模具滑块机构的设计
模具滑块机构的设计
六‧滑块入子的连接方式
滑块头部入子的连接方式由成品决定,不同的成品对滑块入子的连 接方式可能不同,具体入子的连接方式大致如下:
七‧滑块的导滑形式
滑块在导滑中,活动必 须顺利、平稳,才能保 证滑块在模具生产中 不发生卡滞或跳动现 象,否则会影响成品质 品,模具寿命等。(压板 规格超级链接)常用的 导滑形式如右图所示。
最后一步骤更改即可。得公式如下:
W=bh2/b 当 b=2/3h时, W=h3/9 h3/9=pL/[σ]弯=PH/([σ]弯cosα) H=3√9PH/([σ]弯cosα) (cm) 当 b=h时, W=H3/b] H=3√(6ph/[σ]弯*cosα) (cm) 式中 h---拔块截面长边(cm) b---拔块截面短边(cm
13.7KN/CM2 (137MPA) M弯---斜销承受最大弯矩
即 W=(πd4/64)/(D/2)= πd3/32=0.1d3
抽心力的计算及强度校核
0.1d3=pL/[σ]弯=PH/([σ]弯cosα) D=3√(ph/0.1[σ]弯cosα (cm) 3‧拔块的截面尺寸校核 拔块的截面尺寸校核原理与斜撑梢计算原理一致。只是将
1.成品外侧滑块抽芯力大防止成品拉变形 2.利用延迟滑块作强制脱模 下图为水管及水管延迟简图:
十一、延时滑块
合模状态
十一、延时滑块
第一次开模
第二开模完毕状态
十二、斜销式滑块
1.斜销式滑块适用放范围 一般用在成品有滑块机构,同
时沿滑块 运动方向成品也有倒勾,这
时可采用 斜销式滑块。 注: 右图为斜销式滑块的典型实
2.滑块抽芯方向与分型面成交角的关系为滑块抽向定模. 如下图所示:
α1°=d°-b° d-b°≦25°
模具滑块设计细节和滑块机构

VS
详细描述
特殊滑块机构在结构和工作原理上有所不 同,但它们的核心功能都是实现特殊直线 或曲线运动。这些机构通常用于特殊设备 或高精度制造中,如航空航天、精密仪器 等领域。
04
模具滑块的应用场景
注塑模具
注塑模具是使用最广泛的模具类型之一,主要用于塑料制品 的生产。在注塑模具中,滑块机构用于实现模具的开合运动 ,确保塑料熔体能够顺利注入模具型腔。
冲压模具
冲压模具主要用于金属板材的冲压成型。在冲压过程中,滑块机构用于实现模具 的上下往复运动,确保金属板材能够被精确地冲压成型。
冲压模具滑块设计时,需要重点考虑金属板材的厚度、硬度以及模具的冲压力和 行程。同时,滑块机构的定位精度和导向精度也是影响冲压制品质量的关键因素 。
05
模具滑块的设计实例
产品质量。
提高生产效率
有效的滑块机构能够缩短模具的开 合时间,提高生产效率,降低生产 成本。
延长模具寿命
合理的滑块设计能够减少模具的磨 损和碰撞,延长模具的使用寿命。
02
模具滑块设计细节
材料选择
钢材
钢材是常用的模具滑块材料,具有高 强度、耐磨性和良好的切削加工性能。
硬质合金
陶瓷材料
陶瓷材料具有高硬度、高耐磨性、高 耐热性和良好的化学稳定性,适用于 加工高硬度、高耐磨性和高耐热性的 材料。
双向滑块机构
总结词
双向滑块机构是一种可以实现两个方向直线运动的滑块机构。
详细描述
双向滑块机构由两个单向滑块机构组成,可以实现X轴和Y轴两个方向的直线运动 。这种机构适用于需要实现复杂运动的场合,如数控机床、自动化生产线等。
特殊滑块机构
总结词
特殊滑块机构是一种具有特殊功能的滑 块机构,如旋转滑块机构、弧形滑块机 构等。
模具设计滑块结构技巧【优质】

模具设计滑块结构技巧【优质】模具设计滑块结构技巧【优质】编码版01 013 累计篇数序模具设计滑块结构技巧页次 1/861 用途倒勾处理设计是帮助成品于离型方向产生倒勾,造成成品无法离型时,能让成型品顺利离型的一种设计方式。
2 作业内容:内缩滑块结构、外张滑块结构、斜梢(HOOKPIN)结构。
2.1 内缩滑块结构:主要零件及功能:束块(定位件): 控制内缩滑块的行程与位置束块材质使用范围:材质硬度NAK80 HRC38SKD61 HRC48滑块(滑动件):在顶出动作之前,先将成品倒勾离型。
滑块材质使用范围:材质硬度NAK80 HRC38SKD61 HRC48编码版01 013 累计篇数序模具设计滑块结构技巧页次 2/86STAVAX HRC52使用规则:固定件,定位件,滑动件之间的配合,在材质与硬度的选用上,可依加工的难易度予以适当的调配。
对象与对象之间的滑动配合需选用不同的材质或相同的材质,不同的硬度来搭配使用。
为使损耗公差偏重于单一对象,滑配间的对象其材质与硬度不可相同。
2.1.1 使用范例(一):动作原理:A束块往下拉,鸠尾槽或T型槽带动BSLIDE往内缩达到脱模目的注意事项:鸠尾槽上方是成品时,鸠尾槽勿贯穿到成品,因为贯穿会造成合模困难;而合模不良会使塑料流入滑动面造成模具损坏。
开模后SLIDE 脱模距离两边加起来要小于D。
尺寸C的强度要足够编码版01 013 累计篇数序模具设计滑块结构技巧页次 3/862.1.2 使用范例(二):动作原理:当PL面打开时,利用SPRING的力量透过COREPIN推动DISCINSERT,顺着DISINSERT的圆心转动,达到脱模目的。
注意事项:COREPIN与DISCINSERT配合的A间隙不要过大,避免DISCINSERT旋转角度>45度,而造成模具合模时压坏DISC INSERT 机构此机构仅适用于小距离的倒勾;在倒勾处的脱模角度,需注意是否足够编码版01 013 累计篇数序模具设计滑块结构技巧2.1.3 使用范例(三):当PL1开模时A束块往下拉,突出空间,公母模板(PL2)再打开,利用斜梢(PIN),将SLIDE拨向内侧,达到脱模目的。
注塑模具滑块机构的设计
适宜用在模板较薄且上固定板 与母模板可分开的情况下
配合面较长,稳定较好
第四页,编辑于星期五:十二点 五十八分。
三‧拔块动作原理及设计要点
利用成型机的开模动作,使拔块与滑块产生相对运动趋势,拨动面B拨动滑块使滑块沿开模 方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:
左图中:
β=α≦25° (α为拔块倾斜角度)
很深的情况下使用。(下图为爆炸式滑块典型实例:)
此角落有倒勾
斜面
此面为倒勾面
第二十六页,编辑于星期五:十二点 五十八分。
(2).炸式滑块简图如下:
第二十七页,编辑于星期五:十二点 五十八分。
(2).炸式滑块简图如下:
第二十八页,编辑于星期五:十二点 五十八分。
(3).行程计算
如下图中
S=L*sinβ (β为T槽角度;L为沿T槽方向行程;S为滑块水平运动距离)
此处要 靠破
第四十页,编辑于星期五:十二点 五十八分。
十二、斜销式滑块
第四十一页,编辑于星期五:十二点 五十八分。
十三‧内滑块
(1). 用凸台形式(如下图)
上图中行程计算与拨块式滑块一致
第四十二页,编辑于星期五:十二点 五十八分。
L=1.5D (L为配合长度) S=T+2~3mm(S为滑块需要水平
运动距离;T为成品倒勾) S=(L1xsina-δ)/cosα(δ为斜撑梢与
滑块间的间隙,一般为0.5MM; L1为斜撑梢在滑块内的垂 直距离)
第二页,编辑于星期五:十二点 五十八分。
二‧斜撑梢锁紧方式及使用场合
简图
说明
适宜用在模板较薄且上固定 板与母模板不分开的情况下配
b.双T槽公差:如下图
高难度注塑模具滑块的设计含图讲解
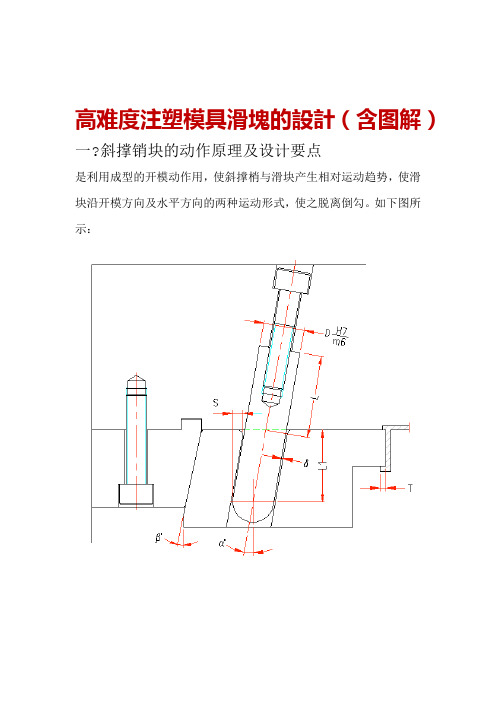
高难度注塑模具滑塊的設計(含图解)一?斜撑销块的动作原理及设计要点是利用成型的开模动作用,使斜撑梢与滑块产生相对运动趋势,使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α+2°~3°(防止合模产生干涉以及开模减少磨擦) α≦25°(α为斜撑销倾斜角度)L=1.5D (L为配合长度)S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾)S=(L1xsina-δ)/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;) 为斜撑梢在滑块内的垂直距离L1斜撑梢锁紧方式及使用场合二?适宜用在模板厚、模具空间大的情况下且两板模、三板板均可使用配合面L≧1.5D(D为斜撑销直径) 稳定性较好适宜用在模板较厚的情况下且两板模、三板板均可使用,配合面L≧1.5D(D为斜撑销直径)稳定性不好,加工困难.适宜用在模板较薄且上固定板与母模板可分开的情况下配合面较长,稳定较好三?拔块动作原理及设计要点是利用成型机的开模动作,使拔块与滑块产生相对运动趋势,拨动面B拨动滑块使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:) α为拔块倾斜角度°(αβ=≦25)为配合长度(H1H1≧1.5W) T为滑块需要水平运动距离;为成品倒勾~3mm(SS=T+2 /cosαS=H*sinα-δ;一般为0.5MM为斜撑梢与滑块间的间隙(δ,)H为拔块在滑块内的垂直距离) 不能有间隙C为止动面,所以拨块形式一般不须装止动块。
(四?滑块的锁紧及定位方式由于制品在成型机注射时产生很大的压力,为防止滑块与活动芯在受到压力而位移,从而会影响成品的尺寸及外观(如跑毛边),因此滑块应采用锁紧定位,通常称此机构为止动块或后跟块。
常见的锁紧方式如下图:滑块采用整体式锁紧采用嵌入式锁紧方结构刚性好但加方式,式适用于较宽的滑工困难脱模距小适用.块.于小型模具采用镶式锁紧方式,采用拔动兼止动稳定刚性较好一般适用,一般用在滑块性较差于空间较大的场合空间较小的情况下.五.滑块的定位方式滑块在开模过程中要运动一定距离,因此,要使滑块能够安全回位,必须给滑块安装定位装置,且定位装置必须灵活可靠,保证滑块在原位不动,但特殊情况下可不采用定位装置,如左右侧跑滑块,但为了安全起见,仍然要装定位装置.常见利用弹簧钢球定位,一般滑块较小的场合下,用于侧向抽芯.利用弹簧螺钉和挡板定位,弹簧强度为滑块重量的1.5~2倍,适用于向上和侧向抽芯利用弹簧挡板定位,弹簧的强度为滑块重量的1.5~2倍,适用于滑块较大,向上和侧向抽芯.六?滑块入子的连接方式滑块头部入子的连接方式由成品决定,不同的成品对滑块入子的连接方式可能不同,具体入子的连接方式大致如下:说明说明简图简图采用螺钉固定,一般一滑块采用整体式结构,型芯或圆形,且型芯般适用于型芯较大,强度较小场合. 较好的场合.一,采用螺钉的固定形式采用压板固定适用固定多型芯.般型芯成方形结构且型.芯不大的场合下滑块的导滑形式七?才能保证滑块在模具生产中不发生卡滞或,活动必须顺利、平稳,块在导滑中) 压板规格超级链接,模具寿命等。
模具设计滑块结构技巧
模具设计滑块结构技巧————————————————————————————————作者:————————————————————————————————日期:1用途ﻫ倒勾处理设计是帮助成品于离型方向产生倒勾,造成成品无法离型时,能让成型品顺利离型的一种设计方式。
2作业内容:内缩滑块结构、外张滑块结构、斜梢(HOOKPIN)结构。
2.1内缩滑块结构:主要零件及功能:ﻫ束块(定位件):控制内缩滑块的行程与位置束块材质使用范围:材质硬度NAK80HRC38SKD61 HRC48滑块(滑动件):在顶出动作之前,先将成品倒勾离型。
滑块材质使用范围:材质硬度NAK80 HRC38SKD61 HRC48STA V AX HRC52使用规则:固定件,定位件,滑动件之间的配合,在材质与硬度的选用上,可依加工的难易度予以适当的调配。
对象与对象之间的滑动配合需选用不同的材质或相同的材质,不同的硬度来搭配使用。
为使损耗公差偏重于单一对象,滑配间的对象其材质与硬度不可相同。
2.1.1使用范例(一):ﻫ动作原理:A束块往下拉,鸠尾槽或T型槽带动BSLIDE往内缩达到脱模目的注意事项:ﻫ鸠尾槽上方是成品时,鸠尾槽勿贯穿到成品,因为贯穿会造成合模困难;而合模不良会使塑料流入滑动面造成模具损坏。
开模后SLIDE脱模距离两边加起来要小于D。
尺寸C的强度要足够2.1.2使用范例(二):ﻫ动作原理:ﻫ当PL面打开时,利用SPRING的力量透过COREPIN推动DISCINSERT,顺着DISINSERT的圆心转动,达到脱模目的。
ﻩﻩ注意事项:COREPIN与DISCINSERT配合的A间隙不要过大,避免ﻩDISCINSERT旋转角度>45度,而造成模具合模时压坏DISC INSERTﻩ机构此机构仅适用于小距离的倒勾;在倒勾处的脱模角度,需注意是否足够ﻫﻫﻫﻫﻫﻫﻫﻫﻫﻫ2.1.3使用范例(三):ﻫ当PL1开模时A束块往下拉,突出空间,公母模板(PL2)再打开,利用斜梢(PIN),将SLIDE拨向内侧,达到脱模目的。
03-汽车模具结构设计-滑块设计

当塑件上具有内外侧孔或内外侧凹时,塑件不能直接从模具中脱出。
需要将成型塑件侧孔或侧凹等位置特征做成活动的模具零件,成为侧型芯。
在塑件脱模前,先将侧型芯从塑件上抽出,然后再从模具中推出塑件。
完成侧型芯抽出和复位的机构就叫侧向分型与抽芯机构,简称为侧抽机构。
侧向分型-滑块抽芯机构:1—楔紧块2—斜导柱3—侧滑块4—耐磨板5—限位块6—耐磨板7—弹簧8—导轨1)注塑材料为PP 、PE 系列的选用718H/1.2738 氮化处理。
ABS 、ASA 、ABS+PC 、/PMMA 、PC.、POM 系列材料用1.2344ESR PP ‐GF 、PA ‐GF 系列材料使用1.2738 氮化处理。
(2)楔紧块选用材料为P20(3)耐磨板、导轨、压块选用PUNCH 、MISUMI 标准;(4)定位块的材料选用为:9GrWMn ,热处理50~55 HRC 。
滑块行程计算:计算公式:S=t+A L=S÷sinα式中:S ——滑块行程,mm;t ——侧孔、侧凹厚度或倒扣的长度,mm;L——斜导柱导向长度,mm;α——斜导柱倾斜角度;A ——滑块的安全距离滑块胶位面高度H:H≤50 时,A=3;50<H≤120 时,A=5;120<培训H≤200,A=10;H>200 时,A=15。
注:大型产品件,顶出时侧抽距离要避开产品下边缘的宽度。
滑块压条的设计滑块设计时候要考虑以下几点:1、滑块本体长度C≥0.6*滑块的高度H 或0.6*滑块的长度L(按最大值);2、铲基角度F=斜导柱角度E+2°;3、铲基有效高度h≥2/3*H 或滑块上胶位高度(按最大值);4、导轨高度B≥2/3*滑块的高度H,导轨藏位深度A≥1/3*滑块的高度H;5、斜导柱角度E<25°,斜导柱倒角e=斜导柱角度E;6、滑块行程T至少预留3.0mm安全系数;铲基1、当滑块伸入前模部分占滑块高度的2/3时,铲基由模胚原身留,并增加调整块(如下图所示)。
注塑模具设计第16讲 实例3-3D-03 定模滑块机构的设计
拉伸此边缘线
图3-2-,38创建滑块座压脚
图3-2-39滑块座压脚倒C角5四、定模滑块机构的设计
(4)创建滑块座求差实体 ①拉伸创建滑块座求差实体 单独显示侧剖视图,【拉伸】,选择 如图3-2-40所指的一条线,拉伸矢量 为X轴,拉伸距离为(18,-18),偏 置(25.5,0),完成滑块座求差实体 的创建。 ②【偏置面】,将如图3-2-41所指的 滑块座求差实体的面偏置10mm。 (5)单独显示滑块座与滑块座求差 实体,【求差】,滑块座为“目标 体”,滑块座求差实体为“工具体 ”,求差结果如图3-2-42所示。 (6)【边倒圆】,选择如图3-2-43 所示的四条边,倒圆角R2。显示并 框选所有对象,【移除参数】。
注塑模具设计实例教程
图3-2-34型腔与滑块型芯求差结果
图3-2-35滑块型芯倒C角
(1)绘制滑块座的辅助线 ①【图层设置】,将83图层中的侧剖视图显示出来。 ②利用【直线】命令,绘制如图3-2-36所指的两段辅助线,使滑块座的轮 廓线封闭,以便拉伸时成为一个实体。 (2)【拉伸】,选择滑块座轮廓线,必要时将选择工具条上的“在相交 处停止”按钮激活,然后再选择,拉伸矢量为X轴,“开始距离”输入 25mm,“结束距离”输入-25mm,完成滑块座的拉伸,如图3-2-37所示。
四、定模滑块机构的设计
注塑模具设计实例教程
(2)匹配型腔、型芯 ①显示所有对象,【替换面】,将型腔、型芯的各个面替换到所拉伸的对应面上。 ②框选所有对象,【移除参数】。删除六个拉伸面,完成型腔、型芯长、宽、高尺 寸的匹配。替换面后的型腔、型芯如图3-2-28所示。 2. 滑块型芯的设计 (1)绘制滑块型芯辅助线 ①【图层设置】,将83、150图层中的侧剖视图及 产品显示出来。关闭其他图层。 ②单独显示侧剖视图,利用【直线】命令,通过两 点绘制如图3-2-29所示的一段直线,使滑块型芯的 轮廓线封闭。 (2)【拉伸】,选择侧剖视图中的滑块型芯轮廓 线,必要时将选择工具条上的“在相交处停止” 按钮激活,然后再选择,拉伸矢量为X轴,“开始 距离”输入10mm,“结束距离”输入-10mm,完成 滑块型芯的拉伸,如图3-2-30所示。