爆炸焊接参数对钛钢复合板界面波的影响
TA2-1060-TA2复合板爆炸焊接试验及性能测试

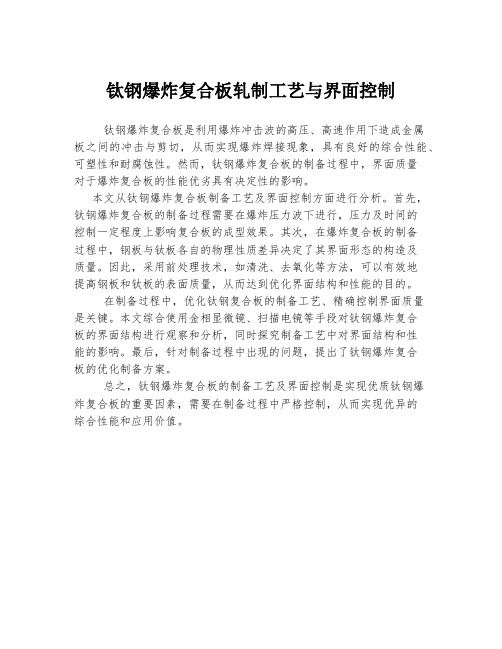
(b) 三层复合板
图 1 钛-铝和钛-铝-钛复合板 Fig. 1 TA2-1060 and TA2-1060-TA2 cladding pla
7 5
1
2
3
4
200 230
爆轰方向
爆轰方向
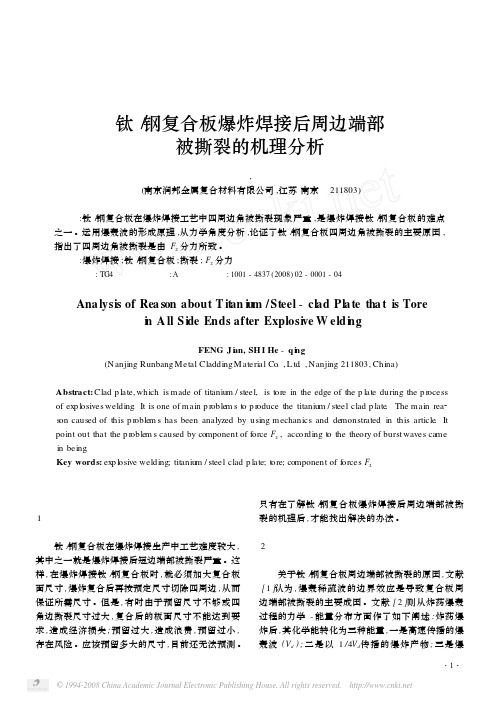
250 (a) 单面
310 (b) 双面
图 2 试样切割方案 (mm) Fig. 2 Line cutting scheme of the samples
第 40 卷 第 9 期 2019 年 9 月
焊接学报
TRANSACTIONS OF THE CHINA WELDING INSTITUTION
Vol.40(9):087 − 092 September 2019
TA2-1060-TA2 复合板爆炸焊接试验及性能测试
房中行1, 史长根1, 冯 柯1, 葛雨珩2, 尤 峻1
为观察复合板结合界面形貌和进行力学性能 测试,并尽可能节约复合板材料,避免对界面组织 产生影响,设计了如图 2 所示的线切割方案. 其中 图 2a 为单面方案,图 2b 为双面方案. 表 1 所示为 切割试样的具体测试内容. 图 2 与表 1 所示试样编 号相对应.
88
焊接学报
第 40 卷
(a) 双层复合板
(1. 中国人民解放军陆军工程大学,南京 210007;2. 中国空气动力研究与发展中心,绵阳 621000)
摘 要: 为了解决钛-铝在爆炸焊接过程中可焊性低并容易产生脆性金属间化合物等技术难题,选用低爆速粉状乳
化炸药为试验用药,下限装药厚度和上限基复板间距为工艺参数,成功获得了 100% 复合的“1 + 14 + 1”TA2 - 1060 -
TA2 双面金属复合板. OM, SEM, EDS 测试结果表明,复合板界面呈良好小波状结合;基复板流在波峰阻挡以及复
钛钢爆炸复合板轧制工艺与界面控制
钛钢爆炸复合板轧制工艺与界面控制
钛钢爆炸复合板是利用爆炸冲击波的高压、高速作用下造成金属
板之间的冲击与剪切,从而实现爆炸焊接现象,具有良好的综合性能、可塑性和耐腐蚀性。
然而,钛钢爆炸复合板的制备过程中,界面质量
对于爆炸复合板的性能优劣具有决定性的影响。
本文从钛钢爆炸复合板制备工艺及界面控制方面进行分析。
首先,钛钢爆炸复合板的制备过程需要在爆炸压力波下进行,压力及时间的
控制一定程度上影响复合板的成型效果。
其次,在爆炸复合板的制备
过程中,钢板与钛板各自的物理性质差异决定了其界面形态的构造及
质量。
因此,采用前处理技术,如清洗、去氧化等方法,可以有效地
提高钢板和钛板的表面质量,从而达到优化界面结构和性能的目的。
在制备过程中,优化钛钢复合板的制备工艺、精确控制界面质量
是关键。
本文综合使用金相显微镜、扫描电镜等手段对钛钢爆炸复合
板的界面结构进行观察和分析,同时探究制备工艺中对界面结构和性
能的影响。
最后,针对制备过程中出现的问题,提出了钛钢爆炸复合
板的优化制备方案。
总之,钛钢爆炸复合板的制备工艺及界面控制是实现优质钛钢爆
炸复合板的重要因素,需要在制备过程中严格控制,从而实现优异的
综合性能和应用价值。
相控阵技术在爆炸焊接钛钢复合板检测中的应用

Voa.38&No.2April 2021第38卷第2期2021年 4月Ti 穀臧相控阵技术在爆炸焊接钛/钢复合板检测中的应用王茹,樊科社,吴江涛,汪洋,王礼营(西安天力金属复合材料股份有限公司,陕西 西安710201)摘要:国内某化工项目使用爆炸焊接钛/钢复合板,除了对结合性能有高于标准要求的指标外,对界面结合的均匀性也提出 $目前,对 面结合 的判定采用常规的超声 回 实现,采用 规超声C 扫检测速度 ,无法满足大批量的生产进度 。
国内首次将技术应用到金属复合板产品检测和验收中。
检测通过电子扫查技术,大大提升了检测效率,同时结合C 扫描像,使得爆炸焊接钛/钢复合板界面波的辨别与判定分析变得 直观,并与结合性能定的对应关系。
关键词:;钛/钢复合板;;应用中图分类号:TG115. 285 文献标识码:A文章编号:1009-9964(2021)02-30-4Application of Phased Array Tectnology in Detection of Explosive Welded Titanium/Steel Clad PlateWang Ru ,Fan Keshe ,Wu Jiangtao ,Wang Yang , Wang Liying(XC h TCn — CNd Metal Materials Co., Lth., XCt 710201,China)Abstract : The explosive welded hwnium/sted clad plate is used in a chemicol project in China. In addition to thebondingpeeooemancehigheeihan ihesiandaed eequieemenis , iheuniooemiiyooinieeoacebondingisaasoeequieed.Aipeeseni , ihecommon uaieasonicpuaseechomeihod isdi o icuaiiodeieemineiheuniooemiiyooinieeoacebonding , and ihe coneeniionaauaieasonicC-scan deieciion speed issaow , which can noimeeiiheeequieemenisooma s peoduciion scheduae.Thephased a e ayiechnoaogyisappaied ioihedeieciion and accepianceooeipaosieeweaded aaminaied meiaacaad paaiepeoducisin China. Phased a e aydeieciion geeaiayimpeoeesihedeieciion e o iciencyiheough eaecieonic scanning.Aiihesameiime , combined wiih iheC-scan image , iimakesiheideniioicaiion and eudgmenianaaysisooinieeoacewaeeooeipaosieeweaded iiianiumTsieeacaad paaiecaeaeand iniuiiiee , and hasaceeiain co e espondingeeaaiionship wiih ihebondingpeeooemance.Key woddt : eipaosieeweading ; iiianiumTsieeacaad paaie ; phased a e ay ; appaicaiion爆炸焊接钛/钢金属复合板既有钛的耐蚀性,又钢结构件的强度和塑性,是应用最广泛的 金属复合材料之一$在生产制造,钛/钢复合 见的结合界面缺陷有分层、部弱结合[1-3]0结合界面缺陷 用超声方法进行检测。
钛_钢复合板爆炸焊接后周边端部被撕裂的机理分析
基 、复板间隙使用经验公式 :
h = 0. 2 (δz +δf )≈ 3 mm 式中 ρz ———炸药自然堆积密度 ,其值取 0. 83 δz ———炸药厚度 h———间隙
上述理论计算结果 ,采用多次试验验证的方法 ,
确定了最佳爆炸焊接参数如下 :
装药厚度
:
δ z
=
20
mm;基 、复板间隙
图1
图 1 ( a)中的折线 b, c, d, e, f, …, g 是根据经典 力学的原理得到的结论 , 即一个在外力作用下经过 启动 、加速运动 、匀速运动和突然失去外力作用的爆 轰波会产生反复的现象 。
上述理论认为 , 复合板四周边部的打伤和撕裂 就是由于边部的能量反复迭加而引起的 。对此理 论 ,经过多年的实践及试验验证认为 ,还不能完全解 释钛 /钢复合板边界撕裂的原因 。
进行分析 ,如图 6所示 。
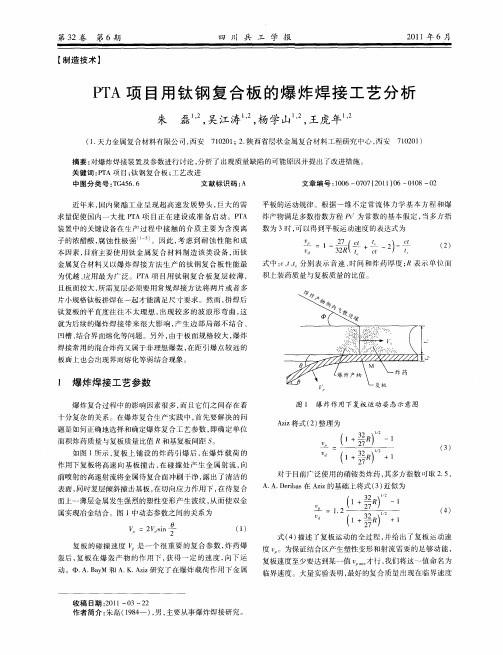
针对以上原因 , 可以采用四角保护措施 , 即在 四角边部贴上一层不锈钢薄板 ,使 F2 分力在打飞不 锈钢板时减弱 ,或在可能的情况下减小间隙高度 ,使 水平分力减弱 。当然 , 在爆炸焊接工艺中使用平面 波发生器或导爆索 ,也可以解决钛 /钢复合板边角撕 裂的问题 。
6 结论
图6
从图 6可以看出 ,由于爆炸复合时 ,基板和复板 之间有一夹角 β, 炸药爆炸时所产生的力分为两部 分 F1 和 F2 , F1 为使复板下落的分力 , 也即使基 、复 板结合的力 ; F2 对复合没有作用 , 是产生短边边部 打伤和撕裂的主要原因 , 该分力的大小可以简单地 利用几何学计算 :
F2 = F sinβ 爆炸焊接理论认为 ,要实现两种金属的焊接 ,必 须使碰撞点产生射流 , 而产生射流的前提条件是 β 在 5°~25°之间 [5 ] 。在这个角度范围内 , F2 分力分 别为合力 F的 8. 7%和 42. 3% ,由此可见 ,在一定角 度下 , F2 分力有足够能量撕裂边部钛层复板 。 F2 在复板中部时 , 由于板面为一体 , 复板被撕 裂的可能性不大 。但爆轰波到达短边端部 , 特别是 到达端部的 A 区时 , 由于爆轰波的轨迹线在基板上 (轨迹线前端已越过基板表面 )成不连续状态 , 该分 力将把 A 点的边角切断 。这就是中心起爆时复合 板 4个边角撕裂最为严重的原因 。
爆炸冲击载荷对复合板冲击性能影响

爆炸冲击载荷对复合板冲击性能影响 赵惠,汪洋,李平仓,薛治国,李媛 ( 西安天力金属复合材料有限公司 陕西 西安 710201) (陕西省层状金属复合材料工程研究中心 陕西 西安 710201) 摘要:本文是运用扫描电镜分析、金相检验和力学性能测试方法,对冲击性能不合格的复合板进行了观察和分析。
结果表明,复合板基层钢材中的晶粒尺寸不均匀和粒状贝氏体组织是导致钢板冲击性能不合格的主要原因。
经适当的热处理工艺后,复合板板的冲击性能有所改善。
关键词: 复合板;爆炸焊接;冲击性能 Effects of explosive load on the impact property of clad plateZhao hui, Wang yang, Li pingcang, Xue zhiguo, Li yuanXi’an Tianli Clad Metal Materials Co., Ltd., Xi’an 710201Shaanxi Engineering Research Center of Metal Clad Plate, Xi'an 710201 Abstract:In this paper, the clad plate with unsatisfied impact property was investigated and analyzed with OM, SEM and EDX. The results indicated that un-uniform grain and Bainite in carbon steel result in the decreasing of impact property. And after heat treating, the impact property of clad plate was increased.Key words:clad plate; explosive welding; impact property0引言近年来,我国在低温压力容器设计及制造过程中普遍使用16MnR钢板,而按ASME规范设计制造中往往使用SA516钢板[1-7]。
PTA项目用钛钢复合板的爆炸焊接工艺分析
由此可见 , 负安装 角条 件下 , 流质量减 少 。若安 装 在 射 角度负得较严重 , 碰撞角 低 于临界 值 , 么便产 生不 了射 使 那 流 , 出现 了不结合现象 。 就 在 B D段 , C C点位置 高 , D点 较低 , 么在复板 上铺 上 B 那 炸药 以后 , C B D便形 成一个弧形型腔 , 炸药爆炸后 , 在此 处会 产生类聚能效应 , 而该段复板则相 当于聚能效应 中的金 属药 型罩 。当爆轰波达到罩面 时 , 罩金属 由于收到 强烈 的压 缩而
收稿 日期 :0 1 0 2 2 1 — 3~ 2 作者简介 : 朱磊 ( 94 ) 男 , 18 一 , 主要从事爆炸焊接研究 。
朱
磊 , P A项 目用钛钢复合板的爆炸焊接工艺分析 等:T
l9 0
附近。复板 飞行临界速度可用 如下 经验公式计算 :
=
迅速的 向轴线运动 , 轴线 上形 成一 股高速 运动 的金 属流 , 在
S : 0 2 8+日) .( () 6
式 中 : 表示 复板 厚度 ; 6 口表示装 药厚度 。
2 质 量 问题 产 生 的可 能原 因
拼焊 而成的大面积薄复板 , 因焊接产 生的 内应 力变形 和 吊运操作 , 板面很不平整 , 边部多呈波 浪形弯 曲 , 这样 在爆炸 图 3 射流形成示意 图
=
近年 来 , 国内聚 酯工业 呈现 超高 速发展 势头 , 巨大的需 求量促使 国内一大 批 P A项 目正在建 设或 准备 启动 。P A T T 装 置中的关键 设备在生 产过程 中接 触 的介质 主要为 含溴离
子 的浓 醋 酸 , 蚀 性 极 强 J 因 此 , 虑 到 耐 蚀 性 能 和 成 腐 。 考
钛_不锈钢爆炸焊接接头退火性能的研究_方吉祥

第23卷 第2期2002年 6月材 料 热 处 理 学 报TR ANSACTIONS OF MATERIALS AND HEAT TREATMENTVol .23 No .2June 2002钛 不锈钢爆炸焊接接头退火性能的研究方吉祥, 赵 康, 刘继峰, 谷臣清(西安理工大学材料科学与工程学院,陕西西安 710048)摘 要:通过拉伸试验、组织分析、断口形貌分析以及焊缝显微硬度的测定,研究了钛 不锈钢爆炸焊接接头强度及退火工艺对焊接接头强度的影响。
结果表明,钛 不锈钢爆炸焊接界面结合强度高于纯钛;退火温度低于400℃,焊接接头的强度不降低,缺口强度约为530MPa ;退火温度为500℃时,焊接接头的强度显著降低,缺口强度小于420MPa 。
关键词:爆炸焊接; 钛 不锈钢; 退火工艺; 拉伸强度中图分类号:TG456.6, TG156.2 文献标识码:A 文章编号:1009-6264(2002)02-0004-04收稿日期: 2001-10-08; 修订日期: 2001-12-30基金项目: 陕西省自然科学基金资助(2000C32)作者简介: 方吉祥(1976—),男,西安理工大学材料科学与工程学院硕士研究生。
主要从事焊接界面性能研究、泡沫铝制备技术及电致变色材料的研究,发表论文4篇。
钛/不锈钢复合板材料以其优越的性能在航天航空、国防和化工等领域显示了广阔的应用前景[1,2]。
钛与不锈钢的焊接界面结合强度是实际应用的关键。
钛与不锈钢熔化焊接会形成脆性金属间化合物和碳化物[3],从而导致焊接接头强度降低。
解决途径之一是采用钛 钢中间添加一种或两种与钛和不锈钢有较好焊接性的过渡金属,另一途径是采用爆炸焊接方法。
爆炸焊接界面是金属在高速倾斜碰撞的过程中瞬时高温、高压和高应变率作用的产物,它融合了压力焊、熔化焊和扩散焊的机理,可避免脆性金属间化合物的形成[4~6]。
由于爆炸焊接一般为板材,还需要用氩弧焊接等方法进行钛与钛、不锈钢与不锈钢的焊接,以满足实际零件尺寸的要求。
爆炸焊接和金属复合材料
爆炸焊接和金属复合材料爆炸焊接是用炸药作能源进行金属间焊接的一门新兴的边缘学科和很有实用价值的高新技术。
它的最大特点是在一瞬间能够将相同的、特别是不同的和任意的金属组合简单、迅速和强固地焊接在一起。
它的最大用途是制造大面积的各种组合、各种形状、各种尺寸和各种用途的双金属及多金属复合材料。
本文综述爆炸焊接的过程和本质、特点和应用,以及发展前景。
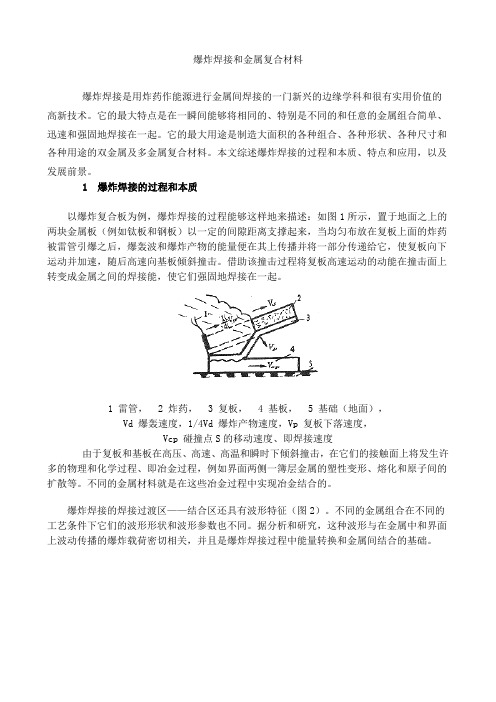
1 爆炸焊接的过程和本质以爆炸复合板为例,爆炸焊接的过程能够这样地来描述:如图1所示,置于地面之上的两块金属板(例如钛板和钢板)以一定的间隙距离支撑起来,当均匀布放在复板上面的炸药被雷管引爆之后,爆轰波和爆炸产物的能量便在其上传播并将一部分传递给它,使复板向下运动并加速,随后高速向基板倾斜撞击。
借助该撞击过程将复板高速运动的动能在撞击面上转变成金属之间的焊接能,使它们强固地焊接在一起。
1 雷管,2 炸药,3 复板,4 基板,5 基础(地面),Vd 爆轰速度,1/4Vd 爆炸产物速度,Vp 复板下落速度,Vcp 碰撞点S的移动速度、即焊接速度由于复板和基板在高压、高速、高温和瞬时下倾斜撞击,在它们的接触面上将发生许多的物理和化学过程、即冶金过程,例如界面两侧一簿层金属的塑性变形、熔化和原子间的扩散等。
不同的金属材料就是在这些冶金过程中实现冶金结合的。
爆炸焊接的焊接过渡区——结合区还具有波形特征(图2)。
不同的金属组合在不同的工艺条件下它们的波形形状和波形参数也不同。
据分析和研究,这种波形与在金属中和界面上波动传播的爆炸载荷密切相关,并且是爆炸焊接过程中能量转换和金属间结合的基础。
图2 一些爆炸焊接双金属结合区的波形形貌(均缩小1倍)如上所述,爆炸焊接结合区具有金属的塑性变形、熔化和扩散的特征。
在常规的焊接工艺中,这些特征分别为单一的压力焊、单一的熔化焊和单一的扩散焊所特有。
这就是说,爆炸焊的机理“综合”或称“融合”了压力焊、熔化焊和扩散焊三种机理。
由此能够推论爆炸焊是压力焊、熔化焊和扩散焊的“三位一体”的一种焊接新技术。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第37卷第2期南京理工大学学报V01.37N o.2爆炸焊接参数对钛钢复合板界面波的影响王小绪,何勇(南京理工大学机械工程学院,江苏南京210094)摘要:为了研究爆炸焊接参数对界面波的影响,该文采用小倾角法对杉钢进行爆炸焊接,得到了不同碰撞速度和碰撞角下连续变化的界面波。
通过金相显微观察测量了不同位置界面波的波长和波高。
采用光滑粒子动力学无网格方法对小倾角法爆炸焊接过程进行了数值模拟,计算出不同位置的碰撞速度、碰撞角、比压强。
研究表明,碰撞速度和碰撞角是影响界面波形的关键参数,当碰撞速度为648m/s,碰撞角为16.1。
时,界面波开始生成。
随着碰撞速度和碰撞角的增加,界面波波长和波高逐渐增加,比波长先减小后增加。
关键词:爆炸焊接;界面波;碰撞速度;碰撞角;光滑粒子动力学法中图分类号:0389文章编号:1005—9830(2013)02-0215-04I nf l uenc e of par am e t er s of expl osi ve w el di ng on i nt er faci al w avesof T i/s t ee l com pos i t e pl at eW a ng X i aoxu,H e Y ong(School of M ec ha ni c al E ngi neeri ng,N U ST,N anj i ng210094,C hi na)A bs t r a ct:I n or der t o st udy t he i nf l uenc e of expl osi v e w el di ng pa r am e t er s o n t he i nt erf aci al w aves,t he expl osi v e w el di ng expe r i m ent w i t h sm al l i ncl i nat i on i s pe r f or m ed,and i nt erf aci al w aves a r e obt ai ned under di f f erent i m pac t vel oci t i es and i m pac t angl es.T he w a v e l engt h and w a v e hei ght a r e m ea s ur ed by t he m or phol ogy of i nt erf aci al w a ves.T he expl osi v e w el di ng w i t h sm al l i ncl i nat i on i s nu—m er i cal l y si m ul a t ed us i ng s m oot hed par t i ol e hydr odynam i c s m et hod,a nd t hepa r am e t er sof t he i m pac tvel oci t y,t he i m pac t angl e and t he s peci f i c pr es s ur e a r e cal cu l at ed.T he r es ul t s s howt hat t he i m pac tvel oci t y and i m pac t angl e a r e t he key pa r a m e t e r af f ect i ng i nt erf aci al w aves.W hen t he i m pac t vel oci t yi s648m/s and t he i m pac t angl e i s16.1。
,t he i nt erf aci al w aves be gi n t ofor m.The w ave l engt h andw a v e hei ght i ncr ease w i t h t he i m pac t vel oci t y and t he i m pac t angl e i nc r easi ng,and t he s peci fi cw a ve l engt h f i r st dec r eas es and t he n i ncr ea se s.K ey w or ds:expl osi ve w el di ng;i nt er f aci al w a ves;i m pac t vel oci t y;i m pact angl e;sm oot hed par t i ol e hy—dr odynam i c s m et hod收稿日期:2012—12—10修回日期:2013一03一04基金项目:中国博士后基金(201l M500929);部委技术基础科研项目(C1820130005);江苏省博士后基金(1101003B)作者简介:王小绪(1971一),男,博士生,副研究员,主要研究方向:航空宇航推进技术与理论,E-m ai l:w angxx@ nj ust.edu.ca。
引文格式:王小绪,何勇.爆炸焊接参数对钛钢复合板界面波的影响[J].南京理工大学学报,2013,37(2):215—218.投稿网址:ht t p://nj l gdxxb.paperonce.or g216南京理工大学学报第37卷第2期爆炸焊接是一种高能率固相焊接方法,它利用炸药爆轰驱动复板与基板高速撞击来实现焊接。
焊接后,在复板与基板的结合面处会产生准正弦波形状的波纹,称为界面波。
界面波是判断爆炸焊接结合强度的一个标准,细小而规则的界面波表示基复板结合强度高,无界面波或界面波过大,则表示结合强度较差¨o J。
目前,有关爆炸焊接参数对界面波的影响的研究较少。
郑哲敏等旧1和史长根等[41对界面波的形成机理进行了探索研究,提出了几种成波机理。
张登霞、李国豪通过对称爆炸焊接实验研究了界面波与比强度的关系”J。
张越举讨论了爆炸焊接时获得高强度结合和规则界面波的条件【6J。
国外,G ul enc【71和A kbar i旧1等人通过试验和数值模拟简单分析了界面波的形成条件。
现有研究表明,爆炸焊接界面波的形成原因十分复杂,对其形成机理进行研究,有助于优化爆炸焊接工艺参数,提高爆炸焊接复合板的结合质量。
本文采用小倾角法对钛/钢进行爆炸焊接,实现了不同碰撞速度和碰撞角下的一次性爆炸焊接。
采用光滑粒子动力学(Sm oot hed par t i cl e hydr odyni m i cs,SPH)无网格方法对小倾角实验进行数值模拟,计算出了不同位置的碰撞速度、碰撞角和比压强,重点分析了上述因素对界面波波形参数的影响,给出钛钢复合板界面波的形成条件。
1小倾角法实验小倾角法爆炸焊接实验是将复板和基板预置一定的角度,一般为20一6。
,使复板与基板的间距连续变化,在不同的加速距离下获得连续变化的碰撞速度和碰撞角,实验装置如图1(a)所示,在炸药爆轰驱动下,飞板和基板发生碰撞焊接,相关动态参数如图1(b)所示,其中秽。
为碰撞速度,%为炸药爆速,%为碰撞点移动速度,卢为碰撞角,对小倾角法秽。
和卢为变量。
钛钢小倾角法爆炸焊接实验采用的复板为TA l钛板,密度4.5g/er a3,抗拉强度440M Pa。
基板为Q345钢,密度7.8g/cm3,抗拉强度530M Pa,静态屈服强度335M Pa。
炸药为改性铵油炸药,装药密度0.84g/cm3,爆速秽d=2600m/s,装药厚度30nl l n。
复板尺寸为400m m xl60m m×2nl nl,基板尺寸为360m nl×160nl m xl0r ai n,预置倾角为3。
,最大间距为19m l n。
复板与炸药接触表面涂抹黄油防止烧蚀。
雷管炸药复板基板(a)实验装置(b)动态参数图1小倾角法爆炸焊接装置及参数示意图2实验结果与分析爆炸焊接后得到的钛钢复合板结合很好,无空鼓和开裂,表面无烧蚀。
在钛钢复合板中心,沿长度方向切割出360m m长,20m m宽的条形试样,再切分成9个试样,每个试样长40m m,进行金相显微观察,钛钢复合板的界面波如图2所示。
从图2可以看出,在试样1的结合界面平直无波纹,试样2的左半部无波纹,右半部开始出现细小波纹,其他7个试样的结合界面都有波纹产生,而且沿爆轰波传播方向界面波越来越明显。
图2钛钢复台板界面波为了分析各试样的界面波波形,在每个试样的中间位置,进行50倍金相显微观察,如图3所示。
由图3可以看出,试样1基本无界面波,其余8个试样的界面波形状相似,波长逐渐增大。
在图3中测量9个试样中间位置界面波的波形参数,见表1。
其中,位置表示界面波波峰至起爆点的距离,比波长为波长与波高的比值。
从表1可以看出。
在距离起爆点60m l n处界面波的波长、波高和比波长均发生了突变,说明此处开始产生界面波。
此后随着远离起爆点,波长和波高逐渐增加,比波长先减小后增加。
218南京理工大学学报第37卷第2期由图5可见,越靠近碰撞点压力越大,碰撞点处的最大压力为6510M P a。
计算出各点的碰撞速度,碰撞角,压强及比压强列于表2。
由表2可见,随着远离起爆点,碰撞速度、碰撞角、压强和比压强(碰撞点压力与基板屈服强度之比)逐渐增加。
其中碰撞速度和比压强的变化比较平缓,随着比压强的增大,材料接近流体状态,伴随碰撞角的增大,波纹逐渐形成并增大。
对本文试验而言,在距离起爆点60m m处,伴随碰撞角发生了突变,波纹逐渐形成,这说明碰撞角是影响界面波形成的关键参数,此时比压强为11.3。
表2不同位置的爆炸焊接参数4结论通过对钛钢进行小倾角法爆炸焊接实验和SPH无网格法数值模拟,可以得出如下结论:(1)随着碰撞速度和碰撞角的增加,界面波的波长和波高逐渐增加,比波长先减小后增加;(2)碰撞速度和碰撞角是影响界面波形成的关键参数;(3)当碰撞速度为648m/s,碰撞角为16.1o时,界面波开始形成,此时的比压强为11.3。
参考文献:[2][3][4][5]C ross l a nd B.Exp l os i v e w el di ng of m e t al s and it sappl i cat i on[M].O xf or d,U K:O xf or d U ni ver s i t yP r es s,1982:35-38.B ogu m i l W.Tes t i ng of expl os i ve w el di ng a nd w el d edj oi nt s:W avy char ac t e r of pr oce ss a nd j oi nt qua l i t y[J].I nt er nat i ona l Jour na l of I m pact Engi nee r i ng,2011,38:309—313.郑哲敏,谈庆明.爆炸复合界面波的形成机理[J].力学学报,1989(2):129—139.Z heng Z he m i n,Tan qi ngm i ng.M echa ni s m of w aveform at i on a t t he i nt er f a ce i n expl os i ve w el di ng[J].A ct a M echani s ca Si ni ca,1989(2):129—139.史长根,王耀华,李子全,等.爆炸焊接界面成波机理初探[J].爆破器材,2004,33(5):25-28.Shi C hangge n,W ang Y aohua,L i Z i quan,e t a1.St u dy ofm echa ni s m of w ave form at i on a t t he i nt er f a ce i nexpl os i ve w el di ng[J].Explos i ve M at er i a l s,2004,33(5):25-28.张登霞,李国豪.低碳钢爆炸焊接界面波与板材无量纲强度关系的试验研究[J].爆炸与冲击,1983,3(2):23—29.Z ha ng D engxi a,L i G uohan g.A n e xper i m e nt al r el a t i onbet w een i nt er f a ce w ave f o r m of expl os i on w el di ng m i l dst eel and m a t e r i a l di m ens i onl e ss st r engt h[J].Expl os i on a nd Shock W aves,1983,3(2):23-29.[6]张越举,杨旭升,李晓杰,等.钛/钢复合板爆炸焊接实验[J].爆炸与冲击,2012,32(1):103—107.Z hang Y uej u,Y ang X us he ng,L i X i aoj i e.A n expe r i m ent a lr e sea r c h o n exp l osi ve w el di ng of t i t ani um/st eel cl a d pl at e[J].E xpl osi on a nd Sho ck W a ves,2012,32(1):103—107.[7]G ul enc B.I nves t i gat i on of i nt er f ace pr oper t i e s andw e l da bi l i t y of al um i num and cop per pl at es by expl os i vew el di ng m et hod[J].M at er ial s and D e si gn,2008,29:275—278.[8]A kb ar i M ousavi A A,A1-H a ss a ni S T S.N um e ri c al andexper i m ent al st udi e s of t he m echa ni s m of t he w avyi nt er f a ce f or m at i ons i n expl osi ve/i m pac t w el di ng[J].Jour na l of t he M echani cs a nd Physi cs of Sol i ds,2005,53:2501—2528.[9]W ang Y uxi n,B eom H G,Sun M i ng,e t a1.N um e r i c alsi m ul at i on of expl os i ve w el di ng usi ng t he m a t er i a l poi ntm e t hod[J].I nt er na t i ona l Jour na l of I m p actE ngi neer i ng,2011,38:51—60.[10]Li u G R,Li u MB.Sm oot h ed par t i cl e hyd r odyn am i cs:Am es hf r ee par t i cl e m et hod[M].S i ngapor e:W or l dSc i ent i f i c,2003:20-23.[11]李晓杰,莫非,闫鸿浩,等.爆炸焊接界面波的数值模拟[J].爆炸与冲击,2011,31(6):653—657.UⅪa oj i e,M o Fei,Y an H o nghao,et a1.N um er i c alsi m ul at i on of i nt er f ace w aves i n s t eel exp l osi ve w el di ng[J].Expl os i on a nd Sho ck W a ves,2011,31(6):653—657.[12]W a ng X i ao,Z heng Y uanyua n,L i u H ui xi a,et a1.N um er i cal st udy of m echa ni s m of expl osi ve/i m pac tw el di ng usi ng s m oo t hed par t i cl e hydr ody nam i cs m et hod[J].M at eri al s a nd D es i gn,2012,35:210-219.。