最新ASM焊线机操作指导书.pdf
ASM焊线机操作指导书课件
1目的:规范生产作业,提高生产效率及产品品质.2范围:焊线站操作人员.3职责3.1设备部:制定及修改此作业指导书.3.2生产部:按照此作业指导书作业.3.3品质部:监督生产作业是否按作业指导书之要求作业.4参考文件《ihawk自动焊线机操作指导书》《ihawk自动焊线机保养手册》5作业内容5.1开机与机台运行5.1.1打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop看BQM第二点的校正信息,再按Stop键退出,等待热板升到设定的温度,开机完毕.5.1.3装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4装金线,揭开Wire Spool面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5把金线绕过Tensional Bar(线盘)下面,把金线的前端拉直并按THREAD WIRE打开Air TensionerA(真空拉紧器)之吸气把金线穿过去.5.1.6按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8按一下Dmmybd键,然后把焊头移到PCB位置,再按4把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9测量焊针高度:按Inx键出现Sure to index LF?再按A键将材料送到焊线区,进入主菜单parameter再进入Reference Parameter测量PCB(Lead)和晶片(Die)和高度.5.1.10在Auto菜单中选择1 start single bond 按Enter搜索PR,等搜索完PR停下来时按1焊一根线看是否正常,按0开始自动焊线作业.5.2型号更换与编程5.2.1调程序5.2.1.1选择菜单1MAIN→9 Disk utilities→0Hurd Disk program→1 load Bondprogram 选择相应的程序,出现sure to load program?按A确定,出现sure toload WH date ?后按B确定,出现Change Top plate W-Clamp……stop to about后换上相对应的底板与压板后按Enter.5.2.1.2删除原有程序:进入菜单Teach→Delete Pragram把原来的程序删除掉.5.2.2编写程序5.2.2.1进入Teach→Teach Program教读一个新程序1)教读手动对点:在TeachAligmment菜单输入2(只有1 Die 时)并按Enter编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。
__ASM作业指导书
1. 检查齿轮及风扇。
2. 检查PROFILE 。
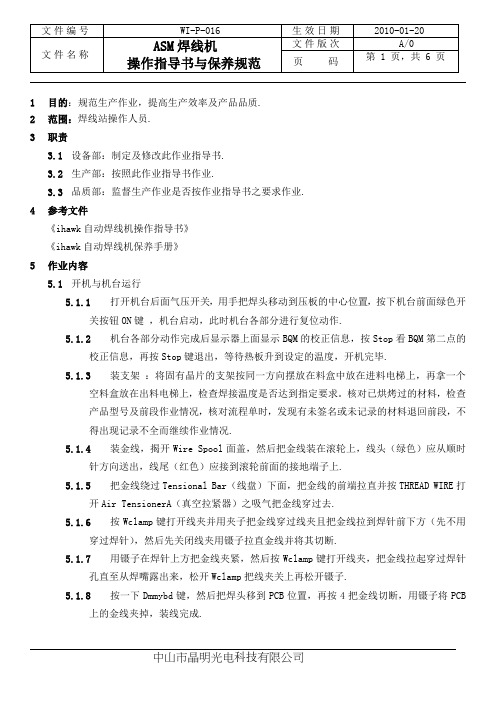
1) 预热温度90℃到110℃的时间: 30±10秒1) 作业前检查 REFLOW 工作条件。
( 测定PROFILE)2) 型号变更时测定PROFILE 。
3) PROFILE 数据用文件形式保管。
3. 检查热线及耐热胶带。
4) SOLDER CON'SPEED: 设置为0.85-1.4m/Min4. 检测器充电壮态, 检测PCB 接触状态。
5. 检查各部位数据。
6. 检查各部位POFILE 及线圈数值。
2)锡锅温度上升至200℃到下降到200℃的时间:12-18sec日期变 更 内 容确 认311.01.21预热温度由70-120℃变更为90-110℃2万用表FLK 17B数量1PROFILER UI35111/文件编号WI-全工程工程名崔英晶REV00MODE ASM 全工程工程编号批准技术检讨品质确认生产确认/NO.品 名规 格/制定者ASM1/制作/ 作 业 指 导 书裁决日期使用元件,检测器,工具♠检查项目♠asm 焊接不良对策♠管理事项※焊锡不同,设置温度随之改变。
修正内容1.助焊剂比重的影响:*助焊剂的比重大,残留在基板上的量增加;*助焊剂本身的固含量多,防碍焊锡的流动,引起漏点;*良好的焊接一定量以上的助焊剂固含量是必需的,为防止漏点,应是用可焊性好的适量的助焊剂。
相反若有多余的部分就会产生反作用,并有最佳比重范围。
2.预热温度的影响:*为充分发挥助焊剂的作用基于元器件的耐热可靠性,预热温度的最大值的选择。
*因助焊剂具有劣化温度,设定时以其非劣化范围内最高温度最佳。
(在焊接面上温度达到60摄氏度以上时,即使除去氧化膜也会被二次氧化)3.传送带速度的影响:*防止连焊—根据传送带速度与焊锡流速,存在相应的关系,合适速度的条件下,发生连焊的情况几率变小。
*防止漏点—在焊锡中浸渍的时间越长越好(即传送带速度慢)。
(传送带速度过慢,有时助焊剂会流走,引起焊接不良,所以必须调整浸渍时间—走板速度)4.喷流高度、喷嘴预基板的距离的影响:*喷流高度是受喷嘴与基板的距离控制的,距离大喷流必需高、反之喷流高度较小。
ASM自动焊线机(ihawk)
ASM 自动焊线机简介目录一、键盘功能简介:21、键盘位置22、常用按键功能简介2二、主菜单(MAIN)介绍:3三、机台的基本调整:31、编程3①.设置参考点(对点)3②.图像黑白对比度(做PR)4③.焊线设定(编线)4④.复制5⑤.设定跳过的点5⑥.做瓷嘴高度(测量高度)及校准可接受容限(容差值)5⑦.一焊点脱焊侦测功能开关设定52、校准PR6①.焊点校正(对点)6②.PR光校正(做光)6③.焊线次序和焊位校正63、升降台的调整(料盒部位)6四、更换材料时调机步骤:61、调用程序62、轨道高度调整73、支架走位调整74、PR编辑(做PR)85、测量焊接高度(做瓷嘴高度)86、焊接参数和线弧的设定8①.时间、功率、压力设定8②.温度设定8③.弧度调整9④.打火高度设定9⑤.打火参数及金球大小设定9五、常见品质异常分析:101、虚焊、脱焊102、焊球变形103、错焊、位置不当104、球颈撕裂105、拉力不足10六、更换磁嘴:10七、常见错误讯息:10八、注意事项11一、键盘功能简介:1、键盘位置:Wire Feed2、常用按键功能简介:数字0—9 行数据组合之输移动菜单上下左右之光标Wire金线轮开Thread导线管真空开关 Shift 档Wc 线夹开关Shift+Pan工作台灯光开EFO 打火烧球键Inx支架输送一单Shift+IM ↑ 料盒步进一格Main 接切至主目Shift+IM ↓ 料盒步退一格Shift+IM HM 换左边料盒 Shift+OM ↑ 右料盒步进一格 Shift+O M ↓ 右料盒步退一格 Ed Loop 切换至修改线弧目录 Shift+OM HM 换右边料盒 Chg Cap 换瓷咀Shift+Clr Tk 清除轨道 Bond 直接进入自动作业画面 Dm Bnd 切线 Del 。
删除键 Stop 退出/停止键 Enter 确认键 Shift+Ctct Sr 做瓷咀高度 Ld Pgm 调用焊线程序二、主菜单(MAIN )介绍:0.SETUP MENU (设定菜单) 1.TEACH MENU (编程菜单) 2.AUTO BOND (自动焊线) 3.PARAMETER (参数) 4.WIRE PARAMETER (焊线参数)5.SHOW STATISTICS (显示统计资料)6.WH MENU (工作台菜单)7.WH UTILITY (工作台程序)8.UTILITY (程序)9.DISK UTILITY (磁盘程序)三、机台的基本调整1、编程:当在磁盘程序〈DISK UTILITIES>中,无法找到所需适用的程序时,就必须重新建立新的程序,在新编程序之前必须将原用程序清除掉(在MAIN—-1。
ASM焊线机操作指导书课件.doc
文件编号WI-P-016 生效日期2010-01-20文件名称ASM焊线机操作指导书与保养规范文件版次A/0页码第1 页,共 6 页1 目的:规范生产作业,提高生产效率及产品品质.2 范围:焊线站操作人员.3 职责3.1 设备部:制定及修改此作业指导书.3.2 生产部:按照此作业指导书作业.3.3 品质部:监督生产作业是否按作业指导书之要求作业.4 参考文件《ihawk 自动焊线机操作指导书》《ihawk 自动焊线机保养手册》5 作业内容5.1 开机与机台运行5.1.1 打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2 机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop 看BQM第二点的校正信息,再按Stop 键退出,等待热板升到设定的温度,开机完毕.5.1.3 装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4 装金线,揭开Wire Spool 面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5 把金线绕过Tensional Bar (线盘)下面,把金线的前端拉直并按THREAD WIR打E开Air TensionerA (真空拉紧器)之吸气把金线穿过去.5.1.6 按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7 用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8 按一下Dmmybd键,然后把焊头移到PCB位置,再按 4 把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9 测量焊针高度:按Inx 键出现Sure to index LF? 再按A键将材料送到焊线区,进入主菜单parameter 再进入Reference Parameter 测量PCB(Lead)和晶片(Die)和高度.5.1.10 在Auto 菜单中选择 1 start single bond 按Enter 搜索PR,等搜索完P R停下来时按1 焊一根线看是否正常,按0 开始自动焊线作业.5.2 型号更换与编程5.2.1 调程序5.2.1.1 选择菜单1MAIN→9 Disk utilities →0Hurd Disk program →1 load Bondprogram 选择相应的程序,出现sure to load program? 按A确定,出现sure toload WH date ? 后按B确定,出现Change Top plate W-Clamp ,, stop to about后换上相对应的底板与压板后按Enter.5.2.1.2 删除原有程序:进入菜单Teach→Delete Pragram 把原来的程序删除掉.5.2.2 编写程序5.2.2.1 进入Teach→Teach Program 教读一个新程序1)教读手动对点:在TeachAligmment 菜单输入2(只有 1 Die 时)并按Enter 编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。
ASM iHAWK Xtreme 操作说明书 简体中文版

圖標即可。
點擊 Program 圖標
IHAWK XTREME 焊線機
此檔案屬所含的全部資料屬 ASM 新加坡科技有限公司所有。未經 ASM 新加坡科技有限公司書面許可,無論是全部或部分均不得將此檔案的部分重印,影印,存入檢索系統或轉 讓。 本手冊之内容,若經修改,恕不另行通知。
B8-80303 Rev A 發佈日期: 5 Jun 2009
4-6
產品操作手冊
IHAWK XTREME 焊線機
4.4.1 載入程序流程
允許用戶從所需來源載入各式菜單,也允許用戶載入 device dependent Base 及線弧參數。
點擊
開始。
點擊使程序管理對話框打開
點擊 Load Program Radio 按鈕進行選擇
此檔案屬所含的全部資料屬 ASM 新加坡科技有限公司所有。未經 ASM 新加坡科技有限公司書面許可,無論是全部或部分均不得將此檔案的部分重印,影印,存入檢索系統或轉 讓。 本手冊之内容,若經修改,恕不另行通知。
此檔案屬所含的全部資料屬 ASM 新加坡科技有限公司所有。未經 ASM 新加坡科技有限公司書面許可,無論是全部或部分均不得將此檔案的部分重印,影印,存入檢索系統或轉 讓。 本手冊之内容,若經修改,恕不另行通知。
B8-80303 Rev A 發佈日期: 5 Jun 2009
4-4
產品操作手冊
4.3 系統管理
程式保存
保存程式
此檔案屬所含的全部資料屬 ASM 新加坡科技有限公司所有。未經 ASM 新加坡科技有限公司書面許可,無論是全部或部分均不得將此檔案的部分重印,影印,存入檢索系統或轉 讓。 本手冊之内容,若經修改,恕不另行通知。
B8-80303 Rev A 發佈日期: 5 Jun 2009
焊线机操作指导书
放线 穿线按钮 线夹开关左键 鼠标中键 、键盘功能介绍功能菜单的树型子菜单左键滚轮右键键YX)、在移动table时,速度不要过快,防止table撞到极限位置,造成损坏。
错 误 信 息 处 理1、真空错误:下图错误报警信息为真空错误,处理方法:a) :观察pcb 有无变形的现象,如有变形现象通知当班技术员处理;b) :观察pcb 背面及轨道上有没有杂物,导致pcb 板材与加热快贴合不紧;如有将其清除即可; c) :机器本身气压不足导致,通知当班技术员处理。
2、 PR 错误处理方法。
2.1、 晶片PR 错误(第一点)。
下图为:晶片悬空导致晶片PR 搜索失败处理方法:a 、参考制程不良允许范围,判定此产品是否合格;如判定为不良品按0键跳过;b 、如判定为良品,则根据屏幕提示依次对准晶片参考点即可作业。
:机器真空不足。
请检查气压。
:如图所示:晶片PR错误提示。
2.2、pcb PR错误(第二点)。
下图为:第二焊点PR搜索失败.处理方法:根据屏幕提示依次对准PCB的第一个点和第二个点即可。
注意:a)、参考点一定要根据屏幕右上角的屏幕提示对准,杜绝第二点焊偏的现象。
b)、先看清楚报警信息(是第一点PR错误还是第二点PR错误)再进行操作,避免导致漏焊。
PCB根据屏幕对准参考点第一个参考点对准后点击确第二个参考点根据屏幕提示对准参考对准后点击确认3、断线下图为:断线报警信息断线提示信息3.1、穿线步骤穿线方法:a)、准备镊子,戴好指母套;b)、将金线扯直(不能有损伤及弯曲)放在整线器口处,按下整线器真空开关将金线吸至整线器下端;将金线扯直放在整线器口处,按下整线器真空开关金线被吸至整线器下端。
按下线夹开关,将线穿过瓷嘴瓷嘴,再烧球。
将残、废金线放入金线回收盒内4、瓷嘴寿命报警当瓷嘴的使用次数达到设置寿命,此数值显示红色,需通知当班技术员更换瓷嘴。
a)、瓷嘴达到设定使用次数后Capiliay计数报警,字体显示红色;需技术员更换新的瓷嘴,并在瓷嘴使用记录表上登记使用的开始时间至更换时间;b)、瓷嘴达到寿命后不可继续作业,必须先知会技术员,只有当技术员确定ok才可以作业;c)、瓷嘴寿命计算公式:如寿命是500k线条数,那么机器Capiliay limit设定为1500k。
焊线机操作说明
焊线机操作说明焊线机操作说明1、介绍本文档提供了焊线机操作的详细指导,包括设备准备、操作流程和常见问题解答。
请仔细阅读并按照指导进行操作。
2、设备准备2.1 选址选择平整、无障碍物的场地,确保安全操作。
2.2 设备检查2.2.1 确保设备接地良好,检查接地线是否牢固连接。
2.2.2 检查电源线是否完好,无损坏和泄露现象。
2.2.3 检查焊线机是否有损坏,如有损坏应及时维修或更换。
2.2.4 检查焊线机的电极是否处于良好状态,如有问题应及时更换。
2.3 材料准备2.3.1 准备焊线,确保焊线质量符合要求。
2.3.2 准备焊接材料,如焊接剂、保护罩等。
3、操作流程3.1 打开电源按照设备说明书的要求,连接电源并打开开关。
3.2 设置焊接参数根据焊接要求,调整焊线机的相关参数,如电流、电压、焊接时间等。
3.3 准备焊接材料将焊线正确安装在焊线机的电极上。
如有需要,涂抹焊接剂等辅助材料。
3.4 安全操作3.4.1 穿戴防护用具,如手套、护目镜等。
3.4.2 确保焊接区域周围没有易燃物品和易燃气体。
3.5 开始焊接将待焊接的工件放置在适当的位置上,将焊线机的电极接触到焊接点,按下焊接按钮进行焊接。
3.6 检查焊接质量按照质量要求,检查焊接点的牢固程度和焊接表面的质量。
4、常见问题解答4.1 焊接接触不良怎么办?- 检查焊线和电极是否无损坏,如有损坏替换之。
- 检查焊线机的参数设置是否正确,适当调整。
4.2 焊接效果不好怎么办?- 检查焊线的质量是否符合要求,更换质量优良的焊线。
- 检查焊线机的参数设置是否正确,适当调整。
附件:1、焊线机设备说明书2、焊线机维修记录表法律名词及注释:- 焊接剂:用于促进焊接的材料,可以提高焊接质量和牢固度。
- 保护罩:用于保护焊接区域周围的物品和人员,防止受到热辐射和火焰的伤害。
ASM焊线机操作指导书
专业的论文在线写作平台
ASM焊线机操作指导书
广东珠江电厂4台300 MW汽轮机系哈尔滨汽轮机厂引进美国西屋公司技术生产的亚临界、一次中间再热、单轴两缸两排汽冷凝式汽轮机,适用于中型电网承担基本负荷,也适用于大型电网承担调峰负荷。
机组设计寿命在30年以上,年运行小时数可在7 500 h以上。
高中压转子由耐热合金钢整锻而成,低压转子由强度较高的合金钢整锻而成。
高中压转子表面金属温度分别用调速器端及电端端壁金属温度监测。
1 轴封蒸汽和轴封区转子表面金属温差的变化图1是辅助蒸汽主系统图。
在机组负荷大于220 MW时,轴封由汽轮机漏汽自密封供汽,转子轴封部位轴封蒸汽和转子表面的温差小于56℃。
在启停机及低负荷运行时,轴封切换至辅汽汽源供汽。
ASM焊线机参数指导
B S O B W ire P a ra m e te r 2nd Bond pt O S S e a rc h s p e e d 2 C o n ta c t S rc h T h re s h o ld 2 B a s e tim e 1 /2 B a s e p o w e r 1 /2 B a s e fo rc e 1 /2
Worst P Pad Worst N Pad
ASM
After Shear Gold Remain
P pad 100% P pad
70%
N pad
90% N pad
80%
ASM
Summary Result
With smaller CD capillary, smaller ball size can be achieved
Enhancer S1 Enhancer S2 Enhancer F2 E n h a n c e r C o n tro l M o d e
U se r1 70 5 20 50 20 256 82 28
A dvance
S c ru b P a ra m e te r S c ru b C o n tro l m o d e S c ru b O ffs e t S P C /S P C 2 S c ru b P e rio d T 1 /C y c le S cru b A m p A m p litu d e ra tio Y S c ru b D e la y Z S c ru b D e la y SPC Speed S P C D e la y S cru b S p e e d (% ) S c ru b D ire c tio n S c ru b P o w e r/F o rc e
IHawkXtreme全自动焊线机作业指导书
页码 6 页码一.目的:为了使操作者能安全地使用本设备,保证此设备良好运行,使产品达到公司的质量体系的要求。
二.范围:自动焊线作业三.适用设备:自动焊线机(ASM IHawkXtreme)四.开机:4.1.打开气、电源(气压4-6Kg/c㎡,电压220VAC);4.2.依次打开主电源、显示器开关;4.3.机台自检完成后(约2分钟),自动进入待机状态。
五.机台调校:5.1.安装金丝5.1.1 将金丝装入滚轴上,金丝环缺口一端朝外,用镊子夹起金丝尾端,并接在接地装置杆上,(注:金丝绿贴纸一端为首端,红/蓝的为尾端,具体依其包装标示);5.1.2 用镊子夹起金丝首端,按穿线路径穿线,(注:不良的路径可能影响Looping或烧球)。
5.2.上料5.2.1 将已固好晶的半成品放置于料盒内(注:放时支架缺口方向页码 6 页码朝右),将有支架的料盒放置于进料盒升降台定位槽内;5.2.2 将空的料盒放置于出料盒升降台定位槽内。
5.3.轨道调整5.3.1 选择PROGRAM→MHS参数设定→LF/料盒,选择材料框架材料偏移量,分别调整XYZ,轨道宽度,中心线位置;5.4.步进调整5.4.1 选择PROGRAM→MHS参数设定→LF单元偏移量设定;5.4.2 按下此项,机台会自动送一条LF进入轨道,按左右键可调整LF的左右位置,左右位置以压板压爪分开压住LF为准。
5.5.教读程序5.5.1 按INX键,送入一条待焊半成品;5.5.2 进入PROGRAM→程序管理→选择删除焊线程序;点击“开始”,机台提示:“Are you sure To delete Bond Program? ”选择OK →Program cleared,点击continue完成;5.5.3 进入PROGRAM→MHS(WH)校准→热压板及XYtable工作范围设定→点击“开始”,机台提示:“Are you sure to install window clamp? ”点击“Cantinue”,移动XYtable到左上角位置,点击“开始”,再移动XYtable到右下角位置,点击“开始”,机台提示:“Bond Area setup successful! ”,点击OK确认完成;5.5.4 进入PROGRAM→设定新的焊线程序→编辑主焊线程序,做二页码 6 页码焊点管脚校准点→移动XYtable到右上角第一颗材料,找到管脚的位置,调整灯光,按鼠标右键确认,机台提示:“Load Manual alignment successful! ”点击“Cantinue”确认,移动XYtable到右下角最后一颗材料,以相同的方法做出第二点位置;做一焊点校准点→调整图象框(兰色)→调整灯光→点击鼠标右键确认,机台提示:“Load PR alignment suuessful PR Quality Grade:AAAA”,以相同步骤做完第二个校准点,机台自动进入芯片校准点→选择芯片数目,点击下一个,选择芯片焊点中心位置,调整好灯光→电击鼠标右键载入第一个点,以同样的步骤做完第二个焊点,调整灯光及合适的搜索框、图象框(兰色为搜索框、绿色为图象框)依次做完两个PR按下一个进入设定焊线→把设定编辑模式改为:“Wire”,依照制造规格书编辑焊线位置,编辑完成后按下一个进入测高模式,电击右键依次测完Lead/Die,程序编辑完成;5.5.5 编辑程序单元排列方式;进入PROGRAM→程序单元排列方式,类型→Hybrid Reverse Matrix→输入排列号,点击“开始”,依照图形确认材料位置,电击“NEXT”完成5.5.6 测高:选择PROGRAM→编辑焊线程序→测高/BTO/USG/PR/EFO 设定→测高,选择焊线高度测量,找到芯片及LF测高位置测高;5.5.8 产品的焊线(BSOB/BBOS),选择焊线参数、线弧设定→进入→PROGRAM→焊线参数→参数设置→设定BSOB/BBOS焊线控制,把页码 6 页码Singe改为All,在改N为S (注:BBOS先焊一条线,再第二焊点上面焊一个球;BSOB先焊一个球再焊,第二焊点焊在球上)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件编号WI-P-016 生效日期2010-01-20文件名称ASM焊线机操作指导书与保养规范文件版次A/0页码第 1 页,共 6 页1目的:规范生产作业,提高生产效率及产品品质.2范围:焊线站操作人员.3职责3.1设备部:制定及修改此作业指导书.3.2生产部:按照此作业指导书作业.3.3品质部:监督生产作业是否按作业指导书之要求作业.4参考文件《ihawk自动焊线机操作指导书》《ihawk自动焊线机保养手册》5作业内容5.1开机与机台运行5.1.1打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop看BQM第二点的校正信息,再按Stop键退出,等待热板升到设定的温度,开机完毕.5.1.3装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4装金线,揭开Wire Spool面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5把金线绕过Tensional Bar(线盘)下面,把金线的前端拉直并按THREAD WIRE打开Air TensionerA(真空拉紧器)之吸气把金线穿过去.5.1.6按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8按一下Dmmybd键,然后把焊头移到PCB位置,再按4把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9测量焊针高度:按Inx键出现Sure to index LF?再按A键将材料送到焊线区,进入主菜单parameter再进入Reference Parameter测量PCB(Lead)和晶片(Die)和高度.5.1.10在Auto菜单中选择 1 start single bond 按Enter搜索PR,等搜索完PR停下来时按1焊一根线看是否正常,按0开始自动焊线作业.5.2型号更换与编程5.2.1调程序5.2.1.1选择菜单1MAIN→9 Disk utilities→0Hurd Disk program→1 load Bondprogram 选择相应的程序,出现sure to load program?按A确定,出现sure toload WH date ?后按B确定,出现Change Top plate W-Clamp,,stop to about后换上相对应的底板与压板后按Enter.5.2.1.2删除原有程序:进入菜单Teach→Delete Pragram把原来的程序删除掉.5.2.2编写程序5.2.2.1进入Teach→Teach Program教读一个新程序1)教读手动对点:在TeachAligmment菜单输入2(只有 1 Die 时)并按Enter编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。
后对晶片:单电极(把光标对准电极中心点按两下Enter,两个点重复在同个地方上);双电极(把光标对准负电极中心点确定后,再对到正电极中心点上)注:在对晶片点时是第一行最下面的晶片).5.2.2.2编写自动对点:做完手动对点后会自动到该菜单下,先选Template设定合适的图形大小和搜索范围→Adjust Image调整灯光直至黑白分明(Lead)或看得清析(Die)后按Enter做PR.5.2.2.3编写焊线数目和位置:在Auto wire第4项改为None再到0项编要焊线的位置和数目.5.2.2.4测量焊针高度:进入Paramter→Reference parameter测量支架及晶片的高度.5.2.2.5修改焊线参数5.2.2.5.1线弧模式:进入Wire pramter→Edit Loop Group Type 把线弧都改为Q.5.2.2.5.2焊线方式:进入Wire pramter→Edit BBOS/BSOB Control把焊线方式改为与作业要求一致的 B (BSOB)或S (BBOS).5.2.2.6侦测功能:当晶片为单电极时可忽略不做;当晶片是双电极须焊两根线时,进入Wire Parameter→Edit Non—Stick Detection→Edit Stick Detection 1将第一条线改为N.5.2.2.7焊线基本参数:进入Pramter →Base pramter 中修改合适的功率和压力等相关参数(可参考机台参数表).5.2.2.8复制:进入Teach→Step Repeat选择合适的模式(一般为HybRmat)进行复制.5.2.3自动焊线5.2.3.1在主菜单进入AUTO→Start Single Bond→认完PR→按6焊一条线把“十”字光标移到晶片上金球中心位置→按Enter校正焊针与光标的位置.5.2.3.2按1焊一条线然后看焊线位置、金球大小和线弧高度是否在合适.5.2.3.3修改焊线位置:在Start Single Bond状态下按F1→再按2把“十”字光标移到焊线位置然后按Enter;按4切换Die和Lead的位置,按Stop退出.5.2.3.4确定以上三点都没有问题后按0开始自动焊线,按1暂停,按Stop停止并退出.5.3关机5.3.1STOP停止作业.5.3.2清除机台上的材料.5.3.3若停机在二十四小时以内的可以不用关机,只须把机台设为待机状态.5.3.4到菜单8 Utilities→2 Standby mode按确定先设为待机状态,再按下机台前面电源开关红色按钮OFF关掉电源,最后关掉气压开关.5.4常见的几种报警讯息及处理方法5.4.1Missing ball:Open(没有烧到球或断线)5.4.1.1处理方法:1)穿线重新烧球;2)清洁线路;3)检查打火高度是否合适4)检查金线是否已被污染.5.4.2B6:Die quality rejected(芯片图象有问题)5.4.2.1处理方法:1)按F1跳过此晶片;2)进行手动对点;3)重新教读晶片PR.5.4.3B8:1st bond non stick(第一焊点不粘)5.4.3.1处理方法:检查是否真的是焊点不粘1)补线;2)查看晶片电极或支架上是否有杂物或被污染;3)检查1ST焊点参数是否正常。
检查金线末端是否已接地;4)检查是否打开了不该打开的探测功能(注:焊双电极晶片时要把第一条线关闭);5)以上正常时可调整探测功能的灵敏度到F15→0→5→2把该参数加大,加到合适为止,做PCB材料时该参数不超过18,做支架类材料时该参数不超过20).5.4.4B9:2nd bond not stick (第二焊点不粘)5.4.4.1处理方法:检查是否真的焊点不粘1)补线;2)查看支架上是否有杂物;3)检查参数是否正常;4)检查支架是否有松动5)检查金线末端是否已接地;6)检查是否打开了不该打开的探测功能;(注:焊PCB板材料时此功能开启,焊TOP材料或陶瓷系列时该功能关闭);7)以上都正常时可调整探测功能的灵敏度(以上正常时可调整探测功能的灵敏度到F15→0→5→2把该参数减小,减到合适为止).5.4.5Output of jam(PCB在输出料盒时受阻)5.4.5.1处理方法:1)手动把PCB送出料盒;2)检查出料盒位置是否合适;3)检查轨道是否有多余的东西阻塞;4)清轨道.5.4.6Index out Tie Bar(索引图象寻找超出范围)5.4.6.1处理方法:1)按左右键手动调整其位置; 2)重新做Index PR;3)重新做拉料位置.5.4.7W9:Platform full(进料或出料平台已满)5.4.7.1处理方法:1)清除进料或出料平台感应器上的料盒或其它物品.5.4.8Input/Output Elevator Jam(进料/出料电梯堵塞)5.4.8.1处理方法:1)手动用镊子将材料推到料盒中,若是出料盒请把料盒再下一格以免材料重叠;2)若材料被卡死无法拿出时到菜单7 WH Utilities →Bome →5open /close input Elev-Y或6 open/close output Elev-Y把进料或出料盒方向打开,然后把料盒及材料一同取出完成后再按A把Y方向关闭.5.4.9Wire used up replace...(线已用完,需更换)5.4.9.1处理方法:1)换金线;2)检查Wire End Search的灵敏度.6注意事项6.1BSOB焊线参数设定:烧球参数(EFO)金线单位0.9mil 1.0mil 1.2mil 1.5mil电流3200-4200 3200-4200 4000-5200 4000-5200 时间900-1200 900-1200 1200-2000 1200-2000 尺寸16-24 20-28 24-30 28-34焊接温度150℃---180℃焊接温度小功率大功率单电极一焊线参数POWER 50-80 70-120FORCE 35-55 40-60TIME 6-10 8-12 二焊线参数POWER 40-80 50-80FORCE 35-60 40-60TIME 4-8 6-8双电极一焊线参数POWER 50-80 60-120FORCE 40-60 45-80TIME 6-12 8-12 二焊线参数POWER 40-80 40-80FORCE 30-60 40-60TIME 6-10 6-10BSOB球参数POWER-1 60-120 POWER-2 20-60 FORCE-1 40-60 FORCE-2 20-40 TIME--1 8-16 TIME--2 2-66.2加热温度要按照材料要求而设定.6.3在作业过程中手不能直接与金线接触.6.4在机台自动运行时避免任何东西与焊头相碰撞.6.5操作过程中出现机械部件相撞时应立即按下紧急停止按钮Emergency,并通知技术人员处理.6.6当机台出现异常声响时应立刻停机检修.6.7须按保养规范做好机台保养,保持机台之清洁.6.8机台正常生产时,严禁直接关机.6.9气压应在4—6㎏/C㎡内才可以正常作业.7保养规范7.1每天保养项目7.1.1保养项目:外观7.1.1.1保养步骤:用白布沾少许酒精将机箱和真空泵表面擦拭干净,不可留有过多的酒精在机台上面,保养过程中注意安全,保养完成后酒精瓶不能放在机台上.7.1.2保养项目: 打火杆7.1.2.1保养步骤: 用棉花棒沾酒精清洁,清洁完成后要重新穿线才可作业,防止滑球.7.1.3机台气压7.1.3.1保养步骤:目视机台总气压是否在规定范围内,大气压表0.5Mpa 小气压表0.3Mpa.7.2每周保养项目7.2.1保养项目:接地7.2.1.1保养步骤:目视机器设备有无接地,用万用表测量机台与地之间是否导通.7.2.2保养项目: 送线路径7.2.2.1保养步骤:用棉花棒沾少许酒精对晶线路径进行擦拭,保证金线路径的干净.7.2.3保养项目: 空气过滤器7.2.3.1保养步骤:保养步骤清除空气过滤器内之废水、废油。