3=0.1m/s,工进速度2=0.88×10-3m/s;快进行程L1=100mm,工进行程L2=50mm;往复运动的加速时间Δt=0.2s;动力滑台采用平导轨,静摩擦系数μs=0.2,动摩擦系数μd=0.1。
液压传动课程设计题目2发

北京广播电视大学汽修工作站《液压气动技术》课程设计说明书题目成型铣刀在加工件上加工出成型面的液压专用铣床专业机械设计及其自动化学号1111001206747姓名刘存顺指导老师杨宇红设计时间2012.12.11液压气动技术课程设计任务书设计一台用成型铣刀在工件上加工出成型面的液压专用铣床。
要求机床工作台上一次可安装两只工件并能同时加工。
机床的工作循环为:手工上料→按电钮→自动定位夹紧→工作台快进→铣削进给→工作台快退→夹具松开→手工卸料。
具体参数要求如下:表1-1 机床对液压传动系统的具体参数要求工作台采用平导轨,导轨面的静摩擦系数f=0.2,动摩擦系数f=0.1。
要求完成以下工作:1、液压系统原理图 1张2、课程设计说明书 1本目录1.设计内容及要求 (1)1.1工作负载 (1)1.2摩擦负载 (1)1.3 惯性负载 (1)1.4运动时间 (1)2.工况分析与方案选择 (1)2.1粗选液压缸工作压力 (1)2.2计算液压缸的主要尺寸 (1)2.3拟定液压系统原理图 (1)2.3选择基本回路 (1)2.4组成液压系统 (2)3液压元件的计算和选择 (3)3.1粗选液压缸工作压力 (3)3.2确定其他元件及辅件 (3)3.3拟定液压系统原理图 (5)4主要部件结构设计及强度校核 (7)4.1确定液压泵的规格和电动机功率 (7)4.1.1计算液压泵的最大工作压力 (7)4.1.2计算液压泵的流量 (8)4.1.3确定液压泵的规格及电动机的功率 (8)4.2确定其他元件及辅件 (8)4.2.1确定阀类元件及辅件 (8)4.2.2确定油管 (9)4.2.3确定油箱 (10)5液压系统的验算 (10)5.1验算系统压力损失 (10)5.1.1快进 (11)5.1.2工进 (12)5.1.3快退 (12)5.2验算系统发热与温升 (13)6设计小结 (13)参考文献 (14)附录 (19)1设计内容及要求①设计一台用成型铣刀在加工件上加工出成型面的液压专用铣床,工作循环:手工上料——自动夹紧——工作台快进——铣削进给——工作台快退——夹具松开——手工卸料。
液压与气压传动课程设计题目
115021班液压与气压传动课程设计题目
1、除冰车的液压升降系统的设计
2、电动液压助力转向系统设计
3、全液压驱动轮胎压路机液压系统设计
4、液压提升机系统设计
5、液压伺服无级变速器系统设计
6、机场配餐车液压系统的设计
7、装载机液压系统设计
8、陆地液压钻机系统设计
9、斗轮装盐机液压传动系统的设计
设计要求:
1、对所设计的控制机构进行简介,包含机构图和文字说明;
2、根据机构所需实现的动作设计液压系统;
3、绘制液压系统图,对液压系统进行详细的功能阐述。
4、设计格式以毕业论文格式要求为准。
大工19秋《液压传动与控制》大作业及要求【答案】

大工2019秋季大作业网络教育学院《液压传动与控制》课程设计题目:题目四:画一个减压回路学习中心:层次:专业:年级:年春/秋季学号:学生:辅导教师:完成日期:年月日大工19秋《液压传动与控制》课程设计题目四:画一个减压回路总则:自己绘制,不限制绘制方法。
要求:(1)说明回路的功用(2)说明回路的组成及各元件的作用(3)说明回路的工作原理(4)撰写一份word文档,里面包括以上内容解:减压回路:一、回路的功用:减压回路的功用在于使系统某一支路上具有地域系统压力的稳定工作压力。
液压机如在机床的工件夹紧、导轨润滑及液压系统的控制油路中常需用减压回路。
二、回路的组成及各元件的作用:1.单向减压阀:减压阀是支回路,用来设定低于主回路压力,同时还能够通过远程控制口,进行远程控制。
单向减压阀是减压阀并联单项阀,使之起到单向减压的作用。
2.液压缸:液压缸是将液压能转变为机械能的、做直线往复运动(或摆动运动)的液压执行元件。
它结构简单、工作可靠。
用它来实现往复运动时,可免去减速装置,并且没有传动间隙,运动平稳,因此在各种机械的液压系统中得到广泛应用。
液压缸输出力和活塞有效面积及其两边的压差成正比;液压缸基本上由缸筒和缸盖、活塞和活塞杆、密封装置、缓冲装置与排气装置组成。
缓冲装置与排气装置视具体应用场合而定,其他装置则必不可少。
3.电磁换向阀:电磁换向阀主要是利用电磁铁通电吸合时产生的力来操纵滑阀阀芯移动的, 作用是变换阀芯在阀体内的相对运动,使阀体各个油口连通或断开,从而控制执行元件的换向或启停。
4.液压泵:液压泵是液压系统的动力元件,其作用是将原动机的机械能转换成液体的压力能,指液压系统中的油泵,它向整个液压系统提供动力。
液压泵的结构形式一般有齿轮泵、叶片泵和柱塞泵。
5.溢流阀:一种液压压力控制阀。
在液压设备中主要起定压溢流作用,稳压,系统卸荷和安全保护作用。
系统卸荷作用:在溢流阀的。
液压课设题目
一、任务:ZL50铰接式轮胎装载机液压系统设计装载机是用来装卸成堆散料作业的机械,装载机的举重量为5吨。
装载机的基本动作是:将铲斗插入物料向后翻转铲斗,保持载荷, 提升物料到一定高度,将物料运输到预定地点卸料。
如此循环作业。
装载机露天工作,对液压系统要求如下:1.工作性能好。
2.寿命长,可靠性高。
3.操纵性能好。
4.便于维修和保养。
目标:通过本题目的课程设计,使学生对所学的《液压与气压传动》课程知识有一个全面深刻的认识,熟悉液压系统设计的基本方法和过程;提高学生的动手能力和工程实践能力。
二、任务:立式钻孔专用机床液压系统设计钻削头部件的上下运动采用液压传动,其工作循环是:快速下降→工作进给→快速上升→原位停止。
防止钻削头因自重下滑需设平衡回路。
已知最大钻削力为Fmax=2500N,钻削头部件质量为m=255kg,快速下降行程s1=200mm,速度v1=75mm/s;工作进给行程s2=50mm,速度v 2=1mm/s;快速上升行程s3=250mm,速度v3=100mm/s;加、减速时间Δt=0.2s,钻削头部件运动时静摩擦力Ffs =1000N,动摩擦力Ffd=500N,执行元件采用液压缸且活塞杆固定,液压缸机械效率为0.9。
目标:通过本题目的课程设计,使学生对所学的《液压与气压传动》课程知识有一个全面深刻的认识,熟悉液压系统设计的基本方法和过程;提高学生的动手能力和工程实践能力三、任务:单头卧式车床液压系统设计单头卧式车床,拟采用零件固定、工件旋转和进给的加工方式。
工作循环是:快进→工作进给Ⅰ→工作进给Ⅱ→快退→原位停止。
车床的最大钻削力为Fmax=2000N,钻削头部件质量为m=500kg,快进速度为2m/min;工进Ⅰ速度为0.6m/min;工进Ⅱ速度为0.4m/min;加、减速时间Δt≦0.2s,钻削头部件运动时,静摩擦力Ffs =1000N,动摩擦力Ffd=500N,执行元件的总效率为0.9,系统总压力损失为0.5MPa。
液压传动课程设计题目
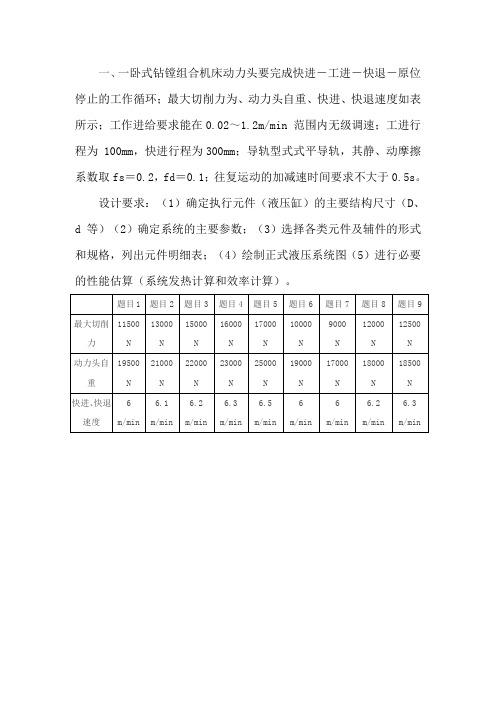
工作台导轨采用平 导轨,导轨间静摩擦系数 fs=0.2,动摩擦系数
fd=0.1,要求工作台能在任意位置上停留,其它参数如表所示。
设计任务:(1)确定执行元件(液压缸)的主要结构尺寸(D、
d 等);(2)确定系统的主要参数;(3)选择各类元件及辅件的形
式和规格,列出元件明细表;(4)绘制正式液压系统图;(5)进行
最大切 9000 8000 9100 9200 9300 7000 9000 9500 9400
削力
N
N
N
N
N
N
N
N
N
工作
台、夹 4000 3500 4100 4200 4300 3000 4000 3500 4000
具的总 N
N
N
N
N
N
N
N
N
重量
快进速 4.5
4
5
5.5
6
4.5
6
4.5
5
度 m/min m/min m/min m/min m/min m/min m/min m/min m/min
工进行程 100 mm 50 mm 80 mm 90 mm 100 mm 70 mm 80 mm 80 mm 85 mm
六、设计一台专用铣床,工作台要求完成快进——工作进给——
快退——停止的自动工作循环。工件夹具重量为 1500N,工作进给速
度为 0.06~1m/min,往复运动加、减速时间为 0.05s,工作采用平
切削阻 30468 30468 35000 30468 35000 30468 30000 31000 31500
力
N
N
N
N
N
N
N
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.汽车板簧分选实验压力机(立式),液压缸对工件(汽车板簧)施加的最大压力为3万N,动作为:快进→工进→加载→保压→慢退→快退,快进速度14mm/s,工进速度0.4mm/s,要求液压缸上位停止、下行时、保压后慢退不能失控。
最大行程600mm。
试完成:(1)系统工况分析;(2)液压缸主要参数确定;(3)拟定液压系统原理图;(4)选取液压元件;(5)油箱设计(零件图);*(6)油箱盖板装配图、零件图;*(7)集成块零件图;2.钻孔动力部件质量m=2000kg,液压缸的机械效率ηw=0.9,钻削力Fc=16000N 工作循环为:快进→工进→死挡铁停留→快退→原位停止。
行程长度为150mm ,其中工进长度为50mm。
快进、快退速度为75mm/s,工进速度为1.67 mm/s。
导轨为矩形,启动、制动时间为0.5s。
要求快进转工进平稳可靠,工作台能在任意位置停止。
3.单面多轴钻孔组合机床动力滑台液压系统,要求设计的动力滑台实现的工作循环是:快进——工进——快退——停止。
主要性能参数与性能要求如下:切削阻力FL=30468N;运动部件所受重力G=9800N;快进、快退速度1=3=0.1m/s,工进速度2=0.88×10-3m/s;快进行程L1=100mm,工进行程L2=50mm;往复运动的加速时间Δt=0.2s;动力滑台采用平导轨,静摩擦系数μs=0.2,动摩擦系数μd=0.1。
液压系统执行元件选为液压缸。
4.卧式钻孔组合机床液压系统设计:设计一台卧式钻孔组合机床的液压系统,要求完成如下工作循环:快进→工进→快退→停止。
机床的切削力为25×103 N,工作部件的重量为9.8×103 N,快进与快退速度均为7 m/min,工进速度为0.05 m/min,快进行程为150 mm,工进行程为40 mm,加速、减速时间要求不大于0.2 s,动力平台采用平导轨,静摩擦系数为0.2,动摩擦系数为0.1。
要求活塞杆固定,油缸与工作台连接。
设计该组合机床的液压传动系统。
5.某厂需要一台加工齿轮内孔键槽的简易插床,插头刀架的上下往复运动采用液压传动。
工件安装在工作台上,采用手动进给。
其主要技术规格如下:1)加工碳钢齿轮键槽,插槽槽宽t=12mm,走刀量S=0.3mm/行程;2)插头重量500N;3)插头工作行程(下行)的速度为13m/min。
试设计该插床的液压系统及其液压装置。
6.设计一台钻镗专用机床,要求孔的加工精度为二级,精镗的光洁度为▽6。
加工的工作循环是工件定位、夹紧——动力头快进——工进——快退——工件松开、拔销。
加工时最大切削力(轴向)为20000N,动力头自重30000N,工作进给要求能在20-120mm/min内进行无级调速,快进、快退的速度均为6m/min,动力头最大行程为400mm,为使工作方便希望动力头可以手动调整进退并且能中途停止,动力滑台采用平导轨。
要求:1)按机床工作条件设计油路系统,绘系统原理图。
2)列出电磁铁动作顺序图。
3)计算系统各个参数,选择液压元件规格型号,列出元件明细表。
4)设计动力头液压缸,画出装配图。
5)设计阀板,画出零件图。
注:定位夹紧液压缸不进行设计,该两缸动作时需要的流量为20 l/min,压力为10χ105Pa。
7.某厂需设计一台钻镗专用机床,加工铸铁箱型零件上的孔系,要求孔的加工精度为二级,光洁度▽7(精镗)或▽5(粗镗)。
加工完成的工作循环是:快进、工进、快退、原位停止。
加工时最大切削力为12000N,动力头自重20000N,工作进给速度要求能在20-1200mm/min内进行无级调节,快进和快退的速度均为6m/min。
动力头的导轨形式为平导轨,最大行程为400mm(其中快进为350mm,工进为50mm)。
机加工时要求动力头快进转工进时平稳,加工终了时动力头自动退回原位,并发出原位电气信号,为下次加工做准备。
为使装折工件和调整刀具方便,希望动力头可以手动调整进退并且能中途停止。
8.设计一专用平面磨床工作台往复运动的液压系统。
已知工作台最大运动速度为8 m/min,最小速度为0.4 m/min。
磨削时的切削分力Px=500N,Py=1000N,工作台及工件的重量G=10000N,起动时间Δt=0.05s,导轨的摩擦系数f=0.16,节流阀装在液压缸的回油路上,回油背压p2=3bar。
9.专用铣床工作台重量为3000N,工件及夹具最大重量为1000N,切削力最大达9000N,工作台的快进速度为4.5 m/min,进给速度为60-1000mm/min,行程为400mm,工作台往复运动的加速、减速时间为0.05s,假定工作台采用平面导轨,其动、静摩擦系数分别为0.1、0.2。
试设计其液压系统。
(周沛臣/陈业成)10.设计一台校正压装液压机,要求工作循环为快速下行——慢速加压——快速返回并停止。
在压装时的速度(工作速度)不超过5mm/s,快速应为工作速度的8-10倍,工作压力不小于10000N。
11.设计一台专用卧式铣床的液压系统,要求液压系统完成“快进—工进—快退—停止”的工作循环。
已知:铣头驱动电动机功率为7.5kw,铣刀直径为120mm,转速为350r/min,工作台、工件和夹具的总重量为5500N,工作台快进行程为250mm,工进行程为150mm,快进、快退速度为4.5m/min,工进速度为60—1000mm/min,加、减速时间为0.05s,工作台采用平导轨,静摩擦系数为0.2,动摩擦系数为0.1。
12.设计一台专用卧式钻床的液压系统,要求液压系统完成“快进—工进—快退—停止”的工作循环。
已知:最大轴向钻削力为12000N,动力滑台自重为20000N,工作台快进行程为100mm,工进行程为50mm,快进、快退速度为6m/min,工进速度为51—990mm/min,加、减速时间为0.1s,动力滑台为平导轨,静摩擦系数为0.2,动摩擦系数为0.1。
13.设计一台钻、镗两用组合机床的液压系统,要求液压系统完成“快进—工进—快退—停止”的工作循环及工件的定位与夹紧。
已知:最大切削力为12000N,运动部件自重为18000N,工作台快进行程为200mm,工进行程为200mm,快进、快退速度为5m/min,工进速度为20—100mm/min,加、减速时间为0.2s,导轨为平导轨,静摩擦系数为0.2,动摩擦系数为0.1。
工件所需夹紧力不得超过6000N,最小不低于3330N,由松开到夹紧的时间为1s,夹紧缸的行程为40mm。
14.设计一台卧式单面多轴钻孔组合机床的液压系统,要求液压系统完成“快进—工进—快退—停止”的工作循环。
已知:轴向切削力为30500N,移动部件总重量为9810N,工作台快进行程为100mm,工进行程为50mm,快进、快退速度为7m/min,工进速度为60mm/min,加、减速时间为0.2s,导轨为平导轨,静摩擦系数为0.2,动摩擦系数为0.1。
(孙伟川/陈文智)15.设计一台卧式组合钻床的液压系统,要求液压系统完成“快进—工进—快退—停止”的工作循环。
已知:最大轴向钻削力为15000N,动力滑台自重为20000N,工作台快进行程为120mm,工进行程为60mm,快进、快退速度为6m/min,工进速度为54—1080mm/min,加、减速时间为0.2s,动力滑台为平导轨,静摩擦系数为0.2,动摩擦系数为0.1。
16.设计一台专用卧式铣床的液压系统,要求液压系统完成“快进—工进—快退—停止”的工作循环。
已知:铣削阻力最大为9000N,工作台、工件和夹具的总重量为5500N,工作台快进行程为300mm,工进行程为100mm,快进、快退速度为4.5m/min,工进速度为60—1000mm/min,加、减速时间为0.05s,工作台采用平导轨,静摩擦系数为0.2,动摩擦系数为0.1。
17.设计卧式双面铣削组合机床的液压系统。
机床的加工对象为铸铁变速箱箱体,动作顺序为夹紧缸夹紧-工作台快速趋近工件-工作台进给-工作台快退-夹紧缸松开-原位停止。
工作台移动部件的总质量为400kg,工作台快进行程为100mm,快进、快退速度为3.5m/min,工进行程为200mm,工进速度为80~300mm/min,轴向工作负载为12000N,加、减速时间为0.2s。
采用平导轨,静摩擦系数为0.2,动摩擦系数为0.1,夹紧缸行程为30mm,夹紧力为800N,夹紧时间为1s。
要求工作台运动平稳,夹紧力可调并保压。
18.设计一台半自动卧式车床动力滑台的液压系统,要求液压系统完成“快进—工进—快退—停止”的工作循环。
已知:轴向切削力为5400N,移动部件总重量为4500N,工作台快进行程为150mm,工进行程为50mm,快进、快退速度为3.5m/min,工进速度为50mm/min,加、减速时间为0.2s,动力滑台为平导轨,静摩擦系数为0.2,动摩擦系数为0.1。
19.设计一台上料机的液压系统,要求液压系统完成“快速上升—慢速上升—停留—快速下降”的工作循环。
已知:垂直上升工件的重量为5000N,滑台的重量为1000N,快速上升行程为350mm,快速上升、下降速度为45mm/s,慢速上升行程为100mm,其最小速度为8mm/s,滑台为V型导轨,其导轨面的夹角为90°,垂直作用于导轨的载荷为120N,加、减速时间为0.2s,静摩擦系数为0.2,动摩擦系数为0.1。
20.设计一台双面钻通孔卧式组合机床的液压进给系统及其装置。
机床的工作循环为:工件夹紧——左、右动力部件快进——左、右动力部件工进——左动力部件快退、右动力部件继续工进——左动力部件停止、右动力部件快退——左、右动力部件皆停止、工件松开。
已知工件的夹紧力为8000N,两侧加工切削负载皆为15000N,工作部件的重量皆为9800N,快进、快退速度为5m/min,快进行程为100mm,左动力部件工进行程为50mm,右动力部件工进行程为80mm。
往复运动的加速、减速时间为0.2s,滑台为平导轨,静、动摩擦系数分别为0.2和0.1。
21.设计一台卧式单面多轴钻孔组合机床的液压系统,要求能驱动它的动力滑台实现“快进→工进→快退→停止”的工作循环。
已知:机床上有主轴16个,加工Φ13.9mm的孔14个,Φ8.5mm的孔2个;刀具材料为高速钢,工件材料为铸铁,硬度为240HB。
机床工作部件总重量为G=9810N;快进、快退速度为v1=v2=7m/min,快进行程长度为l1=100mm,工进行程长度l2=50mm,往复运动的加速、减速时间不希望超过0.2s;动力滑台采用平导轨,其静摩擦系数f j=0.2,动摩擦系数f d=0.1。
液压系统中的执行元件使用液压缸。
22.设计一台铣削专用机床液压系统,要求系统完成的工作循环是“工作台快进→工作台工进→工作台快退→停止”。