铸态QT450_10球墨铸铁生产工艺研究
铁型覆砂工艺,生产铸态QT450-10高韧性球墨铸铁

铁型覆砂工艺,生产铸态QT450-10高韧性球墨铸铁摘要:论述了铁型覆砂工艺条件下铸态QT450-10高韧性球墨铸铁的生产,分析了铸造材料、球化处理、冷却时间等主要工艺因素对铸件延伸率的影响,工艺优化后可以使铸件延伸率达到12-23%。
关键词:铁型覆砂工艺;高韧性球墨铸铁;原材料;球化处理;延伸率 1 前言铁型覆砂工艺生产的铸件因外观光洁、内部致密、尺寸精确逐步受到欢迎,逐渐成为众多轮毂厂家的选择,主要材质为QT450-10,全部采用这种工艺,但在生产过程中经常出现强度高、延伸率低、稳定性差的问题,本文与实际生产现场结合,通过对工艺的优化和调整使铸件本体延伸率稳定达到12%以上、综合成品率由94.53%提升至97%,成功解决了生产过程中的难题。
2 化学成分与原材料公司汽配产品已批量生产多年,熔炼设备采用1吨中频电炉,外购生铁和废钢,原材料配比基本固定,原铁水化学成分如表1:表1 原铁水化学成分炉次 C Si Mn P S1 3.82 1.26 0.34 0.029 0.0262 3.84 1.37 0.31 0.035 0.0313 3.84 1.27 0.33 0.032 0.0254 3.83 1.33 0.31 0.033 0.025 3.83 1.4 0.41 0.040 0.036 3.85 1.35 0.35 0.035 0.0247 3.79 1.4 0.3 0.033 0.0248 3.85 1.37 0.33 0.037 0.0279 3.84 1.37 0.40 0.036 0.02610 3.80 1.22 0.37 0.042 0.032从表1可以看出:生产过程中原铁水Mn、S含量波动较大,部分炉次Mn、S含量较高,在铸态高韧性QT450-10中,锰能阻碍共析转变的石墨化,增加、稳定和细化珠光体,部分锰也可以固溶入铁素体中,提高强度并降低韧性,增加结晶过程的过冷倾,对韧性影响很大,因此锰含量应越低越好。
铸态QT450_10球墨铸铁生产工艺研究
收稿日期: 2007- 01- 19
修定日期: 2007- 03- 10
作者简介: 王建民( 1966- ) , 男, 安徽岳西人, 在职博 士 , 副 教 授 ,
主 要 研 究 方 向 : 铸 造 合 金 和 表 面 技 术 , 电 话 : 0551- 2901372, E-
mail:wangjm1128@126.com。
球墨铸铁是通过对铁液进行一定的变质处 理来改变一次结晶时石墨的形核和生长条件。影 响铸态球铁生产稳定性的因素很多, 要稳定地生 产球墨铸铁, 必须把握好原铁液熔炼、球化处理、 孕育处理、炉前处理、浇注、清理及热处理和铸件 质量检验等几个环节[1~3]。
为使球墨铸铁组织达到性能和基体组织的 要求, 一般要进行低温退火、高温退火、正火加回 火、调质、等温淬火等热处理, 延长了球墨铸铁的 生产周期, 增加了生产成本[4~6]。针对这种情况, 本
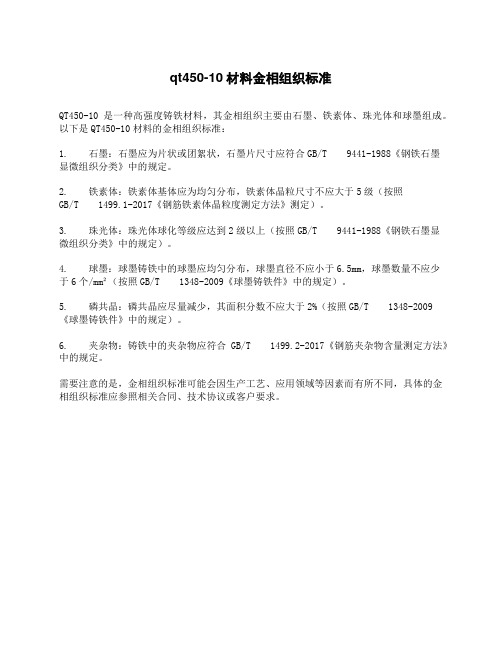
C 图 1 铸态金相照片 Fig.1 As- cast microstructures
以及残留稀土元素和镁元素基本上没有多大差 别 , 差 别 较 大 的 是 w(S)量 。A1 试 样 的 w(S)量 为 0.014%, A2 为 0.025%, A3 为 0.020%; B1 为 0.017%, B2 为 0.021%, B3 为 0.013%; C 为 0.015%。由此 看来, w(S)量低, 综合力学性能较好。采用中频电 炉熔炼, 熔炼后球铁中的硫和磷的含量变化较
研究的目的是: 通过调整和控制工艺参数, 生产 铸态性能合格的 QT450- 10 铸件。
1 试验方法
选用两种不同的生铁, 熔炼设备是中频感应 电炉。熔炼采用 85%的生铁和 15%的球铁回炉 料 , 球 化 剂 为 稀 土 镁 合 金 , 其 成 分 主 要 是 w(RE) 3%, w(Ca) 3%~5%, w(Mg) 7%~8%, 加入量占铁液 重量的 1.8%。孕育剂为钡硅铁, 其主要成分是 w (Si) 68%, w(Ca) 3%~5%, w(Ba) 2%,加入量占铁液 重量的 1.1%, 加入方法为包底覆盖。选用的两种 球铁原生铁主要成分如表 1 所示。
qt450-10材料金相组织标准
qt450-10材料金相组织标准
QT450-10是一种高强度铸铁材料,其金相组织主要由石墨、铁素体、珠光体和球墨组成。
以下是QT450-10材料的金相组织标准:
1. 石墨:石墨应为片状或团絮状,石墨片尺寸应符合GB/T 9441-1988《钢铁石墨
显微组织分类》中的规定。
2. 铁素体:铁素体基体应为均匀分布,铁素体晶粒尺寸不应大于5级(按照
GB/T 1499.1-2017《钢筋铁素体晶粒度测定方法》测定)。
3. 珠光体:珠光体球化等级应达到2级以上(按照GB/T 9441-1988《钢铁石墨显
微组织分类》中的规定)。
4. 球墨:球墨铸铁中的球墨应均匀分布,球墨直径不应小于6.5mm,球墨数量不应少
于6个/mm²(按照GB/T 1348-2009《球墨铸铁件》中的规定)。
5. 磷共晶:磷共晶应尽量减少,其面积分数不应大于2%(按照GB/T 1348-2009《球墨铸铁件》中的规定)。
6. 夹杂物:铸铁中的夹杂物应符合GB/T 1499.2-2017《钢筋夹杂物含量测定方法》中的规定。
需要注意的是,金相组织标准可能会因生产工艺、应用领域等因素而有所不同,具体的金相组织标准应参照相关合同、技术协议或客户要求。
提高QT450—10铁素体球铁铸态率的工艺方法
s p h e r o i d a l g r a p h i t e c a s t i r o n a s - c a s t r a t e w a s a n a l y z e d . T h e p r o c e s s c o u l d b e i m p r o v e d b y a d j u s t i n g c h e m i c a l c o m p o s i t i o n ,
p o s t i n o c u l a t i o n , r e d u c i n g w ( S ) o f i r o n m e l t , a p p r o p r i a t e r e d u c i n g w( Mg )o f t h e n o d u l i z e r , e x t e n d i n g c o o l i n g t i m e , c o n t r o l l i n g
i r o n a f t e r a n n e a l i n g( 4 1 0 - 4 3 0 MP a ) . Me c h a n i c a l p r o p e r t i e s o f t h e c a s t i n g g o t i m p r o v e d . R a i s e d u s i n g a s - c a s t r a t e r e d u c e d t h e
pr o c e s s i n g pr o c e d ur e, ma de t he p r o du c t i o n e x pe n s e l o we r a n d r a i s e d p r o d uc t i v i t y .
汽车零件精铸qt450-10低温高冲击性能研究

2019年 第11期热加工75C铸造asting汽车零件精铸QT450-10低温高冲击性能研究■ 柳建国,陈娟,李乔摘要:球墨铸铁在低温环境下使用易发生脆断,为提高精铸QT450-10低温冲击韧性,通过正交试验研究化学元素Si 、Ni 对铸件力学性能影响,并对铸件进行正火处理,获得铁素体+珠光体(10%)基体组织,抗拉强度≥450MPa ,-40℃低温冲击吸收能量≥5J 。
关键词:球墨铸铁;化学成分;热处理;低温冲击随着汽车零件对球墨铸铁件性能要求的提高,其材料牌号和性能超出我国国家标准,现有国标中Q T450-10牌号铁素体基体球墨铸铁-40℃冲击吸收能量不足3J ,难以满足高寒地区行驶的汽车对其低温冲击性能的要求。
例如汽车底盘安保转向类铸件抗拉强度和-40℃低温冲击吸收能量分别达到450M P a 和5J ,这在国家标准中还没有明确对应的牌号。
因此,同时具有低温高韧性和高强度的球墨铸铁材料有很大开发价值,是很多企业及科研机构研究的重点,也将是低温球墨铸铁未来发展趋势之一。
1. 化学成分设计(1)碳含量 碳是石墨化元素,可提高球墨铸铁的石墨化程度。
碳含量高时,则析出石墨数量多,球径尺寸小,圆整度增加,有利于降低球体低温韧-脆转变温度,提高低温冲击韧性,但会造成石墨漂浮和球爆炸现象。
因此,碳含量(质量分数,下同)应控制在3.6%~3.8%。
(2)硅含量 硅是强烈促进石墨化元素,有利于铁素体体积分数的增加,同时固溶强化铁素体基体,提高铸件抗拉强度、屈服强度和硬度,但硅对球墨铸铁的低温冲击韧性有显著影响,当其含量超过2.5%时,每提高0.1%,韧-脆转变温度提高10~15℃,硅含量过高的球墨铸铁,即使能获得全部铁素体基体组织,也很难在低温冲击载荷的条件下使用, 因此一般低温冲击球墨铸铁的硅含量应在1.9%~2.3%。
(3)锰含量 Mn 是促进白口化的元素,在球墨铸铁凝固时,增加形成白口和碳化物倾向,强烈促进珠光体和渗碳体的形成,对低温球墨铸铁的冲击韧性损害十分严重。
铸态QT450—10球墨铸铁熔炼过程控制
M ay 2009铸造技术F0U NDRY TECH N0L0GY铸态QT450—1 0球墨铸铁熔炼过程控制杨世洲,傅骏(1.西华大学材料科学与工程学院,四川成都610039;2.四川工程职业技术学院材料工程系,四川德阳618000)摘要:为了满足机车、车辆对制动机阀体零件强韧性能的要求,对铸态QT45O—lO球墨铸铁熔炼过程中化学成分的选择、球化处理、复合孕育处理以及处理后铁液停留时间等方面进行了控制。
经测试,所得材料的力学性能超过了GB1348—88标准中对QT450一lO的要求,金相组织也符合厂家标准。
关键词:铸态球墨铸铁;化学成分;复合孕育中图分类号:TG255 文献标识码:A 文章编号:1000-8365(2009)05—0599—03Control on Smelting Process of As-Cast 0T450-1 0 Nodular Graphite lronYANG Shi—zhou 。
FU Jun(1.School of Material Science and Engineering,Xihua University,Chengdu 610039,China;2.Department ofMaterial Engineering,Sichuan Engineering Technical College,Deyang 6 18000,China) Abstract:In order to meet technical requirement in strength and toughness property for the valvebody parts of brake system in locomotive and vehicle。
smelting process for as—cast QT450—1 Onodular graphite iron has been controlled in the aspects such as choice of chem ical constitution,spherOidisatiOn treatment, comprehensive modification treatment, stay time after spherOidisatiOnand modification etc. Through the test of the material, its mechanicaI properties exceed thespecification of as.cast QT450—1 0 nodular graphite iron in the standard GB 1 348.88. And itsmicrOstructure also meets the requirement of the factory.Key words:As—cast nodular graphite iron;Chemical constitution;Comprehensive modification随着我国铁路运输系统的不断发展,对机车、车辆提出了更高的要求,“高速、重载”是铁路运输行业在新时代条件下的发展目标。
QT450
QT450-10球墨铸铁
概述
球墨铸铁是碳以球形石墨的形态存在,其机械性能远胜于灰口铁而接近于钢,它具有优良的铸造、切削加工和耐磨性能,有一定的弹性,广泛用于制造曲轴、齿轮、活塞等高级铸件以及多种机械零件。
牌号QT 450~10 标准GB/T1348-2009
为铁素体型球墨铸铁,韧性和塑性较高。
低温时,韧性向脆性转变,但低温冲击值较高,且有一定的抗温度急性变和耐蚀性。
用途较广,在农机中用于铧犁、犁柱、差速器壳等;通用机械中用作阀体、高低压气缸等;还可用于输电线路的钢帽等。
化学成份编辑
碳 C :3.70~4.00%
硅Si:2.15~2.93%
锰Mn:0.46~0.66%
硫S :0.010~0.016%
磷P :0.027~0.035%
镁Mg:0.027~0.050%
稀土Re:0.026~0.043%
碳当量:4.3~4.6
力学性能编辑
抗拉强度σb (MPa):≥450
条件屈服强度σ0.2 (MPa):≥250
伸长率δ (%):≥10
硬度:160~210HB
金相组织编辑
热处理规范:铸态或正火
金相组织:铸态:石墨+铁素体(基体组织)+珠光体
正火:石墨+较多的珠光体+铁素体,可获得较高的综合机械性能,特别是塑性和韧性提高。
用_法生产铸态QT450_10

。
圆筒 形 球 铁 件铸 造 工 艺 的 改进
江西江州造船厂
以 往 我 厂 对 圆筒 形 球铁 铸 件采 用 顶 部
,
吴天羲
因此 冒 口 补 缩量 也就相 对
,
节 如图
,
。
所示
,
设置 大 冒口 的立浇方 案 如 图
,
所 示 结果是
增 大 同时 分层 浇 注时 的高温铁水 通 过 冒 口 颈 充 填型 腔 和 补 缩铸 件产 生 的 流通 效 应
,
了
万
耳
——
图
田 另外 原工艺中冒
, ,
口
直 接 与 铸 件相 交 所
图
形 成 的 接 触 热 节 远 大 于 铸 件原 来 的几 何 热
一
一
现 代铸 铁
一九九四 年
第四 期
表
熔点
℃
工作沮度 度
℃
工作时 间
加
度 常沮 强度 根
发气
,
刚度
耐 离 沮 冲刷 性 能 不 破裂 曰
铁水 通过 浇口
对于
球 铁 曲轴 可 在铸 造 工 艺变 动
,
。 。
过 滤 网 对铁 水 有 机 械 档 渣作 用 能 滞 留
,
较 小 的 情 况 下 采 用 过 滤 网 注 意 之 点 主要 是
过滤 网 网孔尺 寸采用
“
在冒
口
根 部 与铸 件相 接处 产 生严 重 的缩 孔
。
”
,
松 缺陷
致 使 冒 口 颈处 铁水 温 度相应偏 高
的结 果 铸件与 冒
口
。
综 合作 用
。
颈接触处铁水凝 固 速度
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Abstr act: By using medium frequency induction furnace melting and cupola - induction furnace duplex melting, pig irons with different compositions to produce as- cast ferrite nodular iron, the influences of melting equipments, raw materials, addition amount of nodularizing alloy, chemical composition, pouring temperature and pouring time on the properties of nodular iron was investigated. The chemical composition of test nodular iron was adopted as follows: w(C)3.6%~4.0%, w(Si) 2.4%~2.8%, w (Mn) 0.3%~0.4%, w (S)<0.02%, w (P)<0.06%. The addition of rare earth - magnesium - ferrosilicon alloy used as nodularizer was of 1.0% ̄1.8%. It was found by investigation that the low the sulphur content, the less the addition of nodularizer was needed, and the mechanical properties was: σb>450 MPa, δ>10%,; contrarily, the high the sulphur content, the more addition of nodularizer was needed, and the elongation was lower than required value: σb>450 MPa, δ<10%. Keywor ds: As- cast ferrite nodular iron; chemical composition; mechanical properties
摘要:采用中频感应电炉熔炼或冲天炉加工频感应电炉双联熔炼, 以及不同成分的生铁原材料来生产铸态铁素体球墨铸
铁, 研究熔炼设备、原材料、球化剂加入量、化学成分、浇注温度、浇注时间等对球铁性能的影响。试验球铁采用的化学成
分 为 : w(C) 3.6%~4.0%, w(Si) 2.4%~2.8%, w(Mn) 0.3%~0.4%, w(S)<0.02%, w(P)<0.06%。 球 化 剂 稀 土 镁 合 金 的 加 入 量 为
收稿日期: 2007- 01- 19
修定日期: 2007- 03- 10
作者简介: 王建民( 1966- ) , 男, 安徽岳西人, 在职博 士 , 副 教 授 ,
主 要 研 究 方 向 : 铸 造 合 金 和 表 面 技 术 , 电 话 : 0551- 2901372, E-
mail:wangjm1128@126.com。
球墨铸铁是通过对铁液进行一定的变质处 理来改变一次结晶时石墨的形核和生长条件。影 响铸态球铁生产稳定性的因素很多, 要稳定地生 产球墨铸铁, 必须把握好原铁液熔炼、球化处理、 孕育处理、炉前处理、浇注、清理及热处理和铸件 质量检验等几个环节[1~3]。
为使球墨铸铁组织达到性能和基体组织的 要求, 一般要进行低温退火、高温退火、正火加回 火、调质、等温淬火等热处理, 延长了球墨铸铁的 生产周期, 增加了生产成本[4~6]。针对这种情况, 本
1.0%~1.8%。研究发现: 原铁液 w(S)量愈低, 球化剂加入量愈少, 球铁的性能为: σb>450 MPa, δ>10%; 原铁液 w(S)量高, 球 化剂加入量大, 性能较差: σb>450 MPa, 但 δ<10%。 关键词: 铸态铁素体球铁; 化学成分; 力学性能
中图分类号:TG143.5, TG255
(1.School of Materials Science and Engineering, Hefei University of Technology, Hefei 230009,China; 2.Baihu Valve Works, Lujiang 231508, China;3.Hefei Casting & Forging Works., Hefei 230001, China)
灰
Gray and Nodular Irons
铸
铁
及
球
墨
铸
铁
铸态 QT450- 10 球墨铸铁生产工艺研究
王建民 1, 刘君武 1, 周远标 2, 解明国 3, 王 迪 1, 林清泉 1
( 1.合肥工业大学 材料科学与工程学院, 安徽 合肥 230009; 2.白湖阀门厂, 安徽 庐江 231508; 3.合肥铸锻厂, 安徽 合肥 230001)
研究的目的是: 通过调整和控制工艺参数, 生产 铸态性能合格的 QT450- 10 铸件。
1 试验方法
选用两种不同的生铁, 熔炼设备是中频感应 电炉。熔炼采用 85%的生铁和 15%的球铁回炉 料 , 球 化 剂 为 稀 土 镁 合 金 , 其 成 分 主 要 是 w(RE) 3%, w(Ca) 3%~5%, w(Mg) 7%~8%, 加入量占铁液 重量的 1.8%。孕育剂为钡硅铁, 其主要成分是 w (Si) 68%, w(Ca) 3%~5%, w(Ba) 2%,加入量占铁液 重量的 1.1%, 加入方法为包底覆盖。选用的两种 球铁原生铁主要成分如表 1 所示。
Байду номын сангаас
文献标识码: B
文章编号: 1003- 8345( 2007) 02- 0048- 04
An Investigation Study on Pr oduction Pr ocess of As- Cast QT450- 10 Gr ade Nodular Ir on
WANG Jian- min1, LIU Jun- wu1, ZHOU Yuan- biao2, XIE Ming- guo3, WANG Di1, LIN Qing- quan1