通止规的用法及管理
通止规的用法及管理
通止规的用法及治理1.止规应用前:应经相干磨练计量机构磨练计量及格后,方可投入临盆现场应用.应用时:应留意被测螺纹公役等级及误差代号与环规标识公役等级.误差代号雷同(如M24*1.56h与M24*1.55g两种环规外形雷同,其螺纹公役带不雷同,错用后将产生批量不及格品).磨练测量进程:起首要清算清洁被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指迁移转变环规,旋入螺纹长度在2个螺距之内为及格,不然判为不及格品.2.通规应用前:应经相干磨练计量机构磨练计量及格后,方可投入临盆现场应用.应用时:应留意被测螺纹公役等级及误差代号与环规标识的公役等级.误差代号雷同(如M24*1.56h与M24*1.55g两种环规外形雷同,其螺纹公役带不雷同,错用后将产生批量不及格品).磨练测量进程:起首要清算清洁被测螺纹塞规油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指迁移转变环规,使其在自由状况下旋合经由过程螺纹全体长度剖断及格,不然以不通剖断. 3.留意事项在用量具应在每个工作日用校订塞规计量一次. 经校订塞规计量超差或者达到计量器具周检刻日的环规,由计量治理人员收回.标识隔离并作响应的处理措施.可调节螺纹环规经调剂后,测量部位会产生掉圆,此现象由计量修复人员经螺纹磨削加工后再次计量剖断,各尺寸及格后方可投入应用.报废环规应标识隔离并实时处理,不得流入临盆现场.4.保护与保养量具(环规)应用完毕后,应实时清算清洁测量部位附着物,存放在划定的量具盒内. 临盆现场在用量具应摆放在工艺定置地位,轻拿轻放,以防止磕碰而破坏测量概况.严禁将量具作为切削对象强迫旋入螺纹,防止造成早期磨损. 可调节螺纹环规严禁非计量工作人员随便调剂,确保量具的精确性.环规长时光不必,应交计量治理部分妥当保管.。
通止规使用方法
通止规使用方法通止规是一种常见的测量工具,通常用于测量和检验物体的尺寸和形状。
它由一个主规、一个分规和一组测定螺旋组成。
通止规的使用方法相对简单,以下将介绍通止规的基本用法。
建议在操作之前先对通止规进行校准,以确保测量结果的准确性。
第一步:准备工作在开始测量之前,确保通止规和被测对象都处于干燥、清洁的状态。
检查通止规的刀口和分规的刻度,确保它们没有损坏或磨损。
同时,检查通止规的螺旋螺纹是否灵活,如有需要可以涂抹一些润滑油。
第二步:选择合适的刀口通止规通常配备多个刀口,用于适应不同的测量需求。
根据被测对象的形状和尺寸,选择合适的刀口。
通常情况下,需要选择比被测对象稍大一些的刀口,以确保正确的测量。
第三步:调整通止规将刀口插入通止规的主规和分规之间的夹持槽中,确保刀口完全嵌入。
然后,旋转通止规的螺旋螺纹,使主规和分规之间的距离适应被测对象的尺寸。
调整时要注意,螺旋螺纹的旋转方向和程度,以避免对被测对象施加过大的力。
第四步:进行测量将已调整好的通止规轻轻放置在被测对象上,确保刀口和被测对象接触牢固。
然后,用适当的力度夹紧通止规,使其与被测对象保持稳定。
在进行测量时,要注意保持通止规与被测对象的垂直方向。
第五步:读取测量结果完成测量后,松开通止规的夹紧力度,将其从被测对象上取下。
然后,使用放大镜或其他放大工具,仔细观察通止规上刻度的读数。
确保读数的准确性和对刻度的正确理解。
第六步:记录和分析测量结果根据通止规上读取的刻度,记录测量结果,并根据需要进行计算和分析。
如果需要进行多次测量,建议在使用通止规之前先将其校准,并在测量过程中保持相同的操作方式和条件。
总结:通止规是一种简单易用的测量工具,但在使用过程中仍需注意以下几个方面:1. 确保通止规和被测对象的状态干燥、清洁和整齐。
2. 选择合适的刀口,确保精确测量。
3. 调整通止规时要小心操作,避免施加过大的力。
4. 在测量过程中保持通止规与被测对象的垂直方向。
通止规的用法及管理
通止规、检具管理
1、量具(塞规、环规、自制检具)要求必须放置在检具柜内,并按不同
规格的量具放入相应的盒子内,不能乱放。
2、取出量具到机台使用不可随意乱放,必须做好登记,记录使用机台号,
取出日期,取出人签名。
3、生产现场使用的量具应摆放在工艺定置位置,轻拿轻放,防止跌落或
磕碰而损坏测量表面。
4、使用量具时,严禁将量具作为其他工具使用或强制旋入螺纹,导致错
牙偏位,要避免造成早期磨损以免降低准确度,请爱护量具。
5、量具(塞规、环规。
检具)使用完毕后,应及时清理干净测量部位附
着物,存放在相应的量具盒内,请勿放错以免寻找不到,关闭量具柜,并做好登记回收记录。
6、外供应商借出的量具必须做好规格型号、日期、责任人签名信息,待
回收时做好回收人、日期签名,不可遗漏以免丢失。
7、在没有量具使用的情况下,可使用相应型号的部件进行实配检验,检
验后应把该部件做好标识存入存物柜内,保存起来,以便后续追索。
8、损坏的量具应先隔离开来,并把情况告知上级请勿随意放置。
品管部
2016.7.22。
螺纹环规(通规止规)的使用方法
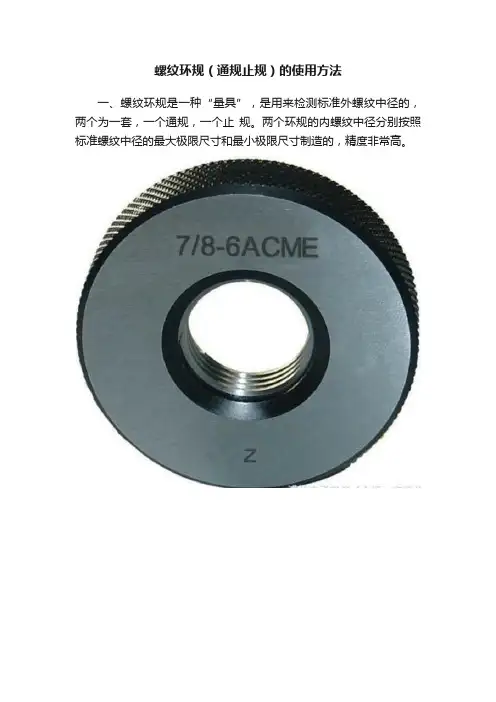
螺纹环规(通规止规)的使用方法一、螺纹环规是一种“量具”,是用来检测标准外螺纹中径的,两个为一套,一个通规,一个止规。
两个环规的内螺纹中径分别按照标准螺纹中径的最大极限尺寸和最小极限尺寸制造的,精度非常高。
二、使用方法1、通规使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识的公差等级、偏差代号相同(如M24 ×1.5 6h 与M24×1.5 5g 两种环规外形相同,其螺纹公差带不相同,错用后将产生批量不合格品)。
检验测量过程:首先要清理干净被测件螺纹油污及杂质,然后在环规与被测件螺纹对正后,用大拇指与食指转动环规,使其在自由状态下旋合通过螺纹全部长度判定合格,否则以不通判定。
2、止规使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测件螺纹公差等级及偏差代号与环规标识公差等级、偏差代号相同。
检验测量过程:首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大拇指与食指转动环规,旋入螺纹长度在2个螺距之内后止住为合格,否则判为不合格品。
3、通规可以在螺纹的任意位置转动自如,止规拧一至两三圈,(可能有时还能多拧一两圈,但螺纹头部没出环规端面)就拧不动了,这时说明你检测的外螺纹中径正好在“公差带”内,是合格的产品。
4、只有当通规和止规联合使用,并分别检验合格,才表示被测工件合格。
三、维护和保养螺纹环规使用完毕后,应及时清理干净测量部位附着物,存放在规定的量具盒内。
环规使用时应轻拿轻放,环规严禁套在坚硬物品上面旋转。
严禁将环规强制旋入螺纹,避免造成早期磨损,确保环规的准确性。
长时间不使用,应涂上防锈油。
图中英文字母“T”:表示螺纹环规的通规。
图中英文字母“Z”:表示螺纹环规的止规。
图中“MJ10×1.5 6g”及“7/8-6ACME”表示该螺纹环规的规格。
使用螺纹环规口诀:通规通;止规止!。
通止规使用方法

通止规使用方法
通止规是一类重要的工具,可用于测量、比较和评估不同来源或不同版本的文本。
以下是使用通止规的一些基本步骤:
1. 选择或创建要测量或比较的文本。
可以是不同版本的同一文本,例如不同版本的同一书籍或文章,也可以是来自不同来源的文本,例如不同作者撰写的文本。
2. 确定要测量或比较的文本范围。
例如,要比较两个版本的同一文本,需要确定要比较的段落或句子。
3. 选择适当的通止规。
通止规有许多不同类型,包括基于词频的、基于短语的、基于句子的和基于段落的。
选择最适合需求的通止规类型。
4. 对文本进行分词。
使用分词工具 (例如停用词表) 将文本分解为单词或短语。
5. 计算每个文本的得分。
使用所选通止规类型计算每个文本的分数。
例如,如果选择基于词频的通止规,可以使用词频来计算每个文本的分数。
6. 比较和评估文本。
将每个文本的分数进行比较和评估,以确定哪个文本在所测量的范围内表现更好。
使用通止规时,应注意以下几点:
1. 通止规只是测量文本之间差异的一种工具。
不能用于解释文本的含义或情感。
2. 通止规不适用于所有类型文本。
例如,不适用于音乐或绘画等视觉艺术。
3. 通止规可能会受到文本长度、语言、上下文和其他因素的影响。
因此,需要根据具体情况进行调整和优化。
4. 在使用通止规时,需要遵循相应的道德和法律准则,以确保其准确性和公正性。
3g3h通止规
3g3h通止规
3G和3H通止规是指在机械制造中使用的两种不同精度的螺纹规。
它们分别对应着公制螺纹的3级和2级精度。
3G通止规:
-通端:基本偏差为负值,表示通端尺寸小于螺纹标准尺寸。
-止端:基本偏差为正值,表示止端尺寸大于螺纹标准尺寸。
3H通止规:
-通端:基本偏差为负值,表示通端尺寸小于螺纹标准尺寸。
-止端:基本偏差为正值,表示止端尺寸大于螺纹标准尺寸。
通止规的使用方法:
1. 根据零件的设计图纸,选择合适的通止规规格。
2. 将通止规的通端和止端分别放入待检测的螺纹孔中。
3. 观察通止规与螺纹孔的配合情况,判断螺纹孔是否符合设计要求。
需要注意的是,通止规的使用方法和要求可能因具体应用场景和行业标准而有所不同。
在使用通止规时,请务必参考相关行业标准和企业标准。
通止规的用法及管理之令狐文艳创作
通止规的用法及管理令狐文艳1、止规使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识公差等级、偏差代号相同(如M24*1.5-6h与M24*1.5-5g两种环规外形相同,其螺纹公差带不相同,错用后将产生批量不合格品)。
检验测量过程:首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,旋入螺纹长度在2个螺距之内为合格,否则判为不合格品。
2、通规使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识的公差等级、偏差代号相同(如M24*1.5-6h与M24*1.5-5g两种环规外形相同,其螺纹公差带不相同,错用后将产生批量不合格品)。
检验测量过程:首先要清理干净被测螺纹塞规油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,使其在自由状态下旋合通过螺纹全部长度判定合格,否则以不通判定。
3、注意事项在用量具应在每个工作日用校对塞规计量一次。
经校对塞规计量超差或者达到计量器具周检期限的环规,由计量管理人员收回、标识隔离并作相应的处理措施。
可调节螺纹环规经调整后,测量部位会产生失圆,此现象由计量修复人员经螺纹磨削加工后再次计量鉴定,各尺寸合格后方可投入使用。
报废环规应标识隔离并及时处理,不得流入生产现场。
4、维护与保养量具(环规)使用完毕后,应及时清理干净测量部位附着物,存放在规定的量具盒内。
生产现场在用量具应摆放在工艺定置位置,轻拿轻放,以防止磕碰而损坏测量表面。
严禁将量具作为切削工具强制旋入螺纹,避免造成早期磨损。
可调节螺纹环规严禁非计量工作人员随意调整,确保量具的准确性。
环规长时间不用,应交计量管理部门妥善保管。
通规止规使用
中径没有超出其最小实体牙型的中径,那么就可以保证旋合性和连接强度,则被测螺纹中径合格。
精度非常高。
规格品种与常用外螺纹(螺丝)规格品种一样多。
使用方法:分别用两个环规往要被检测的外螺纹上拧(顺序随意)。
(1)通规不过,(拧不过去)螺纹中径大了,产品不合格。
(2)止规通过,中径小了,产品不合格。
(3)通规可以在螺纹的任意位置转动自如,止规拧一至两三圈,(可能有
测的外螺纹中径正好在“”内,是合格的产品。
但有时用螺纹塞规检查螺纹孔时,有时通规不通过,止规通过这是怎么回事?
止规用来检验螺纹孔的实际中径,止规通过,说明螺纹孔实际中径过大,不足以阻挡止规。
通规是用来检验螺纹孔的作用中径,有完整的牙型和标准的旋合长度,其实控制螺纹孔的大径。
通规不通说明螺纹孔的作用中径小了。
其原因有二:一是中径尺寸过小或大径尺寸过小,但由于止规通过,此情况不存在;二是或牙型半角误差过大,障碍了通规通过。
止规通过的原因也有两种情况:第一,止规是截短牙型的(即牙型高度很小),所以半角误差较大时止规能通过而通规就可能不通过。
第二,当螺距较大时,由于止规的扣数少,在止规的2-3扣范围内其累积误差还不足以阻挡止规通过,但在通规的扣数范围内所构成的累积误差却足以妨碍通规通过。
于是就出现了通规不通过,止规通过的现象。
综上所述,通规不通过,止规通过说明螺纹孔不合格,其实际中径过大,但也可能大径过小,或是螺距、牙型半角误差过大造成的。
实际上只要占据通规不通或止规通过其中的一种情况,螺纹孔就是不合格的。
通止规使用方法图解
通止规使用方法图解通止规是一种常见的交通安全设施,用于指示车辆和行人在道路上的通行规则。
它起到了交通疏导和安全引导的作用,使道路通行更加有序和安全。
本文将详细介绍通止规的使用方法,帮助大家更好地理解和遵守交通规则。
一、通止规的种类通止规主要分为红绿灯、交通标志和斑马线三种类型。
红绿灯是最为常见的一种,用于指示车辆和行人的停止和行进,分为红灯、绿灯和黄灯三种灯光信号。
交通标志则是采用图形和文字来指示行驶和禁止行驶的规则;斑马线则是为行人过马路而设立的标志。
二、红绿灯的使用方法红绿灯是交通信号灯的一种,用于控制车辆的行驶和停止。
红绿灯灯头上方设有一个红色和一个绿色圆形灯片,中间有一个黄色灯片。
红灯亮时,表示禁止通行,车辆和行人都要停下来等待。
绿灯亮时,表示可以通行,但要注意交通的安全。
黄灯亮时,表示即将变成红灯,车辆和行人应该适当减速和提前准备停止。
三、交通标志的使用方法交通标志是用来指示交通规则和道路情况的设施。
共有三种形状的交通标志:圆形、三角形和正方形。
圆形的交通标志主要表示禁止行驶或警告行驶的信息,如禁止转弯、禁止停车等。
三角形的交通标志表示警告性的信息,如道路施工、行驶限制等。
正方形的交通标志则用来指示道路的信息,如道路名称、道路方向等。
四、斑马线的使用方法斑马线是为行人过马路而设立的标志,通常是一条由白色和黑色交替组成的线条。
行人在过马路时应该选择到合适的位置,等待交通信号亮起或车辆停下来后,迅速通过斑马线。
行人在过马路时应该注意交通的情况,保持警觉,确保自身的安全。
五、通止规的遵守原则遵守通止规是每个行人和驾驶人员应尽的义务,也是保障交通安全的基础。
在遵守通止规时,应该注意以下几个原则:首先,要遵循交通信号的规定,不随意闯红灯或违反交通标志的指示。
其次,要保持警觉,观察交通情况,确保自身的安全。
再次,要尊重他人的权益,尽量给予行人和其他车辆让行的机会。
最后,要遵守道路交通法规,不酒后驾车、超速行驶等危险行为。
通止规的用法及资料
通止规的用法及资料通止规,作为一种在机械制造和质量检测领域中广泛应用的量具,对于确保产品的尺寸精度和质量起着至关重要的作用。
接下来,让我们详细了解一下通止规的用法以及相关资料。
通止规通常由通规和止规两部分组成。
通规是按照被检测零件的最大实体尺寸制造的,其作用是检测零件的实际尺寸是否小于最大实体尺寸。
止规则是按照被检测零件的最小实体尺寸制造的,用于检测零件的实际尺寸是否大于最小实体尺寸。
在使用通止规进行检测时,需要遵循一定的步骤和注意事项。
首先,要确保通止规本身的清洁和完好无损。
如果通止规表面有污垢、划痕或磨损,可能会影响检测结果的准确性。
然后,将通规轻轻地插入被检测孔或轴中。
如果通规能够顺利通过,说明被检测零件的实际尺寸在允许的公差范围内,且不小于最大实体尺寸。
接着,再用止规进行检测。
止规应该不能插入被检测孔或轴中,如果止规能够插入,那么说明零件的实际尺寸超出了允许的公差范围,是不合格的。
需要注意的是,在插入通止规时,要保持垂直和平稳,避免倾斜或强行插入,以免对零件和量具造成损坏。
而且,通止规的检测结果只是一个定性的判断,即零件是否合格,而不能给出具体的尺寸数值。
通止规的种类繁多,根据不同的检测对象和精度要求,可以分为内孔通止规、外圆通止规、螺纹通止规等。
内孔通止规主要用于检测内孔的尺寸精度。
在使用内孔通止规时,要将其插入内孔的深处,并轻轻转动,以确保检测的全面性。
外圆通止规则用于检测外圆的尺寸。
检测时,要将通止规沿着外圆的轴线方向移动,检查是否能够通过或被止住。
螺纹通止规用于检测螺纹的尺寸和螺距是否符合标准。
使用时,要像拧螺丝一样将通止规旋入螺纹中。
在实际生产中,合理选择通止规的精度等级非常重要。
精度等级过高会增加检测成本,过低则可能无法保证产品质量。
一般来说,根据产品的使用要求和加工工艺,选择合适精度等级的通止规。
通止规的制造材料通常是工具钢或硬质合金,具有较高的硬度和耐磨性,以保证其长期使用的准确性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
通止规的用法及管理
1、止规
使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识公差等级、偏差代号相同(如M24*1.5-6h与M24*1.5-5g两种环规外形相同,其螺纹公差带不相同,错用后将产生批量不合格品)。
检验测量过程:首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,旋入螺纹长度在2个螺距之内为合格,否则判为不合格品。
2、通规
使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识的公差等级、偏差代号相同(如M24*1.5-6h与M24*1.5-5g两种环规外形相同,其螺纹公差带不相同,错用后将产生批量不合格品)。
检验测量过程:首先要清理干净被测螺纹塞规油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,使其在自由状态下旋合通过螺纹全部长度判定合格,否则以不通判定。
3、注意事项
在用量具应在每个工作日用校对塞规计量一次。
经校对塞规计量超差或者达到计量器具周检期限的环规,由计量管理人员收回、标识隔离并作相应的处理措施。
可调节螺纹环规经调整后,测量部位会产生失圆,此现象由计量修复人员经螺纹磨削加工后再次计量鉴定,各尺寸合格后方可投入使用。
报废环规应标识隔离并及时处理,不得流入生产现场。
4、维护与保养
量具(环规)使用完毕后,应及时清理干净测量部位附着物,存放在规定的量具盒内。
生产现场在用量具应摆放在工艺定置位置,轻拿轻放,以防止磕碰而损坏测量表面。
严禁将量具作为切削工具强制旋入螺纹,避免造成早期磨损。
可调节螺纹环规严禁非计量工作人员随意调整,确保量具的准确性。
环规长时间不用,应交计量管理部门妥善保管。