冷剪刃淬火工艺的改进
不同热处理工艺对剃齿刀内孔变形的影响

不同热处理工艺对剃齿刀内孔变形的影响李金祥剃齿刀是一种高精度刀具,内孔尺寸公差仅为千分之八,超过此限的剃齿刀即为次品,甚至报废。
过去生产的剃齿刀一般要在室温条件下长期停放(这种停放通常为常温时效),内孔尺寸会自动涨大。
公差超过千分之八就会影响刀具精度,对使用非常不利。
因此,控制剃齿刀内孔涨大是保证剃齿刀产品质量的重要技术课题。
以前,剃齿刀制品是在盐浴炉中淬火和回火,其内孔变形不时出现超差,尺寸不够稳定。
针对这些问题,我们对剃齿刀采用不同的热处理工艺进行淬火回火,比较其内孔变形情况,进而采取相应措施,减少产品的残次品率,取得了较好的效果。
一、试验过程收集了一批报废的剃齿刀,分别按不同的热处理工艺参数进行处理,然后再次测量孔径,分析测量结果,找出变形规律。
1.热处理工艺产品:盘形剃齿刀,ф240 钢种:W9设备:美国进口VFS 高压真空淬火炉(6bar ) (1)剃齿刀真空热处理的工艺曲线(图1)(2)剃齿刀盐浴热处理的工艺曲线(见图2)2.回火工艺无论盐炉回火或电炉回火,温度均选用560℃,每次回火时间为60min ,回火次数4次,真空炉淬火的回火3次。
3.时效工艺剃齿刀经淬火后,选取其中一部分进行时效处理,即在260-280℃的炉中保温24小时。
4.常温时效将全部试验剃齿刀在常温下置放半年左右(此时可任意选定),然后量剃齿刀内孔的变化。
测量结果如附表所示。
整个试验分两批进行,一批剃齿刀用盐炉淬火,分别用盐炉和电炉回火,之后再进行时效处理;一批剃齿刀用真空炉淬火,分别用盐炉和电炉回火,之后再进行时效处理;分别比较内孔的变化。
剃齿刀材料为W9(W9Mo3Cr4V )和M2(W6Mo5Cr4V2)。
先比较盐炉淬火的剃齿刀用盐炉、电炉回火后,内孔的改变情况。
从附表中可看出,在同一钢种同一淬火方式下,盐炉回火者内孔改变较小。
同时也可看出,同为盐炉回火,真空淬火剃齿刀的内孔改变值小于盐炉淬火剃齿刀。
此外,还对真空淬火剃齿刀回火之后的时效处理效果进行了比较,结果表明,进行时效处真空度温℃ 0.1MPa时间min 图1时间(min )图2理效果明显优于不进行时效处理。
非合金钢中小型型钢的淬火工艺参数优化

非合金钢中小型型钢的淬火工艺参数优化随着工业的发展和技术的进步,非合金钢在工程领域中得到了广泛应用。
而淬火作为非合金钢的常用热处理工艺之一,可以显著提高钢材的力学性能和硬度。
因此,淬火工艺参数的优化对于非合金钢中小型型钢的制备具有重要意义。
本文将重点探讨非合金钢中小型型钢的淬火工艺参数优化的方法和影响因素。
首先,要进行淬火工艺参数的优化,需要明确目标。
在非合金钢中小型型钢的淬火工艺中,常见的目标包括提高钢材的机械性能、硬度和耐磨性。
因此,我们需要根据具体情况确定最终希望达到的性能指标。
其次,影响非合金钢中小型型钢淬火工艺参数优化的主要因素包括钢材的成分、准备工艺和淬火工艺参数。
钢材的成分是影响淬火效果的重要因素之一。
不同的成分含量将对钢材的淬透性和硬度产生重要影响。
因此,在进行淬火工艺参数优化之前,我们需要了解钢材的化学成分,并根据目标性能要求确定合适的成分范围。
准备工艺也是影响淬火效果的重要环节。
在钢材准备过程中,表面的含碳分布、氧化层和缺陷等都会对淬火效果产生影响。
因此,在进行淬火工艺参数优化之前,确保钢材在准备过程中得到充分的预处理可以提高淬火效果。
淬火工艺参数是影响淬火效果的关键因素。
常用的淬火工艺参数包括淬火温度、保温时间和淬火介质。
淬火温度是决定钢材组织和硬度的关键参数,合适的温度区间可以得到所需的性能。
保温时间也是影响钢材的淬火效果的重要参数,适当延长保温时间可改善钢材的组织和硬度。
此外,选择合适的淬火介质也是影响钢材淬火效果的关键,常见的淬火介质包括水、油和盐等。
为了优化淬火工艺参数,通常采用试验方法和数值模拟方法。
在试验方法中,我们可以通过试验设计的方法,系统地调整淬火温度、保温时间和淬火介质,并对不同参数进行对比研究。
通过实验结果的分析,找到最合适的淬火工艺参数组合。
数值模拟方法是一种通过计算机模拟钢材淬火过程的方法。
我们可以通过数值模拟软件,建立钢材的热传导数学模型,并模拟不同淬火工艺条件下的温度变化和组织演变过程。
刀具冷处理工艺

刀具冷处理工艺
刀具冷处理是制造制造工具的基本工艺步骤。
冷处理可以使金属表面获得更好的性能,增强其硬度,抗弯曲扭转的能力,提高耐磨性,改变其结晶结构。
冷处理主要分为四大部分,即回火处理、硬化处理、淬火处理和精细冷处理。
其中,
刀具冷处理主要涉及淬火和精细凝固冷处理,以获得较高的刃口硬度和机械性能,并满足
制造制造工具的要求。
1、淬火:淬火是将刀具材料置于温度在830℃~830℃之间,保持一定时间一起焙烧,淬火可以使刀具材料表面结晶结构发生变化,形成具有抗疲劳、抗拉、抗弯的硬化带,同
时把机械组织中的碳和残余元素溶解出来,改善了传动平面的精度,提高工件表面硬度。
2、精细凝固冷处理:精凝冷处理是将刀具材料在680℃~160℃之间,进行一定时间
的保温处理,冷处理可以使刀具材料的表面硬化层更加稳定,把钢的原有的结构和机械强
度提高,有效把残余元素溶解出来,使传动平面的精度更加高精度,同时提高刃口的硬度,提高机械强度和耐磨性的能力。
刀具的冷处理需要加热到一定的温度,而未经处理的刀具经过加热变软也会很容易损坏,如果当前环境温度过高或过低,会引起刀具受损。
此外,刀具在加热后,一定要及时
进行冷却,否则会造成刀具热失控。
因此,刀具冷处理工艺中需要采用多种技术手段,确保刀具加热后顺利进入冷处理过程,并在精细处理时使用可靠的冷处理装置和仪器,以免造成刀具的损伤。
刀具冰冷处理工艺

刀具冰冷处理工艺
刀具冰冷处理工艺是利用低温的冰点,使材料的内部产生低温淬火和冷却的变化,从而达到增强刀具的耐磨性能和提高其使用寿命的目的。
它具有改善刃口硬度,提高锋利度和磨损性能,减少变形等优点,是目前制造高精度刀具的有效工艺。
冰冷处理流程一般包括,que(热处理)、冻结(冰冷处理)、时效(等待)及回火(回复)几个步骤。
在que 阶段,将刀具加热至指定的温度,使材料内部形成一定量的残余应力;在冻结阶段,将温度降低至-60℃~-80℃,让材料中的晶体结构稳定,并形成更多的残余应力;在时效阶段,将降温持续一段时间,这是给材料最后一次稳定;在回火阶段,将温度恢复至常温,让材料中的残余应力在释放,使刀具达到最佳性能。
冰冷处理技术广泛应用于各种刀具的制作,是中国刀具制造业的重要技术。
中国刀具冰冷处理工艺已发展出较为完善的体系,以保证所制刀具的精度、耐用性和质量。
所使用的低温处理设备一般由冰冷炉、洗刷机、传送机、抛光机组成,大多应用集中式气体,压缩空气或其他气体作为冷媒,能够满足低温处理的要求。
随着新材料开发技术、刀具设计理念的不断改进,冰冷处理技术也在不断进步,能够更好地满足刀具制造行业的性能要求。
如今,冰冷处理工艺已成为刀具制造行业中不可分割的重要组成部分,用于提高刀具的使用性能。
冷淬火技术

冷淬火技术冷淬火技术是一种目前被广泛应用于金属材料处理中的技术。
它的主要作用是在高温状态下通过快速冷却来提高材料的硬度、耐磨性、抗腐蚀性以及延展性等性能。
而冷淬火技术的应用范围也非常广泛,例如汽车零部件、航空航天机械设备、轨道交通设备等。
在理解冷淬火技术之前,我们需要了解一些基础知识。
金属材料的特性和性能由其内部微观组织的特征决定。
当材料受到外界因素的影响时,其原子、晶格和晶界的结构都会发生相应的改变。
而通过冷淬火技术,我们能够控制这些因素,从而达到更高的金属性能。
在冷淬火技术中,工件首先被加热到高温状态,一般会达到常温的两倍甚至更高。
然后将其快速冷却,一般的流程是在水、油、盐水、空气等不同的冷却介质中进行。
这种处理方式可以使材料的表面形成一层薄而坚硬的表面膜,这层表面膜可以有效地保护材料的内部结构,进一步提高其耐磨性和耐腐蚀性。
冷淬火技术的优点如下:1. 提高了工件的硬度:使用冷淬火技术处理过的金属材料,具有更高的硬度和强度。
这些特性使这些材料在高荷载和高摩擦条件下表现更出色。
2. 提高了耐腐蚀性:材料在冷淬火之前,可能受到一些严重的腐蚀问题。
但是,通过这种工艺处理,可以有效减少这些问题并增强材料的耐蚀性。
3. 提高了抗疲劳性能:金属在高温环境下保持不变的时间越短,其抗疲劳性能就越好。
使用冷淬火工艺,金属材料在更短时间内达到稳定状态,提高其抗疲劳性能。
4. 提高了倾斜性和耐磨性:倾斜是指金属的表面被金属剥离而形成的小孔。
这种表面缺陷会降低材料的质量和性能,通过冷淬火工艺处理可以有效减少这种缺陷。
冷淬火技术的应用范围非常广泛。
它被用于改进各种金属的性能,例如低碳钢、不锈钢、铝合金等。
除此之外,它还被广泛用于航空航天、汽车、轨道交通以及重型机械等领域。
冷淬火技术已成为高性能金属加工中不可缺少的工艺之一。
总之,冷淬火技术是一种先进的加工技术,可以提高金属材料的各种性能。
其应用广泛,具有广阔的市场前景。
棒材冷剪系统应用及优化改进
棒材冷剪系统应用及优化改进文章介绍了棒材生产线冷剪系统的使用现状及改进措施,使设备满足生产的需求。
标签:润滑;空气压力;离合器;温度1 冷剪剪切系统概述二棒生产线的冷剪系统为500t固定式定尺剪,包括冷剪装置、切头收集系统、剪前后输送辊道和剪刃安装器等设备,其主要功能是将倍尺材剪切成需要的定尺材。
精整后的钢材由冷床输出辊道进入冷剪前辊道,钢材头部越过剪前压辊后,压辊气缸动作,压辊压下,将钢材加送前行,进入飞剪。
至规定定尺后,按下操作台上的单剪切按钮,飞剪启动,实现定尺剪切。
文章主要介绍冷剪机装置的结构组成、工作原理及使用过程中出现的问题。
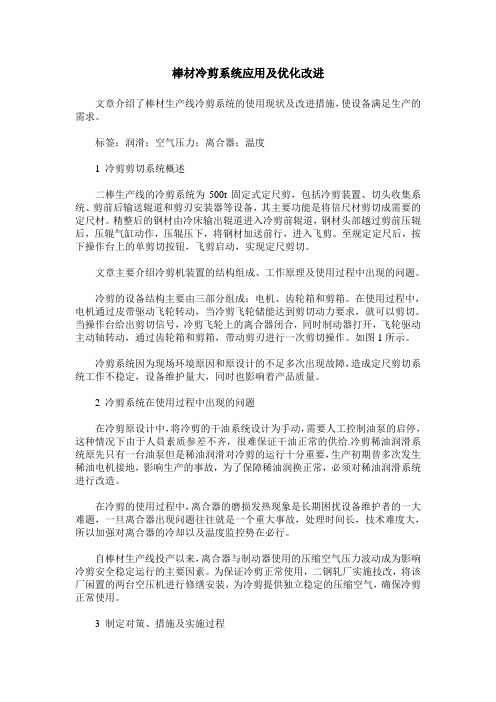
冷剪的设备结构主要由三部分组成:电机、齿轮箱和剪箱。
在使用过程中,电机通过皮带驱动飞轮转动,当冷剪飞轮储能达到剪切动力要求,就可以剪切。
当操作台给出剪切信号,冷剪飞轮上的离合器闭合,同时制动器打开,飞轮驱动主动轴转动,通过齿轮箱和剪箱,带动剪刃进行一次剪切操作。
如图1所示。
冷剪系统因为现场环境原因和原设计的不足多次出现故障,造成定尺剪切系统工作不稳定,设备维护量大,同时也影响着产品质量。
2 冷剪系统在使用过程中出现的问题在冷剪原设计中,将冷剪的干油系统设计为手动,需要人工控制油泵的启停,这种情况下由于人員素质参差不齐,很难保证干油正常的供给.冷剪稀油润滑系统原先只有一台油泵但是稀油润滑对冷剪的运行十分重要,生产初期曾多次发生稀油电机接地,影响生产的事故,为了保障稀油润换正常,必须对稀油润滑系统进行改造。
在冷剪的使用过程中,离合器的磨损发热现象是长期困扰设备维护者的一大难题,一旦离合器出现问题往往就是一个重大事故,处理时间长,技术难度大,所以加强对离合器的冷却以及温度监控势在必行。
自棒材生产线投产以来,离合器与制动器使用的压缩空气压力波动成为影响冷剪安全稳定运行的主要因素。
为保证冷剪正常使用,二钢轧厂实施技改,将该厂闲置的两台空压机进行修缮安装,为冷剪提供独立稳定的压缩空气,确保冷剪正常使用。
钢的冷加工工艺优化

钢的冷加工工艺优化钢材作为一种重要的金属材料,在工业制造和建筑领域中扮演着重要的角色。
冷加工是一种常见的加工方法,通过冷加工可以获得高强度、高韧性的钢材。
然而,传统的冷加工工艺在一定程度上存在一些问题,因此需要对钢的冷加工工艺进行优化。
本文将探讨钢的冷加工工艺的优化方法和效果。
一、钢的冷加工工艺现状钢的冷加工工艺在经过多年的发展已经取得了一定的成效,但仍然存在一些问题。
首先,传统的冷加工工艺在加工过程中会产生大量的废料和能耗,导致资源浪费和环境污染。
其次,传统冷加工工艺对钢材的机械性能有一定的限制,难以满足一些特殊需求。
二、优化钢的冷加工工艺的方法为了解决上述问题,需要对钢的冷加工工艺进行优化。
以下是一些常见的优化方法:1. 利用新型设备和工艺近年来,随着科技的不断进步,一些新型设备和工艺已经被引入到钢的冷加工中。
例如,使用先进的数控设备可以实现精确的加工操作,减少材料浪费;同时,采用先进的冷却工艺可以增强钢材的冷加工效果,提高机械性能。
2. 优化冷加工工艺参数通过调整冷加工的工艺参数,可以对钢材的机械性能进行改善。
例如,控制冷加工的温度、冷却速度和应变速率等参数,可以改变钢材的晶体结构和相变行为,从而提高其力学性能和强度。
3. 应用先进的模拟和优化方法利用数值模拟和优化方法,可以对钢的冷加工工艺进行预测和优化。
通过建立合理的数学模型,可以模拟钢材在冷加工过程中的力学行为和变形规律,从而找到最佳的冷加工参数组合。
4. 使用先进的材料选择适用于冷加工的先进材料,如高强度钢、特殊合金钢等,可以大大提高冷加工的效果。
这些先进材料具有更好的刚性和韧性,能够更好地适应冷加工过程中的变形和应变。
三、钢的冷加工工艺优化的效果优化钢的冷加工工艺可以带来多方面的效果和益处。
首先,通过减少废料和能耗,可以实现资源的节约和环境的保护。
其次,优化工艺可以提高钢材的强度和韧性,使其更适合于一些特殊应用领域。
此外,优化工艺还可以提高生产效率,减少生产成本,提高企业的竞争力。
冷剪刀的热处理

冷剪刀的热处理:对于冷剪刀,国内主要采用5CrW2Si,9CrSi,Cr12MoV钢制造,由于工作条件差异大,其工作硬度范围也大,通常在42-61HRC之间。
为减少淬火内应力,提高刀刃抗冲击能力,一般采用热浴淬火。
大型剪刀采用热浴有困难,可以用间断淬火工艺,即加热保温后先油冷至200-250℃后,转为空冷至80-140℃,立即进行预回火(150-200℃),最好再进行正式回火。
对于成形剪刀,重载工作时间硬度可取48-53HRC,中等载荷时可取54-58HRC。
淬火工艺可采用贝氏体等温、马氏体等温或分级淬火。
更多东莞模具钢,冷剪刀的常用热处理规范见下图。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中国热协经管会秘书组 一九九九年十月
中国热处理行业协会 2000 年工作计划
序 号
工 作 项 目
地点
完成 时间
负责人
1
调研 、编制热处理《十五》规 划
北京
4 季度
孙大涌 樊东黎
2
筹备三届理事会换届工作并
召开《中国热协换届大会暨 待定 4 季度 技术经营管理经验交流会》
163~165 ,242. (收稿日期 :1999205222)
中国热协经营管理委员会 3 届 3 次会议纪要( 摘要)
中国热协经管会 3 届 3 次会议于 1999. 10. 6~9. 在江西省九江 市召开 ,中国热协副理事长兼秘书长樊东黎同志 、九江市机械工业局 局长朱希实同志出席了会议 ,参加会议的代表有中国热协经管会委员 及部分专业厂厂长 30 余人 ,会议由经管会主任 、天津热协秘书长李文 台主持 。
2 二次工艺改进
211 工艺
根据 6CrW2Si 钢对贝氏体等温淬火适应性极好这一特 点 ,我们将剪刃进行了预淬等温淬火处理 ,工艺如图 4 。
新工艺的特点是 :将加热好的工件首先淬入冷油中 ,使其 冷却到 Ms 点以下 ,并作短暂停留 ,使剪刃的表面形成少量的 马氏体 ,然后迅速转入硝盐炉中进行贝氏体等温处理 ,这样预 先生成的马氏体不但能够提高表面硬度 , 而且对贝氏体的转
7
联合申办《2001 年北京国际 热处理展览会》
8
召开《首届全国热处理质量 管理经验交流会》
待定
3 季度
佟晓辉
9
联合举办《2000’合肥热处理 经验交流会》
合肥
2 季度
王德文 合肥热协
《当代热处理设备及工艺装 10 备手册》组稿
北京 12 月份
佟晓辉
11
《2000 热处理技术专家及经 营管理人才手册》组稿
生产实践证明 ,6CrW2Si 钢经预淬等温处理新工艺 ,能够 减小变形 ,避免开裂 ,得到很好的强韧性配合 ,从而大幅度提 高冷剪刃的使用寿命 ,有效地提高生产效率 ,降低生产成本 , 减轻工人的劳动强度 。 参考文献 : [ 1 ] 冯晓曾. 模具用钢和热处理 [ M ] . 北京 : 机械工业出版社 ,1984 :
图 2 6CrW2Si 钢淬火温度与 HRC、αK 的关系
图 1 冷剪刃简图 根据用户反映 ,在正常生产过程中 ,一个班要平均报废 2 ~3 副剪刃 。这样势必要加大工人的劳动强度 ,降低生产效 率 ,而剪刃报废的主要形式是崩刃掉块 。 针对上述情况 ,我们对 6CrW2Si 钢的热处理特性进行了 认真的分析和探讨 ,力求在保证硬度的情况下尽量提高剪刃 的冲击韧度 。
在 10 月 6 日的开幕式上 ,首先 ,九江市机械工业局朱希实局长 、 朱济民副局长及江西工业电炉厂曹明达厂长对会议的召开表示热烈 的祝贺 ,并分别介绍了九江市机械工业及江西工业电炉厂的改革发展 情况 ,展望了产品开发及市场营销的前景 ;然后 ,樊东黎同志传达了中 央 12 号文件精神 ;并作了“关于热处理专业化生产的考察报告”,并提 出以下建议 : ①建议把保护中小企业和提倡专业化协作作为宏观经济 政策的一个重要导向 ,并在针对中小企业的正式立法中明确规定对这 些企业的政策性优惠措施 。 ②建议国家在铸造 、锻造 、模具等行业实 行增值税先征后返的优惠政策基础上对为数有限的国营热处理厂也 实行税收政策的倾斜 。 ③建议政府加强行业协会的作用 ,除对企业开 展服务外 ,授权行业协会对企业审核和发放生产许可证 ;审查和主持 行业科研 、开发成果的鉴定 ;审查和论证行业技改及重大工程方案 ;质 量管理体系认证 ;工艺协作价格的协调 ;优秀产品的推荐 ;行业规划 、 行规行约的制定等 ,使其真正成为政府和企业间的桥梁和纽带 。 ④建 议选择经营有方 、良性循环 、有代表性的国有 、乡镇和个体热处理企业 实行样板企业的技术改造 ,经行业审核论证报政府部门审批后 ,纳入 国家计划由银行给予长期优惠贷款 。限期完成后 ,由热协组织专家代 表政府验收确立为专业样板厂 ,并推广其经验 。 ⑤建议在中央和地方 政府支持下 ,由热协组织建立地区性的质检中心 ,或通过考核确定一 些科研院所和大专院校的实验中心承担 ,为企业开展服务 。
同而分别采用沿齿轮轴线水平或垂直方向淬入 ,以减小淬火 变形 。
齿轮淬回火后检查其硬度 ,轮齿表面为 54~60 HRC ,心 部为 35~40 HRC。齿轮金相组织由表及里表层为细小回火 马氏体 + 粒状碳化物 ,次层为针状回火马氏体 ,心部为回火索 氏体 + 铁素体 。淬硬层深为 110~113mm 。齿轮公法线长度
北京 12 月份
王德文
12
联合举办稀土化学热处理等 培训班
扬州
2 季度
李木森 江苏热处理分会
13
编印《中国热协会员单位名 录》
北京 12 月份
刘西鹰
14 继续完善会员信息库工作 北京 2 月份 刘西鹰
54
《金属热处理》2000 年第 2 期
© 1994-2008 China Academic Journal Electronic Publishing House. All rights reserved.
采用新工艺处理的剪刃 ,其变形极少 ,平直度变形量由原 来的 1~2mm 减少为 012~013mm ,而且从未出现过淬裂报 废现象 。处理后硬度达到 53~55 HRC ,符合图纸要求 。剪刃 的使用寿命大有提高 ,由原来的一个单班报废 2~3 副剪刃 , 提高到现在的一副剪刃可连续使用 3 个单班 ,而且从未出现
会上唐山市热处理厂郑金贵厂长 ,就该厂股份制改制情况及经验、 体会以及一年来的运行效果做了详细的介绍和交流 ,引起了与会代表 的极大兴趣 ,这是国有小型热处理专业化厂建立和完善现代企业制度 ,
规范企业组织机构和经营行为 ,理顺产权关系 ,进一步适应市场经济发 展的有益尝试 ,很多厂长都表示 ,要进一步学习唐山热处理厂的经验 , 结合本企业的具体情况推进企业改革 ,推进热处理行业的发展。
112 回火温度
在保证硬度的情况下 ,尽量提高剪刃的冲击韧度 。根据 图 3 所示 ,6CrW2Si 钢于 260 ℃回火不但能够满足硬度要求 , 而且冲击值可以达到峰值 ,所以回火温度定为 260 ℃。
113 防氧化脱碳
由于 6CrW2Si 钢脱碳敏感性较强 , 因此剪刃入炉前表面
图 3 6CrW2Si 钢回火温度与 HRC、αK 的关系 均涂防氧化脱碳涂料加以保护 ,防止表面氧化脱碳 。
武汉热处理厂厂长石振华 、北京热处理厂厂长李海鹰 、上海热处 理厂厂长宋炎炎等 ,分别结合本厂技术改造 、体制改革和产品结构调 整等方面的情况及体会 ,有理有据地分析和提出了热处理企业的现状 与困难 ,机遇与挑战并存的观点 ,展望了热处理行业发展前景 ,在党和 政府及协会支持领导下 ,行业同仁共同努力和不懈进取中 ,定会开拓 热处理行业新局面 。
1 一次改进生产工艺及措施
111 淬火温度
剪刃的原始热处理工艺为淬火加热 880 ℃×90min ,预冷 至棱角暗红色入油冷却 ,后经 260 ℃×120min 回火 。根据图 2 所示 ,6CrW2Si 钢在 930~950 ℃加热淬火后其硬度完全能 够达到图纸要求 ,而冲击韧度可以达到峰值 。高温加热淬火 可以充分发挥钢中合金元素的强化作用 ,提高剪刃的强韧性 及耐磨性 ,因此淬火温度确定为 940 ℃。
过崩刃掉块现象 ,其失效形式是正常的磨损和局部被压塌 ,同 时这些失效的剪刃除了极少数严重损坏报废以外 ,经过磨削 仍可以继续使用 。剪刃的使用寿命大幅度地提高 ,减轻了工 人们的劳动强度 ,提高了生产效率 ,降低了生产成本 。采用此 工艺处理的剪刃比原处理后的使用寿命提高 5~8 倍 ,比一次 工艺改进前提高 3 倍 ,其效果十分显著 。
Improvement of Heat Treatment Process f or Shears
GAO Wen2xi
中图分类号 :TG156. 34 文献标识码 :B 文章编号 :025426051( 2000) 0220053202
图 1 所 示 为 轧 钢 厂 2000kN 冷 剪 机 剪 刃 , 其 材 料 为 6CrW2Si 钢 ,要求硬度 52 ~ 56 HRC。根 据 冷 剪 刃 的 工 作 状 况 ,刃必须具备高的强度和硬度 ,同时还要具备一定的塑性和 韧性 。该剪刃的工作状态极其恶劣 ,生产单位为了提高生产 效率 ,根据棒料直径的大小一次要剪切几根 ,十几根 ,有时甚 至要剪切二十几根 ,因此剪刃承受着极大的冲击力和剪切力 。 这要求剪刃具有很好的强韧性配合 。
孙大涌 樊东黎 佟晓辉 王德文
3
召开各省市地方热协秘书长 会议
待定
2 季度
佟晓辉 王德文
热处理设备更新换代进程研 北京
4 讨会
等地
2~4 季度
樊东黎 佟晓辉
5 专业化工作座谈会
北京 2~4 等地 季度
樊东黎 佟晓辉
6
开展技术咨询和优秀产品的 评审及推广工作
北京
1~ 12 月
樊东黎 王德文
按照上述工艺处理以后 ,硬度达到 54~56 HRC ,符合图 纸要求 。剪刃经用户使用证明 ,效果有所好转但不甚理想 ,使 用寿命由原来的单班报废 2~3 副 ,降到单班只用一副 ,寿命 比原来的提高 1~2 倍 。剪刃失效的主要形式仍然是崩刃掉 块 ,且该工艺还存在工件变形大 ,并有淬裂倾向 。为了进一步 提高剪刃的使用寿命 ,我们对该工艺又进行了改进 。
《金属热处理》2000 年第 2 期
53
© 1994-2008 China Academic Journal Electronic Publishing House. All rights reserved.