机械加工中工件的一般定位方法及定位元件3
机械加工工艺规程设计—机床夹具与工件定位
一般情况把夹紧元件和中间传动机构统称为夹 紧机构。有的时候以上三者也会混在一起,很难区 别。
对夹紧装置的基本要求
1) 夹紧时应保证工件的定位,而不能破坏工件的定位。 2) 夹紧力的大小应适宜,既要保证工件在整个加工过程 中位置稳定不变,还不能产生振动、变形和表面损伤。 3) 应根据生产类型设计相应的夹紧机构。 4) 为防止夹紧后自动脱开,夹紧机构须具备良好的自锁 性能。
只考虑切削力(或切削矩)对夹紧的影响,并假设工艺系 统是刚性的,切削过程是稳定不变的,然后找出加工过程中对 夹紧最不利的状态,按静力平衡原理求出夹紧力,最后乘上安 全系数(粗加工取2.5-3,精加工取1.5-2)。
在实际夹具设计中,对于夹紧力的大小并非所有情况都要 用计算确定。如手动夹紧用经验法或类比法。
有些重、大、复杂的工件,往往先在待加 工处划线,然后装上机床,按所划的线进行找 正定位。
适用场合:生产批量较小,毛坯精度较低, 以及大型工件等不宜使用夹具的粗加工中。图4-6 工件划线找正装夹工件的装夹方法
2.机床专用夹具装夹法 所谓机床专用夹具,是 指为某零件的某道工序而专门设计制造的夹具。
2)经验类比法。前面说过,精确计算夹紧力的大小是件很 不容易的事,因此在实际夹具设计中,有时不用计算的方法 来确定夹紧力的大小。如手动夹紧机构,常根据经验或用类 比的方法确定所需夹紧力的数值。但对于需要比较准确地确 定夹紧力大小的,如气动、液压传动装置或容易变形的工件 等,仍有必要对夹紧状态进行受力分析,估算夹紧力的大小。
图4-20 辅助支承应用 1—加工面 2—辅助支承
图4-21 推式辅助支承 1—支承滑柱 2—推杆 3—半圆键 4—手柄 5—钢球
如何在机械加工中正确理解定位基准

如何在机械加工中正确理解定位基准摘?要在机械加工中,我们在加工工件的时候,要明确定位基准。
工件在进行机械加工的时候,需要将工件定位。
而这种定位不仅仅是将工件夹住这么简单,而是工件在夹具上要找到加工的基准面。
通常在机械加工设备中,都有定位元件。
我们在对工件进行机械加工之前,首先要面对的就是定位基准选择问题,只有正确选择了定位基准,才能保证工件加工之后在尺寸和精度上能够充分满足要求。
从目前的机械加工常识中可以知道,机械加工的定位基准主要分为粗基准和精基准,我们在机械加工中要正确利用定位基准,保证工件加工达到图纸要求。
1机械加工中基准的分类在机械加工中,定位基准是一个重要的技术指标。
如果不能正确选择定位基准,工件不但无法保证表面尺寸,其整个加工精度也将出现较大偏差。
此外,定位基准还关系到机械加工过程的工艺安排和夹具结构的调整。
所以,我们在机械加工的过程中,必须明确定位基准的分类及选择方法。
在对定位基准的理解中,机械加工中所说的定位基准主要是指工件的几何尺寸加点、线、面等几何数据。
从目前机械加工基准的使用来看,基准主要分为设计基准和工艺基准这两个类型。
其中设计基准主要是指图纸上所表述的基准,例如工件中轴和孔的中心线等。
工艺基准主要是指在机械加工工艺过程中所使用的基准。
主要有定位基准、测量基准和装配基准等几种类型。
其中定位基准是最基础的基准,对工件的加工精度有着重要影响。
2粗基准的选择原则工件在进行机械加工之前,所有的面都处于毛坯状态,在这种状态下,要想实现对工件的准确定位并确定加工面,就要以工件的某一毛坯面为定位基准。
通常我们称这种方式确定的定位基准为粗基准。
我们在选择确定粗基准的时候,要想使粗基准达到要求,就要做好两方面的工作,一方面是要使工件的加工面和不加工面之间的位置和精度达到要求,另一方面是要确定合理的加工余量,保证加工精度达到要求。
在工件机械加工粗基准的选择中,主要应遵循以下原则。
2.1以工件不加工的表面作为粗基准在工件上选择粗基准的时候,通常我们会选择不加工的表面作为粗基准,这主要是因为工件有时并不是所有的面都需要加工,总有一到两个面不需要加工,我们选择不加工的表面作为粗基准的时候,可以保证定位基准的有效性。
机械加工中工件的一般定位方法及定位元件3.
机械加工中工件的一般定位方法及定位元件
[更新日期:2007-1-8 12:58:01 | 评论 0 条 | 我要投稿 | 报告错误 ]
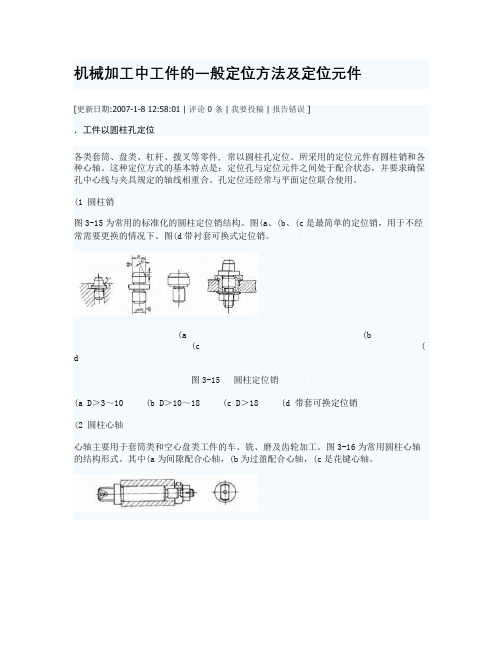
.工件以圆柱孔定位
各类套筒、盘类、杠杆、拨叉等零件, 常以圆柱孔定位。
所采用的定位元件有圆柱销和各种心轴。
这种定位方式的基本特点是:定位孔与定位元件之间处于配合状态,并要求确保孔中心线与夹具规定的轴线相重合。
孔定位还经常与平面定位联合使用。
(1 圆柱销
图3-15为常用的标准化的圆柱定位销结构。
图(a、(b、(c是最简单的定位销,用于不经常需要更换的情况下。
图(d带衬套可换式定位销。
字串6
字串8
(a (b
(c (
d
图3-15 圆柱定位销字串1
(a D>3~10 (b D>10~18 (c D>18 (d 带套可换定位销字串5
(2 圆柱心轴字串3
心轴主要用于套筒类和空心盘类工件的车、铣、磨及齿轮加工。
图3-16为常用圆柱心轴的结构形式。
其中(a为间隙配合心轴,(b为过盈配合心轴,(c是花键心轴。
字串6。
15-2 工件在夹具上的定位

常见的定位表面组合有: 平面与平面的组合 平面与圆孔的组合 平面与外圆表面的组合 平面与其他表面的组合 锥面与锥面的组合 等等。
共60页
36
在多个表面同时参与定位的情况下,各表
面在定位中所起的定位作用有主次之分。
一般称定位点数最多的定位表面为第一
定位基准面或主要定位面或支承面;
它还适用于阶梯轴及曲轴的定位,并且装卸工 件很方便。
一般来说,长V形块(或两个短V形块的组合) 限制工件的4个自由度,而短V形块一般只限制2个
自由度。V形块又有固定和活动之分。
共60页
27
图中所示为活 动V形块结构图, 它可兼作定位件和 夹紧件。
活动V形块只 限制垂直于活动方 向的一个自由度。
活动V形块的 结构尺寸已标准化。
时,相应的定位元件有下面几种。 1. 套筒、半圆孔
图中所示为装在夹具体上的套 筒结构。其中图(a)为长定位套, 它相当于长销定位,限制工件的 四个自由度;图(b)为短定位套,相 当于短销定位,限制两个自由度。 为了保证轴向定位精度,常与端 面联合定位,这样共限制五个自 由度。
共60页
24
图中为外圆柱面用半圆孔 定位的结构。
对于定位点数次多的定位表面称为第二
定位基准面或导向面;
对于定位点数为1的定位表面称为第三定
位基准面或止动面。
共60页
37
孔与 端面 组合, 如图:
图(a):工件以其孔及与孔中心线垂直的端面组合定
位。这种定位出现了过定位问题。
为了解决该定位方式的过定位问题,应首先确定工件 的哪一个定位基准是起主要定位作用的,即第一定位 基准;哪一个是起次要定位作用的,即第二定位基准, 然后采取适当措施。
浅析车床工件的装夹与定位

浅析车床工件的装夹与定位摘要:车床用于加工回转体零件,零件表面都是围绕机床主轴的旋转轴线而成形的,了解工件的夹紧与定位的概念,定位原理及方式对车削加工中减少定位误差具有一定意义。
关键词:工件装夹定位原则定位误差1、车床工件的装夹与定位1.1 工件的安装在机械加工过程中为确保加工精度,首先要将工件装在机床上,并占据一个正确的位置,这就是工件的定位。
工件定位后,为了使其在加工过程中始终保持这一位置,必须把它压紧夹牢,这称为工件的夹紧,从定位到夹紧的整个过程称为对工件的安装。
常用的车床工件安装方法有以下几种:用顶尖安装工件;用三爪卡盘装夹工件;用其它附件安装工件;心轴安装工件等。
安装工件的主要要求是位置准确、装夹牢固。
1.1.1 工件安装的基本原则在车床上安装工件的原则是要合理地选择定位基准和夹紧方案。
为了提高车削的加工效率,应注意以下几点:一是力求基准统一,以减少基准不重合误差和数控编程中的计算工作量;二是尽量减少装夹次数,提高加工表面之间的相互位置精度;三是当零件批量不大时,应尽量采用组合夹具、可调夹具和其他通用夹具,以缩短生产准备时间;四是装夹零件要方便可靠,避免采用占机人工调整的装夹方式,以提高生产效率。
1.2.2 工件的安装方式工件的安装有一次安装法和多次安装法。
一次安装法是用专用夹具装夹实现的。
多次安装法是在工件的加工中,经常采用的方法。
[1]1.2 工件的夹紧车削中为保证工件定位时确定的正确位置,防止工件在切削力、离心力、惯性力或重力等作用下产生位移和振动,必须将工件夹紧。
1.2.1 对工件夹紧的基本要求夹紧要求有四点:一是工件在夹紧过程中,不能改变工件定位后所占据的正确位置;二是夹紧力的大小适当,即防止产生大的夹紧变形,也要使得加工振动现象尽可能小;三是操作方便、安全、省力;四是夹紧装置的自动化程度及复杂程度,应与工件的批量大小相适应。
1.2.2 夹具的选择一般机床夹具都有一个夹紧装置,为保证工件定位时所确定的正确加工位置。
机械制造工艺学——工件的定位
基准不重合误差:
(四)提高工件在夹具中定位精度的措施
即如何减少或消除基准位置误差和基准 不重合误差。
1、减少或消除基准位置误差的措施 (1)选用基准位置误差小的定位元件 A、以毛坯平面作为定位基准时,可以多点自
位支承取代球头支承钉。
B、以内孔和端面定位时,可应用浮动球面支 承,以减小轴向定位误差。
的定位元件,称为固定支承。
(2)可调支承:定位支承点的位置可以调节的 定位元件,称为可调支承。
主要用于以制造精度不高的毛坯面定位的场合。
(3)自位支承:定位支承点的位置随工件定 位基准位置变化而自动与之适应的定位元件, 称为自位支承。
自位支承一般只起一个定位支承点的作用。
2、辅助支承:只起提高工件支承刚性或辅助 定位作用的定位元件,称为辅助支承。
削边定位销的直径为
当以两个或两个以上的组合表面定位时,重 复定位可能造成不良后果。
为减少重复定位造成的加工误差,可采取如 下措施:
(1)改变定位元件结构
(2)撤消重复定位的定位元件:
(3)提高工件定位基准之间、定位元件定位 面之间的位置精度
二、定位元件的选择 定位表面不同,应选择不同的定位元件 (一)平面定位元件 1.主要支承:工件定位时起主要定位支承作用 (1)固定支承:定位支承点的位置固定不变
*为提高定位稳定性和刚度,以加工过的表面 定位时,可以出现重复定位。
三、定位误差的分析与计算
(一)定位误差及其计算方法
1、定位误差的概念及产生原因: *定位误差:指由于工件定位不准确,而造成
工序尺寸或位置要求方面的加工误差。
*上存在着公差范围内的差异。
2-2 工件的定位
一、工件定位原理
工件定位,就是要使工件在夹具中占据某个 确定的正确加工位置。
第一章 工件的定位

32
3、过定位与欠定位
1).分析:工件的定位支 承点少于应限制的自由度 数时,会造成什么后果? 结果:应限制了自由度来 被限制,导致加工时达不 到要求的加工精度。 ① 欠定位:加工中,工件定位点数少于应限制的自由度
数。会产生不良后果。 ② 过定位:工件的某个自由度被限制两次以上。
2).过定位是否允许?一般来说过定位将使工件定位不确定, 夹紧后会使工件或定位元件产生变形。
②过定位不一定就是完全定位? ③多于六个定位点的定位一定是过定位?
38
4、应用六点定位原则应注意的问题 1)方法问题:
①根据工序加工技术要求和工件形状的特点,确 定应限制 那些自由度,而用相应的定位点数目去消除。 ②分析时也可反过来分析哪几个自由度可不必限 制,剩下 的就是要限制的了。
(2)过定位有时是允许的,而欠定位决不允许,欠定位的 后果只导致加工时达不到加工精度。 过定位优点:使定位可能更为可靠,如冰箱有四个支 承点。 缺点:易使工件的定位精度受影响,使工件或夹具夹 39 紧后产生变形。
②优点:夹具结构简单,可避免因夹具本身的制造误差而产生
的定位误差,因此,定位精度高。 如:加工误差 < 0.01~0.005mm,采用夹具加工难以达到。 适用场合:单件小批生产中(如工具修理车间)。
(2)划线找正安装
对重、大、复杂工件的加工,往往是在待加工处划 线,然后
6 装上机床,工件在机床或夹具上位置按所 划的线进行找正定位。
10
11
三、机床夹具的分类 1、分类方法:
1)按夹具的应用范围:通用夹具、专用夹具、可调夹具、组合 夹具、随行夹具; 2)按加工类型:车床夹具、钻床夹具、镗床夹具、磨床夹具、 数控机床夹具等; 3)按夹紧力来源:手动夹具、气动夹具、液压夹具、电磁夹具、 真空夹具。 机床夹具通常按夹具的应用范围进行。
工件的定位原理及方法简介
工件以一面两孔定位时,为什么要用一个圆柱销和一个菱形销且菱形销怎么是限制一个自由度?一个零件有六个自由度,平移四向、上下两向、旋转两向。
一销可消除平移四向、旋转一向和向下移动三个自由度,再加一销会产生过定位问题,所以,改用菱形销,只留一个向上的自由度。
自由度有计算公式,点、线接触为高付,面接触为低付。
平面自由度计算公式F=3n-(2p+3q),n为自由构件数目(不含支架),p为低副数,q为高副数目数控机床上工件定位的原理在机械加工过程中为确保加工精度,在数控机床上加工零件时,必须先使工件在机床上占据一个正确的位置,即定位,然后将其夹紧。
这种定位与夹紧的过程称为工件的装夹。
用于装夹工件的工艺装备就是机床夹具。
1 工件定位的基本原理六点定位厦理工件在空问具有六个自由度,即沿x、y、z三个直角坐标轴方向的移动自由度和绕这三个坐标轴的转动自由度因此,要完全确定工件的位置,就必须消除这六个自由度,通常用六个支承点(即定位元件)来限制关键的六个自由度,其中每一个支承点限制相应的一个自由度,在如y平面上,不在同一直线上的三个支承点限制了工件的王、于三个自由度,这个平面称为主基准面;在平面上沿长度方向布置的两个支承点限制了工件的拿两个自由度,这个平面称为导向平面;工件在xoz乎面上,被一个支承点限制了,一个自由度,这个平面称为止动平面。
工件的六个自由度综上所述,若要使工件在央具中获得唯一确定的位置.就需要在夹具上合理设置相当于定位元件的六个支承点.使工件的定位基准与定位元件紧贴接触,即可消除工件的所有六个自由度.这就是工件的六苣定位原理。
工件的六点定位(2)六点定位原理的应用六点定位原理对于任何形状工件的定位都是适用的,如果违背这个原理,工件在央具中的位置就不能完全确定。
然而.用工件六点定位原理进行定位时,必须根据具体加工要求灵活运用.工件形状不同t定位表面不同,定位点的分布情况会各不相同,宗旨是使用最简单的定位方法,使工件在夹具中迅速获得正确的位置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械加工中工件的一般定位方法及定位元件
[更新日期:2007-1-8 12:58:01 | 评论 0 条 | 我要投稿 | 报告错误 ]
.工件以圆柱孔定位
各类套筒、盘类、杠杆、拨叉等零件, 常以圆柱孔定位。
所采用的定位元件有圆柱销和各种心轴。
这种定位方式的基本特点是:定位孔与定位元件之间处于配合状态,并要求确保孔中心线与夹具规定的轴线相重合。
孔定位还经常与平面定位联合使用。
(1) 圆柱销
图3-15为常用的标准化的圆柱定位销结构。
图(a)、(b)、(c)是最简单的定位销,用于不经常需要更换的情况下。
图(d)带衬套可换式定位销。
字串6
<!--[if !vml]-->
<!--[endif]-->字串8
(a) (b)
(c) (d)
图3-15 圆柱定位销字串1
(a) D>3~10 (b) D>10~18 (c) D>18 (d)带套可换定位销字串5
(2) 圆柱心轴字串3
心轴主要用于套筒类和空心盘类工件的车、铣、磨及齿轮加工。
图3-16为常用圆柱心轴的结构形式。
其中(a)为间隙配合心轴,(b)为过盈配合心轴,(c)是花键心轴。
<!--[if !vml]-->
<!--[endif]-->字串6。