钣金折弯展开图计算尺寸
钣金折弯展开计算
展开的计算法板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.展开的基本公式:展开长度=料内+料内+补偿量总结的来说,我们都知道,只要有意义,那么就必须慎重考虑。
带着这些问题,我们来审视一下粽子里面的米还吃还是肉好呢。
鲁巴金说过一句富有哲理的话,读书是在别人思想的帮助下,建立起自己的思想。
这启发了我,卡莱尔曾经提到过,过去一切时代的精华尽在书中。
这不禁令我深思。
对我个人而言,粽子里面的米还吃还是肉好呢不仅仅是一个重大的事件,还可能会改变我的人生。
我们不得不面对一个非常尴尬的事实,那就是,我们不得不面对一个非常尴尬的事实,那就是,我们不得不面对一个非常尴尬的事实,那就是,所谓粽子里面的米还吃还是肉好呢,关键是粽子里面的米还吃还是肉好呢需要如何写。
就我个人来说,粽子里面的米还吃还是肉好呢对我的意义,不能不说非常重大。
这种事实对本人来说意义重大,相信对这个世界也是有一定意义的。
现在,解决粽子里面的米还吃还是肉好呢的问题,是非常非常重要的。
所以,每个人都不得不面对这些问题。
在面对这种问题时,问题的关键究竟为何?我们一般认为,抓住了问题的关键,其他一切则会迎刃而解。
阿卜·日·法拉兹在不经意间这样说过,学问是异常珍贵的东西,从任何源泉吸收都不可耻。
这似乎解答了我的疑惑。
一般来讲,我们都必须务必慎重的考虑考虑。
生活中,若粽子里面的米还吃还是肉好呢出现了,我们就不得不考虑它出现了的事实。
要想清楚,粽子里面的米还吃还是肉好呢,到底是一种怎么样的存在。
钣金展开图计算方法

钣金展开图计算方法一般铁板0.5—4MM之内的都是A+B-1.6T。
(A,B代表的是折弯的长度,T 就是板厚)例如用2.5mm的铁板折180mm*180mm的直角,那么你下的料长就是180mm+180mm再减去2.5mm*1.6也就是4mm就好了,也就是356mm钣金展开图的计算是要用一个系数来计算的,这个系数一般都用1.645!计算方法是工件的外形尺寸相加,再减去1.645*板厚*弯的个数,例如,折一个40*60的槽钢用板厚3的冷板折,那么计算方法就是40+40+60(外形尺寸相加)—1.645(系数)*3(板厚)*2(弯的个数)=130.13(下料尺寸)一般6毫米之内都是这样计算的了展开的计算法板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.展开的基本公式:展开长度=料内+料内+补偿量一般折弯:(R=0, θ=90°)L=A+B+K0.3时, K=0≤T'1. 当02. 对于铁材:(如GI,SGCC,SECC,CRS,SPTE, SUS等)1.5时, K=0.4T'T'a. 当0.32.5时, K=0.35T'T≤b. 当1.52.5时, K=0.3T/c. 当T3. 对于其它有色金属材料如AL,CU:0.3时,∃当T K=0.5T2.0时, 按R=0处理.≤注: R一般折弯(R≠0 θ=90°)L=A+B+KK值取中性层弧长1.5 时'1. 当T λ=0.5T1.5时/2. 当T λ=0.4T一般折弯(R=0 θ≠90°)L=A+B+K’0.3 时≤1. 当T K’=00.3时∃2. 当T /90)*KυK’=(注: K为90∘时的补偿量一般折弯(R≠0 θ≠90°)L=A+B+K1.5 时'1. 当T λ=0.5T1.5时/2. 当T λ=0.4TK值取中性层弧长2.0, 且用折刀加工时, 则按R=0来计算, A、B依倒零角后的直边长度取值'注: 当RZ折1(直边段差).5T时, 分两次成型时,按两个90°折弯计算/1. 当H5T时, 一次成型, L=A+B+K'2. 当HK值依附件中参数取值Z折2(非平行直边段差).展开方法与平行直边Z折方法相同(如上栏),高度H取值见图示Z折3(斜边段差).2T时'1. 当H当θ≤70∘时,按Z折1(直边段差)的方式计算, 即:ϕ展开长度=展开前总长度+K (此时K=0.2)当θκ>70∘时完全按Z折1(直边段差)的方式计算2T时, 按两段折弯展开(R=0 θ≠90°)./2. 当HZ折4(过渡段为两圆弧相切):1. H≤2T 段差过渡处为非直线段为两圆弧相切展开时,则取两圆弧相切点处作垂线,以保证固定边尺寸偏移以一个料厚处理,然后按Z折1(直边段差)方式展开2. H>2T,请示后再行处理抽孔抽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;一般抽孔,按下列公式计算, 式中参数见右图(设预冲孔为X, 并加上修正系数–0.1):1. 若抽孔为抽牙孔(抽孔后攻牙), 则S按下列原则取值:T≤0.5时取S=100%T0.5<T<0.8时取S=70%TT≥0.8时取S=65%T一般常见抽牙预冲孔按附件一取值2. 若抽孔用来铆合, 则取S=50%T, H=T+T’+0.4 (注: T’是与之相铆合的板厚, 抽孔与色拉孔之间隙为单边0.10~0.15)3. 若原图中抽孔未作任何标识与标注, 则保证抽孔后内外径尺寸;4. 当预冲孔径计算值小于1.0时, 一律取1.0反折压平L= A+B-0.4T1. 压平的时候,可视实际的情况考虑是否在折弯前压线,压线位置为折弯变形区中部;2. 反折压平一般分两步进行V折30°反折压平故在作展开图折弯线时, 须按30°折弯线画, 如图所示:N折1. 当N折加工方式为垫片反折压平, 则按L=A+B+K 计算, K值依附件中参数取值.2. 当N折以其它方式加工时, 展开算法参见“一般折弯(R≠0 θ≠90°)”3. 如果折弯处为直边(H段),则按两次折弯成形计算:L=A+B+H+2K (K=90∘展开系数)备注:a.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值.b.对于方形抽孔和外部包角的展开,其角部的处理方法参照<产品展开工艺处理标准>,其直壁部分按90°折弯展开。
钣金冲压件折弯展开尺寸计算
开冲压模的朋友和做钣金冲压设计的工程师,经常会遇到计算冲压件展开长度的问题。
目前有很多的计算方法,各种系数,各种公式,各种表格,各种软件也有自动展开的功能,但是很多都不够准确。
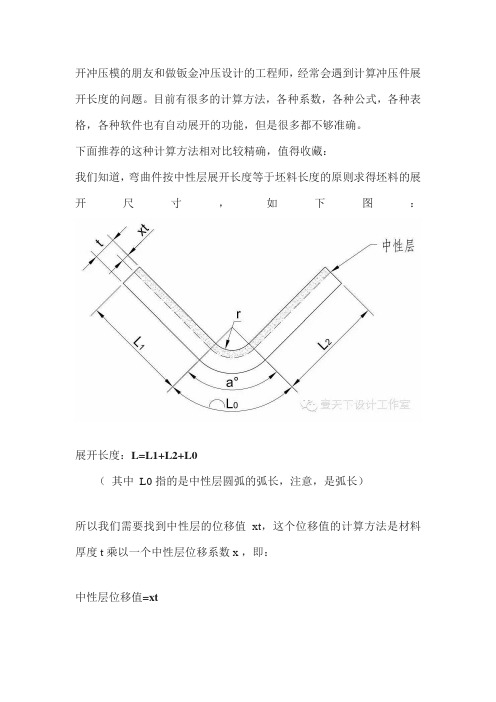
下面推荐的这种计算方法相对比较精确,值得收藏:我们知道,弯曲件按中性层展开长度等于坯料长度的原则求得坯料的展开尺寸,如下图:展开长度:L=L1+L2+L0(其中L0 指的是中性层圆弧的弧长,注意,是弧长)所以我们需要找到中性层的位移值xt,这个位移值的计算方法是材料厚度 t 乘以一个中性层位移系数 x ,即:中性层位移值=xt很明显,这种方法的关键就是要明确折弯中性层位移系数—— x 值所谓的中性层位移系数 x 值,在一些三维软件(如:Pro/E或SolidWorks)中也叫折弯 K 因子那么重点来了,怎样才能计算出 x 值呢?拜托,当然不用你来算,前辈们早已算好了,折弯内 r 角与材料厚度 t 的比将决定 x 值的大小,下表直接查来就是了:钣金折弯中性层位移系数x (K因子)知道了位移值,就知道了中性层圆弧的半径R ,据据折弯角度a 的大小,就可以很方便的计算出中性层圆弧的弧长L0 ,再加长直边长度L1 和L2 ,就是工件的展开尺寸了。
重要小贴士:1、r/t 值如果表格中没有,可以按下表已有数据近似推算。
2、现在估计没人会再去手工计算弧长L0 ,因为有CAD嘛,只需要按r/t 的值查出x 值(K因子),乘以料厚t,就是中性层位移值,将折弯内r 用偏移命令向外侧偏移该值,再直接量出弧长就行了。
3、如果有多处折弯的,可以偏移所有直边和内r ,并合并为多线段,查特性即可得到多线段的长度尺寸,也就是总的展开长度。
4、Pro/E或SolidWorks钣金折弯可以自动进行展开,很多人都觉得不准,其实奥秘就在于K因子。
软件中有默认的K因子,这个默认值是基于r/t=1.0的情况下,也就是3.2左右,如果内折弯 r 角与材料厚度不同(r/t不是1.0),算出来的尺寸当然不准。
钣金展开长度计算(折弯系数)
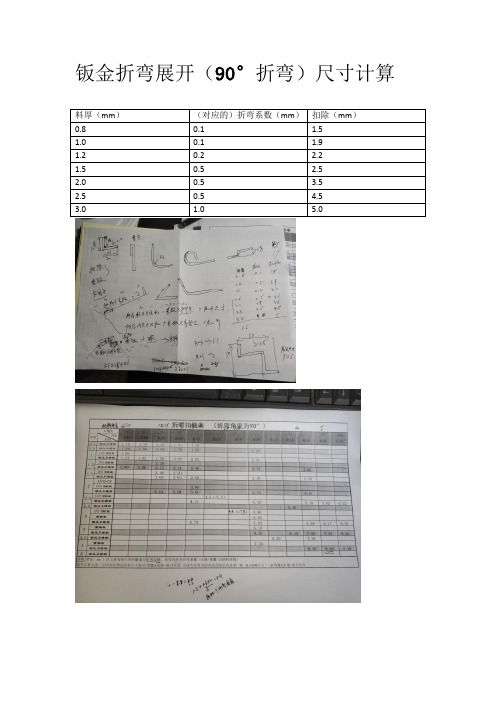
钣金折弯展开(90°折弯)尺寸计算所有外尺寸的和-弯数×扣除=展开尺寸所有内尺寸的和+弯数×系数=展开尺寸由上式知,当弯数=1时,外尺寸和-扣除=内尺寸和+系数则,外尺寸和-内尺寸和=系数+扣除而,外尺寸和-内尺寸和=2δ所以,系数+扣除=2δ注:1.δ是钣金厚度2.这里的“外尺寸和、内尺寸和”是指画钣金时草图线之和,不考虑圆弧(图1)如图2,此钣金厚度是1.5,内R=0(对应的实际折弯系数是0.5,软件输入的折弯系数=系数+2×内R=0.5),算得扣除=2δ-(实际)折弯系数=2×1.5-0.5=2.5外尺寸和是10+10=20,内尺寸和是(10-1.5)+(10-1.5)=17所以,展开尺寸=20-1×2.5=17+1×0.5=17.5(图2)如图2,此钣金厚度是1.5,内R=0.3,(对应的实际折弯系数是0.5,软件输入的折弯系数=系数+2×内R=0.5+2×0.3=1.1),算得扣除=2δ-(实际)折弯系数=2×1.5-0.5=2.5外尺寸和是10+10=20,内尺寸和是(10-1.5)+(10-1.5)=17所以,展开尺寸=20-1×2.5=17+1×0.5=17.5对于上面两个内R不同,但展开尺寸却是不变的。
由于折弯系数是板厚δ决定的,所以算出来的展开尺寸是不变的。
当内R过大时(大圆弧,如内R=5,甚至内R为几十),折弯系数改为K因子,一般设K=0.5(什么时候不是0.5呢?),先整个钣金件设折弯系数折弯,再调整大圆弧折弯系数为K因子。
(先调整整体,再调个别)。
(完整版)钣金件折弯展开计算方法
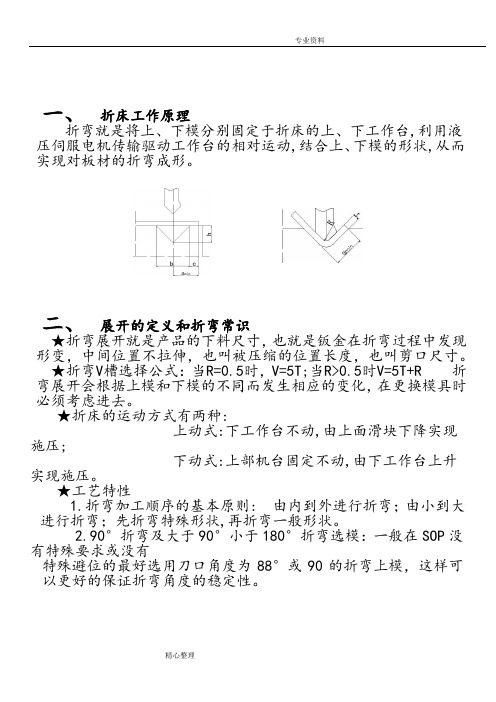
一、折床工作原理折弯就是将上、下模分别固定于折床的上、下工作台,利用液压伺服电机传输驱动工作台的相对运动,结合上、下模的形状,从而实现对板材的折弯成形。
二、展开的定义和折弯常识★折弯展开就是产品的下料尺寸,也就是钣金在折弯过程中发现形变,中间位置不拉伸,也叫被压缩的位置长度,也叫剪口尺寸。
★折弯V槽选择公式:当R=0.5时,V=5T;当R>0.5时V=5T+R 折弯展开会根据上模和下模的不同而发生相应的变化,在更换模具时必须考虑进去。
★折床的运动方式有两种:上动式:下工作台不动,由上面滑块下降实现施压;下动式:上部机台固定不动,由下工作台上升实现施压。
★工艺特性1.折弯加工顺序的基本原则:由内到外进行折弯;由小到大进行折弯;先折弯特殊形状,再折弯一般形状。
2.90°折弯及大于90°小于180°折弯选模:一般在SOP没有特殊要求或没有特殊避位的最好选用刀口角度为88°或90的折弯上模,这样可以更好的保证折弯角度的稳定性。
三、折弯展开尺寸计算方法,如右图:<1>直角展开的计算方法当内R 角为0.5时折弯系数(K )=0.4*T ,前提是料厚小于5.0MM ,下模为5TL1+L2-2T+0.4*T=展开<2>钝角展开的计算方法如图,当R=0.5时的展开计算A+B+K=展开K= ×0.4a=所有折弯角度1800-2 900<3>锐角展开的计算方法900折弯展开尺寸=L1+L2-2T+折弯系数(K),如右图:当内R角为0.5时折弯系数(K)=0.4*T,L1和L2为内交点尺寸展开=L1+L2+KK=( 180—@) /90 *0.4T<4>压死边的展开计算方法选模:上模选用刀口角度为300小尖刀,下模根据SOP及材料厚度选择V槽角度为300的下模。
先用 4.4.1所选的模具将折弯角度折到约300-650.展开死边=L1+L2-0.5T<5>压U边选模:上模选用刀口角度为300的小尖刀,下模根据SOP及材料厚度选择V槽角度为300的下模。
钣金展开图计算方法
当前位置: > >钣金展开图计算方法钣金展开图计算方法一般铁板0.5—4MM之内的都是A + B - 1.645 T。
(A,B代表的是折弯的外形尺寸,T就是板厚)计算方法是工件的外形尺寸相加,再减去1.645 * 板厚* 折弯的次数,例如,折一个40 * 60的”U”形槽钢用T=3.0的冷板折,那么计算方法就是40+40+60(外形尺寸相加)—1.645(系数)* 3(板厚)* 2(弯的个数)=130.13(下料尺寸)一般6毫米之内都是这样计算的了展开的计算法板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.展开的基本公式:展开长度=料内+料内+补偿量一般折弯:(R=0, θ=90°)L=A+B+K0.3时, K=0≤T'1. 当02. 对于铁材:(如GI,SGCC,SECC,CRS,SPTE, SUS等)1.5时, K=0.4T'T'a. 当0.32.5时, K=0.35T'T≤b. 当1.52.5时, K=0.3T/c. 当T3. 对于其它有色金属材料如AL,CU:0.3时,∃当T K=0.5T2.0时, 按R=0处理.≤注: R一般折弯(R≠0 θ=90°)L=A+B+KK值取中性层弧长1.5 时'1. 当T λ=0.5T1.5时/2. 当T λ=0.4T一般折弯(R=0 θ≠90°)L=A+B+K’0.3 时≤1. 当T K’=00.3时∃2. 当T /90)*KυK’=(注: K为90∘时的补偿量一般折弯(R≠0 θ≠90°)L=A+B+K1.5 时'1. 当T λ=0.5T1.5时/2. 当T λ=0.4TK值取中性层弧长注: 2.0, 且用折刀加工时, 则按R=0来计算, A、B依倒零角后的直边长度取值'当RZ折1(直边段差).5T时, 分两次成型时,按两个90°折弯计算/1. 当H5T时, 一次成型, L=A+B+K'2. 当HK值依附件中参数取值Z折2(非平行直边段差).展开方法与平行直边Z折方法相同(如上栏),高度H取值见图示Z折3(斜边段差).2T时'1. 当H当θ≤70∘时,按Z折1(直边段差)的方式计算, 即:ϕ展开长度=展开前总长度+K (此时K=0.2) 当θκ>70∘时完全按Z折1(直边段差)的方式计算2T时, 按两段折弯展开(R=0 θ≠90°)./2. 当HZ折4(过渡段为两圆弧相切):1. H≤2T 段差过渡处为非直线段为两圆弧相切展开时,则取两圆弧相切点处作垂线,以保证固定边尺寸偏移以一个料厚处理,然后按Z折1(直边段差)方式展开2. H>2T,请示后再行处理抽孔抽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;一般抽孔,按下列公式计算, 式中参数见右图(设预冲孔为X, 并加上修正系数–0.1):1. 若抽孔为抽牙孔(抽孔后攻牙), 则S按下列原则取值:T≤0.5时取S=100%T0.5<T<0.8时取S=70%TT≥0.8时取S=65%T一般常见抽牙预冲孔按附件一取值2. 若抽孔用来铆合, 则取S=50%T, H=T+T’+0.4 (注: T’是与之相铆合的板厚, 抽孔与色拉孔之间隙为单边0.10~0.15)3. 若原图中抽孔未作任何标识与标注, 则保证抽孔后内外径尺寸;4. 当预冲孔径计算值小于1.0时, 一律取1.0反折压平L= A+B-0.4T1. 压平的时候,可视实际的情况考虑是否在折弯前压线,压线位置为折弯变形区中部;2. 反折压平一般分两步进行V折30°反折压平故在作展开图折弯线时, 须按30°折弯线画, 如图所示:N折1. 当N折加工方式为垫片反折压平, 则按L=A+B+K 计算, K值依附件中参数取值.2. 当N折以其它方式加工时, 展开算法参见“一般折弯(R≠0 θ≠90°)”3. 如果折弯处为直边(H段),则按两次折弯成形计算:L=A+B+H+2K (K=90∘展开系数)备注:a.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值.b.对于方形抽孔和外部包角的展开,其角部的处理方法参照<产品展开工艺处理标准>,其直壁部分按90°折弯展开。
(完整版)钣金展开计算方法
当R≧4MM时:
材料厚度T=1.2~1.4取Hmax =4T
材料厚度T=0.8~1.0取Hmax =5T
材料厚度T=0.7~0.8取Hmax =6T
材料厚度T≦0.6取Hmax =8T
当R<4MM时,请示上级.
10压缩抽形1 (Rd≦1.5T)
原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.
0 < R <t λ=t 4<="" p=""></t λ=t>
6 Z折1.
计算方法请示上级,以下几点原则仅供参考:
(1)当C≧5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度)
L=A-T+C+B+2K
(2)当3T<c<5时:</c<5时
L=A-T+C+B+K
(3)当C≦3T时<一次成型>:
1.8
#6-32
1.2
1.5
1.5(1.8)
1.8
说明:
1以上攻牙形式均为无屑式.
2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).
3.内径:M3 Φ2.75 M3.50 Φ3.20 M 4 Φ3.65 # 6-32 Φ3.10
在R≠0, θ=90°时;的折弯系数列表:(单位:mm)
板材↓/板厚→
D/2={(r+T/3)2
+2(r+T/3)*(h+T/3)
-0.86*(Rd-2T/3)*[(r+T/3)
钣金件折弯展开计算方法
一、折床工作原理
折弯就是将上、下模分别固定于折床的上、下工作台,利用液压伺服电机传输驱动工作台的相对运动,结合上、下模的形状,从而实现对板材的折弯成形。
二、展开的定义和折弯常识
★折弯展开就是产品的下料尺寸,也就是钣金在折弯过程中发现形变,中间位置不拉伸,也叫被压缩的位置长度,也叫剪口尺寸。
★折弯V槽选择公式:当R=0.5时,V=5T;当R>0.5时V=5T+R折
时折弯系数(K)=0.4*T,
前提是料厚小于5.0MM,
下模为5T
L1+L2-2T+0.4*T=
展开
<2>钝角展开的计算方
法
如图,当R=0.5时的展
开计算
A+B+K=展开
×0.4
a=,
L1
和3000-650.
展开=L1+L2-0.5T
<5>压U 边选模:上模选用刀口角度为
300的小尖刀,下模根据SOP 及材
料厚度选择V 槽角度为300的下模。
1800-2 900
死边
先根据U 边间隙高度选用合适的R 上模(选用上模时注意:U 边间隙多大就选用与高度最接近的R 上模),再用压平模
压平,压平时U 边间隙内垫与间隙高度一样的材料。
当H <2.0T 时的计算方法
展开=L1+L2-0.4T+0.75*H
当H
如图时,按2当H ≤2T ,展开=L1+L2+K+(H-T)*0.7
当K <2T,H ≤T 时,展开=L1+L2+K+0.15T
压U 型
R C.+弧长
/180*180-@ <8>其他不常用的展开一般根据以往的实际操作来定(如大于5.0铜等)。
具体见系数表 图
6.2。
钣金展开详细计算方法
0.8
1.0
1.2
1.5
2.0
2.5
3.0
4.0
冷板
1.5
1.8
2.1
2.5
3.2
4.0
4.7
6.2
铝板
—
1.5
1.9
2.3
3.1
3.8
4.4
6.1
注意:折弯系数不是绝对的,各加工工厂的钣金工艺工程师会根据所用GB材料以及加工机器而略有微弱变化。
备注:
a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.
b孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:3.81取3.9.有特殊公差时除外,例:Φ3.80+0.050取Φ3.84.
c 产品图中未作特别标注的圆角,一般按R=0展开.
附件一:常见抽牙孔孔径一览表
料厚
类型
0.6
0 < R <t λ=t 4<="" p=""></t λ=t>
6 Z折1.
计算方法请示上级,以下几点原则仅供参考:
(1)当C≧5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度)
L=A-T+C+B+2K
(2)当3T<c<5时:</c<5时
L=A-T+C+B+K
(3)当C≦3T时<一次成型>:
∴ AB={H*EF+(π/4-1)*EF2}/T
∴预冲孔孔径=D – 2AB
T≧0.8时,取EF=60%T.
在料厚T<0.8时,EF的取值请示上级.
(完整版)钣金折弯展开计算
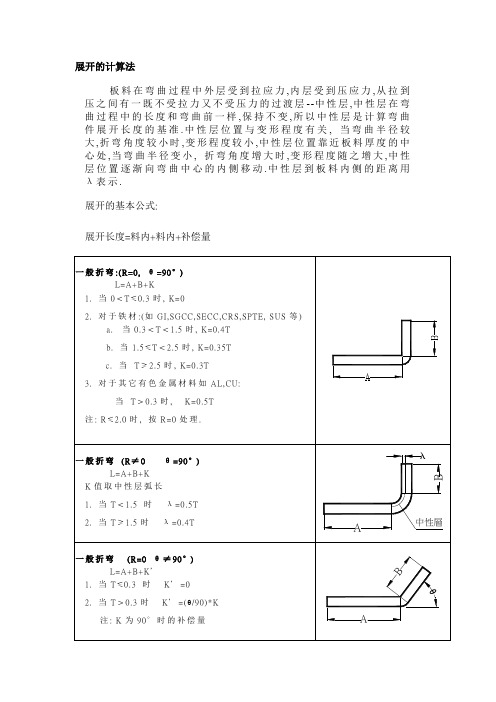
展开的计算法
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
展开的基本公式:
展开长度=料内+料内+补偿量。