铸造缺陷(1) PPT课件
合集下载
铸件缺陷分析PPT课件
铸件在凝固末期或刚凝固 后不久产生的裂纹。
03
铸件缺陷形成原因及机理分析
原材料因素
原材料质量
使用不合格或质量差的原材料, 如废钢、生铁等,其中含有的杂 质元素和气体可能导致铸件缺陷 。
原材料配比
原材料配比不合理,如碳、硅等 元素含量过高或过低,会影响铸 件的凝固过程和机械性能。
熔炼工艺因素
熔炼温度
介绍了常用的铸件缺陷检测与评估方法,如目视检查、无损检测、 金相分析等,以及各种方法的优缺点和适用范围。
缺陷预防与控制措施
重点讲解了铸件缺陷的预防和控制措施,包括优化铸造工艺、提高原 材料质量、加强过程监控等方面。
学员心得体会分享
知识收获
学员们表示通过本次课程,对铸件缺陷的类型、成因、检 测与评估方法有了更深入的了解,对铸件质量控制的重要 性有了更深刻的认识。
其他可能影响因素
生产环境
生产环境中的温度、湿度和清洁度等因素对铸件质量也有一 定影响。例如,湿度过高可能导致型砂粘结力下降,温度过 高则可能导致铁液冷却速度过快。
操作技能
操作工人的技能水平和经验对铸件质量也有重要影响。例如 ,合箱时定位不准确、浇注时铁液温度控制不当等都可能导 致铸件缺陷。
04
铸件缺陷预防措施与改进方法
控制熔炼温度
根据原材料成分和熔炼设备特点, 合理设置熔炼温度,避免过高或 过低的熔炼温度对铸件质量产生 不良影响。
调整化学成分
通过添加合金元素和调整废钢、生 铁等原材料的配比,控制铁水的化 学成分,提高铸件的力学性能和耐 蚀性。
减少熔炼杂质
采取过滤、除渣等措施,减少熔炼 过程中产生的氧化物、硫化物等杂 质,提高铁水的纯净度。
夹渣和夹杂物
01属夹杂物,夹杂 物则是金属或非金属杂质。
铸造常见缺陷的修补技术PPT课件
2)焊补时 ① 焊条直径可按待焊处壁厚进行选用。 ② 根据焊条直径、焊条类型、待焊铸件的壁厚等选择适当的电流。 ③ 用非石墨型焊条冷焊时,通常采取“小电流、短路、断续、分散焊” 。 ④ 用特制铸铁芯焊条冷焊时一般采取“大电流、连续、集中式操作”。 ⑤ 焊补厚壁件时可用多层堆焊的方法。 ⑥ 当焊件的材质较差、且焊缝强度高时,可用栽丝法。 ⑦ 当焊补有裂纹倾向缺陷时,可采用热态锤击法
3)焊补时注意事项 ① 难焊的铸件应在室内进行,以防风吹,最好将铸 件放置在炉旁,有助于提高整个铸件的温度。 ② 焊前若将需焊铸件局部或整体预热至100~200℃时, 则更能改善焊补区的加工性能。
(2)电弧半热焊补 电弧半热焊补常用钢芯石墨化型铸铁焊条。 常用于焊补非加工面上的各类缺陷。 1)焊补前 ① 缺陷的清理和加工与电弧冷焊基本相同。 ② 待焊的缺陷部分通常加热到400℃左右。 2)焊补时 ① 半热焊用的电流比冷焊用的电流要稍大。 ② 半热焊通常采取“连续堆焊” 的方法。 ③ 电弧通常采用长弧,但不宜太长,以免药皮中大量石墨化元素烧损;也 不宜太短,否则药皮不能充分熔化。
其修补方法是在缺陷处钻孔、精铰,采用过盈配合压入与铸件同质材料加 工的塞子,然后(分直流与交流)、软电缆、焊钳、焊条、地线夹、 面罩、清理工具等。 2. 操作步骤 (1)正确选择焊补设备、辅具、焊条及个人防护用具。 (2)根据焊条直径、焊条类型、待焊铸件的壁厚等选择 适当的电流。 (3)对焊补铸件缺陷周围进行必要的处理。
三、浸渍填补
浸渍填补是解决铸件渗漏问题的新技术,是将胶状的浸渗剂渗入铸件的 孔隙中使其硬化,与铸件孔隙内壁连成一体,达到堵漏的目的。
1. 浸渗剂 目前常用的浸渗剂有水玻璃型、合成树脂型和厌氧型三种。 2. 渗补工艺 渗补工艺因铸件结构、生产类型、浸渗剂种类、铸件缺陷位置及状态的 不同而不同。
铸锭缺陷 PPT课件
(5 )偏析瘤 是一种严重的反偏析现象,通常在铸锭的表面出现偏析瘤。
Melting & casting
枝 晶
出 现 间 隙
锡 偏 析 瘤
铸 模
铸 模
(a)-形成枝晶 (b)-出现间隙
铸 模
(c)-富锡熔体外溢
锡青铜中偏析瘤的形成 过程
(6 )防止偏析的方法 偏析是凝固过程中溶质再分布的结果。因此,一切能使成分均匀化和晶 粒 细化的方法,均有利于防止或减少偏析。 基本措施有: 增大冷却强度, 搅拌,变质处理,采用短结晶器,降低浇注温度,加强 二次水冷,使液穴浅平等。
Melting & casting
晶界偏析形成过程示意图
(3) 比重偏析
其形成原因是: (a)液相分层; (b)固相与液相比重不同。
Melting & casting
(4) 正偏析与反偏析 其形成原因是: (a)溶质分配系数K的不同, K<1时,后结 晶的固相溶质含量高,出现反偏析; (b)K>1时,后结晶的固相溶质含量低,出 现正偏析; (c)同时,与粗大的枝状晶有关。
热裂是在凝固收缩开始温度至非平衡固相线温度范围内形成的。热裂形成机理 主要有液膜理论、强度理论及裂纹形成功理论。
(a)液膜理论 凝固末期晶间残留的液膜 受铸锭收缩影响,液膜在拉应 力作用下被拉伸,当拉应力或 拉伸量足够大时,液膜就会破 裂,形成晶间热裂纹。
液膜理论示意图
(b)强度理论 强度理论认为,合金在线收缩开始温度至非平衡固相点间的有效结晶温度范 围,强度和塑性极低,故在铸造应力作用下易于热裂。
(1) 金属的凝固收缩 收缩的分类:包括凝固前的液态收缩、由液态变为固态的凝固收缩及凝固后的固态 收缩。 液态收缩率为1~2%、凝固收缩率为2~7%、固态收缩率为5~9%。
铸造缺陷组织缺陷PPT.
3、熔炼操作工艺 的,我也不知道他喜欢不喜欢这个车。” 测试不能替代面试,它是对面试的补充。 1.擦璃时,如果高处够不着,登桌子或椅子,一定要先看看桌子或椅子是否结实,或旁边有人扶着.
4、铁水的炉前处理 (1)、头部受伤后台有头晕、头痛、呕吐等症状,可能是脑震荡。这时应让病人安静平躺,头放平,头部冷敷,2~3小时内不给饮食
24
(四)防止对策: 1、适当降低碳当量; 2、合金化;均匀化。 3、孕育处理; 4、适当降低浇注温度; 5、改善铸件的温度场(如放冷铁)
25
六、魏氏石墨 (一)特征: 1、同共晶片状石墨是相互连接的; 2、石墨片延伸至珠光体基体中; 3、石墨片极薄,其厚度只有1800Å
(1.8×10-ቤተ መጻሕፍቲ ባይዱm) (二)危害:力学性能下降一半。 (三)形成原因:Pb、 H2、Al。 (四)防止对策:减少Pb、 H2、Al。
26
组织缺陷
2、说说有毒无毒蛇的区别:形态上,齿痕上。(放幻灯) 面试者需要了解空缺岗位与现有岗位之间的关联,它在整个单位结构中的位置,在现有团队工部门中的作用,新来的人将向谁汇报工 作,谁又向他汇报工作等。 二、 教学过程:
,在脑中整理出一套与客户交流的方案。 紧张,打哈欠等不良习惯具有感染性,所以有时通过观察应聘者的形体语言就可以知道你自己的形体语言如何。
2)铸型紧实度、吃砂量 大家都知道,车辆油漆的光洁度非常高,车门把手上面都是镀铬的,比较亮,只要手触摸到门把手或车身,马上会留下指纹。销售人
员在展厅里面工作的时候,随时随地要保持展车的规范清洁性。 我们要安全合理地使用体育器材。
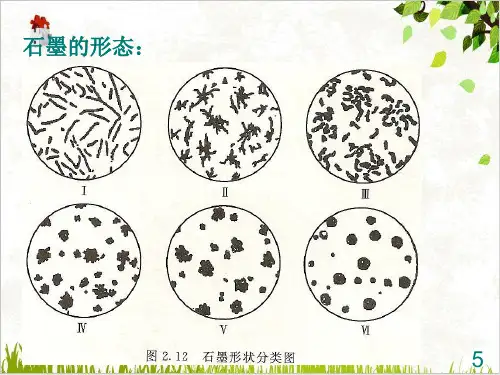
石墨的形态: 5
1、分布特征 均匀无向性分布
2、形成条件 1)共晶成分(亚共 晶) 2)冷速较慢
3、对性能的影响 好
4、铁水的炉前处理 (1)、头部受伤后台有头晕、头痛、呕吐等症状,可能是脑震荡。这时应让病人安静平躺,头放平,头部冷敷,2~3小时内不给饮食
24
(四)防止对策: 1、适当降低碳当量; 2、合金化;均匀化。 3、孕育处理; 4、适当降低浇注温度; 5、改善铸件的温度场(如放冷铁)
25
六、魏氏石墨 (一)特征: 1、同共晶片状石墨是相互连接的; 2、石墨片延伸至珠光体基体中; 3、石墨片极薄,其厚度只有1800Å
(1.8×10-ቤተ መጻሕፍቲ ባይዱm) (二)危害:力学性能下降一半。 (三)形成原因:Pb、 H2、Al。 (四)防止对策:减少Pb、 H2、Al。
26
组织缺陷
2、说说有毒无毒蛇的区别:形态上,齿痕上。(放幻灯) 面试者需要了解空缺岗位与现有岗位之间的关联,它在整个单位结构中的位置,在现有团队工部门中的作用,新来的人将向谁汇报工 作,谁又向他汇报工作等。 二、 教学过程:
,在脑中整理出一套与客户交流的方案。 紧张,打哈欠等不良习惯具有感染性,所以有时通过观察应聘者的形体语言就可以知道你自己的形体语言如何。
2)铸型紧实度、吃砂量 大家都知道,车辆油漆的光洁度非常高,车门把手上面都是镀铬的,比较亮,只要手触摸到门把手或车身,马上会留下指纹。销售人
员在展厅里面工作的时候,随时随地要保持展车的规范清洁性。 我们要安全合理地使用体育器材。
石墨的形态: 5
1、分布特征 均匀无向性分布
2、形成条件 1)共晶成分(亚共 晶) 2)冷速较慢
3、对性能的影响 好
铸件常见铸造缺陷 PPT

铸造常见缺陷特点
缺陷名称:黑皮(其二)
铸造常见缺陷特点
缺陷名称:气孔 缺陷特点:铸件内部或表面 有大小不同的孔眼,孔的内 壁光滑,多呈圆形。 产生原因:砂型太紧或型砂 透气性差;型砂太湿;砂芯 通气孔堵塞;浇注系统不正 确,气体排不出去
铸造常见缺陷特点
缺陷名称:缩孔(大而集中 的空洞 ) 缺陷特点:铸件厚、断面处 出现形状不规则的孔眼,孔 的内壁粗糙。 产生原因:冒口设置不正确 ;合金成分不合格,收缩过 大;浇注温度过高;铸件设 计不合理,无法进行补缩
铸造常见缺陷特点
缺陷名称:疏松(细小而分 散的空隙) 缺陷特点:铸件厚、断面处 出现形状不规则的孔眼,孔 的内壁粗糙。 产生原因:冒口设置不正确 ;合金成分不合格,收缩过 大;浇注温度过高;铸件设 计不合特点
缺陷名称:铸字不清 缺陷特点: 产生原因:型腔铸字部分起 模不畅,型砂粒度太粗
铸造常见缺陷特点
缺陷名称:披缝 缺陷特点:铸件表面在分模 面处的规则缩陷。 产生原因: 砂型或砂芯分模 面处的飞边未去除
铸造常见缺陷特点
缺陷名称:表面多肉 缺陷特点:铸件表面有多余 的部分。 产生原因:砂型或砂芯的相 应部分掉肉。
铸件常见铸造缺陷
铸造常见缺陷特点
缺陷名称:砂眼 缺陷特点:铸件内部或表面 有充满砂粒的孔眼,孔形不 规则 产生原因:型砂强度不够或 局部没舂紧,掉砂;型腔、 浇口内散砂未吹净;合箱时 砂型局部挤坏,掉砂;浇注 系统不合理,冲坏砂型
铸造常见缺陷特点
缺陷名称:砂眼(其二)
铸造常见缺陷特点
缺陷名称:砂眼(加工后)
铸造常见缺陷特点
缺陷名称:表面多肉肉(其 二)
铸造常见缺陷特点
缺陷名称:缺肉(缺料) 缺陷特点:铸件表面有缺少 一块,可能导致报废。 产生原因:浇冒口切除时带 掉一块;
(图文)压铸缺陷学习培训资料
泄漏
• 压铸件经试验产生漏水、漏气或渗水 • 产生原因:
1. 压力不足。 2. 浇注系统设计不合理或铸件结构不合理。 3. 合金选择不当。 4. 排气不良。
• 改善措施:
1. 提高比压。 2. 改进浇注系统和排气系统。 3. 选用良好合金。 4. 尽量避免加工。 5. 铸件进行浸渗处理
皮下气泡
• 特征:铸件表皮下,聚集气体鼓胀所形成的泡。 • 产生原因:
2, 澆口位置不正確,流路太長,內澆口速度太低
• 改善措施:
1,改善澆口位置,调整流路以确保两股金属流能在冷却前结合。 2,提供内澆口速度。
表面缺陷
• 起皮 • 铸件表面具有很难观测到夹层和冷隔的结构,或者经过高压清洗后,表面有崩落的现
象 • 产生原因:
1. 模具温度过低,脱模剂喷涂过多, 2. 内浇口设计过小,模具装配间隙过小 3. 壓射比壓不足,填充时间过长,快压射位置过于靠后
1. 模具温度太高。 2. 填充速度太高,金属液流卷入气体过多。 3. 涂料发气量大,用量过多,浇注前未燃尽,使挥发气体被包在铸件表层。 4. 排气不畅。 5. 开模过早。 6. 合金熔炼温度过高。
• 改善措施:
1. 冷却模具至工作温度。 2. 降低压射速度,避免涡流包气。 3. 选用发气量小的涂料,用量薄而均匀,燃尽后合模。 4. 清理和增设溢流槽和排气道。 5. 调整留模时间。 6. 修整熔炼工艺。
表面收缩
• 铸件平滑表面上出现凹瘪的部分,其表面呈自然冷却状态。 • 产生原因:
1. 铸件结构设计不合理,有局部厚实部位,产生热节。 2. 合金收缩率大。 3. 内浇口截面积太小。 4. 比压低。 5. 模具温度太高
• 改善措施:
1. 改善铸件结构,使壁厚稍为均匀,厚薄相差较大的连接处应逐步缓和过渡, 消除热节。
铸造缺陷鉴别 PPT
残缺类
浇不到 5-1
未浇满 夹杂类 5-2 跑火 5-3 损伤 5-4
金属夹杂物
6-1 冷豆
6-2 内渗豆
6-3 ( 夹渣)
6-4 ( 砂眼)
6-5
铸造缺陷名称及分类(7)
性能、成分、组织不合格 7-1、物理性能不合 7-2、机械性能不合格 7-3、化学成分不合格 7-4、石墨漂浮 7-5、石墨粗大
➢ ➢
➢孔眼类
➢ ➢ ➢
1-1 气孔 1-2 缩孔 (缩松) 1-3 砂眼 多肉类
(渣眼)
1-4 铁豆
2-1批缝 (飞边)
2-2抬型 (抬箱 )
2-3 涨箱 2-4冲砂 2-5掉砂 2-6外渗豆
裂纹 冷隔类
3-1冷裂
3-2热裂 3-3冷隔
表面 缺陷类
3-4热处理裂纹
4-1鼠尾 4-2 沟槽 4-3夹砂 4-4机械粘砂 4-5化学粘砂 4-6表面粗糙 4-7皱皮 4-8缩陷
冲 砂
5、掉砂:铸 件表面上的 块状金属凸 起物,其外 形与掉砂的 砂块相似。 在铸件的其 它部位则往 往出现砂眼 或残缺。
1、冷裂往 往是穿过晶 体而不是沿 晶界断裂, 断口具有金 属光泽或呈 轻微氧化色 泽,通常为 浅褐色。
2、热裂: 热裂断口常 有严重氧化 的黑色表面, 断口沿晶粒 边界产生和 发展,所以 裂口外形曲 折而不规则, 外裂表面宽 而内部窄。
面都可能存在。
②、孔眼的大小不等,这三种孔眼缺陷都没有 固定的大小模式,在铸件中可大可小。
③、孔眼的数量不等,在铸件中产生的这三中 缺陷,数量不等, 可多可少,可成片聚积,也 可单独存在。
④、孔眼可是封闭或敞露的孔洞。
1、1 批缝:是铸件上 厚薄不均匀的薄片状 金属凸起物,长出现 在铸件分型面和芯头 部位
铸造缺陷
三、案例(开裂);
2、检验与鉴别:
1、铸件内部裂纹可采用超声波探伤(UT)、 磁粉探伤(MT)或射线探伤法(RT)进行检验; 2、铸件表面的裂纹可采用染色探伤法(PT)来 帮助确定,大部份是肉眼可直接发现的。
三、案例(开裂);
3、形成原因:
1、铸件结构或浇注系统设计不合理壁厚相差悬殊, 过渡圆角小; 2、铸造合金中有害元素(P、S等)超标,珠光体 元素过量; 3、铸件开箱过早,冷却过快; 4、合金收缩率大; 5、肋板设计不合理。
1、定义和特征: 铸件内部或表面包裹 有砂粒、砂块的缺陷。
三、案例(夹砂);
2、检验与鉴别:
1、铸件内部夹砂可采用超声波探伤(UT) 或射线探伤法(RT)进行检验; 2、铸件表面的夹砂用肉眼可确定。
三、案例(夹砂);
3、形成原因:
1、型内残砂合模前未清理干净; 2、合模后浇注系统或冒口掉入砂粒或砂块; 3、造型、下砂芯、合模时操作不当发生砂模和砂芯 损坏落砂; 4、浇注系统不合理及浇注时操作不当,发生冲砂; 5、涂料不良,浇注时涂层脱落; 6、产品结构设计不合理。
7、夹杂类缺陷
定义
缺陷名称
特征
冷豆 通常位于铸件下表面或嵌入铸件表层;
铸件中各种 金属和非金 属夹杂物的 总称
内渗物 存在于铸件孔洞类缺陷内的光滑有光 (内渗豆) 泽的豆粒状金属渗出物;
夹渣
铸件表面或内部由熔渣引起的非金属 夹杂物;
夹砂
铸件内部或表面包裹有砂粒、砂块的 缺陷;
8、性能、成份、组织不合格类缺陷
存在于铸件内的严重的空壳状残缺;
铸件受撞击而破损、断裂、残缺不全;
6、形状及重量差错类缺陷
定义
缺陷名称
特征
铸件常见铸造缺陷
缺陷名称:砂眼 (其二)
铸造常见缺陷特点
缺陷名称:砂眼 (加工后)
铸造常见缺陷特点
缺陷名称:铸字 不清 缺陷特点: 产生原因:型腔 铸字部分起模不 畅,型砂粒度太 粗
铸造常见缺陷特点
缺陷名称:披缝 缺陷特点:铸件表 面在分模面处的规 则缩陷。 产生原因: 砂型 或砂芯分模面处的 飞边未去除
铸造常见缺陷特点
缺陷名称:表面多 肉 缺陷特点:铸件表 面有多余的部分。 产生原因:砂型或 砂芯的相应部分掉 肉。
铸造常见缺陷特点
缺陷名称:表面多 肉肉(其二)
铸造常见缺陷特点
缺陷名称:缺肉 (缺料) 缺陷特点:铸件表 面有缺少一块,可 能导致报废。 产生原因:浇冒口 切除时带掉一块;
铸造常见缺陷特点
缺陷名称:表面缩 凹 缺陷特点:铸件表 面有缩凹。 产生原因:铸件内 部收缩
缺陷名称:缩孔
铸造常见缺陷特(大点而集中的空 洞) 缺陷特点:铸件厚、 断面处出现形状不 规则的孔眼,孔的 内壁粗糙。
产生原因:冒口设 置不正确
;合金成分不合格, 收缩过大;浇注温 度过高;铸件设计 不合理,无法进行 补缩
铸造常见缺陷特缺陷点名称:疏松 (细小而分散的空 隙)
缺陷特点:铸件厚、 断面处出现形状不 规则的孔眼,孔的 内壁粗糙。
铸铁常见缺陷认识
SATA (KUNSHAN) Q 部
2011 May
缺陷名称:砂眼
铸造常见缺陷特缺陷点特点:铸件 内部或表面有充 满砂粒的孔眼, 孔形不规则 产生原因:型砂 强度不够或局部 没舂紧,掉砂; 型腔、浇口内散 砂未吹净;合箱 时砂型局部挤坏, 掉砂;浇注系统
;合金成分不合格, 收缩过大;浇注温 度过高;铸件设计 不合理
铸造常见缺陷特点
铸造常见缺陷特点
缺陷名称:砂眼 (加工后)
铸造常见缺陷特点
缺陷名称:铸字 不清 缺陷特点: 产生原因:型腔 铸字部分起模不 畅,型砂粒度太 粗
铸造常见缺陷特点
缺陷名称:披缝 缺陷特点:铸件表 面在分模面处的规 则缩陷。 产生原因: 砂型 或砂芯分模面处的 飞边未去除
铸造常见缺陷特点
缺陷名称:表面多 肉 缺陷特点:铸件表 面有多余的部分。 产生原因:砂型或 砂芯的相应部分掉 肉。
铸造常见缺陷特点
缺陷名称:表面多 肉肉(其二)
铸造常见缺陷特点
缺陷名称:缺肉 (缺料) 缺陷特点:铸件表 面有缺少一块,可 能导致报废。 产生原因:浇冒口 切除时带掉一块;
铸造常见缺陷特点
缺陷名称:表面缩 凹 缺陷特点:铸件表 面有缩凹。 产生原因:铸件内 部收缩
缺陷名称:缩孔
铸造常见缺陷特(大点而集中的空 洞) 缺陷特点:铸件厚、 断面处出现形状不 规则的孔眼,孔的 内壁粗糙。
产生原因:冒口设 置不正确
;合金成分不合格, 收缩过大;浇注温 度过高;铸件设计 不合理,无法进行 补缩
铸造常见缺陷特缺陷点名称:疏松 (细小而分散的空 隙)
缺陷特点:铸件厚、 断面处出现形状不 规则的孔眼,孔的 内壁粗糙。
铸铁常见缺陷认识
SATA (KUNSHAN) Q 部
2011 May
缺陷名称:砂眼
铸造常见缺陷特缺陷点特点:铸件 内部或表面有充 满砂粒的孔眼, 孔形不规则 产生原因:型砂 强度不够或局部 没舂紧,掉砂; 型腔、浇口内散 砂未吹净;合箱 时砂型局部挤坏, 掉砂;浇注系统
;合金成分不合格, 收缩过大;浇注温 度过高;铸件设计 不合理
铸造常见缺陷特点
铸造缺陷
3)抬箱:铸件在分型面处存在着极为严重的飞边,即 有厚片状的、表面光滑的、周边不规则的金属凸出物,其厚 度有时与铸件所增加的高度相等,这种缺陷称为抬箱。
抬箱缺陷产生的原因是:砂型的压铁重量太轻;或上、 下型夹紧不当,液态金属静压力过高等。
4)跑火:又称型漏,“火”代表金属液,是指金属液 充型 超过分型面进入上砂型后,分型面处,由于种种原因有泄漏 口使金属液决口流出型外。
二次渣滓,是指金属液在浇包内挡住或除去一次渣滓 后,进行浇注直至充型过程中,由于金属液的二次氧化或其 它各种原因而形成的渣滓。
图10-12为球铁曲轴在上型中的上表面产生的夹渣,这
种夹渣声称为“黑渣”。黑渣由多种氧化物组成(MgO、 FeO、Al2O3、SiO2稀土氧化物),是一种二次渣滓的夹 渣缺陷,实际上是氧化膜的夹杂类缺陷。
有色金属铸件中,常出现金属夹杂物缺陷。主要防止措 施是:保证金属炉料的纯净度,防止混入外来金属。
2)夹渣:是指铸件内部或表面有外来的非金属夹杂 物,统称为“渣滓”。
夹渣的目视特征是:形状极不规则的孔穴内,包容着渣 滓。
按形成时间的先后,有一次渣滓和二次渣滓两类:
一次渣滓,是指合金冶炼或熔炼时的冶金熔渣(氧化渣、 还原渣、酸性渣、碱性渣等)或熔剂所形成渣滓;或金属 液同炉衬、包衬相互作用生产的渣滓;或金属液炉前处理 (孕育或变质等)生成的渣滓。
3)解释“膨胀缺陷”的“膨胀-应力理论”认 为:膨胀缺陷经过三个阶段。即:
a.砂型表面受热迅速膨胀,
b.砂型表层脱离砂型本体而凸起,
c.砂型表层(干砂层)破裂、金属侵入而造成夹 砂。
夹砂产生倾向 = 铸型表层膨胀力/高湿度弱砂带 强度。
高湿度弱砂带的热湿拉强度越低,产生夹砂的 倾向越大。