JCS-013型自动换刀数控卧室镗铣床主轴箱设计(机械CAD图纸)
毕业设计(论文)立式数控镗床机械部分的设计(全套图纸)

II
I
Headshaft.
Abstract
III
I
目录
目录
摘 要 ........................................................................................................................ I 关键词: Abstract........................................................................................................II 1 综述 ......................................................................................................................... 1 2 机械结构及布局设计 ............................................................................................. 5
2.1 床身结构设计 ................................................................................................. 5 2.1.1 对床身结构的基本要求 ....................................................................... 5 2.1.2 床身结构布局及截面形状 ................................................................... 6
数控回转工作台的用途
数控回转工作台主要用于数控幢床和铣床,其外形和通用工作台几乎一样,但它的驱动是伺服系统的驱动方式.它可以与其他伺服进给轴联动。
数控回转工作台的回转运动是靠伺服电动机驱动该回转工作台台面下的蜗轮蜗杆机构来实现的,再由蜗轮带动其转动。
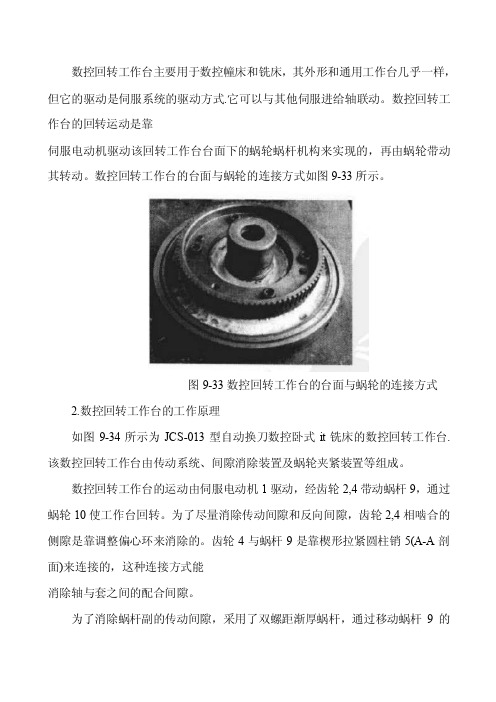
数控回转工作台的台面与蜗轮的连接方式如图9-33所示。
图9-33数控回转工作台的台面与蜗轮的连接方式2.数控回转工作台的工作原理如图9-34所示为JCS-013型自动换刀数控卧式it铣床的数控回转工作台.该数控回转工作台由传动系统、间隙消除装置及蜗轮夹紧装置等组成。
数控回转工作台的运动由伺服电动机1驱动,经齿轮2,4带动蜗杆9,通过蜗轮10使工作台回转。
为了尽量消除传动间隙和反向间隙,齿轮2,4相啮合的侧隙是靠调整偏心环来消除的。
齿轮4与蜗杆9是靠楔形拉紧圆柱销5(A-A剖面)来连接的,这种连接方式能消除轴与套之间的配合间隙。
为了消除蜗杆副的传动间隙,采用了双螺距渐厚蜗杆,通过移动蜗杆9的轴向位置来调整间隙。
这样蜗杆的左右两侧面具有不同的螺距,使得蜗杆齿厚从一端向另一端逐渐增厚。
但由于同一侧的螺距是相同的,所以仍然保持着正常的啮合。
调整时先松开螺母7上的锁紧螺钉8,使压块s与调整套11松开,同时将楔形拉紧圆柱销5松开,然后转动调整套11,带动蜗杆9轴向移动。
根据设计要求,蜗杆有10 mm的轴向移动调整量,这时蜗杆副的侧隙可调整0. 2 mm。
调整后锁紧调整套11和楔形拉紧圆柱销5,蜗杆的左右两端都由双列滚针轴承支承。
其左端为自由端,可以伸长,以消除温度变化的影响;右端装有双列推力轴承.能轴向定位。
当数控回转工作台静止时必须处于锁紧状态,其台面用沿其圆周方向分布的8个夹紧液压缸进行夹紧。
当数控回转工作台不回转时,夹紧液压缸14的上腔进压力油,使活塞15向下运动,通过钢球17、夹紧瓦12,13将蜗轮10夹紧;当数控回转工作台需要回转时,数控系统发出指令,使夹紧液压缸14上腔的油流回油箱,在弹簧16的作用下,钢球17抬起,夹紧瓦12,13松开蜗轮10,然后由伺服电动机1通过传动装置,使蜗轮和数控回转工作台按照控制系统的指令进行回转运动。
JCS-013型自动换刀数控卧室镗铣床主轴箱设计(机械CAD图纸)

本科毕业设计(论文)题目:JCS-013型自动换刀数控卧室镗铣床主轴箱设计系别:机电信息系专业:机械设计制造及其自动化班级:学生:学号:指导教师:2013年05月摘要机械行业是运用数控机床最多的,很多企业为了提高自己的生产效率,常常会对机床内部结构进行多方面的改造。
社会主义市场经济的发展为我国工业生产创造了条件,在现代一体化生产模式中运用了很多先进的设备。
对于数控机床而言,主轴箱是其最为核心的组织结构,整个主轴箱影响着数控机床的变速情况。
大部分制造企业在实行技术改造时把重点放在了主轴箱变速器上,这是调整机床运行速度的重点。
在设计过程中必须要对主轴箱的每个部件加以控制,这样才能确保数控机床主轴变速性能的良好。
本文对主轴箱变速操纵机构的工作原理进行结构设计和计算分析,利用两个液压油缸,经拨叉带动双联滑移齿轮移动到需要的多个位置。
关键字:数控机床;主轴箱;结构;设计AbstractMachinery industry is the use of CNC machine tools the most, a lot of enterprises to improve their production efficiency, often transform many aspects of the internal structure of machine tool. The society pays attention to the development of the market economy to create the conditions for the industrial production of our country, a lot of advanced equipment for use in the integration of modern production mode. For NC machine tool, the spindle box is the most core structure, the spindle box of CNC machine tool gear case. Most of the manufacturing enterprises in the implementation of technical transformation to focus on the main spindle box transmission, which is the key to adjust the machine running speed. In the design process must each component of the headstock to control, so as to ensure the good performance of NC machine tool spindle speed.In this pear, the working principle of the headstock gear control mechanism on the analysis of the structure design and calculation, using two hydraulic oil cylinders, the shifting fork drives a sliding duplex gear moving to a plurality of positions need.Key Words:CNC machine; machine head; structure; design目录1绪论 (1)1.1数控镗铣床的结构组成 (1)1.2我国卧式镗铣床的发展 (2)1.2.1我国卧式镗铣床的发展历史 (2)1.2.2我国卧式镗铣床的发展趋势 (2)2数控卧式镗铣床变速操纵机构设计 (4)2.1主轴箱变速操纵机构工作原理 (4)2.2主轴箱变速操纵机构中传动轴的安装 (5)2.3齿轮在轴上的布置和排列 (5)2.4 相啮合齿轮的宽度 (6)3主传动系统的设计计算 (7)3.1电动的选取 (7)3.1.1选择电动机的类型 (7)3.1.2转速及功率的确定 (7)3.1.3联轴器的选择 (7)3.1.4选定各齿轮齿数 (7)3.1.5转速的计算 (7)3.1.6各轴功率及转矩的计算 (8)3.2齿轮的设计 (8)3.2.1确定齿轮齿数的原则和要求 (8)3.2.2齿轮传动设计参数的选择 (8)3.2.3齿轮的结构设计计算 (9)3.3轴的设计 (12)3.3.1轴的结构设计 (12)3.3.2轴上作用力的计算 (14)3.3.3轴的结构设计 (14)3.3.4键的选取 (16)3.3.5 轴的受力分析 (16)3.3.6校核轴的强度 (17)3.3.7校核键连接的强度 (18)3.3.8校核轴承寿命 (18)4箱体的设计 (20)5传动系统的润滑 (21)总结 (22)参考文献 (23)致谢 (24)毕业设计(论文)知识产权声明........................错误!未定义书签。
数控卧式铿铣床自动换刀机械手
XXXXXXXXX毕业设计(论文)数控卧式镗铣床自动换刀机械手学生:XXX学号:XXXXXXXX专业:机械设计制造及其自动化班级:机电2007.1班指导教师:XXXXXXXX机械工程学院二O一一年六月XXXXX 学院毕业设计(论文)任务书设计(论文)题目:数控卧式镗铣床自动换刀机械手学院:机械工程学院专业:机械设计制造及其自动化班级:机电2007.1班学号: XXXXXXX学生: XXXX 指导教师: XXXX接受任务时间 2011.03教研室主任(签名)院长(签名)1.毕业设计(论文)的主要内容及基本要求1)、设计内容:机械手结构设计,PLC控制系统设计,装配图1~2张(A0),零件图8张,电气原理图,设计说明书1份(40页以上)。
2)、设计要求:(1)、规格参数:抓重: 20公斤;自由度数:4个;坐标型式:圆柱坐标;手架运动参数:拔、插刀行程(即滑座伸缩Z),155毫米(最大184毫米);升降行程(即找刀排Y),3×420毫米(刀排间垂直方向距离为420毫米,共四排) ;回转角度( ):180°;装、卸刀手手臂伸缩行程(X):195毫米;手指夹持刀柄的直径:100毫米;驱动方式: 液压(2)、全部设计图纸用AutoCAD绘制;2.指定查阅的主要参考文献及说明(1)机械零件设计手册(2)工业机械手图册(4)液压与气压传动(3)机械设计手册(5)PLC控制相关书籍(西门子或松下)(6)其他相关参考资料3.进度安排设计(论文)各阶段名称起止日期1 查阅相关参考资料,完成开题报告2011.03.1—2011.03.152 机械手结构设计,PLC控制系统设计2011.03.16—2011.04.153 完成AutoCAD零件图、装配图2011.04.16—2011.05.154 编写设计说明书2011.05.16—2011.05.255 毕业设计(论文)的修改、答辩的准备2011.05.26—2011.06. 1摘要在当今大规模制造业中,企业为提高生产效率,保障产品质量,普遍重视生产过程的自动化程度,机械手作为自动化生产线上的重要成员,逐渐被企业所认同并采用。
毕业设计--JCS-013型数控卧式镗铣床刀库设计
毕业设计--JCS-013型数控卧式镗铣床刀库设计密级:内部JCS-013型数控卧式镗铣床刀库设计JCS-013 Type NC Horizontal Boring AndMilling Machine Tool Store Design学院:机械工程学院专业班级:机械设计制造及其自动化0705班学号:070101152学生姓名:指导教师:2011年 6月摘要90年代以来,数控加工技术得到迅速的普及发展,高速加工中心作为新时代数控机床的代表,已在机床领域广泛。
自动换刀刀库的发展俨然已超越为数控加工中心配套的角色,在其特有的技术领域发展出符合机床高精度、高效率、高可靠度及多任务复合等概念的独特产品。
本课题是链式刀库的总体设计、传动设计、结构设计以及传动部分的运动和动力设计。
这种刀库在数控加工中心上应用非常广泛,其换刀过程简单,换刀时间短;总体结构简单、紧凑,动作准确可靠;维护方便,成本低。
本课题的目的就是要通过对JCS-013型数控卧式镗铣床刀库的优化设计以提高换刀速度,减少助助时间。
在进行设计时,采用了系统化设计方法,将设计看成由若干个设计要素组成的一个系统,每个设计要素具有独立性,各个要素间存在着有机的联系,并具有层次性,所有的设计要素结合后,即可实现设计系统所需完成的任务。
在借鉴和参考大量有关刀库的机械结构后,结合实际情况,决定采用链式刀库双手式机械手换刀方案,根据机械设计与机械原理等有关知识对JCS-013型数控卧式镗铣床刀库进行设计,采用AutoCAD 2004中文版对刀库及关键零件进行绘制。
关键词:加工中心;刀库;数控加工IAbstractSince the 1990s,CNC machine technology has made the rapid and universial development,as a new era of the representatives of NC machine tools.High-speed processing center has been widely used in the field of machine tools.The development of automatic Tool Chane,tool house in recent years seems to have gone beyond the NC Center for supporting the role of technology in their unique areas of development to meet thehigh-precision machine tools,high efficiency and reliability,and more complex tasks,such as the concept of unique products.The tool house as a processing center one of the most important part,it has a direct bearing on the development of the processing center’s development.This paper completed the overall design,transmissiondesign,structure design and the transmission part’s movement and dynamic design of the sword library.Such a tool house in the CNC Machine Center is widely used,the tool change is simple,,tool change time is short;overall structure is simple and compact.Action is accurate and reliable;convenient maintenance and low cost.The purpose of this project is to improve the speed of the tools change and reduce auxiliary time through the optimization design of the JCS-013 type NC horizontal boring and milling machine tool store.In developing the design, I have adopted the systematic design method.The design is regarded as a system which is consisted of several design elements. Each design elements is independ ,but there is the organic relation between them and they are of different levels. The system can realize the required task after that all the design elements combined.According to actual condition,I introduce the chain knife library of robot hands cutter replacement plan after referencing to the vastlibrary mechanical structure of the sword.According to the Mechanical Design,the Mechanical Principle and other relevant knowledge,there are some designs about JCS-013 type nc horizontal boring and milling machine tool store and I have drew the key parts of library using AutoCAD 2004.Keywords: machining center; Tool house;NCII目录摘要 ..................................................................... . (I)Abstract ............................................................... .. (II)第1章绪言 ..................................................................... .. (1)1.1本课题在国内外的研究动态 ..................................................................... (1)1.1.1刀库产品目前的水平 ..................................................................... .. (2)1.1.2刀库系统的发展趋势 ..................................................................... .. (3)1.1.3刀库系统的发展方向 ..................................................................... ........... 3 1.2课题的目的、意义和开展研究工作的设想 (4)1.2.1课题的目的 ..................................................................... (4)1.2.2开展研究工作的设想 ..................................................................... .. (4)1.2.3课题设计方案的选择和设计手段 (5)第2章刀库传动系统设计 ..................................................................... .. (7)2.1刀库主要设计参数...................................................................... ..................... 7 2.2刀库驱动液压马达的选择 ..................................................................... . (7)2.2.1刀库负载转矩TF计算 ..................................................................... (7)2.2.2确定液压马达转数 ..................................................................... ............... 9 2.3传动齿轮的设计 ..................................................................... .. (10)2.3.1选定齿轮类型、精度等级、材料及齿数 (10)2.3.2按齿面接触强度设计 ..................................................................... (11)2.3.3几何尺寸的计算 ..................................................................... .. (14)2.3.4按齿根弯曲强度进行校核 ..................................................................... .. 15 2.4传动轴的设计 ..................................................................... (16)2.4.1初步确定最小轴颈及所用材料 (16)2.4.2轴的结构设计 ..................................................................... (16)2.4.3轴的强度校核 ..................................................................... ..................... 17 2.4轴承寿命校核 ..................................................................... ........................... 24 第3章刀库准停系统的设计 ..................................................................... .. (26)第4章链传动系统的设计 ..................................................................... (29)4.1链轮、链条的计算及链轮中心距的确定 (29)III4.2刀库链条的张紧 ..................................................................... .. (31)第5章结论 ..................................................................... (32)参考文献 ..................................................................... .. (33)致谢 ..................................................................... .. (34)IV第1章绪言1.1本课题在国内外的研究动态随着中国经济的快速发展,进入21世纪,我国机床制造业既面临着提升机械制造业水平的需求而引发的制造装备发展的良机,也面临着加入WTO后激烈的市场竞争的压力。
自动换刀系统设计(含3张CAD图)
实验室用自动换刀装置的设计摘要如今数控技术已经是当今社会制造业的主导技术,数控技术大力发展同时教学资源也得到了提升,研究教学用装置模型已是必不可少的,将装置的模型在课堂上展示能更好地体现真实性,但是现在实验室模型技术不够完善。
其中实验室用自动换刀装置主要是为教学提供,可以真实的体现在数控机床上,大大降低了零件加工的辅助时间,极大的提高了生产率。
随着数控机床的普及运用,加工机械的自动化程度大大提高,数控机床发展成了当今普遍应用的一种更新、更先进的制造设备即加工中心。
加工中心带有刀库和自动换刀装置,能对工件按预定程序进行多工序加工的高度自动化的多功能的数字控制机床。
自动换刀装置应当满足换刀时间短、刀具存储量足够、刀具的安置空间小以及安全可靠等基本要求。
加工中心的关键在于CNC对刀库的自动选刀和刀库、机械手与主轴间自动换刀。
本课题就是对实验室用自动换刀装置进行设计,利用PLC对刀库的选刀控制和刀库、机械手与主轴间的自动换刀控制。
实验室用自动换刀装置不仅能方便的为教学提供模拟仪器,更能让研究者对换刀装置的深入了解,从而对装置的研究与开发。
关键词实验室用教学用具,主轴—刀库系统,自动换刀功能。
目录摘要 (I)1 绪论 (1)1.1 课题背景 (1)1.2 研究的主要内容 (1)2 自动换刀系统机械部分设计 (3)2.1刀座的设计 (3)2.1.1 刀座基本形状及尺寸的确定 (3)2.1.2 刀座强度的校核 (6)2.2 刀盘主要尺寸的确定 (7)2.3 传动齿轮的设计 (8)2.4 刀架主轴的设计 (8)2.4.1 初步确定轴的最小直径 (8)2.4.2 轴的结构设计 (9)2.4.3 校核键的强度 (11)2.5 共轭分度凸轮机构基本参数的确定 (11)2.5.1 共轭分度凸轮的介绍 (11)2.5.2 主要运动参数的选择 (12)2.5.3 主要几何尺寸的确定 (12)2.6 端齿盘的选择 (12)2.6.1 端齿盘的介绍 (13)2.6.2 端齿盘的特点 (13)2.6.3 端齿盘主要参数的设计计算 (13)2.6.4 螺栓组强度校核 (17)2.5 润滑剂的选择 (20)2.51 对压力油的要求 (20)5 结论 (39)参考文献 (40)致谢 (41)1绪论1.1课题背景随着数控技术的发展,带有自动换刀系统的加工中心在现代制造业中起着愈来愈重要的作用,它能缩短产品的制造周期,提高产品的加工精度,适合柔性加工。
数控铣床主轴箱结构设计方案(有全套图纸)

目录绪论 (1)第1章主传动系统设计概述 (3)第2章数控铣床主传动系统的配置方式 (4)第3章主轴电动机的选取 (5)第4章同步带传动设计与计算 (6)4.1、同步材料选择 (6)4.2、同步带参数的计算 (6)4.2.1、模数的选取 (6)4.2.2、小带轮齿数 (6)4.2.3、同步带节距 (6)4.2.4、节圆直径 (7)4.2.5、大带轮齿数 (7)4.2.6、大带轮直径 (7)4.2.7、带的速度 (7)4.2.8、定中心距 (7)4.2.9、带的节线长度 (7)4.2.10、计算中心距 (7)4.2.11、带轮与带的啮合齿数 (8)4.2.12、带宽 (8)4.2.13、作用在轴上的力 (8)4.2.14、小带轮的最小包角 (8)4.2.15、带轮宽度 (8)第5章主轴组件的设计 (9)5.1、主轴组件的设计要求 (9)5.1.1、回转精度 (9)5.1.2、主轴刚度 (9)5.1.3、主轴的抗振性 (10)5.1.4、主轴温升 (10)5.1.5、主轴耐磨性 (10)5.1.6、提高主轴组件抗振性的措施 (10)5.2、减少主轴组件热变形的措施 (10)5.3、主轴材料的选择及尺寸、参数的计算 (11)5.4、主轴转动装置箱体的作用 (13)5.5、主轴箱体的截面形状和壁厚的计算 (15)第6章主轴轴承的选择 (15)6.1、轴承的选择和轴承的精度 (15)6.2、轴承预紧力的要求 (15)6.3、主轴轴承的润滑与密封 (16)6.4、选取轴承求 (16)6.5、轴承寿命校核 (18)6.6、轴承座孔的设计要求 (19)第7章联接键的选择碟形弹簧的选择与计算 (20)7.1、碟形弹簧的特点 (20)7.2、碟形弹簧材料及热处理厚度和脱碳 (21)7.3、碟形弹簧的强压处理 (21)7.4、表面强化处理和防腐处理 (21)第8章螺钉联接的设计 (23)8.1、根据设计要求计算 (23)8.2、螺钉的强度计算与校核 (23)第9章液压缸的设计 (24)9.1.液压压缸安装应注意的问题 (24)9.2.压缸各部分的结构及主要尺寸的确定 (24)9.3.强度校核 (25)第10章润滑与密封件设计 (26)10.1、封件的作用及其意义 (26)10.2、密封的分类及密封件的材料要求 (26)10.3、防尘圈的设计要求 (27)结论 (28)致谢……………………………………………………………………………….................. .29参考文献………………………………………………………………………….................. ..30绪论数控技术,简称数控(Numerical Control)。
卧式铣床主轴箱设计【毕业作品】

卧式铣床主轴箱设计摘要铣床的主传动系统是用来实现铣床主运动的传动系统,它应具有一定的转速和一定的变速范围,以便采用不同材料的刀具,加工不同材料、不同尺寸、不同要求的工件,并能方便的实现运动的开停、变速、换向和制动等。
主传动系统的结构设计决定着铣床的外形尺寸以及承载能力和工作能力,是整个机床设计的重点。
本文的主要研究内容包括:1)主传动系统的运动设计,包括电机的选择、传动结构的选择、转速图的绘制、齿轮齿数及尺寸的确定、轴间距的计算、带传动的设计及传动系统图的绘制;2)主传动系统的结构设计,包括主传动系统的布局、齿轮的布置、轴的空间布置、轴材料的选择等。
关键词:卧式铣床,主轴箱,传动系统设计Spindle box design of horizontal milling machineAbstractMain transmission system of the milling machine is used to implement the main movement of milling machine. In order to use different materials cutting tools, process workpieces of different materials, size and requirement, it should have certain speeds and a certain speed range, and can conveniently realize run or stop movement, variable speeds, reversing and brake, etc. The structure design of main drive system determines the overall dimensions, bearing capacity and the work ability of milling machine, and is the focus of the whole machine design. The main research contents of the paper including: 1) Kinetic design of the main transmission system, including the type selection of spindle motor, the choice of drive structure, drawing of the speed change diagram, determining the gear tooth number, size and the distance between every two axles, design of belt driving and drawing the kinematic scheme;2) Structural design of the main transmission system, including overall arrangement of each spindle and gear, material choice of every shaft, estimation of shaft journal and so on.Keywords: horizontal milling machine, spindle box, main transmission system目录1 绪论 (1)1.1课题提出的背景及意义 (1)1.2本论文研究的主要内容 (1)2 铣床的结构及各部分的功能 (3)3 主传动系统的运动设计 (6)3.1. 确定公比 (6)3.2 确定转速数列 (6)3.3 电机的选择 (6)3.4 传动结构的选择及转速图的绘制 (7)3.5 齿轮齿数及各参数的确定 (11)3.6轴间距的计算 (16)3.7 带轮及V带设计 (17)3.8 绘制传动系统图 (19)4 主传动系统的结构设计 (20)4.1 主传动系统的布局及变速机构的类型 (20)4.1.1 主传动系统的布局 (20)4.1.2.变速机构的类型 (21)4.2 齿轮的布置 (21)4.2.1滑移齿轮的轴向布置 (22)4.2.2 缩小径向尺寸 (23)4.2.3 滑移齿轮的结构形式 (24)4.2.4 齿轮的精度 (24)4.3 轴的空间布置 (24)4.3.1 Ⅰ轴的位置 (24)4.3.2 中间各传动轴的位置 (25)4.4. 轴材料的选择 (25)4.5 计算转速及传动轴轴颈设计 (27)4.5.1 主轴计算转速的确定 (27)4.5.2 传动轴计算转速的确定 (28)4.5.3 传动轴轴径设计 (28)4.6 主轴的设计 (29)4.6.1主轴主要参数的确定 (29)4.6.2 主轴的构造 (30)4.6.3 轴上零件的定位 (30)4.6.4 主轴的校核 (31)4.7 主轴与齿轮的连接 (32)4.8主轴支承结构设计 (32)4.8.1 轴承的形式 (32)4.8.2轴承的配置 (33)4.8.3 轴承的精度和配合 (34)5 主传动系统的开停、制动及润滑系统 (35)5.1 主传动系统的开停装置 (35)5.2 主传动系统的制动装置 (35)5.3.传动系统的润滑 (35)5.3.1 润滑系统的要求 (36)5.3.2 润滑剂的选择 (36)5.3.3 润滑方式的选择 (37)6 结论与展望 (39)6.1 结论 (39)6.2后续工作与展望 (39)参考文献 (40)致谢 (41)1 绪论1.1课题提出的背景及意义金属切削机床是用切削的方法将金属毛坯加工成机器零件的机器,它是制造机器的机器,又称为“工作母机”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本科毕业设计(论文)题目:JCS-013型自动换刀数控卧室镗铣床主轴箱设计系别:机电信息系专业:机械设计制造及其自动化班级:学生:学号:指导教师:2013年05月摘要机械行业是运用数控机床最多的,很多企业为了提高自己的生产效率,常常会对机床内部结构进行多方面的改造。
社会主义市场经济的发展为我国工业生产创造了条件,在现代一体化生产模式中运用了很多先进的设备。
对于数控机床而言,主轴箱是其最为核心的组织结构,整个主轴箱影响着数控机床的变速情况。
大部分制造企业在实行技术改造时把重点放在了主轴箱变速器上,这是调整机床运行速度的重点。
在设计过程中必须要对主轴箱的每个部件加以控制,这样才能确保数控机床主轴变速性能的良好。
本文对主轴箱变速操纵机构的工作原理进行结构设计和计算分析,利用两个液压油缸,经拨叉带动双联滑移齿轮移动到需要的多个位置。
关键字:数控机床;主轴箱;结构;设计AbstractMachinery industry is the use of CNC machine tools the most, a lot of enterprises to improve their production efficiency, often transform many aspects of the internal structure of machine tool. The society pays attention to the development of the market economy to create the conditions for the industrial production of our country, a lot of advanced equipment for use in the integration of modern production mode. For NC machine tool, the spindle box is the most core structure, the spindle box of CNC machine tool gear case. Most of the manufacturing enterprises in the implementation of technical transformation to focus on the main spindle box transmission, which is the key to adjust the machine running speed. In the design process must each component of the headstock to control, so as to ensure the good performance of NC machine tool spindle speed.In this pear, the working principle of the headstock gear control mechanism on the analysis of the structure design and calculation, using two hydraulic oil cylinders, the shifting fork drives a sliding duplex gear moving to a plurality of positions need.Key Words:CNC machine; machine head; structure; design目录1绪论 (1)1.1数控镗铣床的结构组成 (1)1.2我国卧式镗铣床的发展 (2)1.2.1我国卧式镗铣床的发展历史 (2)1.2.2我国卧式镗铣床的发展趋势 (2)2数控卧式镗铣床变速操纵机构设计 (4)2.1主轴箱变速操纵机构工作原理 (4)2.2主轴箱变速操纵机构中传动轴的安装 (5)2.3齿轮在轴上的布置和排列 (5)2.4 相啮合齿轮的宽度 (6)3主传动系统的设计计算 (7)3.1电动的选取 (7)3.1.1选择电动机的类型 (7)3.1.2转速及功率的确定 (7)3.1.3联轴器的选择 (7)3.1.4选定各齿轮齿数 (7)3.1.5转速的计算 (7)3.1.6各轴功率及转矩的计算 (8)3.2齿轮的设计 (8)3.2.1确定齿轮齿数的原则和要求 (8)3.2.2齿轮传动设计参数的选择 (8)3.2.3齿轮的结构设计计算 (9)3.3轴的设计 (12)3.3.1轴的结构设计 (12)3.3.2轴上作用力的计算 (14)3.3.3轴的结构设计 (14)3.3.4键的选取 (16)3.3.5 轴的受力分析 (16)3.3.6校核轴的强度 (17)3.3.7校核键连接的强度 (18)3.3.8校核轴承寿命 (18)4箱体的设计 (20)5传动系统的润滑 (21)总结 (22)参考文献 (23)致谢 (24)毕业设计(论文)知识产权声明........................错误!未定义书签。
毕业设计(论文)独创性声明.. (25)1绪论在车床、镗床、铣床、插、拉床、磨床、数控加工中心、齿轮加工中心、切断机床、特种加工机床、组合机床、柔性制造系统等众多机械加工设备中,镗铣床加工特点:加工过程中工件不动,让刀具移动,并使刀具转动(主运动),在实践中具有“万能机床”的称号[1,2]。
镗铣床主要是刀具在工件上加工已有预制孔的机床。
通常,刀具旋转为主运动,刀具或工件的移动为进给运动。
它主要是用来加工高精度孔或一次定位完成多个孔的精加工,此外还可以从事与孔精加工有关的其他加工面的加工[3]。
1.1数控镗铣床的结构组成如图1.1所示,数控机床主要由机床本体、自动换刀装置、数控转台、液压油箱、数控电柜、主轴驱动调速控制柜、机床电气柜、主轴箱润滑冷却用自动油温调节器和空气干燥器等组成。
1-电动机2-换刀机械手3-数控柜4-刀库5-主轴箱6-操作面板7-电源柜8-工作台9-滑座10-床身图1.1数控机床示意图a. 机床本体。
机床的本体是用来支撑机床的工作已达到加工生产目的。
主要由床身和立柱组成。
b. 主轴结构。
主轴部件既要满足精加工精度较高的要求,又要满足粗加工时高效切削的能力。
因此在旋转精度、刚度、抗振性和热变形等方面,都有很高的要求。
在布局结构方面,对于具有自动换刀功能的数控镗铣床,其主轴部件除主轴、主轴轴承和传动件等一般组成部分外,还有道具自动加紧、主轴自动准停和主轴装刀口吹净等装置。
c. 数控转台。
数控转台可以进行任意角度定位,它的功能有两个:一是使工作台进行圆周进给运动,二是使工作台进行分度运动。
d. 换刀装置。
数控镗铣床为了能在工件一次装夹中完成多种甚至所有加工工序,以缩减辅助时间和减少多次安装工件所引起的误差,必须具有自动换刀装置。
其主要有刀库、横梁升降机构、滑座伸缩机构、手架回转机构、装刀手和卸刀手组成。
e. 机床导轨。
导轨主要用来支撑和引导运动部件沿一定的轨道运动。
在导轨副中,运动的一方叫运动导轨,不运动的一方叫支撑导轨。
运动导轨相对于支撑导轨的运动,通常是直线运动或回转运动。
1.2我国卧式镗铣床的发展1.2.1我国卧式镗铣床的发展历史我国卧式镗床生产是在1954年由仿制开始的。
目前已有13个省、一个自治区、三个直辖市的二十六个厂,卧式镗床的年产量到1971年,已经超过一千台。
卧式镗床的品种,第一个五年计划期间,只能生产主轴直径85毫米的卧式镗床,现在已经能生产主轴直径63、85、125、150等毫米的卧式镗床及主轴直径110mm 的加大主轴直径和移动式镗床。
从只能根据国外图纸生产单一产品,发展到自行设计试制并采用一定先进技术的多种产品。
在无产阶级大革命中,就有17个厂先后设计试制了三十一种卧式镗床。
其中直径63mm的有五种;直径125mm的有一种;无伸缩主轴简易卧式镗床有两种;直径160mm落地镗床有两种,直径200mm的有一种,直径250mm的有一种。
1.2.2我国卧式镗铣床的发展趋势图1.2 卧式数控镗铣床实物图当代卧式镗铣床与落地式镗铣床技术发展非常快,如图1.2所示,主要体现在设计理念的更新和机床运行速度及制造工艺水平有很大的提高,另一方面是机床结构变化大,新技术的应用层出不穷[4,5]。
卧式镗铣床的结构向高速电主轴方向发展,落地式镗铣床向滑枕式(无镗轴)结构方向发展,功能附件呈高速、多轴联动、结构型式多样化的发展态势,这将是今后一个时期技术发展的新趋势[6-8]。
2数控卧式镗铣床变速操纵机构设计2.1主轴箱变速操纵机构工作原理主轴箱中有主轴、变速机构,操纵系统和润滑系统等。
如果主轴箱与变速机构分离,则除主轴箱外还有变速箱。
主轴箱除应保证运动参数外,还应具有较高的传动效率,传动件具有足够的强度或刚度,噪声要低,振动要小,操纵方便,具有良好的工艺性,便于检修,成本低,防尘,防漏,外型美观等。
如图2.1和图2.2所示,主轴箱中采用两个液压缸,经拨叉带动两个双联滑移齿轮移动而实现主轴变速。
上油缸使拨叉拨动轴右边双联滑移齿轮变速:油缸和组成的差动油缸,可以使轴左边的双联滑移齿轮获得二个位置。
即当油缸2进压力油油缸4回压力油时,活塞杆被推向右边,活塞杆用拨叉拨动轴上的双联滑移齿轮到左边位置;当油缸4进压力油2油缸回压力油时,拨叉拨动双联滑移齿轮移动到左边位置。
图2.1和图2.2[9,10]两个图合起来反映了变速操纵机构中几个液压缸的位置及其双联滑移齿轮变速的关系。
图2.1 主轴箱变速操纵机构(a)1-活塞杆2-油缸3-行程开关4-油缸5-管接头图2.2 主轴箱变速操纵机构(b)2.2主轴箱变速操纵机构中传动轴的安装传动轴的轴承以深沟球轴承为主,也可用圆锥滚子轴承。
前者噪声小、发热小,应用较多,后者装配方便承载能力较大,还可以承受轴向载荷,因而也有采用的,载荷较大的地方还可以采用圆柱滚子轴承[11,12]。
2.3齿轮在轴上的布置和排列在变速传动组内应尽量使较小的齿轮成为滑移齿轮,使滑移省力。
滑移齿轮必须使原出于啮合状态的齿轮完全脱开后,另一个齿轮才开始啮合。
因此,双联滑移齿轮传动组占用的轴向长度为B>4b[13],如图2.3所示图2.3双联滑移齿轮轴向长度2.4相啮合齿轮的宽度在一般情况下,一对相啮合的齿轮,宽度应该是相同的,但是,考虑到操纵机构的定位不可能很精准,拨叉也存在着误差和磨损,使用时往往会发生错位。
这时只有部分齿宽参与工作,会使齿轮局部磨损,降低寿命。