YAMAHA YS 培训资料 level1(operator)
YAMAHA数字调音台技术文档
模式一:全区调音台用所有音源进AUX1 DME 把AUX1路由到所有音箱移动音箱使用BUS1 调音台上BUS1分到所有移动音箱24路话筒、LINE1、2进AUX9,AUX9进MA TRIX1-4分别作为录音、均衡、反馈抑制、效果信号模式二:分三个区(左、中、右)第一跳线排(话筒信号)C、D、I/J、G区话筒进跳线排输出1-8路再进调音台为左区A、B区话筒进跳线排输出9-16路再进调音台为中区E、F、K/L、H区话筒进跳线排输出再进调音台17-24路为右区第二跳线排(自动混音台)信号进调音台LINE1、2(暂设定为A区信号,进AUX3,DME路由到中区音箱)第三跳线排(无线话筒共12只、音源播放4台、效果处理3台)无线话筒进跳线排输出1-4进调音台LINE3-6为左区无线话筒进跳线排输出5-8进调音台LINE7-10进中区无线话筒进跳线排输出9-12进调音台LINE11-14进右区音播放器进跳线排输出13\14进调音台LINE15-16进左区音播放器进跳线排输出15\16进调音台LINE17-18进中区音播放器进跳线排输出17\18进调音台LINE19-20进右区效果处理进跳线排输出19、20进调音台LINE21-22(暂定进中区,进BUS2,DME路由到中区音箱)矩阵信号21-22进跳线排输出进调音台LINE23-24进左区矩阵信号23-24进跳线排输出进调音台LINE25-26进中区矩阵信号25-26进跳线排输出进调音台LINE27-28进右区调音台模式调音台把1-8、LINE3-6、15-16、23-24路输入进AUX2、BUS1DME把BUS1、AUX2路由到左区音箱调音台把9-16、LINE1、2、LINE7-10、17-18、21-22、25-26路输入进BUS2、AUX3 DME把BUS2、AUX3路由到中区音箱调音台把17-24、LINE11-14、19-20、27-28路输入进BUS3、AUX4DME把BUS3、AUX4路由到右区音箱调音台录音调音台把1-8、LINE3-6路输入进AUX9调音台把9-16、LINE1、2、LINE7-10路输入进AUX10调音台把17-24、LINE11-14路输入进AUX11(AUX9-11送到MATRIX1-4需在调音台上手动分配才可作到同时进行处理)模式三:分七个区(左一、左二、左三、中、右一、右二、右三)第一跳线排(话筒信号)C、D区话筒进调音台1-3路为左一区I/J区话筒进调音台前4-6路为左二区G区话筒进调音台前7-9路为左三区AB区话筒进调音台10-12路为中区E、F区话筒进调音台13-15路为右一区K/L区话筒进调音台前16-18路为右二区H区话筒进调音台前19-21路为右三区第二跳线排(自动混音台)信号进调音台LINE1、2(暂设定为中区信号)第三跳线排(无线话筒共12只、音源播放4台、效果处理3台)无线话筒1进调音台LINE3进左一区无线话筒2进调音台LINE4进左二区无线话筒3进调音台LINE5进左三区无线话筒4进调音台LINE6进中区无线话筒5进调音台LINE7进右一区无线话筒6进调音台LINE8进右二区无线话筒7进调音台LINE9进右三区音播放器15\16进调音台LINE15-16左一区音播放器17\18进调音台LINE17-18左二区音播放器19\20进调音台LINE19-20左三区音播放器21\22进调音台LINE21-22中区.。
YAMAHA基本操作教程第二章附页

*1:根据实际生产计划设定生产数量,当机器生产到此数量后就会自动停机不再生产了,它可以减少人工统计生产数量的时间,避免多生产或少生产,减少原材料的浪费.*2:基板固定的三种方式应根据实际生产的情况来确定(在有这个装置的情况下),一般柔性的较薄的基板不易使用边夹定位,基板易变形而影响贴装效果,应采用定位针加顶针定位.*3:固定开始时间指机器主挡块处基板检出传感器感应到基板后开始固定基板的时间,它是一个延时设置,即在检出传感器感应到基板后推迟固定的时间,它的主要作用是当基板太大或太厚、传送速度慢时,避免基板传送不到位而导致机器无法进行固定(使用PIN定位时)、标记点偏离识别范围无法进行贴装,如基板反面有元件时容易导致元件被损坏或报废.因此应根据具体情况设置固定延迟时间,有效范围在0.0~1.9秒.*4:固定开始的高度也就是一块基板贴装完成后顶针装置下降的高度,当一块基板贴装完成,顶针装置下降后开始送板,基板背面已有元件时,如此时顶针装置下降的高度不够则会导致元件与顶针装置相互碰撞,因此应根据基板的具体情况来设定这个值.*5:传送带空转主要是针对特殊形状的基板(缺口、中间有孔等),它是一个延时的设置,当出口传感器感应到基板后呈ON状态,当基板离开传感器后呈OFF状态,此设置即在传感器OFF后继续转动的时间,以避免生产特殊形状的基板时出口传感器对出板识别错误,它的设定范围为0.0~0.9秒,如生产基板形状正常则设为0.*6:元件画像校正功能,正常校正指在元件识别成功后对偏差进行补偿后再贴片.无视错误指识别成功后不对偏差进行补偿贴片.机器是根据吸嘴的中心位置进行贴装的.*7:此参数是指机器在进行元件吸取和贴装时是否进行真空检测,如选择不使用,在元件吸取和贴装里面的真空检测设置将无效.*8:补料的三种方式具体过程是:1:贴完一组后补料需要预先将元件按大小类型或高低等进行分类,如在贴装某一组料时有抛料,机器会在这组元件贴装完进行补料后再进行下一组料的贴装,一般是先贴小元件再贴大的高度高的元件,好处是可以避免元件相互碰撞;2:贴完一小块后补料指机器在贴装过程中抛料后不会立即进行补料而要等这个拼块贴装结束再进行补料,然后再继续下一拼块的贴装.3:自动进行补料指机器自动选择补料的时间.以上三种方式前两种较第三种耗时,原因是机器都要进行一次单独的运行去补这个料,而自动补料时机器则是在吸取别的原件且在最佳时机时进行,不会浪费时间.但对于有大型和高度较高的基板不宜用后两种,有可能会导致元件撞件,应根据具体情况使用.*9:这个功能有两种模式,1:不使用.2;使用.当设置为使用时,机器在贴装完上一片基板后,在传送基板的同时继续吸取下一块基板的元件,之后再到指定的位置等待下一块基板固定好后进行标记识别和贴装,此功能的优点是节约机器等待送板和进板这段时间,可以提高生产效率.*贴片头等待进板时停的位置距离基板越近越省时,最佳地方是第一个标记点上方,当基板固定好后无需再移动头部即可进行第一个标记点的识别,此位置在机器参数中可以进行示教.*10:在这里显示的数字即该标记在标记库中的序号,选择时按<数据库>按钮,<数据库一览>画面显示,从中选择复制样本数据,按<设置>按钮,实施复制即可.*11*12*13:照明级别在标记识别时被分成几个领域,在各个领域分别设定照明级别,但必须注意要根据基板和标记的材质*14:元件所使用的吸嘴,这个设置确定哪个类型的吸嘴可以用来吸取该元件,应注意,机器参数中已经对元件和吸嘴作了具体的规定,选择时应根据元件具体大小拉选择相应的吸嘴,如果选择错误机器将出报错警告提醒且无法运行!*15:送料器的类型,送料器按大小分有:8mm、12mm、16mm、24mm、32mm、44mm、56mm。
yamahaYS调效高级资料
Service Information
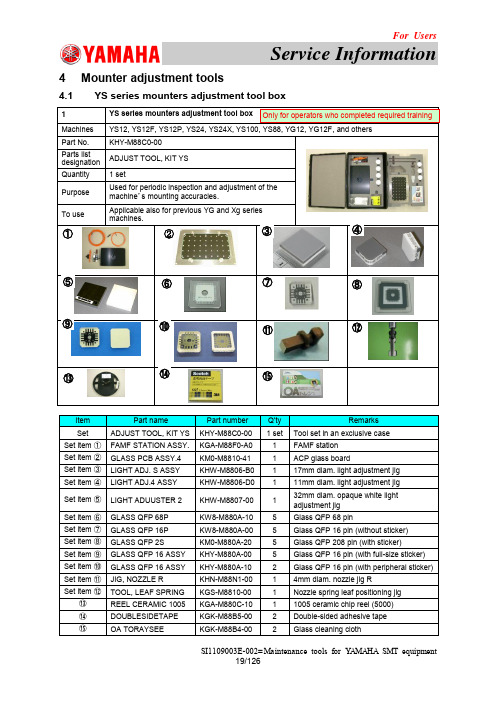
4 Mounter adjustment tools
4.1 YS series mounters adjustment tool box
1
YS series mounters adjustment tool box Only for operators who completed required training
1-④ Machines Part No. Parts list designation Required Q’ty Purpose
To use
11mm diam. light adjustment jig YS12, YS12P, YS24, and YG12, KHW-M8806-D0
Only for operators who completed required training
⑬ ⑭ ⑮
GLASS QFP 68P GLASS QFP 16P GLASS QFP 2S GLASS QFP 16 ASSY GLASS QFP 16 ASSY JIG, NOZZLE R TOOL, LEAF SPRING REEL CERAMIC 1005 DOUBLESIDETAPE OA TORAYSEE
To use
32mm diam. opaque white light adjustment jig Only for operators who completed required training
YS12F, YS24X, YS100, YS88, YG12F, YG100, YG100R, YG88, YG88R, YV100-Xg, YV88-Xg, KHW-M8807-00
雅马哈专业音响培训手册

目录第1章扩音基础什么叫扩音?了解连接和信号流额外的信号路径第2章声音塑形—基本知识和工具第3章根据具体情形选用适当的设备采集各个乐器的声音电缆类型接口类型乐器输出特性场地/观众容量系统扩展最新的数字录音机第4章质量控制第一章扩音基础什么叫扩音?扩音是为了增强和调整表演、嗓音或演讲的音量,使观众能够轻易听见。
在这第一章中,我们将描述需要扩音的某些特殊情形以及扩音所起的作用。
•向观众输送声音请看下例;一位表演者在少数几个人面前演唱并演奏原声吉他,无需提高声音或原声吉他的音量,人们也能清楚地听见。
但当表演者在一大群观众面前表演时,或距离观众较远时,声音不会完全传到人群后面。
在这种情况下,需要通过扩音系统来提高音量。
平衡乐器音量不同乐器的音量大小各不相同。
在前述嗓音伴随原声吉他的例子中,嗓音和原声吉他的音量差别不大。
但如果增加某些大音量乐器,如鼓、电吉他和电贝司,则原声吉他和嗓门所发出的声音就会丢失,除非将它的音量放大。
在这种情况下,必须同时增加原声吉他和嗓音的音量,使乐队中所有乐器的音量得到很好的平衡监听器使演出更容易演出过程中会使用许多不同类型的乐器。
根据您在小组中的位置,您可能无法清楚地听到自己或其他表演者的声音,从而使您难以发挥最佳水平。
主扬声器用于向观众输送声音,监听扬声器用于向表演者提供均衡的混音,使他们能够更舒适地表演根据需要切换音源在事件中,扩音系统使用得比乐器还多。
事件在换景和间歇时可能会有MC 或BGM。
在这种情况下,音响系统就会发挥主要作用,将乐器输出的声音关闭同时打开MC的麦克风并为观众适当调整背景音乐的音量了解连接和信号流右图所示的例子说明了典型扩音系统所使用的设备。
对准声响源的麦克风会采集声音,然后经系统放大后输出至扬声器。
请看各设备所起的作用•麦克风—将声音转换为电信号麦克风用于将语音或乐器产生的声音转换为电信号,使其可通过系统进行调整、修改和放大。
麦克风采集的声音从“声响”转换为“电信号”,然后通过将麦克风连接至调音台的电缆转送至下一设备(调音台•调音台—对已转换为电信号的声音进行调整调音台用于对经由麦克风转换为电信号的声音进行调整。
YAMAHA YV100XG LEVEL#1 Training

YAMAHA YV100XG Level#1 Training
2. PICK 项功能介绍
1).Position Definition:对FEEDER 的吸取位置定义. 2). Pick Up Angle: 顺时针方向
为正向增加.逆时针方向为负向 增加.原始的0度,通常以材料在 FEEDER中长边视为0度. 3). Pick Height: 吸取高度. 以 NOZZLE TIP接触到料带上 表面为0.往下为正向增加. 4).Pick Timer: 贴片头下降到最低指定置吸取元件,停留的时间. 5).Pick Speed:贴片头移动到指定位置(FEEDER上方)下降吸取元件的速 度. 6). XY Speed: 贴片头XY移动的速度.
LESSON 5 建立基板的数据(Create a program) 1.元件贴装程序辑编简易流程
YAMAHA YV100XG Level#1 Training 2.基板数据的构成:
YAMAHA YV100XG Level#1 Training
1.建立基板名 1) 直接建立法: 输入基板名称,确定 基板属性(及扩展名). 2) 复制修改法: 调用原先有的程序, 仅对基板中的部分参数进行修改. (对于,同一产品的不同版本,编程可 节省时间,提高程序可执行性.) 3) 关于XML, VIOS, TXT 属性的解 释.
YAMAHA YV100XG Level#1 Training
LESSON 4 掌握基本操作
1.机器上铵钮及外设的介绍.
YAMAHA YV100XG Level#1 Training
2.了解YAMAHA 程序操作画面的基本构成.
YAMAHA YV100XG Level#1 Training
YAMAHAYS操作使用培训资料
Insert:在光标所在位置插入空行,原有内容自动下移,OwPaste:将复制的内容贴到光标所在处,新的内容直接覆盖原来的内容。
InsPaste:将复制的内容贴到光标所在处,原来的内容自动下移,不会被覆盖。
Cut(Del):删除剪切当前行被删除,下面的内容直接上移,剪掉的内容还可以贴到其它位置。
Y
点击点击点击完成
N
※PCB宽度设定不可过宽(会导致PCB掉落),亦不可过窄(会导致PCB传送不顺)!
PCB固定以及顶针放置
YY
点击点击完成
※PCB厚度设定与TABLE上升的高度无关;但为了保持程式与其他机型的一致性,请按实际厚度录入.
※PCB的固定方式是采用PCBclamp及Edgeclamp配合的方式进行定位的.程式中的定位方式
只要选择成Edgeclamp即可
2.BOARD参数设置
(1):BOARD
BoardSize(X):指要生产的PCB在X方向上的尺寸.
Board Size(Y):指要生产的PCB在Y方向上的尺寸.
BoardSize Height:指要生产的PCB的厚度.
Board Comment:对当前程序的说明性语句,对机器运行不产生影响,如“For IBMMainBoard”等.
该标记表示机器处于自动运行状态,可以按操作面板上的“STOP”使机器停止运行
该标记表示机器处于安全停止状态位状态,必须消除掉安全停止的原因后才可以运行
该标记表示机器处于错误报警状态,如吸料错误,识别错误等
(3)基本操作
开关机步驟:
开机归原点、暖机选择程式调试、生产关机
※一定要按正常程序开关机器!
YS贴片机操作指导书

一、 目的:规范对SMT 贴片机的操作、保养,以保证产品质量及延长设备寿命。
二、 范围:贴片机:YAMAHA YS24 三、 定义:略 四、 职责:生产制造部SMT 操作员对的贴片机操作和日常保养。
SMT 技术员对贴片机进行保养及维护。
SMT 工程师对贴片机进行故障排除及维修。
品保部进行监督。
机器基本外观:五、 运作过程: 贴片机的基本操作步骤检查输入电源是否为三相380V 交流电、±10%;空气压力是否为cm 2、± cm 2. 合上总开关,给机器供电。
开电源。
(1) 打开机器前左下方开关面板上电源开关,机器进行自检。
(2) 自检OK ,主单显示后,旋开机器上的[EMERGXENC Y STOP]键,按下[READY]键,[EMERGXENC Y STOP]信息消失,各轴处于伺服控制。
回原点(1) 选择[ORIGIN]。
(在菜单中选择)(2) 检查各轴无异物影响运动后,按[OK]确定,各轴开始回原点。
ACTIVE READY RESET操作选择 伺服 复位MAIN POWER 电源开关气压指信号指示显示器 安全盖键盘 滑EMG 紧急停止按钮:回原点前必须检查机器各运动部位是否有异物阻挡,如有异常会损坏机器运动部位!!暖机(1)检查主机:检查供料器:异常停止解除。
供料器正常安装。
顶针不会移动。
回原点完成。
推杆锁紧。
(2)(3)8-10分钟,自动停止。
(4)随时观察暖机时机器运行情况,发现异常立即停止暖机,并上报情况!!:暖机时随时观察机器运行情况发生异常,马上停止操作,检查问题原因并解决它。
5.1.5PCB开始生产:用鼠标选择[BOARD]中要生产的PCB名称,按(1)操作员根据所各机种《SMT排位表》上料。
(2)选择[READY](3)按下绿色[START]机器开始生产。
障碍排除远离机器的活动范围。
PCB生产完成PCB生产准备阶段。
关电源完工检查检查并确保吸嘴未缺口或损坏,无锡膏或残留物黏附。
YAMAHA YG200 基本操作培训

1)紧急停机按钮EMO----机器身体前后面, ATS.等. 2)区域传感器AREA&Feeder Detection SENSOR---机器前面两侧. 3)机盖开关COVER INTERLOCK SWITCH---机器的前后盖,ATS的门.
3.停机的几种形式:
1)按下EMO, 机器不能运转,伺服马达OFF状态(红灯亮)
8). Trans Height: 当生产的基板为两面板且背面有零件存生, 为了避免因为 PUSHUP PIN 下降不充分而干涉到零件.此处设置为PUSHUP PIN 下降距离.
2).Prod.Board Counter Max: 设定计划总生产数量.
3).Prod. Block Counter:当生产 联板时,定义一片大板上,有几个 小板的数量.
4). Unloader Counter: 指定已经通过UNLOADER的基板数量. 5). Unloader Counter Max: 设定UNLOADER一箱一次可放置多少片PCB. 6). Board Fix Device: Edge Clamp---Edge Clamp+ PushIn + PushUp Pin
❖LESSON 5 建立基板的数据(Create a program) 1.元件贴装建立基板名 1) 直接建立法: 输入基板名称,确定
基板属性(及扩展名). 2) 复制修改法: 调用原先有的程序,
仅对基板中的部分参数进行修改. (对于,同一产品的不同版本,编程可 节省时间,提高程序可执行性.) 3) 关于XML, VIOS, TXT 属性的解 释.
4.SETUP-Utility介绍(一)
1).Origin:机器所有运动部分回原点(马达回零点) 2).Warming Up:机器暖机 3).Cycle Stop:循环停止 4).Conveyor Out Stop:基板搬出后,停止. 5).Halfway Continue: 由于中途停机,后继续生产的设定. 6).Tray Count: 设定当前从TRAY盘中的吸取位置. 7).Feed Bulk:震动FEEDER的使用料状况
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
简介:
本文详细的讲述了YAMAHA YS系列的操作使用方法。
日期:2011-3-8
YAMAHA YS系列操作培训概要
一.目的: 为了让大家对YAMAHA YS系列机器操作使用有进一步的了解认识。
二.安全事项:1.操作人员请在接受专业培训后操作机器。
2.机器动作时请勿将身体或其他异物伸入机器内部,以免造成人身伤亡或机器损
坏。
3.机器运行过程中如发生异响或其他异常情况,请按“紧急停止”按钮,检查
机器状况。
为了安全、正确地使用 YAMAHA 的设备,操作人员必须严格遵守本手册记载的安全注意事
因为本手册不能网罗所有相关安全的内容和细节,所以操作人员对安全的重视程度和判断能
重要因素。
安全注意事项
为了确保工作人员的安全,必须在严格遵守各国的安全法规和实施要则的前提下,安装本机
本机器的操作常规的制定同样也必须符合该国的安全法规和实施要则,本机器的使用人员必
措施的执行状况,进行有效的管理。
1.1.1 安全的定义
1. 安全优先于所有作业。
2. 安全比任何业务都重要。
3. 安全是作业效率的基础。
4. 安全首先从作业环境的整理整顿开始。
1.1.2 事故、受伤的原因
大部分事故不是自然引起的,而是人为造成的。
因此,努力避免事故的发生非常重要。
■非安全行为
‧无视事故发生的原因
‧在狭窄场所进行机械操作及作业
‧在无法确保安全的场所、姿势下进行作业
‧使用无法确保安全的机械及进行非安全的机械操作
‧以无法确保安全的速度进行机械操作及作业
‧拆除安全装置后进行机械操作及作业
‧在运行中的机械设备上进行作业
‧作业中的恶作剧
‧不使用安全防护工具就进行保养、点检作业
1.2 防护工具的使用
进行机械保养时,务必使用防护工具。
安全帽:保全作业时
防护眼镜:有害光线、涂抹润滑剂时
呼吸保护器具:使用有机溶剂时
防护手套:涂抹润滑剂时
1.3 使用机器时
1.3.1 操作人员和维修人员的定义
注意
本机器必须由充分掌握了机器的基本特征和相关知识的操作人员或维修人员使用。
操作人员的定义:
操作人员指接受过本公司举办的操作培训课程或熟知使用说明书内容,并受过充分操作训练和安全教育的人员。
主要工作是:在一般运行方式下,进行机器运行前和工作开始前的点检、运行 ( 贴装 / 印刷 / 点胶 )、生产切换等作业。
维修人员的定义:
维修人员指接受过本公司举办的维修培训课程及安全教育,并熟知机器运行及现场操作和安全注意事项的人员。
该人员必须能明确判断机械的危险区域,存在的安全隐患并能采取有效措施,消除隐患,保障安全。
主要工作是:机器的维护、修理、调整以及操作系统的管理等。
维修作业时,允许其进行机器设置的变更,在工厂调整模式下进行机器的运行等。
1.3.2 密码限制
操作机器时,必须通过密码来限制工作人员 ( 指操作人员和可维修人员 ) 的使用内容和范围。
这样,一旦超越担当级别便不能进行操作。
1.4 机器操作上的注意事项
打开主控开关前必须进行「作业前点检」。
‧清洁机器时切勿使用喷气枪。
( 尘屑飞散,会对机器造成不良影响。
)
‧清洁机器附近时,务必在机器处于停机状态下进行。
‧运行中切勿切断气源。
‧为了将事故防患于未然,必须进行定期点检。
‧设备的修理、调整作业必须由受过训练的熟练人员进行。
1.5 停电时的注意事项
如果在自动运行中停电,必须将主控开关置于 OFF 状态,以避免重新通电后的误动作及机器受损。
另外,如果有基板等遗留在机器中时必须取出。
1.6 强磁场的注意事项
YS/YG 系列的部分机器有发生强磁场的部位,可能导致死亡、受伤或使机器发生故障。
务必遵守下列注意事项。
‧装有起搏器 / 助听器等医疗电子产品的人,切勿接近线性电机部。
‧随身带有 ID 卡 / 钱包 / 手表等时,切勿接近线性电机部。
‧切勿拆卸线性电机部 ( 周边安全盖类也包括在内 )。
‧切勿使工具靠近线性电机部。
·切勿使工具等靠近磁性标尺部。
‧切勿在线性电机部附近放置磁性物或其它物品。
‧切勿触摸运行中或运行后的线性电机,因处于高温状态,有烫伤的危险。
1.7 内置式切带机的使用 ( 对象:YS 系列 )
‧拆除与切带机相连接的安全盖类时,切勿供给电源和气源。
‧切带机的维修保养作业,由本公司维修保养人员进行。
警告
指示灯是显示机器运行状态的重要部分。
正常的机器运行中,指示灯呈绿色 ; 出错或联锁时,指示灯呈黄色 ; 紧急停机时,指示灯呈红色。
紧急停机时,必须确认红色指示灯处于亮灯状态后才能操作机器。
指示灯呈绿色时,严禁进入贴装头 ( 印刷头、点胶头、检查头 ) 的动作范围内。
(CE 规格的机器为绿→绿、红→白、黄→蓝。
)
1.8 操作、使用
出现下述注意、警告时,必须在熟读并理解内容的基础上使用。
如不使贴片机停止运行就安装元件供给装置,有被卷入机器的危险。
运行中,如没有意外或紧急情况发生,不要按紧急停机按钮。
无视关机顺序,强制关闭电源,是造成硬盘受损的重要原因。
安装顶板时必须注意调节安装位置,避免顶板上升时,顶针与传送轨或其它零部件碰撞。
如在没有配备吸嘴交换站的贴片机上,发现没有将指定的吸嘴装在指定的贴装头上时,需用手动方式换装吸嘴。
但此作业必须在紧急停机的状态下进行。
如在暖机过程中发生异常情况,必须立即中断运行,查明原因并采取对策。
为防止灰尘、水分等混入润滑油,使用后必须密封容器,在避开日光直射,远离火光、热源的阴暗场所妥善保管。
不要将已复制至 USB 存储器中的基板程序、系统数据长期保存在 USB 存储器中。
因为 USB 存储器只能作为备份各种数据的中介存储器,而不能作为最终存储器使用。
最终备份媒体 (CD、DVD、MO 等 ) 需另行准备。
清洁排气的气量强大,要实施清洁排气时,务必拆出安装在贴装头上的吸嘴。
否则,吸嘴可能会从贴装头脱落,导致破损、遗失。
三.介绍贴片机主要部分的名称和功能。
安装完毕的标准贴片机的构成如下图所示。