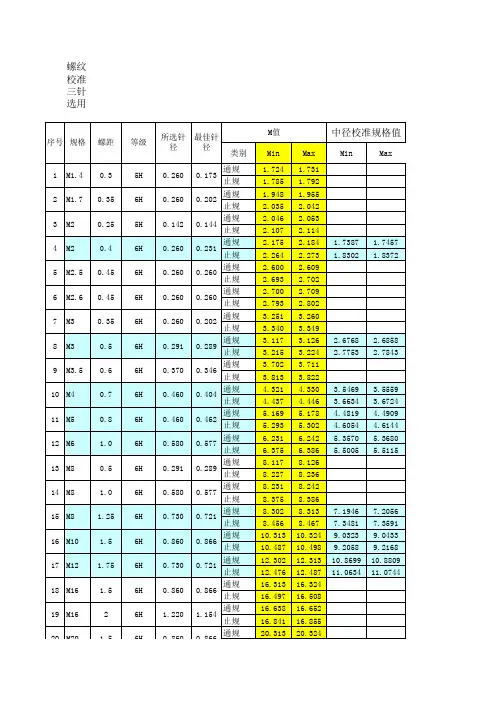
螺纹通止规基本尺寸与校正
螺纹通止规尺寸标准
螺纹通止规尺寸标准螺纹通止规是机械制造中常用的一种连接零件的螺纹规格,其尺寸标准对于保证零件的互换性和连接质量至关重要。
在实际生产中,严格遵守螺纹通止规尺寸标准,对于提高产品质量、减少生产成本具有重要意义。
本文将从螺纹通止规的定义、标准尺寸、尺寸标准的重要性等方面进行详细介绍。
螺纹通止规是一种内外螺纹连接的零件,主要用于机械设备、汽车、航空航天等领域。
螺纹通止规的标准尺寸是根据国际标准组织(ISO)制定的,主要包括螺纹直径、螺距、螺纹长度等参数。
在生产过程中,必须严格按照标准尺寸进行加工,以确保螺纹通止规的互换性和连接质量。
螺纹通止规的标准尺寸包括内螺纹和外螺纹两种类型。
内螺纹的标准尺寸是根据螺纹直径和螺距来确定的,通常采用公制或英制单位进行表示。
而外螺纹的标准尺寸则包括螺纹直径、螺距、螺纹长度等参数。
在实际加工中,必须严格按照标准尺寸进行加工,以确保螺纹通止规的互换性和连接质量。
螺纹通止规的尺寸标准对于保证零件的互换性和连接质量具有重要意义。
严格遵守螺纹通止规的尺寸标准,可以有效提高产品的质量,减少因尺寸不合格而带来的损失。
同时,标准化的尺寸也有利于降低生产成本,提高生产效率。
在实际生产中,对螺纹通止规的尺寸标准必须严格执行。
首先,对于螺纹通止规的加工设备和工艺必须进行严格的管理和控制,以确保加工出的螺纹通止规符合标准尺寸要求。
其次,对于检测设备和方法也必须进行严格的管理和控制,以确保对螺纹通止规的尺寸进行准确、可靠的检测。
最后,在使用过程中也要对螺纹通止规的尺寸进行严格的控制,以确保连接的质量和可靠性。
总之,螺纹通止规的尺寸标准对于保证产品质量、降低生产成本具有重要意义。
在实际生产中,必须严格遵守螺纹通止规的标准尺寸,以确保产品的互换性和连接质量。
只有这样,才能满足市场需求,提高企业竞争力。
螺纹通止规
例如检验孔的大小,按孔径允许偏差的上限做止端,按孔径允许偏差的下限做通端, 检验时,若止端能通过,说明孔径大了,不合格,且不能重加工;若通端不能通过,则说明 孔径小了,也是不合格,但是可以通过重加工使之合格。
四、
螺纹环规通常分为通端螺纹环规和止端螺纹环规,其含义是在检测螺纹工件时, 通端螺纹环规应顺利的旋入螺纹工件,而止端螺纹环规应旋入螺纹工件不过两 扣,也就是不到两个螺距,则判为该螺纹工件合格。螺纹校对规通常分为 TS 校 对规和 ZS 校对规。其功用是对在用的螺纹环规进行校对,TS 校对规校对通端 螺纹环规不过两扣,判为合格;ZS 校对规校对止端螺纹环规不过两扣,也判定 为合格。因为,用螺纹校对规校对通端螺纹环规和止端螺纹环规实际上是控制了 螺纹环规的作用中径,其半角、螺距和实际中径等是不考虑的。一旦当螺纹的作 用中径超差,则螺纹环规就应判为不合格。即使其余技术指标合格也已经无意义 了。由此可见在判别螺纹环规的实际工作中,只要控制好螺纹的作用中经,就可 以判别其合格与否。当然,我们在工作中要注意螺纹校对规本身是否合格,方筒 螺纹校对规的合格与否可以用三针和杠杆千分尺加以检定。
用途 一般用于检验螺纹灯头或灯座的尺寸是否符合标准要求,分别检验螺纹灯头的通规和 止规尺寸或灯座的通规或止规尺寸。 工作原理 具体检验要求及介绍详见中国人民国国家标准:GB/T1483.1-2008 或 IEC60061-3:2004 标准规定容。 操作方法 具体检验要求及介绍详见中国人民国国家标准:GB/T1483.1-2008 或 IEC60061-3:2004 标准规定容。
通止规
通止规,是量规的一种。作为度量标准,用于大批量的检验产品。 通止规是量具的一种,在实际生产批量的产品若采取用计量量具(如游标卡尺,千分表等有 刻度的量具)逐个测量很费事.我们知道合格的产品是有一个度量围的.在这个围的都合格, 所以人们便采取通规和止规来测量.
螺纹规校准尺寸
81-125um 126-200um 201-315um 316-500um 501-670um
表7 参考JJG 888-1995
0.009 0.011 0.014 0.018 0.022
0.006 0.012 0.016 0.024 0.032
0.0125 0.0175 0.0210 0.0270 0.0330
使用三针时测力大小
螺纹规中径端d2=M-3d+0.866P
M:测得的含三针的直径;d:所选三针值
序号
规格
1 0-80UNF 2 1-64UNC 3 1-72UNF 4 2-56UNC 5 2-64UNF 6 3-48UNC 7 3-56UNC 8 4-40UNC 9 4-48UNF 10 6-32UNC 11 6-40UNF 12 8-32UNC 13 8-36UNF 14 10-24UNC 15 10-32UNF 16 1/4-20UNC 17 1/4-28UNF 18 1/4-32UNEF 19 5/16-18UNC 20 5/16-24UNF
表1
普通螺纹量规的中径公差TD2和有关的位置关系
工件内螺纹的中径公差 TPL ZPL WGO WNG
12-50um
0.006
0
0.0080 0.0060
51-80um
0.007 0.002 0.0095 0.0075
M。值通端 M。值止端 最佳针径需查附表4
螺纹塞规 现有三 磨损极限 针直径
10.8579
选用针径
最佳针径 中经通端
中径止端 M。值通端 M。值止端 最佳针径需查附表4
查表3 查表3
也可以查 表1与表2 算得 也可以查 表1与表2 算得
1.732/1.466/1.443/1.333/1.155/1.128/1.047/1.010/1.008/0.917/0.866/0.815/0.733/0.722/0.577/ 462/0.458/0.404/0.289/
螺纹规的校检方法说明
间的距离。 为了使轮廓影象清晰,需将立柱顺着螺旋线方向倾斜一个螺旋升角ψ,其值按下式计
算:
tgψ = np πd 2
式中 p——螺纹螺距(mm); d2——螺纹中径理论值(mm); n——螺纹线数。
测量时,转动纵向千分尺 10 和横向千分尺 6(图 1),以移动工作台,使目镜中的 A—A 虚线与螺纹投影牙形的一侧重合(图 4),记下横向千分尺的第一次读数。然后,将显微镜 立柱反向倾斜螺旋升角ψ,转动横向千分尺,使 A—A 虚线与对面牙形轮廓重合(图 4),记 下横向千分尺第二次读数。两次读数之差,即为螺纹的实际中径。为了消除被测螺纹安装误
2. 用三针测量外螺纹中径 (1) 根据被测螺纹的螺距,计算并选择最佳量针直径 dm。 (2) 在尺座上安装好杠杆千分尺和三针。 (3) 擦净仪器和被测螺纹,校正仪器零位。 (4) 将三针放入螺纹牙凹中,旋转杠杆千分尺的微分筒 4,使两端测量头 1、2 与三针 接触,然后读出尺寸 M 的数值。
(5) 在同一截面相互垂直的两个方向上测出尺寸 M,并按平均值用公式计算螺纹中径, 然后判断螺纹中径的适用性。
图3
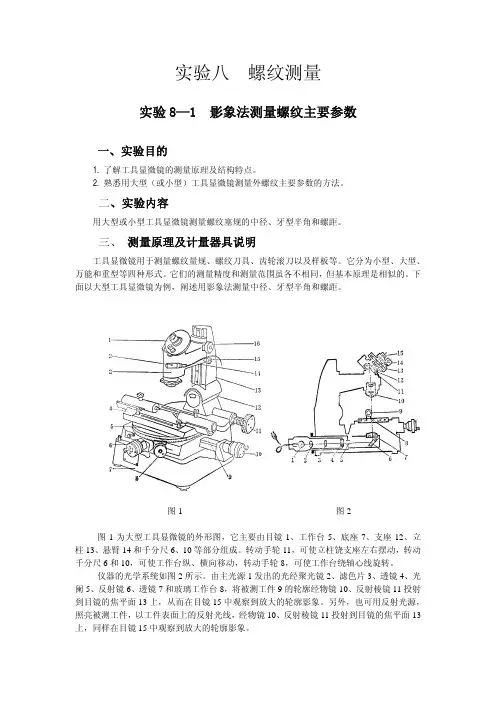
四、测量步骤
1. 擦净仪器及被测螺纹,将工件小心地安装在两顶尖之间,拧紧顶尖的固紧螺钉(要 当心工件掉下砸坏玻璃工作台)。同时,检查工作台圆周刻度是否对准零位。
2. 接通电源。 3. 用调焦筒(仪器专用附件)调节主光源 1(图 2),旋转主光源外罩上的三个调节螺 钉,直至灯丝位于光轴中央成象清晰,则表示灯丝已位于光轴上并在聚光镜 2 的焦点上。 4. 根据被测螺纹尺寸,从仪器说明书中,查出适宜的光阑直径,然后调好光阑的大小。 5. 旋转手轮 11(图 1),按被测螺纹的螺旋升角ψ,调整立柱 13 的倾斜度。 6. 调整目镜 14、15 上的调节环(图 2),使米字刻线和度值,分值刻线清晰。松开螺钉 15(图 1),旋转手柄 16,调整仪器的焦距,使被测轮廓影象清晰(若要求严格,可用专用 的调焦棒在两顶尖中心线的水平面内调焦)。然后,旋紧螺钉 15。 7. 测量螺纹主要参数 (1) 测量中径 螺纹中径d2是指螺纹截成牙凸和牙凹宽度相等并和螺纹轴线同心的假想圆柱面直径。对 于单线螺纹,它是中径也等于在轴截面内,沿着与轴线垂直的方向量得的两个相对牙形侧面
螺纹通止规校对方法
首先校对塞规建立被校对环规的尺寸。
校对塞规也被叫做检验规。
检验“check”字样会打在柄部和头部。
他们应是修正型(truncated type),既有全形齿,又有修正齿部分。
他们的三元素(中径,半角,全角)均需按W级精度制造。
W级允许校对环规更接近产品极限的最大值和最小值,使得零件有最大合格比。
校对塞规在使用前必须检查是否公差正确,表面无划痕,堵塞,或其他缺陷。
如在校对规或环规表面发现有损伤,则应弃用,因为在可能的紧密啮合中,其中一只上的划痕可能刮伤或损坏另一只的表面校对规在有效中径部分必需保持合适的直线度。
他们在实际使用中,前端可能磨损较快。
无论如何请使用以下推荐程序以帮助延长校对塞规的直线度寿命1. Thoroughly clean both the ring and the setting plug in a good cleaning solution and jet blow dry ( or clean ultrasonically). Then visually inspect to make sure all foreign material in the thread has been removed and no nicks or burrs are present.彻底清洗环规与校对塞规,并吹干或超声波清洗。
然后观察所有螺纹内的外来物确认已被清除,并无划痕和毛刺。
2. Lubricate the setting plug with a thin film of light viscosity oil before inserting into the ring gage.用带清油的胶片润滑校对塞规3. Turn the locking screw counter-clockwise until it is loosened.反时针拧松锁紧螺钉4. Turn the adjusting screw clockwise, which opens the ring to a larger pitch diameter than the setting plug.顺时针调节螺钉,这使环规开口,并使中径比校对塞规的大。
螺纹通止规检验标准
螺纹通止规检验标准
螺纹通止规是一种用于测量螺纹的工具,它可以用来检验螺纹的尺寸和形状是
否符合标准要求。
螺纹通止规的使用对于保证螺纹连接的质量至关重要,因此有必要对螺纹通止规的检验标准进行详细了解和掌握。
首先,螺纹通止规的检验标准主要包括以下几个方面:
1.外观检查,螺纹通止规的外观应无明显的损坏、变形或者划伤,刻度应清晰
可见,无模糊或者缺失的情况。
2.尺寸检验,螺纹通止规的尺寸应符合国家标准或者行业标准规定的要求,包
括螺纹规的直径、长度、螺距等参数的测量。
3.形状检验,螺纹通止规的螺纹形状应符合标准要求,包括螺纹的牙型、牙距、牙深等参数的测量。
4.功能检验,螺纹通止规的使用功能应正常,包括螺纹规的操作灵活性、测量
准确性等方面的检验。
对于螺纹通止规的检验,可以采用目测、量具测量、影像测量等多种方法进行。
在进行检验时,需要严格按照标准操作规程进行,确保检验结果的准确性和可靠性。
在实际生产中,螺纹通止规的检验是非常重要的,它直接关系到螺纹连接的质
量和可靠性。
因此,我们必须严格按照标准要求进行检验,确保产品质量符合标准,避免因螺纹质量问题而引发的安全事故和质量问题。
总的来说,螺纹通止规的检验标准是非常重要的,它直接关系到产品质量和生
产安全。
只有严格按照标准要求进行检验,才能保证螺纹连接的质量和可靠性。
希望大家能够重视螺纹通止规的检验工作,确保产品质量,为生产安全保驾护航。
螺纹通止规检验标准
螺纹通止规检验标准螺纹通止规是用来检验螺纹内外径和螺距的工具,是机械加工中常用的检测工具之一。
螺纹通止规的使用对于保证螺纹加工质量具有重要意义,因此有必要对螺纹通止规的检验标准进行详细了解。
首先,螺纹通止规的外观检验是非常重要的一步。
在外观检验中,应当检查螺纹通止规的表面光洁度、无损伤和变形等情况。
同时,还需要检查螺纹通止规的刻度和标识是否清晰,以确保在使用过程中能够准确读取数据。
此外,还需要检查螺纹通止规的测量面和测量端的平整度和光洁度,以确保测量的准确性和稳定性。
其次,螺纹通止规的尺寸检验也是非常重要的一环。
在尺寸检验中,需要使用相关的测量工具对螺纹通止规的内径、外径和螺距进行精确测量,并与标准数值进行对比。
尺寸检验需要严格按照相关的测量方法和要求进行,以确保测量结果的准确性和可靠性。
除了外观和尺寸检验,螺纹通止规的使用性能也需要进行检验。
使用性能检验主要包括螺纹通止规的使用寿命、重复性和稳定性等方面。
通过对螺纹通止规的使用寿命进行检验,可以评估其使用寿命是否符合要求;通过对螺纹通止规的重复性和稳定性进行检验,可以评估其测量结果的稳定性和可靠性。
最后,对螺纹通止规的检验结果进行统计和分析,以便评估螺纹通止规的整体质量状况。
通过对检验结果的统计和分析,可以及时发现螺纹通止规存在的问题和不足,为改进和提升螺纹通止规的质量提供依据和参考。
总之,螺纹通止规的检验标准是确保螺纹通止规质量的重要保障,只有严格按照相关标准进行检验,才能保证螺纹通止规的准确性和可靠性。
希望本文的介绍能够对螺纹通止规的检验工作有所帮助,也希望广大工程技术人员能够加强对螺纹通止规的质量管理和检验工作,为提升螺纹加工质量和产品质量做出贡献。
螺纹通止规检验标准
螺纹通止规检验标准螺纹通止规是一种用于检验螺纹加工质量的工具,它能够准确地检测螺纹的直径、螺距、螺纹角等参数,保证螺纹的质量符合标准要求。
螺纹通止规的使用对于保障螺纹连接的质量和可靠性具有重要意义,因此有必要对螺纹通止规的检验标准进行详细了解和掌握。
首先,螺纹通止规的外观检验是非常重要的一项工作。
在进行外观检验时,应当仔细观察螺纹通止规的表面是否平整,无明显的凹凸痕迹或损坏,同时要检查螺纹通止规的刻度是否清晰、准确。
任何外观缺陷都可能会影响螺纹通止规的测量准确度,因此在使用前务必进行外观检验。
其次,螺纹通止规的测量精度也是需要重点关注的内容。
在进行测量时,应当选择适当的螺纹通止规,并严格按照标准要求进行测量操作。
测量过程中,要确保螺纹通止规与被测螺纹的接触良好,避免出现偏差。
此外,还需要定期对螺纹通止规进行校准和检验,确保其测量精度符合标准要求。
另外,螺纹通止规的使用和保养也是至关重要的。
在使用螺纹通止规时,要注意轻拿轻放,避免碰撞和摔落,以免损坏测量部件。
同时,在使用后要及时清洁和防锈处理,确保螺纹通止规的精度和稳定性。
定期对螺纹通止规进行保养和维护,可以延长其使用寿命,保证测量的准确性。
最后,对于螺纹通止规的存放和保管也需要引起重视。
螺纹通止规在存放时,应当放置在干燥通风的环境中,避免受潮和受热。
在保管过程中,要注意防止螺纹通止规与其他硬物接触,以免造成刮伤或损坏。
另外,还需要定期对螺纹通止规进行检查,确保其外观和测量精度符合要求。
总之,螺纹通止规的检验标准是保证螺纹加工质量的重要保障,只有严格按照标准要求进行检验和使用,才能够确保螺纹通止规的准确性和可靠性。
对于螺纹通止规的外观、测量精度、使用和保养以及存放和保管都需要引起重视,只有做到这些,才能够有效地保证螺纹加工质量,提高螺纹连接的可靠性和安全性。
螺纹通止规标准
螺纹通止规标准螺纹通止规标准是指对螺纹的通和止两种状态进行规范和标准化的制度。
螺纹通止规标准的制定,是为了保证螺纹连接的质量和可靠性,以及满足不同行业和领域对螺纹连接的需求。
螺纹通止规标准的执行,可以有效地减少因螺纹连接不合格而导致的安全事故和质量问题,提高螺纹连接的可靠性和稳定性。
螺纹通止规标准主要包括螺纹的尺寸、螺距、公差、表面处理、螺纹连接的装配和拆卸等内容。
首先,螺纹的尺寸是螺纹通止规标准中最基本的要素之一。
螺纹的尺寸包括直径、螺距和螺纹角等参数,这些参数的标准化可以确保螺纹连接的互换性和通用性,使得不同厂家生产的螺纹连接件可以互相替代使用,提高了螺纹连接的便利性和经济性。
其次,螺距和公差是螺纹通止规标准中需要严格控制的参数。
螺距是指螺纹每圈上的螺纹数量,公差是指螺纹尺寸允许的偏差范围。
螺距和公差的标准化可以确保螺纹连接的配合性和密封性,使得螺纹连接件之间的配合更加紧密和可靠,减少了因螺纹连接松动而引起的质量问题和安全隐患。
另外,螺纹的表面处理也是螺纹通止规标准中需要重视的内容之一。
螺纹的表面处理包括镀锌、磷化、涂覆和喷丸等工艺,这些工艺的标准化可以确保螺纹连接件的耐腐蚀性和耐磨性,延长了螺纹连接件的使用寿命,提高了螺纹连接的可靠性和稳定性。
最后,螺纹连接的装配和拆卸也是螺纹通止规标准中需要规范的环节之一。
螺纹连接的装配和拆卸需要严格按照规定的扭矩和工艺要求进行操作,以确保螺纹连接件之间的配合紧密和可靠,避免因装配不当而导致的质量问题和安全事故。
总之,螺纹通止规标准的制定和执行对于保证螺纹连接的质量和可靠性至关重要。
只有严格按照螺纹通止规标准的要求进行生产和使用,才能确保螺纹连接的安全性和可靠性,满足不同行业和领域对螺纹连接的需求,促进螺纹连接技术的发展和进步。
螺纹通止规标准
螺纹通止规标准螺纹通止规标准是指用于螺纹连接的通孔和止孔的尺寸、形状和公差的标准化规定。
螺纹通止规标准的制定是为了保证螺纹连接的质量和可靠性,以及便于螺纹连接件的互换和替换。
螺纹通止规标准主要包括通孔和止孔的尺寸、公差、形状和表面质量等内容,下面将对螺纹通止规标准的相关内容进行详细介绍。
首先,螺纹通止规标准对通孔和止孔的尺寸进行了详细的规定。
通孔的尺寸包括直径、螺距、螺纹长度等,而止孔的尺寸则包括直径、深度等。
这些尺寸的规定是为了保证螺纹连接件能够正确地装配和拆卸,同时保证螺纹连接的紧固性和密封性。
其次,螺纹通止规标准还对通孔和止孔的公差进行了规定。
公差是指允许的尺寸偏差范围,包括上偏差和下偏差。
通孔和止孔的公差规定是为了保证螺纹连接件能够满足一定的装配要求,同时保证螺纹连接的质量和可靠性。
此外,螺纹通止规标准还对通孔和止孔的形状进行了规定。
通孔和止孔的形状包括螺纹轮廓、端面形状等,这些规定是为了保证螺纹连接件能够正确地装配和拆卸,同时保证螺纹连接的紧固性和密封性。
最后,螺纹通止规标准还对通孔和止孔的表面质量进行了规定。
表面质量包括表面粗糙度、表面处理等,这些规定是为了保证螺纹连接件能够满足一定的装配要求,同时保证螺纹连接的质量和可靠性。
综上所述,螺纹通止规标准是保证螺纹连接质量和可靠性的重要依据,它的制定是为了规范螺纹通孔和止孔的尺寸、公差、形状和表面质量,以保证螺纹连接件的装配和使用性能。
只有严格遵守螺纹通止规标准,才能保证螺纹连接的质量和可靠性,满足工程设计和使用的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
用 圆 弧 半 径
犷2
连 接
::})
0.029 0.036 0.043
0.050 0.058 0.065
0.072 0.086 0.1
mm
24
0.007 0.009 0.011
0.012 0.014 0.016
0.018 0.022 0.025
0.75
0.8
1
0.094 0.1 0.125
校止一通 螺纹塞规
检查新的通端螺纹环 截短的外螺纹牙型, 允许与新的通端螺纹环规两端的
T Z 规的单一中径
见图 5
螺纹部分旋合,但旋合4t应不超
过一个螺距
检查使用中通端螺纹 截短的外螺纹牙型, 允许与通端螺纹环规两端的螺纹
TS 环规的单一中径
见图 5
部分旋合,但旋合量应不超过 -
个螺距
Z T 检查新的止端螺纹环 完核的外螺纹牙型, 应与新的止端螺纹环规旋合通过
毛作 螺 纹 量规:系指操作者在制造工件螺纹过程中所用的螺纹量规。 验收 螺 纹 最规:系指检验部门或用户代表在验收 工件螺纹时所用的螺纹量规。 校对 螺 纹 量规:系指在制造工作螺纹量规时和检验使用中的工作螺纹量规是否已经磨损所用的螺
纹量规。
1 总则
1.1 本标准规定的数值是以标准的测量条件为准,即:温度为20*C ,测量力为零。 1.2 螺纹量规的名称、代号、功能、特征及使用规则见表 1。
WNG
ZPL
通 端
通 端
止 端
止 端
螺纹环规 螺纹塞规 螺纹 环规 螺纹塞规
24至 50
8
6
6
10
一4
0
10
8
7
6
大于50至0
10
7
大于80至125 14
9
大于125至200 18
11
7
12
一2
2
12
8
15
2
6
16
9
18
8
12
21
9.5
9
7.5
12.5
一
通端螺纹塞规 中径圈损极限
图 2 检查工件内螺纹用的螺纹塞规中径公差带图
2.3 螺纹量规的中径公差和有关的位置要素值见表 30
先 3 0 .0 0 1m m
工件内、外螺 纹的中径公差 TR
TD: T d
TPL TcP 附
ZR
WGO
表 1
螺纹U规名称 代 号
功
能
特
征
使 用规 则
通端螺纹塞规
检查 上件内螺纹的作 完橄的外螺纹牙型, 应与工件内螺纹旋合通过
T
用中径和大径
见图 3
止端螺纹塞规
检查工件内螺纹的单 截短的外螺纹牙型, 允许与工件内螺纹 两端的螺纹 部
一 中径 Z
见图 5
分旋合,旋合址应不超过两个螺 即;对于=个或少于二个螺距的
1件内螺纹,不应完全旋合通过
通端螺纹环规
检查 工_件外螺纹的作 完整的内螺纹牙型, 应与T件外螺纹旋合通过
T
用中径和小径
见图 4
止端螺纹环规
检查工件外螺纹的单 截短的 内螺纹牙型, 允许与 1_件外螺纹两端的螺纹部
一 中径
Z
见图 6
分旋合,旋合量应不超过两个螺 距;对于三个或少于二个螺距的
19
33 }31}23
,ZR值代人表9要考虑符号。即 负值用在表92; 式得到止值IZR 为负值表示ZR位于公差几?之外(参看图1)
RP
GB 3934- 83
表4
}m SE ”
1。一{0.2510.310. 351 。一10.4510.51。一1 。一}0.7510.8111一 { 1.51.75
T, 校对螺纹塞规的中径公差
To ,Td, 分别为 〔件内螺纹和土_件外螺纹的中径公差
7.p 螺纹量规的螺距公差
TPL 通端和止端螺纹塞规的中径公差
TR
通端和止端螺纹环规的 中径公差
川Go 由通端螺纹环规或通端螺纹塞规中径公差带的中心线到其磨损极限之间的距离
WNG 由止端螺纹环规或止端螺纹塞规中径公差带的中心线到其磨损极限之间的距离
3 螺纹全规的螺纹牙型
3.1 完整的螺纹牙型见图3和图4。 图 3的螺纹牙型用于: a. 通端螺纹塞规; b. “校通一通”螺纹塞规;
c. “校止一通”螺纹塞规,
d. “校止一止”螺纹塞规; e. “校止一损”螺纹塞规。 图 4的螺纹牙型用于通端螺纹环规。 木标 准对间隙槽和牙底的形状不作规定,图 3和图411:有关要素的数值见表 60
GB 3934- 83
w放 大图
用于螺即P大于o.5 m m
用于所有螺即
用于所有州IF
X 放大图
用于所有娜距 r'!大
牵 状
图 4
3.2 截短的螺纹牙型见图 5和图 6。 图 5的螺纹牙型用于: a, 止端螺纹塞规; b. “校通一止”螺纹塞规, c. “校通一损”螺纹塞规。 图 6的螺纹牙型用于止端螺纹环规。 本标 准对间隙槽和牙底的形状不作规定,图5和图 6中有关要素的数值见表6和表70
个螺距
宜.3 本标准中所应用的符号及其代表的名称或意义见表2,
表 2
符号
代 表的 名 称或 意 义
6, 完整的内螺纹牙型在大径处的间隙槽宽度
6, 完整的外螺纹牙型在小径处的间隙植宽度
6, 截短的内娜纹牙型大径处或截短的外螺纹牙型小径处的间隙槽宽度
0.25
0.32 0.4
0.144 0.180 0.217
05
0.61 0.75
0.29 0.36 0.43
0.072 0.090 0.108
工件外螺纹,不应完全旋合通过
校通一通 螺 纹塞规
检查新的通端螺纹环 完整的外螺纹牙型, 应与新的通端螺纹f7规旋合通过
TT
规的作用中径
见图 3
国家标准局1983一11一0,发布
1984一08一01实施
Ga 3934- 93
螺纹 最规 名称
代号
续表 1
功能
特征
使用规则
校通一止 螺纹塞规
校通一损
姗纹塞规
0.054
0.058 0.072
0.19 0.2 0.25
0.11 0.11 0.14
0.027 0.029 0.036
1.25 1.5 1.75
0.15
0.19
0.22
0.090 0.108 0.126
0.31 0.37 0.44
0.18 0.21 0.25
0.045 0.054 0.063
2 2。5 3
y 放大图
用于组距P大于 1m m
用于螺距P小于和等于 1m m
汾 报
图5
G B 3934- 83
甲 干所 右 螺 即
2放大图 用 于螺 即 尸 小 寸 和 等 r1m m
甲
州
县
孟
︑
犷
石,
图 八n
F, ensn0
贾.喇︸长 F大径勿]
表日
螺距
尸
0.2 0.25 0.3
; _二
一二最大一8
.
注
① 螺纹牙型半角的实际偏差可以是正的或负的。
② 牙型面有效长度内的直线度误差应不超过螺纹牙型半角公差所限制的范围。但其最大值对于公称直径小
于和等于loom.的应不大于29-;对于公称直径大于loo..的应不大于30m ,
乞 与
螺纹量规的螺距公差见表5。
表5
螺纹 蟹规螺纹部分长度
中华人民共和 国国家标 准
普 通螺纹量规
GauHes for general purpose screw threads
UDC 621.753.3:621 .882.082
GB 3934- 83
木标 准 是 参照ISO1 502-78《普通米制螺纹 一 检验》制订的。它适用于检验GB 196-81《普 通螺纹 基本尺寸》和GB 197-81《普通螺纹 公差与配合》用的螺纹量规。根据使用性能分为工作 螺纹量规、验收螺纹量规和校对螺纹量规。
用规则,则判定外螺纹为合格。 一个 内 螺 纹,在用本标准的通端螺纹塞规和止端螺纹塞规检验时符合表 1中相应的使用规则,并
用本标准附录A的通端光滑塞规和止端光滑塞规检验时符合表A1中相应的使用规则,则判定内螺纹
为合格。
1.5 为了减少检验中发生争议,操作者在制造上件螺纹过程中,应使用新的或者磨损较少的通端螺 纹量规和磨损较多或者接近磨损极限的止端螺纹量规。对于检验部门或者用户代表在验收 t一件螺纹时 应使用磨损较多或者接近磨损极限的通端螺纹量规和新的或者磨损较少的止端螺纹a规。
ZPi 由通端螺纹塞规中径公差带的中心线到工件内螺纹中径下偏差之间的距离
ZR 由通端螺纹环规中径公差带的中心线到 f件外螺纹巾径上偏差之间的距离
Td
工件外螺纹大径公差
TD
1_件内螺纹小径公差
1.4 螺纹合格与不合格的判断
c B 3934- 63
一个 外 螺 纹,在用本标准的通端螺纹环规和止端螺纹环规检验时符合表 1中相应的使用规则,并 用本标准附录A的通端光滑环规 (或卡规)和it:端光滑卡规 (或环规)检验时符合表A1中相应的使
2.2 检验1件内螺纹用的螺纹塞规中径公差带图见图 2。
GB 3934- 83
工件内螺纹 巾径上偏差
14
︒2汪
 ̄ 一 - 一  ̄ 一 一
1仁端 娜纹塞规 中径 心损极限
工件 内娜纹 中径下偏差
N} I 3uo
小 于或等十 14
大于14至32