【工程常用表格】钢结构焊接(贴角焊、T型接头焊)质量检验评定表
合集下载
钢筋焊接分项工程质量检验评定表

移
≯2mm ≯3mm ≯2mm
-
目4
焊缝厚度
- -0.05d -
-
5
焊缝宽度
- -0.1d -
-
6
焊缝长度
- -0.5d -
-
检
保证项目
查 结
基本项目
果 允许偏差项目
评 工程负责人: 定 等 级
检查 实测
项,其中优 良
点,其中合 格
核 定 等 级
项,优良率
%
点,合格率
%
评
定 等
工
长:
级 班 组 长:
注:d为钢筋直径,单位mm。
核 定 等 级 专职质量检查员:
年月日
等级
本
钢
项
筋
目
2
焊 接
接
头
点焊焊点 对焊接头 电弧焊接头 电渣压力焊接头 埋弧压力焊接头
允许偏差(mm)
实测值(mm)
允
许1 偏2
项目
帮条沿接头 中心线位移 接头处弯折
对焊 0 -
电弧焊
电渣压 力焊
埋弧 压力焊
1
2
3
4
5
6
7
8
9 10
0
0
0
0.5d -
-
4"
4"
4"
4"
差
项
3
接头处钢筋轴线偏 0.1d 0.1d 0.1d
钢筋焊接分项工程质量检验评定表
工程名称:
项目
部位:
保 证
1
焊条、焊剂的牌号、性能以及接头中使用的钢板或型钢均必须符合 设计要求和有关标准的规定
项ቤተ መጻሕፍቲ ባይዱ
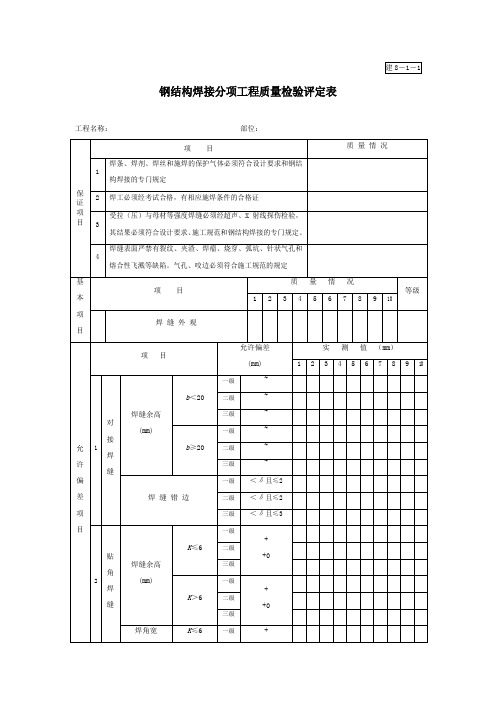
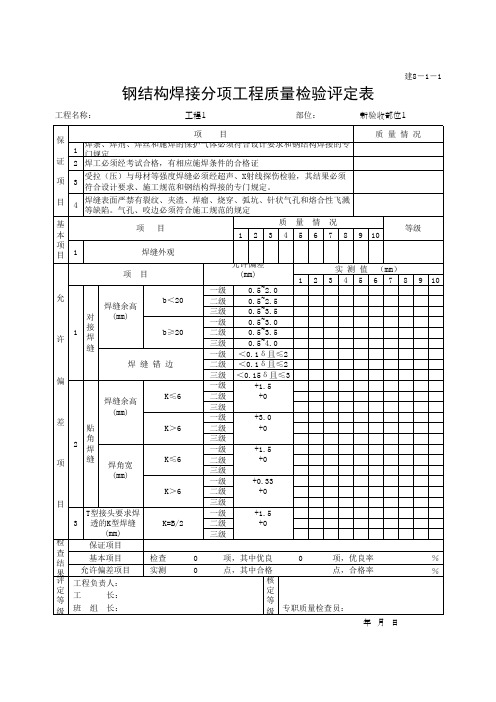
钢结构焊接分项工程质量检验评定表
钢结构焊接分项工程质量检验评定表
建 8-1-1
工程名称:
部位:
项目
焊条、焊剂、焊丝和施焊的保护气体必须符合设计要求和钢结 1
构Байду номын сангаас接的专门规定
保 证
2
焊工必须经考试合格,有相应施焊条件的合格证
项
受拉(压)与母材等强度焊缝必须经超声、X 射线探伤检验,
目3
其结果必须符合设计要求、施工规范和钢结构焊接的专门规定。
焊 许
缝 偏
焊缝余高 (mm)
b≥20
三级
~
一级
~
二级
~
三级
~
一级 <δ 且≤2
差 项 目
贴 角
2
焊 缝
焊缝错边
焊缝余高 (mm)
K≤6 K>6
焊角宽
K≤6
二级 <δ 且≤2
三级 <δ 且≤3
一级
+
二级
+0
三级
一级
+
二级
+0
三级
一级
+
(mm)
二级
+0
三级
一级
+
K>6
二级
+0
三级
一级
T 型接头要求焊透
质量情况
焊缝表面严禁有裂纹、夹渣、焊瘤、烧穿、弧坑、针状气孔和 4
熔合性飞溅等缺陷。气孔、咬边必须符合施工规范的规定
基
质量情况
项目
等级
本
1 2 3 4 5 6 7 8 9 10
项
焊缝外观 目
项目
允许偏差 (mm)
实 测 值 (mm) 1 2 3 4 5 6 7 8 9 10
建 8-1-1
工程名称:
部位:
项目
焊条、焊剂、焊丝和施焊的保护气体必须符合设计要求和钢结 1
构Байду номын сангаас接的专门规定
保 证
2
焊工必须经考试合格,有相应施焊条件的合格证
项
受拉(压)与母材等强度焊缝必须经超声、X 射线探伤检验,
目3
其结果必须符合设计要求、施工规范和钢结构焊接的专门规定。
焊 许
缝 偏
焊缝余高 (mm)
b≥20
三级
~
一级
~
二级
~
三级
~
一级 <δ 且≤2
差 项 目
贴 角
2
焊 缝
焊缝错边
焊缝余高 (mm)
K≤6 K>6
焊角宽
K≤6
二级 <δ 且≤2
三级 <δ 且≤3
一级
+
二级
+0
三级
一级
+
二级
+0
三级
一级
+
(mm)
二级
+0
三级
一级
+
K>6
二级
+0
三级
一级
T 型接头要求焊透
质量情况
焊缝表面严禁有裂纹、夹渣、焊瘤、烧穿、弧坑、针状气孔和 4
熔合性飞溅等缺陷。气孔、咬边必须符合施工规范的规定
基
质量情况
项目
等级
本
1 2 3 4 5 6 7 8 9 10
项
焊缝外观 目
项目
允许偏差 (mm)
实 测 值 (mm) 1 2 3 4 5 6 7 8 9 10
钢结构工程实体质量检查评分表
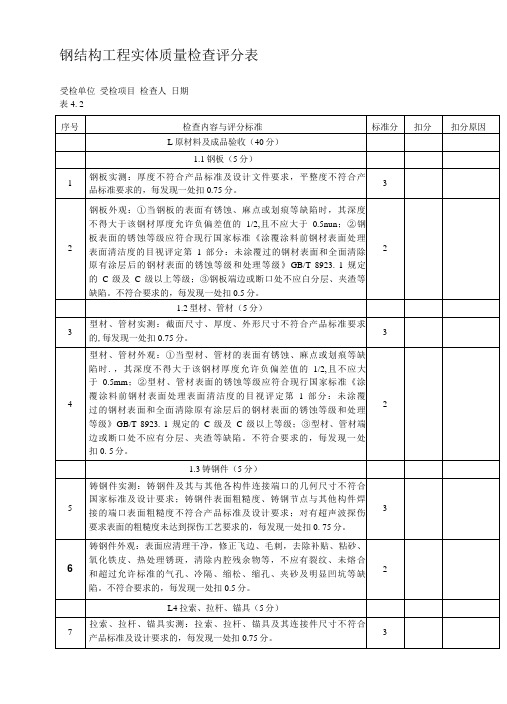
和超过允许标准的气孔、冷隔、缩松、缩孔、夹砂及明显凹坑等缺
陷。不符合要求的,每发现一处扣0.5分。
2
L4拉索、拉杆、锚具(5分)
7
拉索、拉杆、锚具实测:拉索、拉杆、锚具及其连接件尺寸不符合
产品标准及设计要求的,每发现一处扣0.75分。
3
8
拉索、拉杆外观:拉索、拉杆及其护套的表面不光滑,有裂纹和目
视可见的折叠、分层、结疤、锈蚀等缺陷的,每发现一处扣0.5分。
-12c时,不得进行剪切、冲孔。检查施工记录,不符合要求的扣
2分。
2
35
钢管杆件加工实测:长度、端面对管轴的垂直度、管口曲线超差的,
每发现一处扣0.5分。
2
4.2矫正和成型(16分)
36
碳素结构钢在环境温度低于-16℃,低合金结构钢在环境温度低于
-12C时,不应进行冷矫正和冷弯曲。检查制作工艺报告、施工记
0.75分。(当设计无要求时,镀层厚度不应小于40微米)
3
12
局强度大六角头螺栓连接副、扭剪型图强度螺栓连接副应按包装箱
配套供货。包装箱上应标明批号、规格、数量及生产日期。螺栓、
螺母、垫圈表面不应出现生锈和沾染脏污,螺纹不应损伤。不符合
要求的,每发现一处扣0.75分。
3
L7压型金属板(5分)
13
压型金属板实测:规格尺寸、涂层质量不符合产品标准及设计要求
2
序号
检查内容与评分标准
标准分
扣分
扣分原因
3.紧固件连接工程(21分)
3.1普通紧固件连接(9分)
24
连接薄钢板采用的(自带钻头的)自攻钉、拉加钉、射钉等规格尺
寸与被连接钢板不匹配、不符合设计要求,其间距、边距不符合设
陷。不符合要求的,每发现一处扣0.5分。
2
L4拉索、拉杆、锚具(5分)
7
拉索、拉杆、锚具实测:拉索、拉杆、锚具及其连接件尺寸不符合
产品标准及设计要求的,每发现一处扣0.75分。
3
8
拉索、拉杆外观:拉索、拉杆及其护套的表面不光滑,有裂纹和目
视可见的折叠、分层、结疤、锈蚀等缺陷的,每发现一处扣0.5分。
-12c时,不得进行剪切、冲孔。检查施工记录,不符合要求的扣
2分。
2
35
钢管杆件加工实测:长度、端面对管轴的垂直度、管口曲线超差的,
每发现一处扣0.5分。
2
4.2矫正和成型(16分)
36
碳素结构钢在环境温度低于-16℃,低合金结构钢在环境温度低于
-12C时,不应进行冷矫正和冷弯曲。检查制作工艺报告、施工记
0.75分。(当设计无要求时,镀层厚度不应小于40微米)
3
12
局强度大六角头螺栓连接副、扭剪型图强度螺栓连接副应按包装箱
配套供货。包装箱上应标明批号、规格、数量及生产日期。螺栓、
螺母、垫圈表面不应出现生锈和沾染脏污,螺纹不应损伤。不符合
要求的,每发现一处扣0.75分。
3
L7压型金属板(5分)
13
压型金属板实测:规格尺寸、涂层质量不符合产品标准及设计要求
2
序号
检查内容与评分标准
标准分
扣分
扣分原因
3.紧固件连接工程(21分)
3.1普通紧固件连接(9分)
24
连接薄钢板采用的(自带钻头的)自攻钉、拉加钉、射钉等规格尺
寸与被连接钢板不匹配、不符合设计要求,其间距、边距不符合设
(上海市新版)钢结构焊接分项工程质量检验评定表
目
4
焊缝表面严禁有裂纹、夹渣、焊瘤、烧穿、弧坑、针状气孔和熔合性飞溅 等缺陷。气孔、咬边必须符合施工规范的规定
基 本 项 目1
项目 焊缝外观
项目
允 焊缝余高
对 (mm)
许
1
接 焊
缝
b<20 b≥20
焊缝错边
偏
焊缝余高
(mm)
差 贴
2
角 焊
项
缝 焊角宽
(mm)
K≤6 K>6 K≤6
K>6
目 T型接头要求焊
3 透的K型焊缝
K=B/2
(mm)
检
保证项目
查 结Leabharlann 基本项目检查0果 允许偏差项目 实测
0
评 工程负责人:
定 等
工
长:
级 班 组 长:
质量情况 1 2 3 4 5 6 7 8 9 10
等级
允许偏差 (mm)
实 测 值 (mm) 1 2 3 4 5 6 7 8 9 10
一级
0.5~2.0
二级
0.5~2.5
三级
0.5~3.5
一级
0.5~3.0
二级
0.5~3.5
三级
0.5~4.0
一级 <0.1δ且≤2
二级 <0.1δ且≤2
三级 <0.15δ且≤3
一级
+1.5
二级
+0
三级
一级
+3.0
二级
+0
三级
一级
+1.5
二级
+0
三级
一级
+0.33
二级
+0
三级
一级
表5.11.1--钢结构制作(安装)焊接工程质量检验评定表

7
咬边
二级
不大于0.05t,且不大于0.5mm
0.1
0.1
0.2
0.3
0.1
0.2
0.2
0.3
0.4
0.1
三级
不大于0.1t,且不大于1.0mm
8
弧坑裂纹
三级
≤5.0
0.2
0.2
0.3
0.4
0.2
0.3
0.1
0.2
0.2
.3
9
电弧擦伤
三级
允许个别
10
接头不良
二级
缺口深度不大于0.05t,且不大于0.5mm
13
对接焊缝尺寸偏差
焊缝余高
B<20
一级
2.0~0.5
二级
2.5~0.5
0.8
1
1.5
1.8
1.5
1.5
1.2
2
2.1
2.3
三级
3.5~0.5
B≥20
一级
3.0~0.5
二级
3.5~0.5
三级
3.5~0
14
焊缝错边
一、二级
小于0.10t,且不大于2.0mm
三级
小于0.15t,且不大于3.0mm
15
部分焊透
管理(建设)单位验收结论
专业管理工程师:
(建设单位项目专业技术负责人)年 月 日
X
0.2
0.3
0.1
0.1
0.1
0.2
0.3
0.1
0.3
0.4
三级
缺口深度不大于0.1t,且不大于1.0mm
一
般
项
目
11
表面夹渣
咬边
二级
不大于0.05t,且不大于0.5mm
0.1
0.1
0.2
0.3
0.1
0.2
0.2
0.3
0.4
0.1
三级
不大于0.1t,且不大于1.0mm
8
弧坑裂纹
三级
≤5.0
0.2
0.2
0.3
0.4
0.2
0.3
0.1
0.2
0.2
.3
9
电弧擦伤
三级
允许个别
10
接头不良
二级
缺口深度不大于0.05t,且不大于0.5mm
13
对接焊缝尺寸偏差
焊缝余高
B<20
一级
2.0~0.5
二级
2.5~0.5
0.8
1
1.5
1.8
1.5
1.5
1.2
2
2.1
2.3
三级
3.5~0.5
B≥20
一级
3.0~0.5
二级
3.5~0.5
三级
3.5~0
14
焊缝错边
一、二级
小于0.10t,且不大于2.0mm
三级
小于0.15t,且不大于3.0mm
15
部分焊透
管理(建设)单位验收结论
专业管理工程师:
(建设单位项目专业技术负责人)年 月 日
X
0.2
0.3
0.1
0.1
0.1
0.2
0.3
0.1
0.3
0.4
三级
缺口深度不大于0.1t,且不大于1.0mm
一
般
项
目
11
表面夹渣
钢结构焊接(贴角焊、T型接头焊)质量检验评定表
年月日 质检员:
监理工程师:
填表人:
评定 等级
年月日
年月日
表
市政质检-66.2 页
质量情况
合 格 率 ﹪
年月日
规定值或
允许偏差 (mm)
实测值或实测偏差值 (mm)
应合 检格
点点 1 2 3 4 5 6 7 8 9 10 数 数
外观
气孔
焊缝 检查
1
质量 检验
咬边
级别
超声波检验
X射线检验
2
焊脚宽
3
焊缝余高
平均
合格率
承
(﹪)
包
单
监
位
理
自
意
评
见
意
见
承 包 单 位 自 评 意 见
项目负责人:
技术负责人:
监 理 意 见
工程名称: 承包单位:
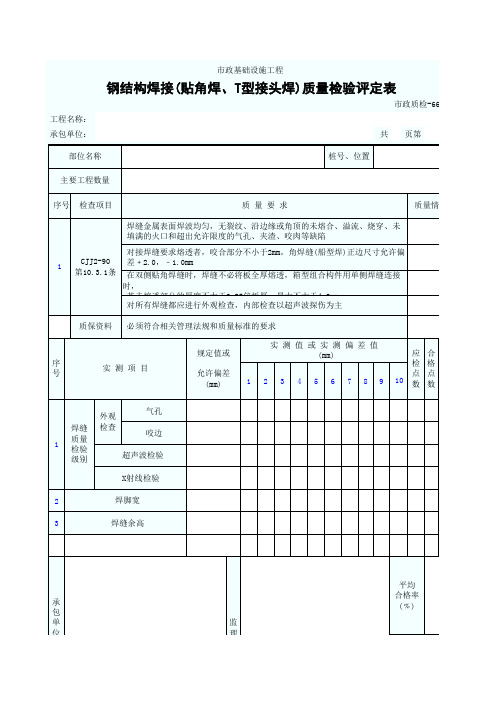
市政基础设施工程
钢结构焊接(贴角焊、T型接头焊)质量检验评定表
市政质要工程数量
序号 检查项目
质量要求
质量情况
焊缝金属表面焊波均匀,无裂纹、沿边缘或角顶的未熔合、溢流、烧穿、未 填满的火口和超出允许限度的气孔、夹渣、咬肉等缺陷
对接焊缝要求熔透者,咬合部分不小于2mm,角焊缝(船型焊)正边尺寸允许偏
1
CJJ2-90 差﹢2.0,﹣1.0mm 第10.3.1条 在双侧贴角焊缝时,焊缝不必将板全厚熔透,箱型组合构件用单侧焊缝连接
时,
其未熔透部分的厚度不大于0.25倍板厚,最大不大于4.0mm
对所有焊缝都应进行外观检查,内部检查以超声波探伤为主
质保资料 必须符合相关管理法规和质量标准的要求
序 号
实测项目
钢结构焊接分项工程质量检验评定表

钢结构焊接分项工程质量检验评定表
单位工程名称:部位:
桩号
纵
高
程
施工单位
横
工程量
保证项目
项目
质量情况
1
焊条、焊剂、焊丝和施焊用的保护气体等必须符合设计要求和钢结构焊接的专门规定。
2
焊工必须经考试合格,并取得相应施焊条件的合格证。
3
承受拉(压)力且要求与母材等强度的焊缝,必须经超声波、X射线探伤检验,其结果必须符合设计要求、施工规范和钢结构焊接的专门规定。
0.5-3.5
b≥20
一级
0.5-3.0
二级
0.5-3.5
三级
0.5-4.0
焊缝错边
一级
< 0.1δ且≯2
二级
< 0.1δ且≯2
三级
< 0.1δ且≯3
2
贴
角
焊
缝
焊缝余高
(mm)
K≤6
一级
0~+1.5
二级
三级
K>6
一级
0~+3.0
二级
三级
焊角宽
(mm)
K≤6
一级
0~+1.5
二级
三级
K>6
一级
0~+3.0
二级
三级
3
T型接头要求焊透的K型焊缝(mm)
K=
δ/2
一级
0~+1.5
二级
三级
检
查
结
果
保证项目
基本项目
检查项,其中优良项,优良率%。
允许偏差项目
实测点,其中合格点,合格率%。
自评等级
初检
签字:
单位工程名称:部位:
桩号
纵
高
程
施工单位
横
工程量
保证项目
项目
质量情况
1
焊条、焊剂、焊丝和施焊用的保护气体等必须符合设计要求和钢结构焊接的专门规定。
2
焊工必须经考试合格,并取得相应施焊条件的合格证。
3
承受拉(压)力且要求与母材等强度的焊缝,必须经超声波、X射线探伤检验,其结果必须符合设计要求、施工规范和钢结构焊接的专门规定。
0.5-3.5
b≥20
一级
0.5-3.0
二级
0.5-3.5
三级
0.5-4.0
焊缝错边
一级
< 0.1δ且≯2
二级
< 0.1δ且≯2
三级
< 0.1δ且≯3
2
贴
角
焊
缝
焊缝余高
(mm)
K≤6
一级
0~+1.5
二级
三级
K>6
一级
0~+3.0
二级
三级
焊角宽
(mm)
K≤6
一级
0~+1.5
二级
三级
K>6
一级
0~+3.0
二级
三级
3
T型接头要求焊透的K型焊缝(mm)
K=
δ/2
一级
0~+1.5
二级
三级
检
查
结
果
保证项目
基本项目
检查项,其中优良项,优良率%。
允许偏差项目
实测点,其中合格点,合格率%。
自评等级
初检
签字:
结构焊接工程验评表

主要
mm
未焊透
不允许
≤0.2δ,且≤2mm,累计长度≤焊缝全长的25%
主要
mm
跟部凹陷
≤0.1t,且≤1
≤0.2t,且≤2
—
mm
目测,焊缝检验尺
累计长度小于焊缝长度的25%
咬边
≤0.1t,且≤0.5
≤0.2t,且≤1
主要
mm未Βιβλιοθήκη 满≤0.1t,且≤1≤0.25t,且≤2
主要
mm
累计长度小于焊缝长度的25%
100
10
≥2
0-1
—
—
—
—
非承压结构及密封结构
100
10
≥2
0-1
—
—
—
—
注:
a表面质量测量抽查样本数量以施工单位专业表面质量观感检查规定的比例数为基数。
bDL/T678规定需要热处理时应抽查,抽查按照本标准表6.1.1注的b和c执行。
6.3.2钢结构焊接工程质量验收标准及结构焊接焊脚尺寸检查标准见表6.3.2和6.3.3。
钢结构焊接工程
6.3.1钢结构焊接工程分类和质量检查、检验项目及抽查样本数量见表6.3.1。
表6.3.1钢结构焊接工程分类和质量检查、检验项目及抽查样本数量表
焊接接头类别
范围
质量检查、检验项目及抽查样本数量(%)
表面质量观感检查a
表面质量测量检查
检测、试验结果及记录检查
自检
互检
施工单位专业检查
施工单位专业检查
表6.3.2钢结构焊接工程质量验收标准表
验收项目
检验指标
质量标准
性质
单位
检查方法
及器具
二类焊缝
mm
未焊透
不允许
≤0.2δ,且≤2mm,累计长度≤焊缝全长的25%
主要
mm
跟部凹陷
≤0.1t,且≤1
≤0.2t,且≤2
—
mm
目测,焊缝检验尺
累计长度小于焊缝长度的25%
咬边
≤0.1t,且≤0.5
≤0.2t,且≤1
主要
mm未Βιβλιοθήκη 满≤0.1t,且≤1≤0.25t,且≤2
主要
mm
累计长度小于焊缝长度的25%
100
10
≥2
0-1
—
—
—
—
非承压结构及密封结构
100
10
≥2
0-1
—
—
—
—
注:
a表面质量测量抽查样本数量以施工单位专业表面质量观感检查规定的比例数为基数。
bDL/T678规定需要热处理时应抽查,抽查按照本标准表6.1.1注的b和c执行。
6.3.2钢结构焊接工程质量验收标准及结构焊接焊脚尺寸检查标准见表6.3.2和6.3.3。
钢结构焊接工程
6.3.1钢结构焊接工程分类和质量检查、检验项目及抽查样本数量见表6.3.1。
表6.3.1钢结构焊接工程分类和质量检查、检验项目及抽查样本数量表
焊接接头类别
范围
质量检查、检验项目及抽查样本数量(%)
表面质量观感检查a
表面质量测量检查
检测、试验结果及记录检查
自检
互检
施工单位专业检查
施工单位专业检查
表6.3.2钢结构焊接工程质量验收标准表
验收项目
检验指标
质量标准
性质
单位
检查方法
及器具
二类焊缝
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
市政基础设施工程
钢结构焊接(贴角焊、T型接头焊)质量检验评定表
市政质检—66.2 工程名称: 承包单位: 部位名称 主要工程数量 序号 检查项目 CJJ2—90 质 量 要 求 焊缝金属表面焊波均匀,无裂纹、沿边缘或角顶的未溶合、溢 流、烧穿、未填满的火口和超出允许限度的气孔、夹渣、咬肉 等缺陷。 1 第10.3.1条 对接焊缝要求熔透者,咬合部分不小于2mm,角焊缝(船型焊) 正边尺寸允许偏差+2.0,-1.0mm。 在双侧贴角焊缝时,焊缝不必将板全厚熔透,箱型组合构件用 单侧焊缝连接时,其未熔透部分的厚度不大于0.25倍板厚,最大 不大于4.0mm。 对所有焊缝都应进行外观检查,内部检查以超声波探伤为主。 质保资料 序 号 必须符合相关管理法规和质量标准的要求。 规定值或 允许偏差 (mm) 实 测 值 或 实 测 偏 差 值 (mm) 1 2 3 4 5 6 7 8 9 10 应 检 点 数 合 格 点 数 合 格 率 % 质量情况 桩号、位置 共 页第 页
实 测 项 目
1
பைடு நூலகம்
焊缝 质量 检验 级别
外观 检查
气孔 咬边
超声波检验 X射线检验 焊脚宽 焊缝余高
2 3
承 包 单 位 自 评 意 项目负责人: 见 年 技术负责人: 月 日
监 理 意 见 监理工程师: 年 填表人: 月 日
平均 合格率 (%)
评定 等级 月 日
质检员:
年
钢结构焊接(贴角焊、T型接头焊)质量检验评定表
市政质检—66.2 工程名称: 承包单位: 部位名称 主要工程数量 序号 检查项目 CJJ2—90 质 量 要 求 焊缝金属表面焊波均匀,无裂纹、沿边缘或角顶的未溶合、溢 流、烧穿、未填满的火口和超出允许限度的气孔、夹渣、咬肉 等缺陷。 1 第10.3.1条 对接焊缝要求熔透者,咬合部分不小于2mm,角焊缝(船型焊) 正边尺寸允许偏差+2.0,-1.0mm。 在双侧贴角焊缝时,焊缝不必将板全厚熔透,箱型组合构件用 单侧焊缝连接时,其未熔透部分的厚度不大于0.25倍板厚,最大 不大于4.0mm。 对所有焊缝都应进行外观检查,内部检查以超声波探伤为主。 质保资料 序 号 必须符合相关管理法规和质量标准的要求。 规定值或 允许偏差 (mm) 实 测 值 或 实 测 偏 差 值 (mm) 1 2 3 4 5 6 7 8 9 10 应 检 点 数 合 格 点 数 合 格 率 % 质量情况 桩号、位置 共 页第 页
实 测 项 目
1
பைடு நூலகம்
焊缝 质量 检验 级别
外观 检查
气孔 咬边
超声波检验 X射线检验 焊脚宽 焊缝余高
2 3
承 包 单 位 自 评 意 项目负责人: 见 年 技术负责人: 月 日
监 理 意 见 监理工程师: 年 填表人: 月 日
平均 合格率 (%)
评定 等级 月 日
质检员:
年