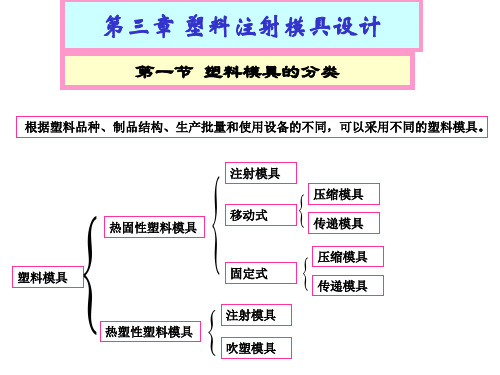
模具基础知识(1)
(1-4)模具材料选用
定义
将钢件加热到临界温度以上,保温一 定时间后随炉温或在土灰、石英中缓 慢冷却。
目的及应用
消除模具零件毛坯或冲压件 的内应力,改善组织,降低 硬度,提高塑性。
将钢件加热到临界温度以上,保温一 定时间后,放在空气中自然冷却。
将钢件加热到临界温度以上,保温一 定时间,随后放在淬火介质(水或油 等)中快速冷却。
推板、顶板 推杆、顶杆 导正销 固定板、卸料板 定位板 导料板 托料板 挡料销、定位销
Q235
45
第Hale Waihona Puke 章 冲压模具设计与制造基础表1.4.5 模具一般零件的常用材料及热处理硬度(续)
零件名称
废料切刀 定距侧刃
使用情况
材料牌号
T10A、9Mn2V T8A、T10A、9Mn2V
热处理硬度 (HRC)
56~60 56~60
Cr12MoV
9Mn2V Cr6WV CrWMn 9CrWMn Cr4W2MoV 6W6Mo5Cr4V
合金 工具 钢
5CrMnMo 5CrNiMo 3Cr2W8V 高速 工具 钢
W18Cr4V W6Mo5Cr4V2 W6Mo5Cr4V3
淬火不 淬硬 红硬 变形性 深度 性 较差 浅 差 较差 浅 差 好 深 较好 好 深 较好 好 浅 差 中等 深 中等 中等 浅 较差 中等 浅 较差 中等 深 中等 中等 深 中等 中等 中 较差 中等 中 较差 较好 深 较好 中等 深 好 中等 深 好 中等 深 好
45
HT250、ZG310-570 Q235 45 20 T10A、9Mn2V Cr12、GCr15 45 T8A、9Mn2V
43~48
43~48 58~62(渗碳) 56~60 62~64 43~48 52~56
第三章 塑料注射模具设计-1
3、具有侧向抽芯时的最大开模行程校核
Hc
H1
H2
第四节
浇注系统设计
1)将来自注射机喷嘴的塑料熔体均匀而
平稳地输送到型腔,同时使型腔内的气 体能及时顺利排出。输送流体
作用
2)在塑料熔体填充及疑固的过程中,将 注射压力有效地传递到型腔的各个部位, 以获得形状完整、内外在质量优良的塑 料制件。传递压力
分类
普通流道浇注系统
无流道浇注系统
主流道 组成 分流道 浇口 冷料穴
浇注系统的 设计原则
布局
尽可能采用平衡式布置 型腔布置和浇口开设部位尽 可能对称,防偏产生溢料 尽可能紧凑,减小模具尺寸
热量及压力损失要小:浇注系统的流程尽可能短,尺寸尽可能大。减少折弯、提 高光洁度; 浇注系统应按型腔布局设计,尽量与模具中心线对齐; 制品投影面较大时,应避免在模具单面开设浇口,否则会造成注射时受力不均;
(3)塑化能力
注塑机的塑化能力是影响模腔数目的另一个重要因素。将射出机 的塑化能力(P)除以每分钟估计的射出次数 (X)和塑件重量 (W), 即可计算出模腔数目。 模腔数目 = P / ( X × W) 模腔数目 = (K*M*T/3600- m浇)/ mi
M是注塑机的公称塑化量(g/h);T是注射成型周期(s)
课本中的模具
(5)组合活动镶块 & & &
四、其他模具 (1)定模设有推出机构的模具;
(2)弹簧分型拉杆定距式双分 型面模具;¥ (3)带自动脱螺纹机构的模具; 螺纹脱模机构动画.swf
定模设有推出机构
(4)带双向推出机构的模具;
(5)其它
带自动卸螺纹机构
马达固定板 感应开关 水路接头 垃圾钉 滑块镶针 滑块镶针 波 滑 珠 块 未 未 未
注塑模具皮纹制作知识简介

2.蚀纹产品的特点、用途
• 更持久耐用 • 易用清洁,防止灰尘和指纹 • 满足视觉需求,如:以假乱真的橘皮纹,木纹等 • 功能需求;超声波焊接和胶粘表面可以充分利用塑料的流动性,有利于成型时的 排 气及增加零件注塑时的摩擦力。 • 改善制品的外观。通过咬花,可以遮盖一些缩水、熔接线、断差等痕迹。 • 可增加零件的表面强度。
(1).犁地纹的腐蚀。 犁地纹俗称细皮纹,因为较像梨表面的小黑点,故称犁地纹。 犁地纹的制作全靠喷枪,通过调 节喷枪喷雾颗粒的大小来控制皮 纹的粗细。 通过喷枪将油墨直接喷在模具表 面。
典型蚀纹应用,汽车仪表板表面花纹(皮革纹)
典型几何纹,非常规则。 犁地纹,因类似梨表面的小黑点而得名。
蚀 纹 后 的 模 具 表 面
二:蚀纹纹理开发
1.纹理的来源
植物 动物
传统
几何
现代 力量
科技 自然
2.原始纹理数据采集、底板的制作
纹理除电脑或手工绘制外,通常也选用自然存在的装饰纹。 采集方法:(各厂家工艺不同,此处为举例说明) 方法①选取花纹清晰、均匀、平整的表面,先喷一层黑色自干漆,晾干后,用 200#以上的碳酸钙粉末涂抹,填平纹路,再轻轻抹去突出面的白粉,使其露出黑 色,直至版面纹理清晰,黑白分明,底图制作完成。再采用照相技术进行原版皮纹 的制作。 方法②直接采用激光扫描机进行纹理,左图示为精度为0.01mm的激光扫描仪。
对于整体式c柱上护板这类要求应用几何纹 且无拼接线的纹理贴附方法。
1.红色虚线框代表皮纹纸。 2.四角绿色箭头表示贴附时需要四角拉伸。 3.皮纹纸韧性、弹性很好,可以很好的拉伸 而不撕破。 4.黑色细线表示纹理方向。
以左图为例 1.先平整贴附蓝色虚线框内皮纹 纸,蓝色线框是需要沿中空形状 边缘仔细割开。 2.将割开的皮纹纸平整的沿黄色 箭头方向向下贴附, 中部橙色 部位做其他种类纹理,封帖好。 3.按照皮纹区域的要求进行皮纹 纸的贴附,要点是几何纹理要方 向同一,平滑直顺,不能贴附后 纹理扭曲,不能几何纹理拉伸后 变形不均匀、严重。
模具结构1

1) 固定侧固定板(面板) 2) 流道剥料板(水口推板) 3)固定侧型模板(A板) 4)可动侧型模板(B板) 5)承板(托板) 6)间隔块(方铁) 7)顶针定位板(面针板) 8)顶针固定板(底针板) 9)可动侧固定板(底板) 10) 型芯(CORE) 11)定位圈 12) 唧嘴 13) 导柱 14) 导套 15) 导套 16)顶针 17)流道頂针 18)限位螺栓 19)拉杆 20)流道勾针 21)固定螺釘 22)拉板
(5)剥料板(水口推板)
脫模板置于A板上,四个角落亦有紧密配合之导柱导套,當 射料完結,开模,成品附着于型芯及流道拉销(勾针)上.此時 頂出板受活動床臺活塞之推力,將歸位銷前推,使脫模板和 活動模板分開一定之距離,成品及流道塑料便可脫離取下.
(6)間隔板(方铁)
承板(或B板)与底板中央有一空间,让顶针板在此空间前后移动, 可將成品頂出及回复原來位置.此一空间由间隔板分开,頂出板的 移動行程由間隔板的厚薄來決定.
(7)面针板与底针板
面针板与底针板用螺丝固定在一起,將頂针、回针 定于适当位置,底针板受注塑机顶棍推力,顶出便可將成品顶出.
(8)型腔(CAVITY) 型腔指母模仁,使成型零件獲得所需外形形狀和尺寸。
(9) 型芯 (core ) :
亦可称模芯或公模, 与型穴(CAVITY)构成模具之成形空間。 成 形完毕, 模具开启, 成品附着在型芯上, 再由頂出机构之頂出动作而 脱模。
热流道结构
分流板
热咀
优点:1.节省切除料头的修整工序,从而有效地节约了人力和加工费用. 2.提高了原料利用率和生产效率.
缺点:1.模具结构复杂. 2.加工成本高,不适合小批量生产.
二、成型用模具各部分名稱
1)固定侧固定板(面板) 2)固定侧型模板(A板) 3)可动侧型模板(B板) 4)承板(托板) 5)间隔块(方铁) 6)顶针定位板(面针板) 7)顶针固定板(底针板) 8)可动侧固定板(底板) 9) 型芯(CORE) 10)定位圈 11) 唧嘴 12)导柱 13)导套 14)主流道抓料销 15)顶针 16)回针 17)停止销(垃圾钉)
制冰模具知识点总结大全
制冰模具知识点总结大全一、制冰模具的种类制冰模具根据其用途和制作材料的不同,可分为多种类型,主要有以下几类:1.1 塑料制冰模具塑料制冰模具是将塑料颗粒通过注塑或吹塑成型而制成的冷冻模具,常见的制冰模具形状有方形、圆形、心形、星形等,适合制作多种不同形状的冰块。
1.2 硅胶制冰模具硅胶制冰模具是以硅胶为原料,通过模具制作而成的,硅胶制冰模具不易变形,易脱模,适合制作比较小巧的冰块,比如冰球、冰块等。
1.3 金属制冰模具金属制冰模具一般采用优质不锈钢或铝合金等金属材料制成,具有良好的导热性和耐用性,适合制作大型的冰块或者特殊形状的冰块。
1.4 硬质塑料制冰模具硬质塑料制冰模具一般采用耐高温的硬质塑料材料制成,具有良好的耐磨性和耐腐蚀性,适合用于工业生产或者大型冰块的制作。
1.5 玻璃制冰模具玻璃制冰模具一般采用耐高温的玻璃材料制成,具有良好的透明性和光滑度,适合制作透明冰块或者特殊形状的冰块。
1.6 木质制冰模具木质制冰模具一般采用经过防腐处理的木材制成,具有良好的保温性和环保性,适合用于特殊场合或者冰块呈现天然木质纹理的情况。
二、制冰模具的使用方法制冰模具的使用方法一般分为以下几个步骤:2.1 准备制冰模具首先需要将制冰模具从冰箱中取出,确保模具干净无异味,并根据需要选择合适的模具形状和大小。
2.2 填充水或其他液体将清洁的水或其他液体倒入制冰模具内,注意填充的液体量不要过多或过少,以免影响冰块的形状和质量。
2.3 放入冰箱冷冻将装满液体的制冰模具放入冰箱内,根据需要的冰块大小和材料的不同,冷冻时间一般为数小时至数十小时不等。
2.4 取出冰块当冰块完全凝固后,将制冰模具从冰箱中取出,轻轻旋转或者用清水冲洗模具外表,然后稍微用力挤压模具或用少量清水润湿模具外壁,即可轻松将冰块从模具中取出。
2.5 存放冰块将取出的冰块存放在常温或冰箱内,并根据需要的冷却作用,适时使用。
三、制冰模具的保养与清洁制冰模具的保养和清洁是非常重要的,它关系到模具的使用寿命和使用效果,以下是几点制冰模具的保养与清洁方法:3.1 清洁方法在使用前和使用后,一定要对制冰模具进行清洁和消毒。
模具制造工艺 第2版 项目一 模具制造工艺基础
项目一 模具制造工艺基础
模具机械加工工序卡
项目一 模具制造工艺基础
3、制定模具图纸 审查零件图与装配图 * 审查设计图纸的完整性和正确性 * 审查零件的技术要求 * 审查零件的选材是否恰当 * 审查零件的结构工艺性 2、毛坯的选择 3、拟定工艺路线 4、确定工序具体内容 5、填写工艺文件
项目一 模具制造工艺基础
一、模具加工工艺规程概述
1、工艺过程及其组成 将原材料转变为模具成品的全过程称为模具生产 过程。主要包括: 模具方案策划、结构设计 生产技术准备 模具成型件加工 装配与试模 验收与试用
模具生产过程中直接改变生产对象的形状、尺寸、相对 位置和性质等,使其成为半成品或成品的过程,称为工艺 过程。
项目一 模具制造工艺基础
四、选择加工方法时需要考虑的因素 在选择从粗到精的加工方法及过程时,要综合考
虑多方面的因素,重点考虑以下问题:
(1)被加工零件的结构形状和表面的精度 一般所采用加工方法的经济精度,应保证零件
所要求的加工精度和表面质量。 加工经济精度:是指在正常加工条件下(采用
符合质量标准的设备、工艺装备和标准技术等级的工 人,不延长加工时间)所能保证的加工精度。
加工方法及工序顺序凹模镶套零件的主
要尺寸标注都是以零件的轴心线为基准
的,这使得零件加工时容易与设计基准
进行统一
项目一 模具制造工艺基础
六.安排加工顺序
* 先粗后精 * 基准先行 * 先主后次 * 先面后孔 适当安排热处理(预备热处理和最终热处理) 检验、去毛刺、倒棱、清洗、防锈等辅助工序要 按需设置,不能遗漏。 在确定工序数目时,恰当地决定工序集中与工序 分散问题。
二、模具加工工艺规程及作用:
金型知识

金型:在日本称为金型,而在我国台湾、大陆称为模具。
一、金型的种类根据原材料我们可以将模具分为以下三种:1. 冷冲模。
主要是以五金片、铁片等片材作为生产基础,它又可分为冲裁模、拉伸模、连续模、复合模四种。
2. 压铸模。
主要以镁、锌、铝等合金作为原材料生产的模具。
3. 塑胶模。
目前我们工厂用得最多的就是塑胶模,它又可以依据不同的标准分为不同的类型。
(1)按塑胶原料分:热塑性塑胶模和热固性塑胶模。
(2)按结构分:两板模和三板模。
其最大区别在于水口的不同,两板模主要是大水口,即产品与水口连在一起的、要经手工摘除的水口形式。
三板模则主要是细水口,产品不与水口连在一起。
(3)按型腔数目分:单型腔模具和多型腔模具(4)按浇注系统分:冷流道模具和热流道模具(5)按成型方法可分为a、压制成型b、注塑成型c、挤出成型d、吹塑成型e、发泡成型二、金型的结构1、金型的主要结构(1)动模(又称公模或后模)(2)定模(又称母模或前模)2、其他结构(1)成型部件,主要有前模仁、后模仁、镶件等。
(2)浇注系统,主要有浇口,也就是流道与产品的接口处。
(3)导向系统,主要有导柱和导套,使合模时能对准,动作一致。
(4)调温系统,用于加热和冷却,比如模温机。
(5)脱模系统,有顶针、司筒、顶块、推板、滑块、斜顶等。
(6)排气系统,附属在成型部件上。
(7)其他部件,诸如螺丝、模架、模胚等。
三、金型设计基础1、流道系统的分类(1)主流道:与注塑机相接部分。
(2)分流道:其形状主要有六种,即圆形、四方形、六边形、半圆形、梯形和扇形。
(3)进胶点:也就是浇口,是分流道与产品相连接之处。
生产过程中流道要光滑,应尽量保持进胶平衡。
2、浇口的分类(1)直浇口(2)针点式浇口(3)潜伏式浇口(4)重叠式浇口(5)侧浇口(6)平缝式浇口(7)扇形式浇口(8)盘形浇口(9)轮辐式浇口(10)护耳式浇口3、分型面的选择分型面的选择应遵循以下几个原则:(1)让塑胶件尽量留在后模;(2)分型面不要选择在塑件光滑的外表面,以免影响质量;(3)要有利于塑件的脱模;(4)考虑侧向轴拔距;(5)锁紧模具的要求;(6)要有利于排气;(7)要有利于模具零件的加工。
模具结构图示(1)
4.2 注塑模具标准模架
• 4.2.1 标准模架分类 • 按进料口(浇口)的形式模架分为大水口模架和小水口模
架两大类,香港地区将浇口称为水口,大水口模架指采用 除点浇口外的其他浇口形式的模具(二板式模具)所选用的 模架,小水口模架指进料口采用点浇口模具(三板式模具) 所选用的模架。
以上的工作位置。分为单注塑头多模位、多注塑头单模位 和多注塑头多模位注塑机三种。 ‘
• 如图5—5所示为单注塑头多模位注塑机,图5—6所示
为多注塑头单模位注塑机,图5—7所示为多注塑头多模 位注塑机。这些注塑机主要用来成型两种以上颜色或物料 的制品,可实现多模注塑,适应大批量生产,能提高生产 效率。
• (5)顶出机构 • 顶出机构是指模具分型以后将塑件顶出的装置(又称脱
模机构)杆、复位杆、顶杆固定扳、顶板、主流道拉料杆 等组成。
模具结构图示(1)
• (6)冷却和加热系统 • 为了使熔融塑料在模具型腔内尽快固化成型,提高生
产效率,一些塑料成型时必须对模具进行冷却,通常是在 模具上开设冷却水道,当塑料充满型腔并经一定的保压时 间后,水道通以循环冷水对模具进行冷却。
• 注塑成型设备主要是用来成型塑料制品,所以注塑成
型设备俗称注塑机。如图所示为一台往复螺杆式注塑机、 主要由合模装置、注塑装置、液压传动系统和电气控制系 统组成。
模具结构图示(1)
模具结构图示(1)
模具结构图示(1)
模具结构图示(1)
5.1 注塑成型设备的分类
•
近年来注塑机发展很快,种类日益增多,分类方式也
• 形式,设计的模具大致结构如图所示(B形式模架)。其模
架型号为:
• 1520—B—I一40—40—60,该代码表示规格为大水口、