螺旋锥齿轮数字化制造过程关键技术概述
大模数螺旋锥齿轮的加工
大模数螺旋锥齿轮的加工一.问题的提出:目前,国内的矿山、水泥、石油、船舶工业对大模数、大直径的螺旋锥齿轮的需求越来越多,由于依赖进口,价格昂贵、交货期长。
对于传递功率达到5000KW以上,模数在40mm以上齿轮直径超过2000mm,小轮安装轴承部位直径达350mm, 要求达到5级、6级精度的螺旋锥齿轮的制造,给国内齿轮行业提出新的课题和挑战。
无论按照格里森齿制还是按照克林贝格齿制加工这样大的螺旋锥齿轮,难点首先在机床规格,其次在刀具及热处理等等。
国内已经制造出2000mm六轴四联动铣齿机和七轴五联动(或六联动)磨齿机,欧洲的加工办法在加工中心机床上如DMG以仿形刀具加工这样的齿轮。
众所周知,螺旋锥齿轮的加工原理是以假想平面齿轮与被加工齿轮做无间隙啮合,刀具做为假想齿轮的一个“齿”,展成加工齿轮的,它是按照齿轮啮合原理加工最终形成齿面包络得到渐开线或准渐开线齿形的。
采用仿形刀具加工这种齿轮涉及刀具的复杂性,刀具的耐用性,最终需要保证齿轮的接触精度等一系列难题。
二.以一种特大型矿山用破碎机螺旋锥齿轮齿轮为例的分析:1)。
齿轮的主要参数:Z1=14,Z2=55,F=250mm,m n=30,β=35°,Do=2026.021mm,Σ=90°,小轮轴承部位直径350mm,有效硬化层深达 3.80~4.2mm。
齿轮材料:18CrNiMo7.2)。
齿制:克林贝格齿制。
要想生产这对“克”制齿轮,德国克林贝格公司目前还没有如此大规格的齿轮加工机床,因此,只能在DMG等数控加工中心机床上用仿形刀具加工了,而且必须是热处理后采取硬齿面刮削方法才能满足齿轮的精度和齿面粗糙度要求,刮削刀具必须使用进口的。
3)。
采用国产数控铣齿机、磨齿机,以格里森齿制的等高齿加工方法完全可以加工出这对螺旋锥齿轮,并能满足齿轮精度和寿命要求。
理由之一:虽然美国格里森公司不生产加工大模数、大直径规格的机床,但国内长沙哈量凯帅精密机械公司早在2009年已经生产出加工大模数、大直径规格的H2000C铣齿机、H2000G磨齿机、H2000T滚动检查机。
螺旋锥齿轮加工机床发展综述
2 B o uLgt n ut oa o a T c ncl o ee atuIn r no a0 4 3 ,C ia . at i d syV ct nl eh i l g ,B o e gl 10 5 hn ) o hI r i aC l o n Mo i
螺旋 锥 齿轮 加工 机 床发 展 综述
李强 ,宿 宝龙 ,闰洪波 ,王瑞清
(.内蒙古科技 大学机械 工程 学院 ,内蒙 古 包头 04 1 ; 1 100 2 .包头轻 工职 业技 术 学院机 电工程 系,内蒙古 包头 0 4 3 ) 1 0 5
摘要 :总结了螺旋锥齿轮加工机床 由机械摇台式到全数控式的演变历史 ,重点关 注新技术 、薪理论在 机床变革 中的应
21 0 2年 4月
机床 与液压
MACHI NE T0OL & HYDRAULI CS
Ap .2 2 r 01 Vo. 0 No 8 14 .
第4 0卷 第 8 期
DO :1 . 9 9 j i n 1 0 I 0 3 6 / .s . 0 1—3 8 . 0 2 0 . 5 s 8 12 1. 80 7
11 9 3年 ,美 国 格 里 森 公 司 ( l snWo s 的 Ge o r ) a k
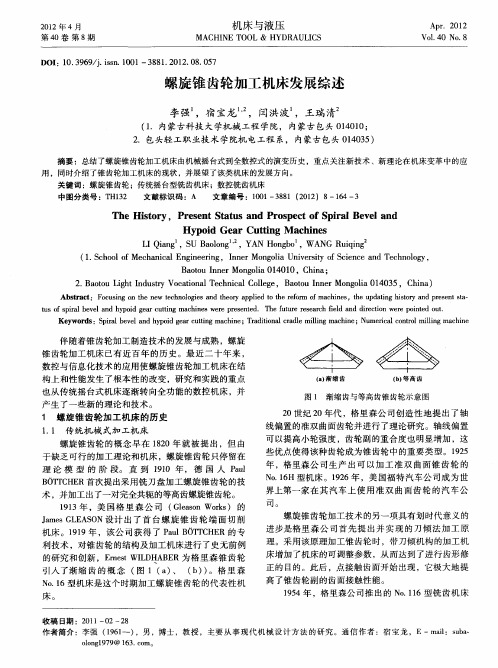
线偏置 的准双 曲面齿 轮并进行 了理论研究 。轴线偏置 可 以提高小轮强度 ,齿轮副 的重合度也 明显增加 ,这 些优点使得该种齿轮成为锥齿 轮中的重要类 型。12 95 年 ,格里森公 司 生产 出可 以加工 准 双 曲面锥 齿轮 的 N .6 o 1H型机床 。12 9 6年 ,美 国福特汽 车公司成 为世 界上第一家在 其 汽车上 使 用准 双 曲面齿 轮 的汽 车公
网络化螺旋锥齿轮齿面加工集成制造系统
采用传统工艺方法进行的螺旋锥齿轮齿面加工[1],存在质量不稳定、生产效率低下、劳动强度高等缺点。
近年来随着计算机网络技术、螺旋锥齿轮测量技术和螺旋锥齿轮数控加工技术的发展,网络化的数控技术在螺旋锥齿轮齿面加工中的研究和应用,成为螺旋锥齿轮齿面加工技术的发展趋势。
2006年 工 程 图 学 学 报2006第2期 JOURNAL OF ENGINEERING GRAPHICS No.2网络化螺旋锥齿轮齿面加工集成制造系统许浩,曾韬(中南大学机电工程学院齿轮研究所,湖南长沙 410083)摘要:网络化螺旋锥齿轮齿面加工集成制造系统是在计算机网络技术、螺旋锥齿轮测量技术和螺旋锥齿轮数控加工技术综合运用的基础上而发展出来的,是今后世界螺旋锥齿轮齿面加工技术的发展潮流。
文中介绍了它的工作原理、应用现状和发展前景;说明了与传统的螺旋锥齿轮加工方法相比其优点所在;阐述了实现网络化的螺旋锥齿轮齿面加工集成制造系统所需的软件、硬件和人员要求。
关键词:计算机应用;螺旋锥齿轮加工;集成制造系统;网络CNC中图分类号:TP 391文献标识码:A 文章编号:1003-0158(2006)02-0043-08Integrated Manufacturing System for Spiral Bevel Gear FlankFabrication Based on Network TechniqueXU Hao, ZENG Tao( Gear Research Institute of School of Mechanical and Electrical Engineering, Central South University,Changsha Hunan 410083, China )Abstract: Integrated manufacturing system for spiral bevel gear flank fabrication is developed on the basis of network technique, measuring technique and CNC machining technique, and this kind of CIM system is a tendency towards future spiral bevel gear flank fabrication in worldwide. The paper introduces the working principle, application status and prospect of this system; describes the advantages comparing with traditional spiral bevel gear flank fabrication;illustrates what kinds of software, hardware and personnel would be needed to integrate in the system.Key words: computer application; spiral bevel gear fabrication; integrated manufacturing system; network CNC收稿日期:2005-06-231 网络化螺旋锥齿轮齿面加工集成制造系统的定义网络化螺旋锥齿轮齿面加工集成制造系统,就是将计算机技术、螺旋锥齿轮数控加工技术和齿轮检测技术通过计算机网络有机地结合起来,组成完整闭环控制系统的新型螺旋锥齿轮齿面加工新技术。
新型螺旋锥齿轮数控铣齿机的结构模型设计
De s i g n o f t he St r u c t ur a l M o d e l o f Ne w CN C S pi r a l Be ve l Ge a r M i l l i ng M a c hi n e DI NG Ha n,ADAYI ・Xi e e r y a z i d a n
c h i n e t o o l we r e i mp r o v e d,a n d n e w c u t t e r me c h a n i s m h a d t wo me s h i ng c u t t e r r e l a t i v e l y i n t h e pa r a l l e l a x — e s . Ad d i t i o n a l l y, i t d e s i g n e d t wo l i n k a g e t a b l e s m e c h a n i s m h a d i ma g i n a r y f la t — t o p p e d g e a r s wi t h t h e
第 1 0期
2 0 1 3年 1 O月
组 合 机 床 与 自 动 化 加 工 技 术
M o du l a r M a c h i ne To o l& Aut om a t i c Ma nuf a c t ur i ng Te c h ni que
NO. 1 0
oc t .2 01 3
ma c h i n e t o o l wi t h n i n e a x e s e i g h t l i n k a g e s ,a n d ma y wo r k o u t a p a i r o f c o n j u g a t e d g e a r d r i v e s s i mu l t a n e —
螺旋锥齿轮数字化制造技术
螺旋锥齿轮数字化制造技术作者:王山城来源:《科技创新与应用》2014年第19期摘要:航空锥齿轮的啮合印痕要求十分严格,且模数大小不一,螺旋角差别大,啮合印痕要求各异。
因其齿型面复杂,精度要求高等原因难以保证较高的精度。
传统的一对一配对加工方法,存在加工一致性差,质量不稳定,效率低下的缺点已经越来越难以满足发展的需要,为此,先进的数字化制造方法已成为发展的必然趋势。
关键词:螺旋锥齿轮;数字化;制造技术1 螺旋锥齿轮数字化加工的必要性传统的确定航空螺旋锥齿轮的最终的齿面接触区的方法,是依靠设计者的经验和粗略的计算,先确定一个大致的齿面接触区,然后进行多次的试加工和试车,不断的调整修正齿面接触区,最后才能得到一个较为理想的齿面接触区。
以往我公司在锥齿轮加工中采用的办法是先按照图纸要求加工大齿轮,根据大齿轮配小齿轮,通过实际加工结果、根据加工经验对机床磨齿参数进行调整,然后反复此操作。
这样的方法,需要消耗大量的人力物力和时间,同时存在人为因素影响大,过程不受控,质量稳定性差,调整周期长等缺点,而且交付时为配对交付,这样导致锥齿轮没有互换性,只要一对锥齿轮中有一件报废,与其配对的锥齿轮也不能使用。
并且热处理前后的齿面形貌不一定吻合,这样就会导致齿面的渗碳层不均匀,齿面各处的硬度不一致,零件容易在工作的过程中局部产生点蚀,剥落,甚至产生断齿的危险,零件质量不稳定。
目前国际上较多采用的加工方法为螺旋锥齿轮齿面数字化加工方法。
很好的解决了传统方法带来的弊端。
2 螺旋锥齿轮数字化简介2.1 形貌图简介形貌图就是锥齿轮齿面坐标形态,一般锥齿轮加工形貌图采取9×5点,即在整个齿面上,分别从距齿面大端、小端、齿顶、齿根约为整个齿面的5%处开始,采取9列5行,采取45个坐标点来表示整个齿面的形态(见图)1。
采取9×5点,是因为如果太密,采样点的误差可导致拟合齿面局部区域曲率变化很大,对数字化接触分析不利,并且计算量也会按级数增大。
小模数航空螺旋锥齿轮全工序法铣齿法综述
小模数航空螺旋锥齿轮全工序法铣齿法综述摘要:本文针对全工序铣齿技术在小模数航空螺旋锥齿轮领域的应用进行了综述。
通过调研螺旋锥齿轮全工序铣齿关键技术及其在相关领域的应用情况,探讨了全工序铣齿技术在在航空领域应用的可行性,尤其是针对小模数航空螺旋锥齿轮的制造工艺。
结果表明,工序法铣齿法加工技术在小模数航空螺旋锥齿轮的加工领域具有良好的应用前景。
关键词:全工序铣齿;航空螺旋锥齿轮;KIMOS;印痕模拟1.引言由于全工序铣齿加工方法效率高,已在汽车齿轮制造方面有较为成熟的应用。
而航空传动结构紧凑,功重比要求高,此外,航空螺旋锥齿轮在冶金质量和啮合质量上都有严格的要求,单件精度一般在4~5级要求,普遍高于汽车齿轮1~2级。
高精度、小去除量小模数航空螺旋锥齿轮同样具有应用全工序铣齿方案的可能,但由于加工技术等因素的限制,全工序铣齿方法一直未能在航空锥齿轮领域得到较为成熟的应用。
2.行业研究现状对于圆弧齿弧齿和准双曲面齿轮的加工,美国格里森公司相继开发了用于大轮加工的双面法、“五刀法”、全工序法、双重双面法、统一刀盘法、格里森单配制、螺旋成型法、粗铣精拉法、多用刀盘法等多种加工方法随着工业技术的进步,截止目前,除“五刀法”和“全工序法”外,其余加工方法基本已经淡出齿轮加工领域。
“五刀法”是一种是采用凹凸面分开加工,一次只精加工小轮一个面的加工方法,即采用五个刀盘分别对大小轮进行粗、精切加工。
其中,大轮粗、精切与小轮粗切均可采用刀盘一次切削完成,但小轮精切需要凹凸两面分别完成,这样可使精切后两齿面粗糙度值较小但齿轮齿侧间隙不一致,而且五刀法加工需要不断更换刀盘并重新调整刀具参数,降低了加工效率。
由于齿轮模数小,齿厚薄,在加工调整中极易产生干涉现象且不易被发现,造成质量风险、产品交付困难,急需解决。
全工序法是一种是采用凹凸面同时加工,一次成型的加工方法,该方法又称双重螺旋法,既可以提高零件表面粗糙度,保证齿隙的一致性,又可以保证渗层的均匀性,对提高产品质量具有重要意义。
螺旋锥齿轮(螺伞)数控加工的简化计算
螺旋锥齿轮(螺伞)数控加工简易计算摘要:进入21世纪,我国经济进入了突飞猛进的发展期,国内中小特别是小型企业迅猛发展;同时,国内外机加工设备也在全面向着数字化变革,带来了加工工业的变革。
一些老的理论以及工艺已经不能完全适应当前这种需求。
本文通过对螺旋锥齿轮的调整计算、加工的现状分析,提出了简化计算及加工方法,尤其适用于数控加工。
一.螺旋锥齿轮加工现状螺旋锥齿轮又叫弧齿锥齿轮、螺旋伞齿轮,俗称螺伞齿轮、盆角齿轮。
因相对使用较少,设备昂贵,原一般由国营大型企业加工。
其加工参数计算繁琐,且根据单号单面法、固定安装法、双面法等不同加工方法有不同计算公式,同时老式机床调整也复杂。
近年来,随着我国经济迅猛发展,对螺旋锥齿轮的需求也逐步增加,中小企业也开始参与到锥齿轮加工中来。
对于小型生产企业,可以购买新式数控机床,但是不可能掏出上万甚至几十万来购买计算模拟软件,普遍对于螺旋锥齿轮的计算及加工感到困难。
下面根据相关基本理论,结合实践,阐述简明的计算、加工过程。
二.调整计算,确定加工所需项目参数(以复合双面法为基础、综合固定安装法、单面法,使用最少刀盘,获得最高效率为目标)实例:Z1/Z2=8/33,m=5.85齿宽b=33螺旋角β=35轴交角Σ=90齿高变位系数χ=0.475全齿高=10.46 (0.8/0.188)1.几何计算:略2.刀具选用:(全部采用双精刀盘)-刀盘直径根据经验,选用中点锥距2倍左右即可,例如:中点锥距计算为82.821,我们可以选用6英寸刀盘(理论直径φ152.4)。
-刀号根据复合双面法刀号公式:N#=540*tgβ[1-(Lsinβ/r)] / (tgα*Zc)= 11.52 (理论刀号)式中:r-刀盘半径,L-中点锥距,α-压力角,Zc-当量齿数此处采用10.5#刀盘。
(根据经验,为了减少刀盘数量,可以全部采购10.5#刀盘)。
根据刀号通用公式:N#=(γ1+γ2) /20 * sinβ(γ1和γ2为大小轮齿根角,单位:分),将实际刀号10.5代人,反求得螺旋角β为:31.73°(后面计算均按此螺旋角计算,接触区会更容易达到理想状态)-错刀距根据复合双面法公式:W=mL[π/2*cosβ-2tgα(f+c)]/Le =2.77 (复合双面法理论错刀距)式中:m-模数,L-中点锥距,α-压力角,Le-大端锥距,f-齿高系数(0.8),c-顶隙系数(0.188)(此处插入一些说明:复合双面法采用同一把刀盘加工大、小轮,且均为一次成型,成本低,效率较高,所以在满足要求的情况下,企业均希望采用此种加工方法;而根据传统理论,此加工方法适用条件为:模数最大2.5,小轮齿数最少16,且齿高、顶隙系数定义也不同,这就很大程度限制了此加工方法的使用。
螺旋锥齿轮——准双曲面齿轮讲解
面/大轮凸面总是小于小轮凸面/大轮凹面压力角
a 21 15' , a* 8
0
0 0 0
0 0
0
a1 21 15'8 13 15'
a2 21 15'8 29 15'
0
3.极限压力角与压力角
新的设计理念——非对称设计,工作侧与非工
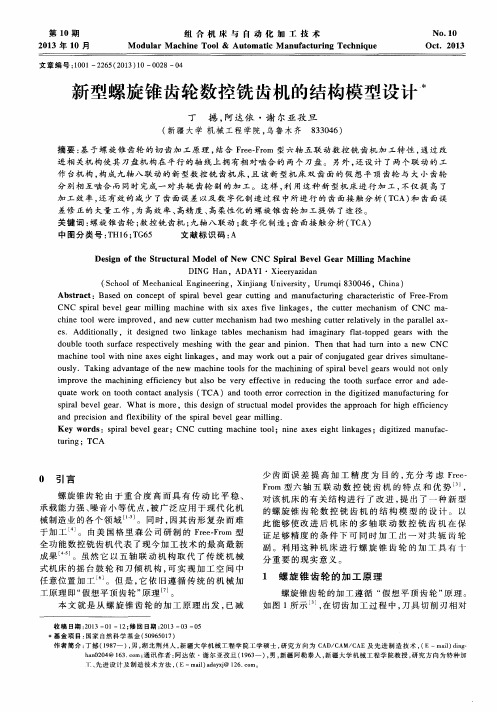
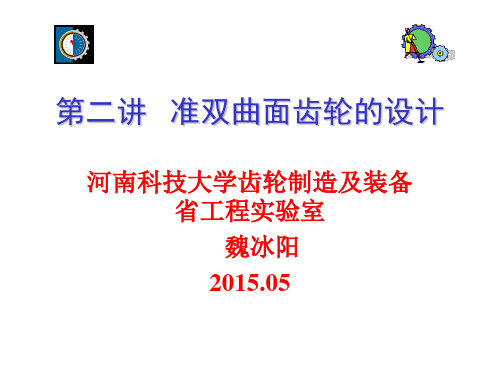
•H1、H2节锥顶点 •H1P小轮锥距R1 •H2P大轮锥距R2 1小轮节锥角 2大轮节锥角 ’ 偏置角
O1 A2
Z O2
H2
ZP
r2 R2
-G
H1ZGຫໍສະໝຸດ R1A1P
r1
K1
1.准双曲面齿轮副的节面模型
• 节平面为两节锥 的共切面 • 节锥面为单叶双 曲面的近似
K2
A2
H2
r2 R2
第二讲 准双曲面齿轮的设计
河南科技大学齿轮制造及装备 省工程实验室 魏冰阳 2015.05
一.绪论
• 螺旋锥齿轮的发展历史 • 准双曲面齿轮的概述
1. 螺旋锥齿轮的发展历史
• 1913年格里森公司发明了曲线齿锥齿轮 加工机床 ,宣告了螺旋锥齿轮的诞生。 • 1946年E.威尔德哈伯(Ernest Wildhaber)
• 如果螺旋角1不满足要求,通过改变r1来 满足 • 如果极限曲率半径不符合标准刀盘尺寸, 通过改变小轮轴截面偏置角来满足 • 过程通常由计算机叠代完成
5.准双曲面齿轮的设计过程
• 三参数(d2,1,)确定双曲线齿轮的节锥
1 r2 (d 2 b2 sin 2 ) 2 z2 sin ' tg 2 1.2( z1 z2 cos)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
传 统 的螺 旋 锥 齿 轮 加 _ r 方 法 通 常 是 首 先 按 照 冈 纸 要 求 加 工 大 轮, 然后 通 过 磨 捌 枢小 轮 的齿 面进 行 啮 合 试验 直 至 印 痕 区 符合 图 纸要求 , 肌_ r 疗 法 中 主要 的 缺 点 包 括 : ( I ) 加 工 效 率低 : 印 痕 调 整 的过程较为复杂 , 对 操 作 者 的 技 能 要求 比较 高 , 往 往 要 根 据 印痕 的 实 际情 况 相l h l l  ̄ T 经 验 确定 调整 参 数 , 调 整 周 期 长 。加 工 程 序 不能 同 化, 每次J J l 1 ‘ 1 鄙 需 要重 新 调 整 。 尤其 不 能满 足 如 现代 工 业 多 型号 、 小 批 量 的 发腱 趋势 ( 2 ) 加_ r 精度低: 依靠 操 作 人 员的 经验 和 技 能很 难 稳 定 的制 造 … 高精 度 的零 件 , 而目 . 这 种 方 式 不符 合 现 代 化 加 工技 术 的 发展 趋 势 ( 3 ) 齿 州/ f 统一 : 传 统 的 螺旋 锥 齿轮 为 配对 加 工 , 在 使 J H 过程中 『 』 I 1 其 中 一 个 齿 轮 报废 ,则 相 配 齿 轮 通 常 情 况 下 也 同时 报 废, 因为 小 同批 次 加 1 问件 号零 件 的 齿 面不 间 目前 欧 荚 发达 围家 应 用 较 为 广 泛 的 是 螺 旋 锥 齿 轮 的数 字 化 加 T 方法且应J 1 J 的 已 经 很成 熟 , 该 技 术 有 高效 率 、 高 合 格 率 和 高 精 度 以及较 好 的 精 度稳 定 性 车 1 J 一致性等优点 , 能 够避 免 传 统 加 工 方法 产 生的弊端 , l J } j i 『 , 我 螺 旋 锥 齿 轮 的数 字 化 加 l I 技 术 正 在 逐 步取 代 传统的加 r : 疗法: 1 . 2 螺旋 锥 齿 轮数 字 化 加 I 过 程 关键 技 术 螺 旋 锥 街轮数 字 化 加 T的 目标是 实现 齿 轮 的 设计 _ 】 I 、 制造l : I 和榆 测【 l 整 个 过 协 同 , 以实 现 螺 旋 锥 街 轮 的 高效 、 高 精 度 制造 技 术 , 螺 旋 锥 齿 轮数 宇 化 加 体过 程 : 根 据 图纸 建 模 一 模 拟 仿 真 得 到 印痕 一 得 到 加 1 : 参数一 加l 1 零 件一 测量实际齿面一 与 标 准 齿 轮 齿 面 进 行 比 较一 调整J J l 】 T 参数一 分 析 比较 印痕 一 调整加二 r 参 数一 反 复 调整 直 至 得 到 合格 印痕 。 首 先进 行螺 旋锥 轮 齿 面 的 i维 精确 建 模 , 目前在 工 程 化 中应 『 H 较 广 泛 的 如 克林 n 1 格的 K I M O S ,格 里森 的 G — A G E等 专 用 软 件 , 有 的研 究院 校 也使 H 】 U G、 C A T I A等 软 件 , 根 据设 计 图 纸 参 数 实现 其 建 模 一模 建立 后 即 可以根 据 设 计 图 纸要 求 实 现 印 痕 的模 拟 仿 真 , 包 括 齿 面接 触 分 析和 加 载后 齿 面接 触 分 析 . 得 到合 格 的 印 痕 后 即定 义陔齿 面 即为理 论 齿 向 同时 还 可 以通 过 数 字化 的 方式 自动 获取 加 ’ 1 此齿 面对 应 的 调整 , 包括 机 床 加 T 参数 和 刀具 设 计 参数 等 。 建模 过 程 中涉 及 剑理 沦齿 i f I = 『 、 实 测 齿 面 和 形貌 图 的 概 念 , 在 齿 面检测 后 可 以 获 得实 测 齿 面数 据 , 进 一 步 同 理论 齿 面 对 比得 到 齿 面 形貌冈 , 然 后 根据 形 貌榆 测 数 据 调 整 加 T 参 数 . 目前 常 用 的齿 面形 貌 冈 通 常 是 整 个 内 面 取 9列 5行 共 4 5个 点 来 表 示 齿 面 的 形态 ,
科技创新与应用 I 2 0 1 5 年 第1 4 期
工 业 技 术
螺 旋 锥 齿轮 数 字化制 造 过程 关键 技术概 述
王 增 强 聂 峻 峰 赵 兴 福 张彦 飞
( 哈 尔滨 东安发动机( 集团) 有限公司 , 黑龙江 哈 尔滨 l 5 0 0 0 0 )
摘 要: 螺旋 锥 齿轮 应 用 广 泛 , 但 随着 工 业发 展 , 对 其 制造 精 度 的要 求也越 来越 高 , 目前齿 面误 差 可 达 0 . 0 0 5 am, r 传统的h_ r - 方法 由 于质 量 不稳 定 、 精 度低 、 一致性差 、 效率低等原因, 正逐 步被 先 进 的 螺旋 锥 齿 轮 数 字化 加 工技 术 所取 代 。 齿 面的 数 字 化加 工过
程 中涉及到的关键技术 包括 : 螺旋锥齿轮数字化建模 、 印痕数字化模拟仿 真、 加工参数的智能获取和调整以及数 字化 检测技术
等 关键词: 螺 旋锥 齿轮 ; 数 字化 ; h_ z - ; 检 测
1 慨 述
1 . 1螺 旋 锥 轮 J Leabharlann f 】 】 技 术发 肥 趋势
标准齿轮中的 4 5 个 坐 标点 是通 过 啮 合 仿 真得 到 合 格 印痕 后 对 应 的 齿 面的 坐 标 , 可 以认 为 是 理 论 坐标 。 进 行 齿 面 I ^ 标 点 测 量 时
如图 1
同样使用数字化的手段 , 使用 坐标或齿轮专用测量机 往进行相应 的模块 升 级 后 可 以读 取标 准 齿 轮 的模 型 , 『 1 动生 成 检测 程 序 并 生 成
更 精 确 的检 测 报告 , 如图 2 。事 实 上 , 离 线 榆测 编 程技 术最 近几 年 嘘 用 推 广 的较 为 广 泛 , 如离 心 叶 轮 、 大 型零 件 的复 杂 曲 面 等检 测 , 应 用 这 种 检测 方 法 不 仅提 高 了检 测 效 率 , 在 提 高零 件 的 制 造精 度 方 面 起 到 重要 作 用 。