GROSABEL调机报告1
简述基于FPGA的温度模糊自适应PID控制器的设计
基于FPGA的温度模糊自适应PID控制器的设计2010-01-22 10:19:17 作者:郭敏秦刚刘洋来源:电子设计工程1 引言温度是工业生产过程中一个主要的被控参数。
目前,大多采用常规PID控制器实现对温度的控制。
PID控制器具有结构简单、易于实现且鲁棒性好、可靠性高等优点,对可建立精确数学模型的定常系统具有很好的控制效果,但由于实际温度控制系统工况复杂、参数多变、大惯性、大滞后,常规PID控制器难以对其高精度进行控制。
模糊控制鲁棒性强,无需被控对象的精确数学模型,只依赖于操作人员的经验知识及操作数据,非常适用于控制非线性、时变和滞后系统,但其静态性能较差,因此应用范围受很大限制。
针对这些问题,这里提出一种基于FPGA的温度模糊自适应PID控制器设计方案,该方案将传统PID控制与现代模糊控制相结合,应用模糊推理方法实现对PID参数的自动整定。
由此,经MATLAB 仿真验证该控制算法的可行性,将其应用于恒温箱的温度控制。
该控制器对恒温箱控制系统的控制效果明显优于常规PID控制器。
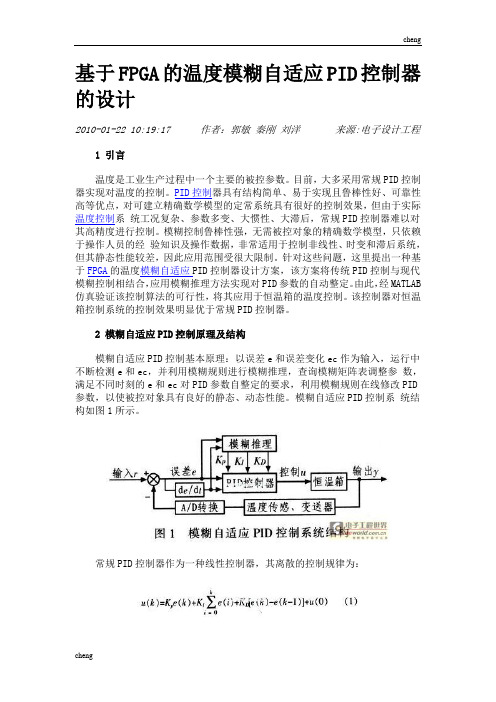
2 模糊自适应PID控制原理及结构模糊自适应PID控制基本原理:以误差e和误差变化ec作为输入,运行中不断检测e和ec,并利用模糊规则进行模糊推理,查询模糊矩阵表调整参数,满足不同时刻的e和ec对PID参数自整定的要求,利用模糊规则在线修改PID 参数,以使被控对象具有良好的静态、动态性能。
模糊自适应PID控制系统结构如图1所示。
常规PID控制器作为一种线性控制器,其离散的控制规律为:对于系统被控过程中不同的|e|和|ec|,PID参数Kp、KI、KD的自整定原则如下:(1)误差|e|较大时,为加快系统的响应速度,使系统具有快速跟踪性能,应取较大Kp和较小KD。
同时,为了防止积分饱和。
避免系统超调过大,应限制KI 或使其为零。
(2)误差|e|和|ec|中等时,为使系统超调较小,应取较小KP,适当KI和KD,特别是KD的取值对系统响应影响较大(一般取值较小)。
罗米 GL 170G 新一代水平中心轴磨制中心说明书

A Nova Geração do Centro de TorneamentoGL 170G garante flexibilidade, rapidez, precisão e alta produtividade para usinagem deGRÁFICO DEPOTÊNCIALA YOUT DE TRABALHOAparelho de pinças - C42Placa hidráulica BB (*)139 99Capacidade máxima de barras - Ø 42 mmCapacidade máxima de barras - Ø 51 mmØ 175Capacidade máxima de barras - Ø 42 mm Placa hidráulica BH (*)125 85Ø 165Aparelho de pinças - C60(aplicado somente como execução especial) Capacidade máxima de barras - Ø 60 mm(*) Serrilhado em milímetros 1,5 mm x 60°S errilhado em polegadas 1/16“ x 90°133 163Ø 180 Ø 170Ø 134117 132 Ø 150 Ø 140Ø 10630Ø 410 (sobre proteções)Ø 340 (sobre ASA da mesa)55510776Ø 165 (máx. sobre mesa)F a c e i n t e r n a312 (até centro eixo-árvore)proteção doaparador de peças (**)proteçãoP l a c a “G a n g ”(**) Equipamento opcional28538 (***)192855F a c e d o e i x o -ár v o r eF a c e d o e i x o -ár v o r ePlaca BH-M 165Placa BH-D 175Aparelho de pinça - C4238 (***)Aparelho de pinça - C6028538 (***)12F a c e d o e i x o -ár v o r eF a c e d o e i x o -ár v o r e28538 (***)19Utilizar para deslocar o suporte 20 mm para frente No caso de se deslocar o suporte para frente, é necessário trocar a posição da chaveta.(***) Espaço ocupado pelo puxador de barras (com ou sem bedame)Capacidade do aparador:- Ø máx. (barra): 50,8 mm (2”)- Comprimento: 90 mm - Carga máxima: 2 Kg- Z = 395+ Z = 5180 + X = 2- X = 46060025545205553555er o v r á-o x i e o d e c a F 19,50 12H8325835 55 55 358+ 1,5+ 0,1 0Curso dos eixosLayout de trabalho (dimensões em mm)Curso dos Eixos (dimensões em mm)Layout de trabalho (dimensões em mm)Layout de trabalho (dimensões em mm)São Paulo / Grande São Paulo / ABCD / S.J. dos Campos e Litoral ..............(11) 96300 8826S anta Bárbara D’Oeste e Região ..................................................................(19) 3455 9735Rio de Janeiro e Espírito Santo ....................................................................(21) 98126 5230R ibeirão Preto e Região ...............................................................................(16) 99761 0261Minas Gerais e Região Centro-Oeste ...........................................................(31) 3361 2526Paraná e Santa Catarina ..............................................................................(41) 3333 6941Rio Grande do Sul ........................................................................................(51) 99999 3121Regiões Norte e Nordeste ...........................................................................(71) 99981 4803ROMI S.A.Rod. SP 304, km 141,5Santa Bárbara d’Oeste/SP 13453-900 - Brasil (19) 3455 9735***************W W W.R O M I.C O MM A Q F E R @R O M I.C O MCapacidadeDiâmetro máximo torneávelDiâmetro admissível sobre a proteção do eixo Z Curso transversal do carro (eixo X)Curso longitudinal do carro (Eixo Z)Cabeçote Nariz do eixo-árvoreDiâmetro do furo do eixo-árvore Capacidade de barras (diâmetro)Faixa de velocidades AvançosAvanço rápido transversal (eixo X) Avanço rápido no eixo longitudinal (eixo Z)Porta-Ferramentas Gang Tools Superfície da mesa Número de rasgos “T”Suporte de ferram. torneam. externo (secção)Suporte de ferram. torneam. interno (diâmetro)Potência InstaladaMotor principal ca (reg. S3 - 15 min)Potência total instaladaDimensões e peso (aproximados)Área ocupada (frente x lateral)Peso líquido aproximadomm mm mm mm ASA mm mm rpm m/min m/min mm -mm mm cv / kW kVA mm kg170410450300A2-5”6042 / 516 a 6.0003630180 x 550320 x 20Ø 2515 / 11202.200 x 1.9002.600Sistema Gang Tools para suportes porta-ferramentas: inclinação 60°, facilidade de acesso do operador aos suportes de ferramentas e escoamento de cavacosEstrutura monobloco de ferro fundido de alta qualidadeCabeçote equipado com placas isolantes, que minimizam a transferência de calor do cartucho para a baseR O M I G L 170G N G / P O / A A / 042022 - F o t o s i l u s t r a t i v a s - E s p e c i f i c a çõe s t éc n i c a s s u j e i t a s a a l t e r a çõe s s e m p r év i o a v i s o - P o r f a v o r , r e c i c l e .(*) Sem transportador de cavacos。
10GbitsROSA灵敏度测试系统的设计

本文论述了基于产线生产的10gbitsrosa灵敏度测试系统和响应电流监控的设计方案并且详述了该系统的开发流程关键技术以及相关测试结果
10GbitsROSA灵敏度测试系统的设计
10Gbit/s ROSA
Sensitivity Test System
Project Research Report
引言:
By:Engine
2014/5/20
1
西克麦哈克分析系统手册

1.在使用前,请仔细检查分析系统和相关器件。
同时,请仔细熟悉系统和相关资料。
2.通电之前请仔细检查系统的安装。
3.正式使用之前,请仔细熟悉相关信息。
4.系统在应用过程中请及时进行相关的检查、维护。
分析系统技术手册目录说明:带√表示在技术手册中存在。
设计员:(签字)部门经理:(签字)年月分析系统安装操作使用说明书西克麦哈克(北京)仪器有限公司目录一.用途及安装使用条件二.结构及工作原理三.主要技术数据四.成套性五.安装六.启动与调校七.使用与维护八.运输与保管九.制造厂的保证一.用途及安装使用条件1.系统的用途本系统是针对于含有大量的水和尘的工艺样气进行气体分析而设计的。
在系统中完成了对工艺样气的取样点处高温状态过滤、保温传送、室温缓冲粗脱水过滤、压缩机冷凝脱水、压缩机精脱水及缓冲过滤过程。
在这其过程中,完成了对尘的过滤和对大批量水的冷凝排放过程。
系统中的S710气体分析仪器监测工艺样气中的一氧化碳的浓度,并能够以4~20mA DC(已经隔离)的形式向控制室的二次仪表输出。
本系统可以跟据自动监测工艺样气的一氧化碳浓度含量,提供两个相应组分的报警(可设置)。
当相应组分的测量浓度超过其设定值时,系统将提出报警信号(无源开关量),当相应组分的测量值低于设定值时,报警信号将消失。
本系统自动完成对工艺样气的高温状态下过滤、保温传送、冷凝脱水、过滤和分析的过程。
同时,自动完成预处理过程中产生的冷凝水排放和取样探头的反吹过程。
同时,具有手动的工艺样气的取样、取样探头反吹、冷凝水排放功能。
2.系统的安装使用条件✧系统供电电源:电压AC 220V±10% 频率50Hz±1%✧取样探头供电电源:电压AC 220V±10% 频率50Hz±1%✧取样探头请安装在具有代表性的工艺管道。
✧为了减少测量的滞后时间,本分析系统应尽量安装在测量点附近,样气流路不适宜过长,气流阻力尽量减小。
✧本系统需要排水,现场应具备良好的排水条件,严禁室内排放。
工程实验员现场设备调试报告

xx 有限责任公司
NO:
设备调试报告
实验员签名:
电话:
地址: 客户编号: 客户公司: 客户现场人员: 机器型号/机器编号: 实验人员:
物料: 物料最高温度: 机器机构: 主电机功率: 密封液: 物料情况: 进料: 研磨介质 固体物料 分散剂 溶剂 比重 工艺方式 试验序号 时间 转速 流量 压力 温度 电流值 密度 机封罐压力 冷却水进口温度 冷却水出口温度 产品细度 备注: 日期:
合同编号:
传真: 邮箱:
客户代表签名: 日期:
物料及设备参数指标
进料粒度: 内衬:
质量要求: 缝隙分离器: 电流:
最终粒度:
预分散:
Min:
直 径: 固含量:
mm 填充量:
ml 填充率: 总额
% % KG
开始
批次式 1பைடு நூலகம்
□循环式
□通过式/连续式
2
3
4
5
日期:
格拉索GSC操作手册

G RASSO S YSTEM C ONTROL GSC中文屏操作手册注:控制系统操作手册以英文版为主,中文版仅供参考!1.1.11 GSC 控制系统描述 1.1 GSC 功能:- 显示参数:压力、温度、马达电流、能量位置、时间,操作模式,状态信号等。
- 压缩机自动启动,停机,按照吸气压力或外部温度进行能量调节。
- 监视所有运行参数。
- 安全保护控制:一旦压力、温度、马达电流等到达限值时自动报警或自动停机, - 显示记录故障情况发生的日期和时间。
- 可指出输入模拟信号的断线故障。
- 设有密码保护功能,防止非专业人员输入不正常参数。
- 程序存贮在 EPROM 中。
- 通过连接接口,可采用主站控制压缩机组。
- 采用MPI 或 Profibus-DP 与一个主控制系统进行通讯。
视图1 电源 4 隔离继电器2 紧急安全继电器 5 Bus 终端3 维护外接插座6 Profibus DP/DP-连接器图 1. 1 控制箱外观视图 图 1. 2 控制箱内部视图21.1.2 指示灯/ 按钮白色指示灯 (运行)缓慢闪烁,机组在准备状态。
快速闪烁,压缩机在启动状态。
压缩机一旦启动后,指示灯常亮。
在机组停车时,指示灯快速闪烁,直到压缩机马达关闭。
黄色指示灯 (警告)当运行状态到达对应参数预定值时,此灯闪烁(警告/预报警),显示警告现象,操作面板上,按确认键(黄色ACK键)知道这个警告,闪烁灯转换成常亮状态,当机组又回到正常参数运行状态时,指示灯自动关闭。
红色指示灯 (故障)当运行状态超过允许范围值时,此灯闪烁,表示机组故障并停机,显示故障原因,在操作面板上按确认键(黄色ACK键)知道这个故障,闪烁灯转换成常亮状态,只要将引起故障的原因排除,指示灯自动关闭。
红色紧急停机按钮这个红色按钮是用于发生紧急情况时由操作者强制紧急关闭机组时使用!一般情况请不要随意使用!按下按钮后该按钮将被锁住,红色指示灯亮起,并显示“高压保护开关或紧急停机按钮起作用!”,需要复位时请拔出该按钮。
GOROSABEL串焊机调试心得综述

示意图
1.2 测试前准备工作——其他条件的确认
1.焊带偏移是否严重。 2.助焊剂供给量是否充足。 3.后台焊带供给是否充足。 4.ROBBOT的控制匣子(control box)是否有报警信息。 5.各真空饲服部件的气压值是否在规格内。 6.运行机器之前安全门是否全部关紧。 7.外界温度变化。
2.拉力测试数值表分析
焊接效 果不稳 定
1.助焊剂饲服。 2.IR灯管控制器。 3.室温。 4.焊接平台温度。 5.焊带与电池片的材 质。 6.压针饲服。
1.助焊剂从浸泡后到放置于电池片上这一过程不稳定因素的干扰:吹气孔的堵塞,加热器烘 干不理想,结构上的接触导致助焊剂的损耗。 2.IR灯管受控时的有效性,电信号不正常,以及器件功能下降。 3.室温太低,焊接冷却后温差太大,焊接处收缩严重。 4.焊接平台是通过电热棒加热升温的,加热棒的功能异常,参数设定与实际温度不一致。 5.焊带与电池片材质一般不会影响焊接效果的稳定,但万一来料过期或氧化之类的就会出现 异常现象。 6.压针不整齐,个别压针下压不到位,压针紧固不到位,松动,下压力度相差大。
155 110 125
cooling1
160 90 125
cooling2
120 75 100
cooling3
80 60 70
power(%) and time (S)
date
2010.10.26/27 2010.11.8/9 2010.12.1/2 date
2010.10.26/27 2010.11.8/9 2010.12.1/2 40 40 25 30 20 20
时间:2010/10/27
leftside 1
810
890 640 520
COBRA调校程序VER01

CH2-----462.5875
CH3-----462.6125
CH4-----462.6375
CH5-----462.6625
CH6-----462.6875
CH7-----462.7125
CH8-----467.5625
CH9-----467.5875
CH10-----467.6125
PCBA – TX测试条件:电源电压:6.0V,CH1--22
序号
测试项目
测试步骤
备注
1
关机电流
1.串电流表,在关机状态下检查漏电电流:< 200uA
2
充电电流
30±5mA
充电短路电流
50—80mA
3
守候电流
1.串电流表,在接收待机模式前10秒,检查守候电流:
<90mA;
2.在无任何操作及无接收信号状态下10秒后本机进入接收省电模式,检查守候电流:< 30mA
Alignment Procedure
MODEL : COBRA 225/275
DOCUMENT NO :
Changing History
Rev
Changing Details
Release Date
VER01
2011-01-21
生产调试指导
型号:COBRA 225/275
版本:VER01 DATA:2011-01-21
7.解码后AUDIO音频输出;
5
DCS检测灵敏测试
8.仪器设为接收测试模式,频率为462.5625MHz、RF输出-47dBm、AF1:1KHz调制信号/1.5K频偏,选ENCOODER—CDCSS调制0.25KHZ频偏
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1/2 3
100 100
120 115
155 160
2
135 135
125 125
110 110
AUO Proprietary & Confidential
拉力测试数值(单位:g) 时间:8:30 AM~9:30 AM /2010.10.21
1 2
610
3
740
4
850
5
910
平均值 770
空过焊 12%
1.检验CELLS间的间距。 2.检查串焊后是否有CELL拱起。 3.拉力测试。 序号
1
目的
检验CELLS间的间距。 检查串焊后是否有CELL拱起。 拉力测试。
效果
不良 OK 不良
调整项目
设定参数 无 灯管更换
调整后效果
间距在2.3~2.8mm范围 无 有所改善
2 3
9
AUO Proprietary & Confidential
THANKS!!!!
10
AUO Proprietary & Confidential
AUO Proprietary & Confidential
GOROSABEL串焊机leftside调机报告
VMCE1/助工 李剑波
2010.10.21
AUO Proprietary & Confidential
焊接参数设定(功率· 温度· 时间)
时间:8:30 AM~9:30 AM /2010.10.21
power (%) & time (s)
NO.
1
2 3
拉力测试不合格
是
排除
OK
1.单边正面焊接 2.单边或双边 效果不均匀,大 正面基本全部 概有一半是OK, 过焊,焊接功 一半是过焊,是 率不变,降低 压针下压不稳定 焊接时间,升高 ,紧固好压针底 flux blowing 座。 的气压。
3.单边或双边 正面空焊,焊 接时间不变, 增大焊接功率. ,降低flux blowing 气压值。
4
AUO Proprietary & Confidential
拉力测试待处理问题
• 1.为了避免正面过焊,降低焊接功率反而更严重或完全没改善,升高焊接 功率效果反而更好。
5
AUO Proprietary & Confidential
Gorosabel 串焊机 Leftside & Rightside 调机报告
40
40 40 40 40 40
0.5
0.5 0.5 0.5 0.5 0.5
Probes before and after soldering :0.3s ;Flux blowing : 0.05MPa
NO.
Preheating1 Preheating 2
Temperature(℃)
soldering Cooling 1 Cooling 2 Cooling 3
设想示意图
7
AUO Proprietary & Confidential
待处理事项:
1.传送带的更换(因为发现不平坦) 2.传送带的调整,可根据设想示意图来动作(目前厂商也有察觉)
8
AUO Proprietary & Confidential
RIGHTSIDE 调试
时间:13:00 PM-15:30 PM/2010.10.23 目的:
preheating Power(%) Time (s)
Soldering Power(%) Time (s)
cooling Power(%) Time (s)
40
40 40 40 40 40
0.6
0.6 0.6 0.6 0.6 0.6
50
50 55 55 56 56
1.2
1.2 1.2 1.2 1.2 1.2
4.背面单边 或双边空焊, 适当降低预热 平台温度,提 高焊接平台温 度,降低flux blowing的气 压值。
5.背面 单边或 双边过 焊,降 低焊接 时间和 焊接温 度。
6.为了使焊接位 置两边留白,可 以往里调整遮光 板以减少光照的 面积,同必须拆 卸掉两边 多余的压针。
7.为了是焊 接效果更好 ,可以在运 行前预先裁 切掉前端的 几段焊带。
VMCE1/助工 李剑波
2010.10.23
AUO Proprietary & Confidential
LEFTSIDE 调试
目的:查明电池片焊接后拱起原因. 时间:8:00 AM~11:30 AM/2010.10.23
这是电池片脱离冷却平台准备进入string conveyor的环节,最后的冷却平台温度 是110度,然后突然运动到室温的conveyor,温差太大,容易热胀冷缩,造成电池 片拱起。
NO.
正面左边
770
正面右边
810
460 340
740
350 290
850
270 410
760
320 340
470
340 330
726
348 322
20%
12% 20%
3
背面左边 背面右边
本次拉力测试变动的参数有:
1.Flux blowing .(降低气体流动保留更多助焊剂,所以 0.1MPa → 0.05MPa) 2.Solering power.(开始串焊一片空焊严重,所以 50%→55%→56%) 3.Preheating 2 temperature.(减少助焊剂挥发程度,所以 120℃ →115 ℃)
4.soldering temperature.(增大焊接强度,所以 155 ℃ →160 ℃)
判断结果:OK
3
AUO Proprietary & Confidential
拉力测试不合格调机简单步骤
1.压针高度是否一致, 下压力度是否适中。 2.灯管位置是否正确。 3.压针底座是否有松动现象 保证flux blowing的数值在0.1MPa以下 调整熔铸条件 否