NASM 1312-32-1998 紧固件试验方法32 螺母测试
NASM1312-32

--``-`-`,,`,,`,`,,`---
THE INITIAL RELEASE THIS DOCUMENT SUPERSEDES MILSTD-1312-32. OF DESIGNATION FORTHIS TEST METHOD REMAINS MILSTD-1312-32.
LIST OF CURRENT SHEETS
5.6 6. 6.1 6.2 6.3 6.4 FIGURES 1. 2. 3. 4. TABLE I.
Page SCOPE ............................................................................................ 3 Applicability ...................................................................................... 3 APPLICABLEDOCUMENTS ............................................................ 3 Government documents .......................................................................... 3 Specifications, standards and handbooks ..................................................... 3 Non-Government publications ................................................................ 3 Order of precedence.............................................................................. 4 4 DEFINITIONS ................................................................................... GENERALREQUIREMENTS................................................................ 4 Test apparatus .................................................................................... 4 Testing machine .................................................................................. 4 .................................................................... 4 Deflection measuring device Test fixtures....................................................................................... 4 Test bolts .......................................................................................... 4 DETAILREQUIREMENTS ................................................................... 5 Test procedure.................................................................................... 5 Test setup .......................................................................................... 5 Thread engagement .............................................................................. 5 Loading rate ....................................................................................... 5 Load-deflection curves 5 .. . .......................................................................... . Fallrng ...................................................................... 5 Number of specimens............................................................................ 6 Yield load. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 . NOTES ............................................................................................ 6 ....................................................................................... 6 Intended use IssueofDODISS ............................................................................... 6 Test report .......................................................................................... 7 Subject term (key word) listing.................................................................. 7 Test setup . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 Test fixture......................................................................................... 9 Sample load ....................................................................................... 10 Johnson'stwo-thirdsapproximatemethod for determination of yield strength.........11 Tension load rates ................................................................................. 2 6
紧固件材料检验规范

紧固件材料检验规范(ISO9001-2015/IATF16949)1、目的本标准规定了普通紧固件和API端部和出口法兰连接用螺栓、螺母的验收范围和验收准则。
2、适用范围本标准适用于本公司用紧固件及双头螺栓、螺母的检验。
3、引用标准API SPEC 6A 井口装置及采油树设备规范ASTM A193 高温用合金钢和不锈钢螺栓材料ASTM A194 高温高压用碳素钢和合金钢螺栓用螺母ASTM A320 低温用合金钢螺栓材料GB2828 连续批抽样检查及抽样表4、普通紧固件验收准则4.1采购的紧固件应附有规范的产品质量合格证明文件。
4.2尺寸外形检验4.2.1取样及方法采用计件的两次抽样方法,即从提交验收的一批产品中注意抽取n1件样品,如其中不合格品数不超过c1件,则该产品予以验收,如超过c2件则该批产品不予验收,如超过c1件但不超过c2件,则进行第二次抽样,从该批产品再抽取n2件样品,如两次抽取样品n1+ n2中的不合品数之和不超过c2件,予以验收,超过c2件则不予验收,抽样数量n1、 n2及判定数c1、c2见表一。
表一4.2.2验收准则检验结果应符合图样或订单要求。
5、螺栓和螺母5.1化学成份5.1.1取样API端部和出口法兰连接用的螺栓、螺母用材料应按批次进行化学分析。
5.1.2方法化学分析执行相关标准。
5.1.3验收准则化学分析结果应符合表二要求。
表二化学成份(%)25.2力学性能5.2.1拉伸试验5.2.1.1取样API端部和出口法兰连接用的螺栓拉伸试验应按相同规格以批次进行试验。
批的确定如表三。
表三5.2.1.2验收准则试验结果应符合表四要求。
表四5.2.2 冲击试验5.2.2.1取样同5.2.1.1取样,但仅L7、L7M级别的螺栓应作冲击试验,需是三个试样。
5.2.2.2试验方法试验方法执行《金属材料机械性能试验规程》标准要求。
试验温度确定如表五,试验温度也可以依据采购合同/协议要求的温度级别确定,如L级的试验温度确定为≥-46℃,应在螺栓上标识相应的试验温度。
螺母螺栓检验规范(含表格)
螺母/螺栓检验规范(IATF16949/ISO9001-2015)1.0目的为检验员提供检验规则和检验方法,保证螺母/螺栓满足客户的要求。
2.0适用范围适用于本公司螺母/螺栓的检验。
3.0作业内容3.1 测量工具:图纸、卡尺、螺纹样板、胶纸、十六格刀片、NacL、纯净水、量杯、硬度测试仪。
3.2 缺陷分类及定义:A类:单位产品的极重要质量特性不符合规定。
B类:单位产品的一般质量特性不符合规定。
3.3判定依据:抽样检验依《抽样方案表》。
3.4不合格制品按《不合格品管理控制程序》、《原材料不合格处理流程》执行。
3.5 检验项目、标准、缺陷分类一览表# 检验项目验收标准检验方法及工具 A B 备注1 洛氏硬度图纸方法:GB/T 3098.1工具:硬度测试仪2外观表面参照《电镀件检验参照《电镀件检验作业指导书》电镀层表面划伤尘点(凸点、麻点)作业指导书》3性能附着力测试参照《电镀件检验作业指导书》参照《电镀件检验作业指导书》盐雾测试4 尺寸图纸要求方法:测绘法工具:游标卡尺5 结构图纸要求方法:测绘法工具:游标卡尺4.0相关文件4.1 《产品规格书》4.2《不合格品管理控制程序》4.3《原材料不合格处理流程》5.0记录表格5.1 《抽样方案表》5.2 《螺母/螺栓检验报告表》螺母/螺栓检验报告表来料批次制品型号质检员外协单位检验日期检验项目标准要求实测值单项结论洛氏硬度图纸外观表面电镀良好,光泽均匀、无发黑、发黄现象表面划伤长度≤20m m,宽度≤0.2mm,深度≤0.1mm,数量≤4尘点(凸点、麻点)直径≤0.3mm,距离>20mm,数量≤4性能附着力测试脱落总面积≤0.05盐雾测试表面无锈蚀、变色及镀层脱落尺寸图纸要求结构图纸要求其它要求:备注:。
螺栓螺母试验大全

关于SANS液压试验机试验紧固件的说明(技术保密文件,谨慎传播)前言:紧固件力学测试通常就是螺栓、螺母试验。
螺栓试验包含螺栓拉伸断裂(或保载)试验、楔负荷试验;螺母通常是螺母保载试验(拉伸或压缩保载)。
目前SANS液压试验机专门做紧固件测试的已经有:300kN-3000kN的万能试验机(既可以满足标准试样的拉伸也可以满足紧固件的拉伸试验),3000kN-5000kN的紧固件专用试验机(只满足螺栓、螺母的拉伸或压缩试验)1、SANS的液压试验机CHT4000(螺栓保载试验有加载速度要求,尽量不使用)、SHT4000、SHT5000系列均可配置螺栓拉伸、螺母保载夹具,只是不同量程试验机满足的螺栓螺母规格范围和试样长度不同而已。
但是优先推荐在电液伺服的试验机上配置螺栓拉伸、螺母保载夹具。
螺栓拉伸试验标准:3098.1-2000; 螺母保载试验标准:3098.2-2000注意,目前标准中,最大规格螺栓为M39,M39以上规格参照执行,而螺母压缩保载尚无相应标准。
2、除必须注意不同量程试验机满足最大直径螺栓规格不同外,还必须注意同一量程试验机满足不同等级的螺栓最大直径规格不同(细牙螺纹的强度会略高于粗牙螺纹),具体如下(美制统一螺纹、英制惠氏螺纹,根据附件:部分米制普通螺纹、统一螺纹(美制)、惠氏螺纹(英制)对照表折算):300kN最大满足:(标准有备货夹具,可满足螺纹最大规格M20)公制粗压螺纹12.9级M18,M18及以下均可拉断;公制粗压螺纹10.9级M20,M20及以下均可拉断;600kN最大满足:(标准有备货夹具,可满足螺纹最大规格12.9级M24)公制粗压螺纹12.9级M24,M24及以下均可拉断;公制粗压螺纹10.9级M27,M27及以下均可拉断;1000kN最大满足:(标准有备货夹具,可满足螺纹最大规格12.9级M30)公制粗压螺纹12.9级M33,M33及以下均可拉断;公制粗压螺纹10.9级M36,M36及以下均可拉断;2000kN最大满足:(标准有备货夹具,可满足螺纹最大规格为M48)公制粗压螺纹12.9级M48,M48及以下均可拉断;公制粗压螺纹10.9级M52,M52及以下均可拉断;3000kN最大满足:公制粗压螺纹12.9级M60,M60及以下均可拉断;公制粗压螺纹10.9级M64,M64及以下均可拉断;4000kN最大满足:公制粗压螺纹12.9级M76,M76及以下均可拉断;公制粗压螺纹10.9级M80,M80及以下均可拉断;3、无论螺栓试验、还是螺母试验,都是将不同工装(如垫板、螺纹连接头等)放置在同一个上下拉伸头内,来满足不同规格的螺栓的拉伸或者螺母的保载。
螺母检验报告
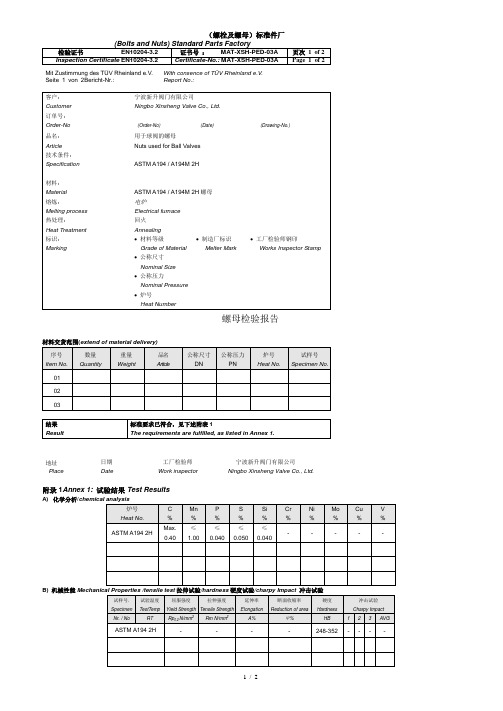
试样号. 试验温度 屈服强度
拉伸强度
延伸率
断面收缩率
硬度
Specimen TestTemp Yield Strength Tensile Strength Elongation Reduction of area
Nr. / No
RT
Rp0.2 N/mm2
Rm N/mm2
A%
Ψ%
Hardness HB
宁波新升阀门有限公司 Ningbo Xinsheng Valve Co., Ltd.
(Order-No)
(Date)
用于球阀的螺母
Nuts used for Ball Valves
ASTM A194 / A194M 2H
(Drawing-No.)
材料: Material 熔炼: Melting process 热处理: Heat Treatment 标识: Marking
内容 / details DIN 1690-2: S3 / 100 %
结果/ result OK N/A N/A
地点 Place
日期 Date
工厂检验师 Work inspector
宁波新升阀门有限公司 Ningbo Xinsheng Valve Co., Ltd.
感谢您使用本店文档 您的满意是我们的永恒的追求! (本句可删) ------------------------------------------------------------------------------------------------------------
ASTM A194 / A194M 2H 螺母 电炉
Electrical furnace 回火
Annealing • 材料等级
螺栓、螺母检验规程

螺栓、螺母检验规程
1.范围
本标准规定了公司螺栓、螺母检验的检验项目及要求、注意事项等内容。
适用于螺栓、螺母、平垫、弹垫、销轴等标准件的进货检验。
2.参照依据
GB/T 90.1-2002 紧固件验收检查
GB/T 16938-2008紧固件螺栓、螺钉、螺柱和螺母通用技术条件
GB/T 3098.1-2000紧固件机械性能螺栓、螺钉和螺柱
GB/T 3103.1-2002紧固件公差螺栓、螺钉、螺柱和螺母
GB/T 3103.3-2000紧固件公差平垫圈
GB/T 3104-1982紧固件六角产品的对边宽度
GB/T 5267.4-2009紧固件表面处理耐腐蚀不锈钢钝化处理
GB/T 5779.1-2000紧固件表面缺陷螺栓、螺钉和螺柱一般要求
3.检验项目及要求
检验前应填写好“螺栓、螺母检验记录”中的合同号、产品名称、产品型号、出厂编号,必要时需该项目车间负责人在旁。
4.安全及注意事项
试验过程中,应参照Q/HZJ 6802做好人身和设备安全的措施。
5.相关记录及文件
5.1 质检后处理
按照以上标准检测之后,及时记录下试验数据,同时用贴纸将不合格项目记录下来,粘贴在被测件上,已方便工人修改,工人不得擅自撕下贴纸,必须经质检部再起检查后,确认无误方可撕去。
5.2 质量记录明细表:
编制杨淑钰修改校对批准
螺纹螺母检验记录表交检单号:检验员:。
螺母全跳动公差实用检测方法

螺母全跳动公差实用检测方法螺母(也叫螺帽)就是与螺栓或螺杆拧在一起用来起紧固作用的零件,所有生产制造机械必须用的一种原件,也是最常用的一种零部件。
虽然小,但在机械制造中起着重大的作用,如果质量有问题或安装不合适,有可能造成严重的后果。
比如北京的地铁电梯事故,原因就是螺丝的松动造成的。
螺母产品标准中技术条件和引用标准规定:螺母公差依据GB/T3103.1——2002的要求,需要检测全跳动公差。
全跳动公差如图1所示,实际上就是螺母螺纹的轴线与支承面的垂直度。
图1现在市场上没有现成的全跳动公差检测设备或仪器,要检测全跳动公差,根据国家标准GB/T3103.1——2002的示意图(图1),需要购买偏摆仪、百分表及塞规(或心轴)等仪器,然后把这些仪器组合到一起来检测。
这样的检测方法既不经济又麻烦,操作人员不细心,精度也得不到保证。
那么,怎样又好又快的检测螺母螺纹的轴线与支承面的垂直度呢?首先我们来看螺母在使用过程中,螺母螺纹的轴线与支承面的垂直度超出公差范围,会出现什么样的结果?假如我们现在用两套螺栓和螺母来连接两块钢板(或者构件),如果螺母螺纹的轴线与支承面不是垂直的,或者垂直度超出公差范围,我们会发现:螺母拧上去是偏的,螺母的支承面与钢板没有完全接触,本来应该是面接触,现在变成了点接触。
结果就会出现固定不紧,所承受的紧固力达不到预期效果,容易滑丝、脱扣,缩短正常的使用寿命。
如果用在重要部位,还可能造成事故。
出现这种问题是因为螺母在生产过程中,螺母的孔冲歪了。
通过上面的例子可以看出,实际的使用过程就是简单的检测方法,只是不够科学、严谨,不能检测出不垂直度的准确值。
我们作为面向社会公众出具检验报告的第三方检验机构,就要准确测量出不垂直度的值,或者是全跳动公差的值。
下面我们自己来制作一种简单、经济、实用的螺母垂直度规。
需要购买检测螺纹精度用的塞规和塞尺(0.02——1mm),我们只用塞规的其中一端——通规,将其从塞规上取出。
螺母检验标准

在试样表面出现玫瑰红色斑点的时间
大于 2min 为合格
r、不锈钢 A2-70(如 SUS 304),红锈
时间≥360h;
s、不锈钢 A4-70(如 SUS 316),红锈
时间≥1500h;
不符合以上要求时判定不合格
第 10 步
17、依据抽样方案抽取产品按GB/T 4334-2008经10%草酸 t、防腐性能不合格要求判定不合格 浸蚀试验后,晶界形态浸蚀组织应达到一类:阶梯组织。;
附录一螺母公差
附录二材料要求 附录三材料要求
附录四厚度要求
附录五厚度要求
附录六
附录七
附录八
16、依据抽样方案抽取产品并按照 GB/T 10125-2002 规 格;
防腐性能 盐 雾 试 验 定的条件下进行试验; 箱、10%草酸
q、表面处理工艺(锰盐磷化或锌盐磷 定期抽检 化),点滴液为 0.2mol/L 的硫酸铜 40
毫升、100g/L 的氯化钠 20 毫升和 0.1
mol/L 的盐酸 0.8 毫升混合而成,点滴
GB/T 6170-2000 1型六角螺母 A和B级
GB/T 6171-2000 1型六角螺母 细牙
GB/T 6172.1 六角薄螺母 A和B级
QJS/RK 01.020-2015 紧固件 设计选用规范
关键特性
1 螺纹 2 尺寸 3 材质 4 机械性能
备注
拟制/日期
审核/日期
变更标记 变更申请单号
检验员确认/日期
包装箱外表应注明制造
包装方式
独立单位包装容器,且经塑料包 装袋包裹,保证产品在储运过程
包装标识
厂名,产品名称和编码, 产品数量,制造或者出
中不变形、撞伤、损坏等。能够