聚合釜温度控制系统的设计
聚合釜设计
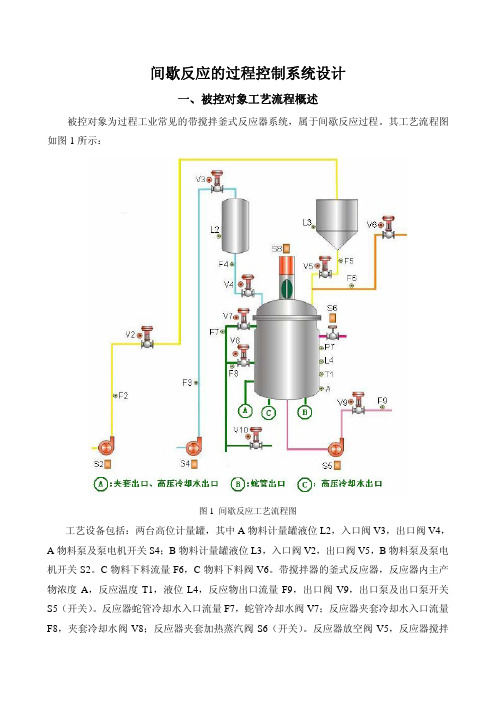
间歇反应的过程控制系统设计一、被控对象工艺流程概述被控对象为过程工业常见的带搅拌釜式反应器系统,属于间歇反应过程。
其工艺流程图如图1所示:图1 间歇反应工艺流程图工艺设备包括:两台高位计量罐,其中A物料计量罐液位L2,入口阀V3,出口阀V4,A物料泵及泵电机开关S4;B物料计量罐液位L3,入口阀V2,出口阀V5,B物料泵及泵电机开关S2。
C物料下料流量F6,C物料下料阀V6。
带搅拌器的釜式反应器,反应器内主产物浓度A,反应温度T1,液位L4,反应物出口流量F9,出口阀V9,出口泵及出口泵开关S5(开关)。
反应器蛇管冷却水入口流量F7,蛇管冷却水阀V7;反应器夹套冷却水入口流量F8,夹套冷却水阀V8;反应器夹套加热蒸汽阀S6(开关)。
反应器放空阀V5,反应器搅拌电机开关S8,高压冷却水阀V10。
间歇反应流程中相关设备尺寸如下:(1) 反应器(釜)每釜容积2500升(最大容积2800升),直径1400mm,高度2000mm,浆式搅拌器(体积忽略不计),转速90r.p.m,搅拌电机功率4.5kw(2) A物料计量罐容积180升,直径500mm,高度900mm,正常液位640mm(溢流管高度)(3) B物料计量罐容积270升,直径600mm,圆筒形部分高度800mm,圆锥形部分高度520mm,正常液位1000mm(溢流管高度)(4) A物料计量罐、B物料计量罐底到反应釜顶高差1500mm(5) A物料上料管、下料管,B物料上料管、下料管的公称直径Dg40mm(6) 反应器蛇管冷却水水管公称直径Dg50mm(7) 反应器夹套冷却水水管公称直径Dg65mm(8) 反应物出料管公称直径Dg70mm其测控条件如表1.1所示:表1.1 测控条件一览表L2 A物料计量罐液位最高640mmL3 B物料计量罐液位最高1000mmL4 反应器液位最高1600mmT1 反应温度℃P7 反应压力 MPa(绝压)F2 B物料上料流量最大8.1t/hF3 A物料上料流量最大9.72t/hF4 A物料下料流量最大9.05t/hF5 B物料下料流量最大8.68t/hF6 C物料下料流量最大42.77t/hF7 反应器蛇管冷却水入口流量最大42.84t/hF8 反应器夹套冷却水入口流量最大72.84t/h其设备参数如表1.1所示:表1.1 设备参数一览表S2 B物料上料泵开关开、关两种状态S4 A物料上料泵开关开、关两种状态S5 反应物出口泵开关开、关两种状态S6 反应器夹套加热蒸汽阀(开关阀)S8 反应器搅拌电机开关开、关两种状态V2 B物料上料阀开、关两种状态V3 A物料上料阀开、关两种状态V4 A物料下料阀开、关两种状态V5 B物料下料阀开、关两种状态V6 C物料下料阀V7 反应器蛇管冷却水入口阀V8 反应器夹套冷却水入口阀V9 反应物出料阀开、关两种状态V10 高压水入口阀开、关两种状态二、被控对象分析及控制系统综述缩合反应工序历经下料、升温、保温、出料及反应釜清洗阶段,最重要的是升温和保温两个阶段。
PVC聚合釜反应过程最优化综合控制方案

PVC 聚合釜反应过程最优化综合控制方案王 权,田 松Ξ(天津乐金大沽化学有限公司,天津300455) [关键词]PVC ;聚合反应;模型控制;模糊逻辑控制;PID ;热量衡算;CL 程序[摘 要]充分利用DCS 系统的强大功能,采用模型控制、模糊逻辑控制、变PID 参数控制、程序控制、热量衡算预估控制、串级控制、DCS 内部分程等手段,对PVC 聚合反应过程进行优化综合控制。
[中图分类号]TQ325.3 [文献标识码]B [文章编号]1009-7937(2006)01-0030-04Optimum comprehensive control scheme for PVC polymerization in polymerizersW A N G Q uan ,TIA N Song(Tianjin L G Dagu Chemical Co.,Ltd.,Tianjin 300455,China ) K ey w ords :PVC ;polymerization ;model control ;fuzzy logic control ;PID ;heat balance ;CL pro 2gram Abstract :The PVC polymerization process was controlled comprehensively and optimumly by ful 2ly utilizing the powerful functions of DCS system and using such means as model control ,fuzzy logic control ,variable PID parameter control ,program control ,heat balance estimation control ,series control and DCS inside blocking. 目前国内绝大部分PVC 生产企业均采用DCS 集散控制系统实现聚合生产全过程的自动控制,其中主要包括配方管理、全自动加料控制、聚合反应控制、反应过程监控与预测、单体回收控制、汽提和干燥进料控制等。
一种聚合反应釜的自动控制系统设计
一种聚合反应釜的自动控制系统设计1.釜的控制与调节:釜的控制主要包括控制釜的开关和关闭、控制釜内的压力、温度和搅拌速度等。
将釜的开关和关闭设置为自动控制模式,可以通过信号传感器来监测釜内的压力和温度。
当压力和温度超过设定值时,系统可以自动调节加热或冷却功能,保持在设定范围内。
搅拌速度也可以根据需要进行自动调节,以控制反应的效果。
2.温度控制:温度是影响反应过程的重要因素之一、通过设置温度传感器,可以实时监测反应釜内的温度,并将温度信号传递给控制器。
控制器根据事先设定好的反应温度曲线,自动调节加热和冷却设备,保持反应温度的稳定。
3.压力控制:在聚合反应过程中,压力的变化可能会影响反应的速率和效果。
因此,该系统应该包含压力传感器用于监测釜内的压力,并将信号传递给控制器。
控制器根据设定的反应压力范围,自动调节加热和冷却设备,保持反应釜内的压力在设定范围内。
4.进料控制:在聚合反应过程中,需要逐渐添加反应物料。
进料控制系统应包含流量传感器,用于测量反应物料的流量。
控制器根据设定的反应物料流量曲线,自动调节进料速度,以控制反应过程。
5.搅拌控制:搅拌是聚合反应过程中的一个重要步骤,可以促进反应物料的混合和均匀分布。
搅拌控制系统应包括搅拌速度传感器和控制器。
控制器根据设定的搅拌速度曲线,自动调节搅拌设备的转速,以达到所需的混合效果。
6.反应物浓度控制:在聚合反应过程中,反应物浓度的变化可能会影响反应的速率和效果。
反应物浓度控制系统应包括浓度传感器和控制器。
控制器可以根据浓度传感器测量到的反应物浓度,自动调节进料速度或反应时间,以控制反应物浓度在设定范围内。
以上是一种聚合反应釜的自动控制系统设计,包括釜的控制与调节、温度控制、压力控制、进料控制、搅拌控制和反应物浓度控制等方面。
通过自动控制系统的设计,可以提高反应的稳定性和效率,减少人工操作并降低安全隐患。
聚合反应釜温度控制系统算法简介

英才高职论坛2006年第3期(总第4期) The Foru m of Yingcai H igher Vocati onal Educati on2006No.3(Serial No.4)聚合反应釜温度控制系统算法简介3张文丽(山东英才职业技术学院机械制造及自动化工程学院,山东济南 250104) 摘要:本文总结了近20年来国内外关于聚合反应釜温控系统研究的进展情况,其中主要叙述了自适应控制、人工智能控制、模糊控制、预测控制等在聚合反应釜温控系统中的应用。
关键词:聚合反应釜;自适应控制;预测控制;模糊控制 聚合反应釜温度控制系统的数学模型具有非线性、大惯性、纯滞后以及时变等特点。
近20年来,研究人员已在聚合反应釜温度控制系统上做了大量的工作,其中包括聚合反应釜的建模与仿真、优化、计算机控制等方面。
各种先进控制技术(如自适应控制、人工智能控制、预测控制、多变量统计过程控制)的应用已受到聚合工业界的密切注意。
1.自适应控制在聚合反应釜温度控制领域中研究与应用情况 实际上有些化工对象特性是随时间变化的,这些变量可能发生复杂而幅度较大的变化。
自适应控制器参数能随工艺参数的变化,按某种最优性能自动整定。
从本质上讲,自适应控制系统具有“辨识—决策—修改”的功能,在聚合反应釜的温度控制领域中取得了一些好的效果。
例如:文献[1]对一种基于鲁棒自适应控制理论的P I D 在线自整定控制器应用于聚氯乙烯反应进行研究,结果表明,P I D在线自整定控制器与常规固定参数P I D算法相比,有更好的稳定控制行为,响应也很快稳定下来。
文献[2]把自适应模型预测控制算法应用于P MMA间歇聚合的温度控制。
实验结果表明,自适应模型预测控制器比常规P I D控制器能更好地跟踪设定点的变化,特别是在反应过程的后半部分,胶体影响更加显著的情况下,也能成功地跟踪所期望的最优温度轨迹。
文献[3]针对45m3P VC聚合釜的特长及其对温度控制的要求,采用自适应变比例控制、程序控制及串级异相分程等控制方式相结合的组合控制手段对聚合釜的温度进行控制,取得了令人满意的效果。
聚合釜控制方案

聚合釜控制方案1. 引言聚合釜是一种常用于化工、制药等产业的设备,用于混合和反应物料。
聚合釜的控制方案是指对聚合釜进行控制和监控的方法和策略。
本文将介绍一种基于PLC 控制的聚合釜控制方案。
2. 控制系统概述聚合釜的控制系统主要由PLC、HMI以及相关传感器组成。
PLC负责控制釜内的温度、压力、搅拌速度等参数,根据设定值和反馈信号进行闭环控制。
HMI用于人机交互,操作人员可以通过HMI设置和监控各种参数。
传感器用于实时测量釜内的温度、压力、搅拌速度等参数,并将数据传送给PLC进行处理。
3. PLC程序设计PLC程序设计是聚合釜控制方案的核心。
程序需根据实际需求设计,实现温度、压力和搅拌速度的闭环控制。
3.1 温度控制3.1.1 温度传感器选择合适的温度传感器进行采集,常用的有热电偶和温度传感器。
传感器的选择应考虑介质的性质和温度范围。
3.1.2 温度控制算法根据温度传感器的反馈信号和设定值,设计合适的控制算法。
常用的控制算法包括PID控制算法和模糊控制算法。
根据实际情况选择合适的控制算法。
3.2 压力控制3.2.1 压力传感器选择合适的压力传感器进行采集,常用的有压力传感器和压力变送器。
传感器的选择应考虑介质的性质和压力范围。
3.2.2 压力控制算法根据压力传感器的反馈信号和设定值,设计合适的控制算法。
常用的控制算法包括PID控制算法和模糊控制算法。
根据实际情况选择合适的控制算法。
3.3 搅拌速度控制3.3.1 转速传感器选择合适的转速传感器进行采集,常用的有光电编码器和霍尔传感器。
传感器的选择应考虑搅拌器的类型和工作范围。
3.3.2 搅拌速度控制算法根据转速传感器的反馈信号和设定值,设计合适的控制算法。
常用的控制算法包括PID控制算法和模糊控制算法。
根据实际情况选择合适的控制算法。
4. HMI界面设计HMI界面设计要简洁明了、易于操作和监控。
主要包括参数设置、工艺流程显示、报警信息显示等功能。
《2024年化工反应釜温度控制系统的研究与设计》范文

《化工反应釜温度控制系统的研究与设计》篇一一、引言在化工生产过程中,反应釜是关键的设备之一,而其温度控制系统的设计与实施则是确保生产过程顺利进行和产品质量的重要保障。
本文旨在研究并设计一套高效、稳定的化工反应釜温度控制系统,以提高生产效率和产品质量。
二、研究背景与意义随着化工行业的快速发展,对反应釜温度控制系统的要求也越来越高。
传统的温度控制系统往往存在响应速度慢、控制精度低等问题,导致生产效率低下和产品质量不稳定。
因此,研究并设计一套先进的化工反应釜温度控制系统,对于提高生产效率和产品质量具有重要意义。
三、系统设计1. 系统架构设计本系统采用分布式控制系统架构,主要由上位机监控系统和下位机控制系统组成。
上位机监控系统负责实时监测反应釜的温度、压力等参数,并通过人机界面展示给操作人员。
下位机控制系统则负责根据上位机的指令,控制加热、冷却等执行机构,以实现对反应釜温度的精确控制。
2. 温度传感器与执行机构选择温度传感器选用高精度的热电偶或热电阻传感器,具有响应速度快、精度高等特点。
执行机构包括加热器和冷却器,选用具有快速响应、稳定可靠的设备,以确保温度控制的准确性和稳定性。
3. 控制策略设计本系统采用模糊PID控制算法,结合专家系统,实现对反应釜温度的精确控制。
模糊PID控制算法能够根据实际温度与设定温度的偏差,自动调整PID参数,提高系统的响应速度和稳定性。
专家系统则根据历史数据和工艺要求,为控制策略提供参考依据。
四、系统实现1. 硬件实现硬件部分主要包括上位机监控系统和下位机控制系统。
上位机监控系统采用工业控制计算机或PLC(可编程逻辑控制器),具有强大的数据处理能力和友好的人机界面。
下位机控制系统则采用PLC或DCS(分布式控制系统)实现,具有高可靠性和稳定性。
2. 软件实现软件部分主要包括上位机监控软件和下位机控制软件。
上位机监控软件采用组态软件或自主开发的监控软件,具有实时数据采集、处理、存储和展示等功能。
聚合釜结构及工作原理

聚合釜结构及工作原理聚合釜是一种用于化学反应或材料合成过程的设备。
它主要由一个密封的锅体和与之配套的加热和搅拌系统组成。
本文将详细介绍聚合釜的结构和工作原理。
一、聚合釜的结构1. 锅体:锅体通常采用不锈钢制造,它具有良好的耐腐蚀性,高温性能和机械强度。
锅体有不同的尺寸和容积,通常从几升到数百升不等。
2. 外套管:聚合反应通常需要在温度控制下进行,因此聚合釜的外部装有外套管。
该管道可以通过流动的热媒介将热量传递至反应体内,以达到恒温控制的必要性能。
3. 加热系统:加热系统是聚合釜反应过程中非常重要的组成部分,主要包括加热器、控制系统等。
加热器通常是电加热器,也可以是其他类型的加热器,如油浴或水浴加热器。
控制系统可通过传感器测量温度,以确保反应体内温度不能超过一定范围。
4. 搅拌系统:聚合釜搅拌系统是用来保证反应混合均匀,以便提高反应效率和产品质量。
搅拌系统通常由电机、传动轴、搅拌器等部件组成。
电机通过传动轴带动搅拌器旋转,使反应体内的物质均匀混合。
5. 出料装置:反应完成后,需要将反应物料及时取出。
聚合釜的出料装置通常是一个活门或螺旋输送器。
它们可以保证反应物料快速排放,并将其送至下一步处理。
聚合釜主要用于化学反应和材料合成,其工作原理如下:1. 加料:将所需反应物料加入聚合釜中。
加料前需要先清洗杂质和残留物,以避免杂质对反应结果的干扰。
加入反应材料后,需要调整温度和搅拌速度,并开始加热。
2. 反应:当温度和搅拌速度达到设定值后,反应开始进行。
聚合釜的搅拌系统将反应物料均匀混合,使其快速达到反应状态。
反应过程中,需要不断监测温度,以保证反应不能超过一定的温度范围。
聚合釜广泛应用于化学、医药、食品、化工和生物制药等领域的反应和生产过程中。
它可以实现化学反应、生化反应、配制等过程。
聚合釜还可以用于控制材料的形态和结构,并用于材料制备过程中的溶解、合成和洗涤等操作。
聚合釜具有结构简单、操作方便、反应条件易于控制等特点,是一种广泛应用的化学反应设备。
聚合反应釜温度控制系统设计

聚合反应釜温度控制系统设计摘要聚合反应机理复杂,是强放热反应,过程具有大滞后、大惯性、非线性等特性.温度、压力、浓度及催化剂的活性与牌号等都对化学平衡产生重要影响。
因此,反应釜温度控制的效果将直接影响产品的质量及装置的正常运行,为此将反应釜温度控制回路列为重点监控回路,严格将反应釜温度控制在要求范围内。
传统的PID控制是一种基于过程参数的控制方法,具有控制原理简单、稳定性好、可靠性高、参数易调整等优点,但其设计依赖于被控对象的精确数学模型,在线整定参数的能力差,因反应釜机理复杂,各个参数在系统反应过程中时变。
因而采用一般的PID控制器无法实现对反应釜的精确控制.模糊控制和预测控制都是对不确定系统进行控制的有效方法.本文将模糊控制和预测控制结合起来运用于聚合反应釜温度控制器的设计,设计以聚合反应釜温度控制系统为中心,从控制系统的硬件系统组成、软件选用到系统的设计。
单片机以其功能强、体积小、可靠性高、造价低和开发周期短等优点,成为自动化和各个测控领域中广泛应用的器件,在温度控制系统中,单片机更是起到了不可替代的核心作用。
在工业生产中,如用于热处理的加热炉、用于融化金属的坩锅电阻炉等,都用到了电阻加热的原理.鉴于单片机技术应用的广泛性和优越性,温度控制的重要性,因而设计一种较为理想的温度控制系统是非常有价值的。
本文就是根据这一思想来展开的.结果表明预测模糊控制作为模糊控制和预测控制相结合的产物该控制方法具有使系统超调量小、调整时间短、对系统参数变化和外界干扰有较强的鲁棒性等优点,是一种提高聚合反应釜温度控制效果的有效方法。
关键词:聚合反应;预测控制;模糊控制;单片机Summary of polymerization Kettle temperature controlsystem designABSTRACTPolymerization reaction mechanism for complex,is a strong exothermic reaction, process with large time delays, large inertia, nonlinear and other features。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
辽宁工业大学 PLC应用技术课程设计(论文)题目:聚合釜温度控制系统的设计院(系):电气工程学院专业班级:测控092班学号:学生姓名:指导教师:起止时间: 2012.6.20~2012.7.3课程设计(论文)任务及评语院(系):电气工程学院教研室:测控技术与仪器注:成绩:平时20% 论文质量60% 答辩20% 以百分制计算摘要随着现代工业的逐步发展,在工业生产中,温度、压力、流量和液位是四种最常见的过程变量。
其中,温度是一个非常重要的过程变量。
例如:在冶金工业、化工工业、电力工业、机械加工和食品加工等许多领域,都需要对各种加热炉、热处理炉、反应炉和聚合釜的温度进行控制。
这方面的应用大多是基于单片机进行PID控制,然而单片机控制的DDC系统软硬件设计较为复杂,特别是涉及到逻辑控制方面更不是其长处,然而PLC在这方面却是公认的最佳选择。
随着PLC功能的扩充在许多PLC控制器中都扩充了PID控制功能,因此在逻辑控制与PID控制混合的应用场所中采用PLC控制是较为合理的,通过采用PLC来对它们进行控制不仅具有控制方便、简单和灵活性大的优点,而且可以大幅度提高被测温度的技术指标,从而能够大大提高产品的质量和数量。
因此,PLC对温度的控制问题是一个工业生产中经常会遇到的控制问题。
这也正是本课题所重点研究的内容。
本文分别就聚合釜的控制系统工作原理,温度变送器的选型、PLC配置、程序设计等几方面进行阐述。
通过改造聚合釜的控制系统具有响应快、稳定性好、可靠性高,控制精度好等特点,对工业控制有现实意义。
关键词:聚合釜;传感器;PLC;PID调节目录第1章绪论 (1)第2章课程设计的方案 (3)2.1概述 (3)2.2系统组成总体结构 (3)第3章硬件设计 (5)3.1PLC的选型和硬件配置 (5)3.2传感器的选择 (6)3.3变频器的参数设置 (7)第4章基于PLC温度控制系统软件设计 (8)4.1STEP7MICRO/WIN32软件介绍 (8)4.2系统PID算法及流程图 (8)4.2.1PID算法简介 (8)4.2.2PID算法的数字化处理 (9)4.3I/O分配 (13)4.4PLC外部接线 (14)第5章设计总结 (15)参考文献 (16)第1章绪论温度测量和控制对人类日常生活、工业生产、气象预报、物资仓储等都起着极其重要的作用。
在许多场合,及时准确获得目标的温度信息是十分重要的,近年来,温度测控领域发展迅速,并且随着数字技术的发展,温度的测控芯片也相应的登上历史的舞台,能够在工业、农业等各领域中广泛使用。
随着现代工业的逐步发展,在工业生产中,温度、压力、流量和液位是四种最常见的过程变量。
其中,温度是一个非常重要的过程变量。
例如:在冶金工业、化工工业、电力工业、机械加工和食品加工等许多领域,都需要对各种加热炉、热处理炉、反应炉和锅炉的温度进行控制。
对于不同生产情况和工艺要求下的温度控制,所采用的加热方式,燃料,控制方案也有所不同。
例如冶金、机械、食品、化工等各类工业生产中广泛使用的各种加热炉、热处理炉、反应炉等;燃料有煤气、天然气、油、电等。
温度控制系统的工艺过程复杂多变,具有不确定性,因此对系统要求更为先进的控制技术和控制理论。
这方面的应用大多是基于单片机进行PID控制,然而单片机控制的DDC系统软硬件设计较为复杂,特别是涉及到逻辑控制方面更不是其长处,PLC在这方面却是公认的最佳选择。
通过采用PLC来对它们进行控制不仅具有控制方便、简单和灵活性大的优点,而且可以大幅度提高被测温度的技术指标,从而能够大大提高产品的质量和数量。
因此,PLC对温度的控制问题是一个工业生产中经常会遇到的控制问题。
随着科学技术的不断发展,人们对温度控制系统的要求越来越高,因此,高精度、智能化、人性化的温度控制系统是国内外必然发展趋势。
这也正是本课题所重点研究的内容。
温度控制系统在工业生产中获得了广泛的应用,在工农业生产、国防、科研以及日常生活等领域占有重要的地位。
温度控制系统是人类供热、取暖的主要设备的驱动来源,它的出现迄今已有两百余年的历史。
期间,从低级到高级,从简单到复杂,随着生产力的发展和对温度控制精度要求的不断提高,温度控制系统的控制技术得到迅速发展。
当前比较流行的温度控制系统有基于单片机的温度控制系统,基于PLC 的温度控制系统,基于工控机(IPC)的温度控制系统,集散型温度控制系统(DCS),现场总线控制系统(FCS)等。
单片机的发展历史虽不长,但它凭着体积小,成本低,功能强大和可靠性高等特点,已经在许多领域得到了广泛的应用。
单片机已经由开始的4位机发展到32位机,其性能进一步得到改善。
基于单片机的温度控制系统运行稳定,工作精度高。
但相对其他温度系统而言,单片机响应速度慢、中断源少,不利于在复杂的,高要求的系统中使用。
国外温度控制系统发展迅速,并在智能化、自适应、参数自整定等方面取得成果。
日本、美国、德国、瑞典等技术领先的国家,都生产出了一批商品化的、性能优异的温度控制器及仪器仪表,并在各行业广泛应用。
目前,国外温度控制系统及仪表正朝着高精度、智能化、小型化等方面快速发展。
工控机(IPC)即工业用个人计算机。
IPC的性能可靠、软件丰富、价格低廉,应用日趋广泛。
它能够适应多种工业恶劣环境,抗振动、抗高温、防灰尘,防电磁辐射。
过去工业锅炉大多用人工结合常规仪表监控,一般较难达到满意的结果,原因是工业锅炉的燃烧系统是一个多变量输入的复杂系统。
影响燃烧的因素十分复杂,较正确的数学模型不易建立,以经典的PID为基础的常规仪表控制,已很难达到最佳状态。
而计算机提供了诸如数字滤波,积分分离PID,选择性PID。
参数自整定等各种灵活算法,以及“模糊判断”功能,是常规仪表和人力难以实现或无法实现的。
在工业锅炉温度检测控制系统中采用控机工可大大改善了对锅炉的监控品质,提高了平均热效率。
但如果单独采用工控机作为控制系统,又有易干扰和可靠性差的缺点。
第2章 课程设计的方案2.1 概述本PLC 温度控制系统的具体指标要求是:设计一个温度检测调节系统,主要用于聚合釜温度控制。
本系统的给定值(目标值)可以预先设定后直接输入到回路中;过程变量由在冷却水中的一体化温度变送器和一体化流量变送器测量并经变送器给出,为双极性模拟量;用以控制冷水阀门的开度,可以在0到100%间变化。
2.2 系统组成总体结构根据系统具体指标要求,可以对每一个具体部分进行分析设计。
整个控制系统分为硬件电路设计和软件程序设计两部分。
系统硬件框图结构如图所示:T图2.1 系统总体框图TT聚合釜出料 PLC 下位机 FT 冷却水TT整个控制系统是一个相对联系的结合体,但是又可以分开讨论。
当被控对象为聚合釜内温度,温度传感器检测聚合釜内的温度信号,经变送器将温度值转换成电压信号送入PLC 模块。
PLC 把这个测量信号与设定值比较得到偏差,经PID 运算后,发出控制信号,经可控阀门调控,从而实现聚合釜温度的控制。
如图2.2所示。
图2.2 聚合釜温度控制系统硬件框图当被控对象为冷却水流量,流量传感器检测冷却水输送管道内的流量信号,经变送器将流量值转换成电压信号送入PLC 模块。
PLC 把这个测量信号与设定值比较得到偏差,经PID 运算后,发出控制信号,经可控阀门调控,从而实现聚合釜温度的控制。
如图2.3所示。
图2.3冷却水流量检测控制硬件框图当被控对象为冷却水的温度,流量传感器检测燃烧冷却水输送管道内的温度信号,经变送器将流量值转换成电压信号送入PLC 模块。
PLC 把这个测量信号与设定值比较得到偏差,经PID 运算后,发出控制信号,经可控阀门调控,从而实图2.4 冷却水温度检测硬件框图可控阀门 聚合釜 温度传感器S7-200PLC CPU 运算处理 变送器 给定流量 可控阀门 冷却水输送管道 流量传感器S7-200PLC CPU 运算处理 变送器 给定流量 可控阀门 冷却水输送管道 温度传感器S7-200PLC CPU 运算处理 变送器 给定流量第3章硬件设计3.1PLC的选型和硬件配置S7-200 系列 PLC 是由德国西门子公司生产的一种超小型系列可编程控制器,它能够满足多种自动化控制的需求,其设计紧凑,价格低廉,并且具有良好的可扩展性以及强大的指令功能,,可代替继电器在简单的控制场合,也可以用于复杂的自动化控制系统。
由于它具有极强的通信功能,在大型网络控制系统中也能充分发挥作用。
S7-200系列可以根据对象的不同, 可以选用不同的型号和不同数量的模块。
并可以将这些模块安装在同一机架上。
SiemensS7-200 主要功能模块介绍:(1)CPU 模块S7-200的CPU 模块包括一个中央处理单元,电源以及数字I/O 点,这些都被集成在一个紧凑,独立的设备中。
CPU 负责执行程序,输入部分从现场设备中采集信号,输出部分则输出控制信号,驱动外部负载.从 CPU 模块的功能来看, CPU 模块为CPU22*,它具有如下五种不同的结构配置CPU 单元:①CPU221 它有 6 输入/4 输出,I/0 共计 10 点.无扩展能力,程序和数据存储容量较小,有一定的高速计数处理能力,非常适合于少点数的控制系统。
②CPU222 它有8 输入/6 输出,I/0 共计 14 点,和 CPU 221 相比,它可以进行一定的模拟量控制和2个模块的扩展,因此是应用更广泛的全功能控制器。
③CPU224 它有 14 输入/10 输出,I/0 共计 24 点,和前两者相比,存储容量扩大了一倍,它可以有 7 个扩展模块,有内置时钟,它有更强的模拟量和高速计数的处理能力,是使用得最多S7-200 产品。
④CPU226 它有 24 输入/16 输出,I/0 共计 40 点,和 CPU224 相比,增加了通信口的数量,通信能力大大增强。
它可用于点数较多,要求较高的小型或中型控制系统。
⑤CPU226XM 它在用户程序存储容量和数据存储容量上进行了扩展,其他指标和 CPU226相同。
(2)开关量 I/O 扩展模块当 CPU 的 I/0 点数不够用或需要进行特殊功能的控制时,就要进行 I/O 扩展,I/O 扩展包括 I/O 点数的扩展和功能模块的扩展。
通常开关量 I/O 模块产品分 3 种类型:输入模块,输出模块以及输入/输出模块。
为了保证 PLC 的工作可靠性,在输入模块中都采用提高可靠性的技术措施。
如光电隔离,输入保护(浪涌吸收器,旁路二极管,限流电阻),高频滤波,输入数据缓冲器等。
由于 PLC 要控制的对象有多种,因此输出模块也应根据负载进行选择,有直流输出模块, 交流输出模块和交直流输出模块。
按照输出开关器件种类不同又分为 3 种:继电器输出型,晶体管输出型和双向晶闸管输出型。