钎焊硬钎剂ppt
合集下载
钎焊介绍课件
◦ 5.热水浸泡后.再在体积分数为10% 的硝酸和体积分数为0 25%氢氟酸中浸 渍2—3min。 储运保管:存放在阴凉干 燥处,注意防潮.不可食用。
◦ 银钎剂
◦ 使用范围:配合银基钎料钎焊铜及铜合金、不锈钢、 硬质合金、金刚石聚晶片等多种材料,可用于炉中 钎焊、火焰钎焊、高频钎焊。 物理状态:白色粉末状.颗粒度≤150μm 执行标准:JB/T6045—92《硬钎焊用钎剂》 主要成分:KF、KBF4、B2O3,复合氟硼酸盐、复合 硼酸盐、活性剂。不含禁用物质。
钎焊
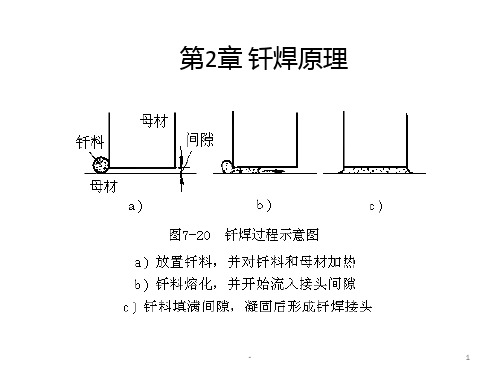
钎焊是利用熔点比母材低的金属作为钎料,加热 后,钎料熔化,焊件不熔化,利用液态钎料润 湿母材,填充接头间隙并与母材相互扩散,将 焊件牢固的连接在一起。 根据钎料熔点的不同,将钎焊分为软钎焊和 硬钎焊。
钎剂的作用有:
•去除氧化膜和油污等杂质
•保护母材接触面和钎料不受 氧化
•增加钎料的润湿性和毛细流 动性
在850-1150℃范围钎焊铜、钢及不锈钢 的助熔剂。
◦ 说明:
铜及铜合金应用较广,除了用来焊接各种铜合金,
由于具有良好的耐蚀性和耐磨性,因此常用于堆焊受 金属间磨擦磨损的另件(如轴承、阀门密封面)和耐 海水腐蚀另件(如螺旋浆)等。此外,黄铜焊丝更广 泛用于钎焊碳钢、铸铁、硬质合金刀具等。
铜及铜合金焊条操作较钢焊条困难,焊前需预热并 用较大的焊接电流。
选用合适的焊丝进行氩弧钎焊,可大大减少焊件的 变形。
黄铜焊丝进行氧-乙炔气焊时应配合CJ301铜气焊熔 剂共同使用,钎焊时则应选用QJ302铜钎焊熔剂。如 果采用涂熔剂的黄铜药皮焊丝如S221F、S222F和 S225F时则不用另加熔剂便可施焊。
铜及铜合金焊条
◦
牌号
相当国 际
相当AWS 特 性 及 用 途
◦ 银钎剂
◦ 使用范围:配合银基钎料钎焊铜及铜合金、不锈钢、 硬质合金、金刚石聚晶片等多种材料,可用于炉中 钎焊、火焰钎焊、高频钎焊。 物理状态:白色粉末状.颗粒度≤150μm 执行标准:JB/T6045—92《硬钎焊用钎剂》 主要成分:KF、KBF4、B2O3,复合氟硼酸盐、复合 硼酸盐、活性剂。不含禁用物质。
钎焊
钎焊是利用熔点比母材低的金属作为钎料,加热 后,钎料熔化,焊件不熔化,利用液态钎料润 湿母材,填充接头间隙并与母材相互扩散,将 焊件牢固的连接在一起。 根据钎料熔点的不同,将钎焊分为软钎焊和 硬钎焊。
钎剂的作用有:
•去除氧化膜和油污等杂质
•保护母材接触面和钎料不受 氧化
•增加钎料的润湿性和毛细流 动性
在850-1150℃范围钎焊铜、钢及不锈钢 的助熔剂。
◦ 说明:
铜及铜合金应用较广,除了用来焊接各种铜合金,
由于具有良好的耐蚀性和耐磨性,因此常用于堆焊受 金属间磨擦磨损的另件(如轴承、阀门密封面)和耐 海水腐蚀另件(如螺旋浆)等。此外,黄铜焊丝更广 泛用于钎焊碳钢、铸铁、硬质合金刀具等。
铜及铜合金焊条操作较钢焊条困难,焊前需预热并 用较大的焊接电流。
选用合适的焊丝进行氩弧钎焊,可大大减少焊件的 变形。
黄铜焊丝进行氧-乙炔气焊时应配合CJ301铜气焊熔 剂共同使用,钎焊时则应选用QJ302铜钎焊熔剂。如 果采用涂熔剂的黄铜药皮焊丝如S221F、S222F和 S225F时则不用另加熔剂便可施焊。
铜及铜合金焊条
◦
牌号
相当国 际
相当AWS 特 性 及 用 途
钎焊第四讲 钎料
cu075227图421sncu共晶组织照片图422ag对sn07cu拉伸性能的影响添加ag细化cu6sn5金属间化合物的晶粒43al基钎料图423alsi二元相图表44al基钎料的化学成分及物理性能ag基钎料agmnagcuagcuzn等表45ag基钎料的化学成分及物理性能cu基钎料表45cu基钎料的化学成分及物理性能cucupcuzn等ni基钎料表46ni基钎料的化学成分及物理性能au基钎料表47ni基钎料的化学成分及物理性能ti基钎料表48ti基钎料的化学成分及物理性能cunizr图43amdry研制的805钎料用于低成本高强度的不锈钢热交换器钎料的使用形式
Sn-80%Au
3. 高强度焊锡
+2%Ag, Ag3Sn细晶强化
锡黑死病(锡疫)
•不是人摄入Pb所得 的病;
•是Sn工件得病;
特征与传染病相似: •有潜伏期;
•表面形貌类似病理 上的囊肿;
图4.9 冷却管上发现的Sn黑死病
事实上含Pb的Sn,反而不会出现黑死病现象
表4.3 Sn的同素异构体
转变温度:13.2 oC Sn黑死病发生的特征: 产生很大过冷,潜伏期长; 在表面发生,从不在内部发生; 伴随体积膨胀产生的龟裂和粉末; 由金属颜色变灰色; 加工促进转变;
Ag基钎料
Ag-Mn, Ag-Cu, Ag-Cu-Zn等
表4.5 Ag基钎料的化学成分及物理性能
Cu基钎料
Cu, Cu-P, Cu-Zn等
表4.5 Cu基钎料的化学成分及物理性能
Ni基钎料
表4.6 Ni基钎料的化学成分及物理性能
Au基钎料
表4.7 Ni基钎料的化学成分及物理性能
Ti基钎料
Cu, Ni, Zr, Be等
钎料的牌号
Sn-80%Au
3. 高强度焊锡
+2%Ag, Ag3Sn细晶强化
锡黑死病(锡疫)
•不是人摄入Pb所得 的病;
•是Sn工件得病;
特征与传染病相似: •有潜伏期;
•表面形貌类似病理 上的囊肿;
图4.9 冷却管上发现的Sn黑死病
事实上含Pb的Sn,反而不会出现黑死病现象
表4.3 Sn的同素异构体
转变温度:13.2 oC Sn黑死病发生的特征: 产生很大过冷,潜伏期长; 在表面发生,从不在内部发生; 伴随体积膨胀产生的龟裂和粉末; 由金属颜色变灰色; 加工促进转变;
Ag基钎料
Ag-Mn, Ag-Cu, Ag-Cu-Zn等
表4.5 Ag基钎料的化学成分及物理性能
Cu基钎料
Cu, Cu-P, Cu-Zn等
表4.5 Cu基钎料的化学成分及物理性能
Ni基钎料
表4.6 Ni基钎料的化学成分及物理性能
Au基钎料
表4.7 Ni基钎料的化学成分及物理性能
Ti基钎料
Cu, Ni, Zr, Be等
钎料的牌号
钎剂ppt课件
(2)去膜剂:溶解钎焊金属和钎料的表面氧化膜,常 用碱金属和碱性金属的氟化物。 (3)活性剂:活化钎剂,以加速氧化物的溶解和改善 钎料在钎焊金属上的润湿,常用氯化锌、硼酐等。
软钎剂
无机软钎剂
无机软钎剂
无机软钎剂
无机软钎剂
常用无机软钎剂
有机软钎剂
有机软钎剂
有机软钎剂
有机软钎剂
• 松香一般以粉末或以酒精、松节油溶液的形式使用。 • 松香钎剂只能在300℃以下使用,超过此温度时将碳化而 失效。
硬钎剂
硬钎剂
硬钎剂
硼砂和硼酸作钎剂存在下列缺点
• 活性温度高,均在800℃以上,只能配合铜基钎 料使用 • 去氧化物的能力不强,不能去除铬、硅、铝、钛 等的氧化物。因此不能用来钎焊含这些元素多的 合金钢、不锈钢和高温合金。 • 残渣对金属的腐蚀作用虽然不大,但在接头表面 形成玻璃状硬壳,他它不溶于水,也难用机械方 法清楚干净。
钎剂
什么是钎剂?
钎剂是钎焊过程中用的
熔剂 对于大多数钎焊方法来说 : 钎剂是不可缺少的
去膜的必要性
钎剂
• 其目的是通过防止母材和钎料氧化,配合钎料促 进钎焊接头的形成。 • 通过清除工件表面氧化物,钎剂还起到减少表面 张力和促进钎料流动性的作用。 • 钎焊保护气体或真空条件也可视作一种特殊的钎 剂,保护气体或真空在工件周围提供了一个活性 或惰性的保护气氛,起到的也是钎剂作用。
可加水调制成膏,或加灼热的钎料插入粉状 钎剂中,或直接撒于接头处. 最长用的形式,直接刷涂在接头或钎料上
可将母材浸入悬浮液当中施加钎剂
钎剂清理
• 由有机酸及盐组成的钎剂,一般都溶于水,可采用热水洗 涤。由无机酸组成的软钎剂溶于水,因此可用热水洗涤。 含碱金属及碱土金属氯化物的钎剂(例如氯化锌),可用 2%盐酸溶液洗涤 • 硬钎焊用的硼砂和硼酸钎剂残渣基本上不溶于水,很难去 除,一般用喷砂去除。比较好的方法是将已钎焊的工件在 热态下放入水中,使钎剂残渣开裂而易于去除 .
焊接课件之模块五钎焊

咸阳职业技术学院
XIANYANG VOCATIONAL AND TECHNICAL COLLEG
焊接方法与设备(钎焊)
• (2)硬钎剂
• 常用的硬钎剂有硼砂、硼酸(活性温 度高,均在800℃以上,只能配合铜基钎 料使用,去氧化物能力差,不能去除Cr、 Si、Al、Ti等的氧化物)、KBF4(氟硼 酸钾,熔点低,去氧化能力强,是熔点 低于750℃银基钎料的适宜钎剂)等。
咸阳职业技术学院
XIANYANG VOCATIONAL AND TECHNICAL COLLEG
焊接方法与设备(钎焊)
3. 零件的装配和固定
• 经过表面准备处理的零件在实施钎焊 前必须先按图纸进行装配,可以用来固 定零件的方法很多。对于尺寸小,结构 简单的零件,可采用较简易的固定方法, 诸如依靠自重、紧配合、滚花、翻边、 扩口、旋压、模锻、收口、咬边、开槽 和弯边、夹紧、定位销、螺钉、铆接、 点焊等。对于结构复杂,生产量较大的 焊件,主要装配固定方法是使用夹具。
咸阳职业技术学院
XIANYANG VOCATIONAL AND TECHNICAL COLLEG
焊接方法与设备(钎焊)
硬钎焊
硬钎焊是指使用的钎料熔点高于450℃的钎焊。其主
要加热方式有:火焰加热、电阻加热、感应加热、炉内加
热、盐浴加热等。软钎焊的接头强度不高(>500MPa)。
硬钎焊所用的钎剂主要有:硼砂、硼酸和氟化物等。 硬钎料主要用于钎焊受力大,工作温度较高的工件。
咸阳职业技术学院
XIANYANG VOCATIONAL AND TECHNICAL COLLEG
焊接方法与设备(钎焊)
2.钎料的编号
• 国标:B(表钎料代号(Braze))+化学元 素符号(表钎料的基本组元)+数字(表基 本组元的质量分数(%))+元素符合(表 钎料的其它组元,按含量多少排序,不标含 量(最多不超过6个))----其它特性标记 (表钎料的某些特性,如“V”表示真空级 钎料,“R”表示即可作钎料,又可作气焊 丝的铜锌含量)。 • 如:B(钎料代号)Ag72Cu(银基钎料 WAg=72%,并含有铜元素)---V(真空级钎
第2章--钎焊原理PPT课件
3、钎剂的影响
4、母材表面粗糙度的影响(当钎料与母材的相互作用弱 时,影响大,作用大时,影响小)
5、温度的影响(液体的表面张力随着温度升高而降低)
-
5
§2.2 液态钎料的填缝
§2.2.1 液态钎料在垂直放置的平行间隙中的填缝
当将两互相平行的金属 板垂直插入液态钎料中 时,假设平行金属板无 限大,钎料量无限多,由 于存在毛细作用,如果 钎料可以润湿金属板, 则会出现图(a)所示的 情形,否则,则会出现图 (b)的情形。
钎焊区的低氧分压外,还与氧化膜直接发生作用予
以消除氧化膜。
-
18
氧化膜直接发生作用予以消除氧化膜。 通常采用氢,也可以使用CO。两者相比
,氢活泼得多。
MemOn + nH2 = mMe + nH2O Kp与氢中水蒸气含量有关。
露点—气体所含水蒸气开始凝聚成水的温度。 气体中水蒸气含量越少,则它的露点温度越低。
-
17
4. 氧化膜为母材所溶解;如TiO2在高于700℃溶
入Ti中。
5. 被母材合金元素还原去除;如Mg还原Al2O3。
6. 液态钎料的吸附作用使氧化膜强度下降,破
碎弥散并溶入钎料中。可能是上述作用的相互补充
。氧化物的挥发可能性较大。真空比中性气氛有较
好的去膜作用。
3 活性气体
活性气体介质除能防止母材和钎料氧化及保证
-
14
2 真空
粗真空 101kPa~1.33kPa
(760~10Torr)
低真空 1.33kPa~133mPa
(10~10-3Torr)
高真空 133mPa~133×10-5mPa
(10-3~10-8Torr)
超高真空 133×10-5mPa以下
4、母材表面粗糙度的影响(当钎料与母材的相互作用弱 时,影响大,作用大时,影响小)
5、温度的影响(液体的表面张力随着温度升高而降低)
-
5
§2.2 液态钎料的填缝
§2.2.1 液态钎料在垂直放置的平行间隙中的填缝
当将两互相平行的金属 板垂直插入液态钎料中 时,假设平行金属板无 限大,钎料量无限多,由 于存在毛细作用,如果 钎料可以润湿金属板, 则会出现图(a)所示的 情形,否则,则会出现图 (b)的情形。
钎焊区的低氧分压外,还与氧化膜直接发生作用予
以消除氧化膜。
-
18
氧化膜直接发生作用予以消除氧化膜。 通常采用氢,也可以使用CO。两者相比
,氢活泼得多。
MemOn + nH2 = mMe + nH2O Kp与氢中水蒸气含量有关。
露点—气体所含水蒸气开始凝聚成水的温度。 气体中水蒸气含量越少,则它的露点温度越低。
-
17
4. 氧化膜为母材所溶解;如TiO2在高于700℃溶
入Ti中。
5. 被母材合金元素还原去除;如Mg还原Al2O3。
6. 液态钎料的吸附作用使氧化膜强度下降,破
碎弥散并溶入钎料中。可能是上述作用的相互补充
。氧化物的挥发可能性较大。真空比中性气氛有较
好的去膜作用。
3 活性气体
活性气体介质除能防止母材和钎料氧化及保证
-
14
2 真空
粗真空 101kPa~1.33kPa
(760~10Torr)
低真空 1.33kPa~133mPa
(10~10-3Torr)
高真空 133mPa~133×10-5mPa
(10-3~10-8Torr)
超高真空 133×10-5mPa以下
钎焊方法及工艺PPT课件

• 1.1 钎焊
• 钎焊与熔化焊不同,它是采用液相线温度 比母材固相线温度低的金属材料作钎料, 将母材和钎料加热到钎料熔化,利用液态 钎料润湿母材,填充接头间隙并与母材溶 解和扩散而实现连接母材的方法。
• 钎焊是一种用于材料连接或材料涂层的热 连接方法,在连接处是通过钎料的熔化或 接触而的扩散作用实现焊接,母材没有达 到熔化温度。
• ①铜基钎料
• 铜基钎料由于其经济性好,在钢、合金钢、 铜和铜合金的钎焊方面获得了广泛的应用。 标准GB64l8-93中将铜基钎粉分为铜,铜锌 和铜磷钎料。
• ②银基钎料
• 银基钎料是应用最广泛的一类硬钎料,由于 熔化温度不很高,能润湿很多金属,并且有 良好的强度、延性、导热性、导电性和抗腐 蚀性。广泛应用于钎焊低碳钢、结构钢、不 锈钢、铜及铜合金、可伐合金、难熔金属等。
2、钎焊材料
• 2.1对钎焊材料的基本要求 a) 合适的熔化温度范围,一般比母材的熔化 温度低;
b) 在钎焊温度下具有良好的润湿作用,能充 填充接头间隙;
c) 与母材的物理、化学作用应保证它们之问 形成牢固的结合;
d) 成份稳定尽可能减少钎焊温度下元素的损 耗:少含或不含稀有金属和贵重金属;
e) 能满足钎焊接头物理、化学及力学性能等 要求。
• (3)钎剂
• 钎剂的主要用途:去除母材和液态钎料表 而上的氧化物,保护母材和钎料在加热过 程中不致进一步氧化以及改善钎料对母材 表面的润湿能力。
• 钎剂应具备以下条件:
• ①具有足够的去除母材及钎料表面氧化物 的能力;
• ②熔化温度及最低活性温度略低于钎料的 熔化温度;
• ③在钎焊温度下具备足够的润湿能力。
a、 外观检查;
度和钎缝的致密性。 表4给出了各种材料组合适用的钎料。
• 钎焊与熔化焊不同,它是采用液相线温度 比母材固相线温度低的金属材料作钎料, 将母材和钎料加热到钎料熔化,利用液态 钎料润湿母材,填充接头间隙并与母材溶 解和扩散而实现连接母材的方法。
• 钎焊是一种用于材料连接或材料涂层的热 连接方法,在连接处是通过钎料的熔化或 接触而的扩散作用实现焊接,母材没有达 到熔化温度。
• ①铜基钎料
• 铜基钎料由于其经济性好,在钢、合金钢、 铜和铜合金的钎焊方面获得了广泛的应用。 标准GB64l8-93中将铜基钎粉分为铜,铜锌 和铜磷钎料。
• ②银基钎料
• 银基钎料是应用最广泛的一类硬钎料,由于 熔化温度不很高,能润湿很多金属,并且有 良好的强度、延性、导热性、导电性和抗腐 蚀性。广泛应用于钎焊低碳钢、结构钢、不 锈钢、铜及铜合金、可伐合金、难熔金属等。
2、钎焊材料
• 2.1对钎焊材料的基本要求 a) 合适的熔化温度范围,一般比母材的熔化 温度低;
b) 在钎焊温度下具有良好的润湿作用,能充 填充接头间隙;
c) 与母材的物理、化学作用应保证它们之问 形成牢固的结合;
d) 成份稳定尽可能减少钎焊温度下元素的损 耗:少含或不含稀有金属和贵重金属;
e) 能满足钎焊接头物理、化学及力学性能等 要求。
• (3)钎剂
• 钎剂的主要用途:去除母材和液态钎料表 而上的氧化物,保护母材和钎料在加热过 程中不致进一步氧化以及改善钎料对母材 表面的润湿能力。
• 钎剂应具备以下条件:
• ①具有足够的去除母材及钎料表面氧化物 的能力;
• ②熔化温度及最低活性温度略低于钎料的 熔化温度;
• ③在钎焊温度下具备足够的润湿能力。
a、 外观检查;
度和钎缝的致密性。 表4给出了各种材料组合适用的钎料。
钎焊方法PPT课件

NaCl 30 22 22 22.5 -
成分 %
CaCl2 BaCl2
-
65
48
30
-
48
50
50
77.5 -
-
100
Tm /℃ KCl
TB /℃
5 510 570~900
- 435 485~900
30 550 605~900
0 595 655~900
- 635 665~1300
- 962 1000~1300 第16页/共30页
I 4.44B S f W 1012 (A) Z
由于感应电流具有集肤效应,即焊件表 面的感应电流强度大,而内部较小。这样, 焊件内部的加热只能靠表面向内部的热传导 来实现,从而造成了焊件上温度的不均匀, 而且频率越高,电流强度的分布越不均匀。
所以,对于感应钎焊,选用过高的频率 并不利,一般钎焊时频率为500kHz左右。
第10页/共30页
• 钎剂:膏状或液态
• 钎料:箔状、丝状、粉未状、膏状、或在焊件 上预镀钎料层。
• 特点:加热迅速,氧化少,主要钎焊较小工件
感应钎焊时常使用一些辅助夹具来夹持 和定位焊件,这对于提高生产率和保证钎焊质 量有重要作用。感应钎焊的操作简单,易于实 现自动化,且钎焊第质11页量/共也30页易于保证。
•
烙铁钎焊
•
火焰钎焊
•
电阻钎焊
•
感应钎焊
•
浸沾钎焊
•
炉中钎焊扩散钎焊
•
其它钎焊方法
第1页/共30页
4.1 烙铁钎焊(iron soldering)
利用烙铁头部积聚 的热量来实现钎焊加热。 特点:
温度低 应用范围 :
钎焊工艺介绍 PPT

9
钎焊焊料—硬钎料
硬钎料由于强度相对较高,可用于钎焊受力构件。硬钎料包括: AI基钎料:用于钎焊铝及铝合金 Ag基钎料:综合性能优良,可以钎焊各种金属,是应用最广的一类硬钎料。 Cu基钎料:
铜钎料:钎焊碳钢、低合金钢。 铜锌钎料:多种钎焊方法焊多种金属。 铜磷钎料:主要用于钎焊铜和铜合金,在电机制造和制冷设备应用广泛。 Ni基钎料:性能优良,可焊多种金属。
通常可采用钎剂、气体介质、机械方法 和物理方法清除。
钎剂既可以防止工件及钎料氧化,又可 以去除其氧化膜,还可以减小表面张力促进 钎料流动,配合钎焊接头的形成。
11
钎焊焊料—钎剂
12
钎焊气体介质及其作用
钎焊中使用的中性气体主要是氩,个别情况下也用氮。 氩是惰性气体,主要是起保护作用,没有直接去除氧化膜的能力。有
合件的尺寸精度、零件的装配定位、钎料的安置、钎焊接头的间隙等工艺 问题。
钎焊接头大多采用搭接形式。 在生产实践中,对采用银基、铜基、镍基等强度较高的钎料钎焊接头, 搭接长度通常取为薄件厚度的2~3倍;对用锡铅等软钎料钎焊接头,可取 为薄件厚度的4~5倍,但不希望搭接长度大于15mm。
5、电阻钎焊(resistance brazing) (加热极快,生产率高)
17
钎焊方法与工艺
6、感应钎焊(induction brazing)(加热迅速,氧化 少,主要钎焊比较小的工件)
18
二、钎焊工艺
钎焊生产工艺包括钎焊前工件表面准备、装配、安置钎料、钎焊、钎 后处理等各工序。
1、钎焊接头设计 设计钎焊接头时,首先应考虑接头的强度,其次还要考虑如何保证组
14
钎焊方法与工艺
2、火焰钎焊(torch brazing ; torch soldering)
钎焊焊料—硬钎料
硬钎料由于强度相对较高,可用于钎焊受力构件。硬钎料包括: AI基钎料:用于钎焊铝及铝合金 Ag基钎料:综合性能优良,可以钎焊各种金属,是应用最广的一类硬钎料。 Cu基钎料:
铜钎料:钎焊碳钢、低合金钢。 铜锌钎料:多种钎焊方法焊多种金属。 铜磷钎料:主要用于钎焊铜和铜合金,在电机制造和制冷设备应用广泛。 Ni基钎料:性能优良,可焊多种金属。
通常可采用钎剂、气体介质、机械方法 和物理方法清除。
钎剂既可以防止工件及钎料氧化,又可 以去除其氧化膜,还可以减小表面张力促进 钎料流动,配合钎焊接头的形成。
11
钎焊焊料—钎剂
12
钎焊气体介质及其作用
钎焊中使用的中性气体主要是氩,个别情况下也用氮。 氩是惰性气体,主要是起保护作用,没有直接去除氧化膜的能力。有
合件的尺寸精度、零件的装配定位、钎料的安置、钎焊接头的间隙等工艺 问题。
钎焊接头大多采用搭接形式。 在生产实践中,对采用银基、铜基、镍基等强度较高的钎料钎焊接头, 搭接长度通常取为薄件厚度的2~3倍;对用锡铅等软钎料钎焊接头,可取 为薄件厚度的4~5倍,但不希望搭接长度大于15mm。
5、电阻钎焊(resistance brazing) (加热极快,生产率高)
17
钎焊方法与工艺
6、感应钎焊(induction brazing)(加热迅速,氧化 少,主要钎焊比较小的工件)
18
二、钎焊工艺
钎焊生产工艺包括钎焊前工件表面准备、装配、安置钎料、钎焊、钎 后处理等各工序。
1、钎焊接头设计 设计钎焊接头时,首先应考虑接头的强度,其次还要考虑如何保证组
14
钎焊方法与工艺
2、火焰钎焊(torch brazing ; torch soldering)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硬钎剂
硬钎剂
硼酸
硼酸H3BO3为白色六 角片状晶体,可溶于 水和酒精,加热时分 解,形成硼酐B2O3 反应式如下: 2H3BO3→B2O3+3H2O↑ 硼酐的熔点为580℃, 它能与铜、锌、镍和铁 的氧化物形成易熔的硼 酸盐,反应式如下:
MeO+B2O3→MeO•B2O3
硬钎剂
改善硼砂的性能(碱性金属)
硬钎剂
钎剂的组成 化学成分
硼砂、 硼砂、硼酸及其混合体为基体 碱金属或碱土金属的氟化物、 碱金属或碱土金属的氟化物、 氟硼酸盐
硬钎剂
硬钎剂的性能
钎剂的性能要求
具有溶解或破坏表面氧化膜的足够能力 熔点和最低活性温度低于钎料熔点 良好的热稳定性 在钎焊温度范围,粘度小、流动性好 密度小于熔化钎料 钎剂及残渣不应有强烈的腐蚀作用 残渣容易去除
硬钎剂
钎剂的组成 结构
(1)覆盖剂:在钎焊时形成致密的液态薄膜,覆盖 在钎焊时形成致密的液态薄膜, 在钎焊时形成致密的液态薄膜 于钎料和钎焊金属表面,这是钎剂的基本组分, 于钎料和钎焊金属表面,这是钎剂的基本组分, 覆盖剂常用硼化物和氯化物。 覆盖剂常用硼化物和氯化物。 (2)去膜剂:溶解钎焊金属和钎料的表面氧化膜, (2)去膜剂:溶解钎焊金属和钎料的表面氧化膜, 溶解钎焊金属和钎料的表面氧化膜 常用碱金属和碱性金属的氟化物。 常用碱金属和碱性金属的氟化物。 (3)活性剂:活化钎剂,以加速氧化物的溶解和改 活化钎剂, 活化钎剂 善钎料在钎焊金属上的润湿,常用氯化锌、 善钎料在钎焊金属上的润湿,常用氯化锌、硼酐 等。
硼砂和硼酸的混合物是应用很广的钎剂,降低熔点、减小钎剂的表面张力
硬钎剂
硬钎剂的性能 缺点
硼砂和硼酸作钎剂存在下列缺点: (1)活性温度高,均在800℃以上,只 能配合铜基钎料使用 (2)去氧化物的能力不强,不能去除铬、 硅、铝、钛等的氧化物。因此不能用来钎焊 含这些元素多的合金钢、不锈钢和高温合金。 (3)残渣对金属的腐蚀作用虽然不大, 但在接头表面形成玻璃状硬壳,他它不溶于 水,也难用机械方法清楚干净。
铜硬钎焊技术
硬钎剂
硬钎剂
硬钎料的熔点均在600℃以上,因此硬钎剂也必 须相应地具有较高的熔点。现有硬钎剂主要是以 硼砂,硼酸及他们的混合物作为基体,在添加某 些咸金属或咸土金属的氟化物、氟硼酸盐等,来 获得合适的活性温度范围和增强去除氧化物的能 力。
硬钎剂
硬钎剂的作用
钎焊时使用的金属连接材料。 是一种溶剂。其作用有3个 方面: (1)清除钎焊金属和钎料表面 的氧化物; (2)保护钎焊金属和钎料,使 其在钎焊过程中免遭氧化; (3)改善液态钎料在钎焊金属 上的润湿。
硬钎剂
硬钎剂的性能
硼酸的去膜机理
硼酸加热时分解,形成硼酐, 其熔点是580 ℃ 硼酐与铜、锌、镍和铁的氧 化物形成易溶的硼酸盐 但在900 ℃ 以下时,硼酐的 粘度很大,去膜能力也差
硼砂的去膜机理
硼砂在741℃熔化,分解成硼酐 和偏硼酸钠 硼酐与金属氧化物形成易溶的硼 酸盐 偏硼酸钠与硼酸盐形成熔点更低 的复合化合物 硼砂的去膜能力强于硼酸 但熔点较高,在800℃以下粘度 大,流动性不好
硬钎剂
硬钎剂的表示方法
表格1 表格1
硬钎剂
硬钎剂的表示方法
硬钎剂
几个牌号的钎剂
硬钎剂
谢谢!
硬钎剂
硼砂
硼砂在741℃熔化,在 液态下分解成硼酐和偏 硼酸钠,方程式如下:
Na2B4O7→B2O3+2NaBO2
偏硼酸钠能与硼酸盐形 成熔点更低的复合化合 物,方程式如下:
MeO+2NaBO2+B2O3→(NaBO2)2 •Me(BO2)2
硬钎剂
硬钎剂的性能
改善
当钎焊表面存在氧化物(如SiO2)的母材时,可在 钎剂中添加适量的钠盐,如碳酸钠,钎焊时发生反 应:
SiO2+2Na2CO3→(Na2O)•2Si2+2CO2 形成易溶的盐,进入渣中。
硬钎剂
硬钎剂的性能
改善
Hale Waihona Puke 氟硼酸钾KBF的作用降低熔点
氟硼酸钾的熔点为540℃
增强去膜能力
氟硼酸钾熔化后分解为KF和BF 氟硼酸钾熔化后分解为 和 3
加入CaF2, 可以提高去 膜能力,但 熔点高; 加入KF,可 以同时提高 去膜能力, 降低熔点和 表面张力
CaF2
表面张力 表面张力,MJ/m
B2O3
KF
Na2B4O7
组分含量,wt%
硬钎剂
Na2B6O10
8
Na2B4O7
Na2B8O13
45 含量,%
硬钎剂 B2O3
硬钎剂的表示方法
钎剂型号由硬钎焊用钎剂代号“FB” (furnace brazing)和根据钎剂的主要元素 组分划分的四种种类代号“1,2,3,4”的 数字组成及钎剂顺序号表示。X3 分别用大写 字母S(粉末状、粒状)、P(膏状)、L (液态)表示钎剂的形态。
KBF
Cr O3 + BF →2CrF + B2O3 2 3 3
可作为钎剂的主体
硬钎剂
三氟化硼具有比氟化钾更强的去膜能力 生成的硼酐还可以进一步起去膜作用
4
→
KF
+ BF
3
硬钎剂的性能
由状态 图可以 看出, 钎剂中 的硼酸 含量多 时,可 以降低 钎剂的 熔点。
改善
硼砂-硼酸平衡状态图
温度 温度,℃
硬钎剂 brazing flux,soldering flux
钎焊的分类 硬钎焊 硬钎剂的作用 硬钎剂的组成及性能 硬钎剂的表示方法
硬钎剂
钎焊的分类
钎料的分类
以熔点区分:低于450℃ 易熔钎料(软钎料) 以熔点区分:低于 易熔钎料(软钎料) 高于450℃ 难熔钎料(硬钎料) 高于 难熔钎料(硬钎料) 以组成钎料的主要元素分: 以组成钎料的主要元素分: 锡基、铅基、镉基、锌基等; 软钎料 锡基、铅基、镉基、锌基等; 铝基、银基、铜基、锰基、镍基等。 硬钎料 铝基、银基、铜基、锰基、镍基等。