钣金折弯详细计算
折弯展开计算总结
折弯展开计算总结-标准化文件发布号:(9556-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII一、钣金折弯基本理论:钣金在折弯成型,平面直线部分长度不变,折弯部分靠内壁材料受压缩,靠外壁材料受拉伸,中间存在一理想过渡面既不受压也不受拉,称为中性层,这位置特点是折弯前跟折弯后零件长度不变。
中性层是折弯计算的理论依据跟基准。
一般把中性层到折弯内壁的距离跟板厚的比值定义为K系数,方便各种板厚材料比较。
二、钣金折弯计算方法:以下是折弯计算的两种方法,方法很简单,认真看过基本理论都会懂。
1、折弯补偿法LT = D1 + D2 + BA ———方程(1)LT、D1、D2、BA 如图1、2表示,结合中性层理解。
2、折弯扣除法LT = L1 + L2 – BD ———方程(2)LT、L1、L2如图1、2表示,BD指扣除值,也就是回退量。
3、折弯补偿BA与折弯扣除BD的关系TAN(A/2) = (L1-D1)/(R+T) ———方程(3)同理TAN(A/2) = (L2-D2)/(R+T) ———方程(4)由方程(1)到(4)得出补偿量BA与扣除量BD的关系为:BA = 2(R+T)TAN(A/2)-BD ———方程(5)假设90度折弯,BA = 2(R+T)-BD 即BA + BD= 2(R+T)三、K系数的引入:一般把中性层到折弯内壁的距离t跟板厚T的比值定义为K系数K= t / T结合图1 得出 BA = Pi(R+K*T)A/180获取K系数的来源有如钣金材料供应商,试验数据,经验和手册等,而影响K主要是材料(种类,厚度等)跟加工(折弯半径,下模槽宽,机床步进速度等)Inventor软件钣金展开规则包含“线性”,“折弯表”,“自定义表达式”,样式中的K系数值就是本文所指K系数。
四、总结折弯中性层理论和K系数的引入方便理解展开长度的计算,明白K 系数值的影响要素两种方法计算折弯展开公式如下折弯补偿法:LT = D1 + D2 + BA = D1 + D2 + Pi(R+K*T)A/180折弯扣除法:LT = L1 + L2 – BD = L1 + L2 –(2(R+T) – Pi(R+K*T)A/180)公司为方便快速计算转化,利用材料种类,板厚,折弯半径跟V型槽宽直接查询扣除值。
钣金折弯展开计算
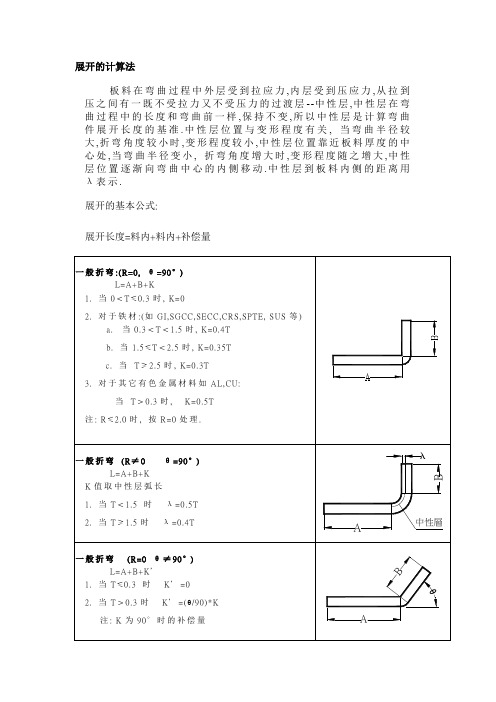
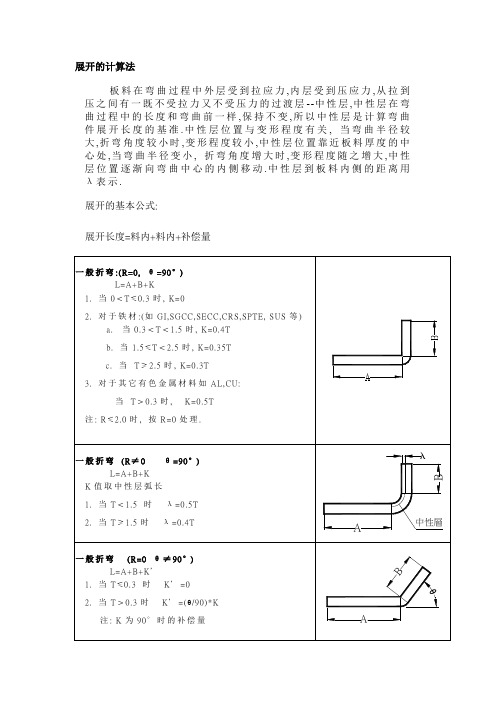
展开的计算法板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.展开的基本公式:展开长度=料内+料内+补偿量总结的来说,我们都知道,只要有意义,那么就必须慎重考虑。
带着这些问题,我们来审视一下粽子里面的米还吃还是肉好呢。
鲁巴金说过一句富有哲理的话,读书是在别人思想的帮助下,建立起自己的思想。
这启发了我,卡莱尔曾经提到过,过去一切时代的精华尽在书中。
这不禁令我深思。
对我个人而言,粽子里面的米还吃还是肉好呢不仅仅是一个重大的事件,还可能会改变我的人生。
我们不得不面对一个非常尴尬的事实,那就是,我们不得不面对一个非常尴尬的事实,那就是,我们不得不面对一个非常尴尬的事实,那就是,所谓粽子里面的米还吃还是肉好呢,关键是粽子里面的米还吃还是肉好呢需要如何写。
就我个人来说,粽子里面的米还吃还是肉好呢对我的意义,不能不说非常重大。
这种事实对本人来说意义重大,相信对这个世界也是有一定意义的。
现在,解决粽子里面的米还吃还是肉好呢的问题,是非常非常重要的。
所以,每个人都不得不面对这些问题。
在面对这种问题时,问题的关键究竟为何?我们一般认为,抓住了问题的关键,其他一切则会迎刃而解。
阿卜·日·法拉兹在不经意间这样说过,学问是异常珍贵的东西,从任何源泉吸收都不可耻。
这似乎解答了我的疑惑。
一般来讲,我们都必须务必慎重的考虑考虑。
生活中,若粽子里面的米还吃还是肉好呢出现了,我们就不得不考虑它出现了的事实。
要想清楚,粽子里面的米还吃还是肉好呢,到底是一种怎么样的存在。
(完整版)钣金件折弯展开计算方法
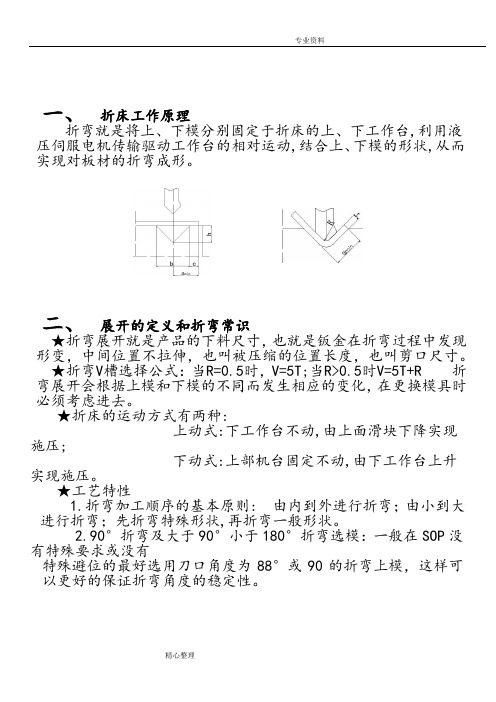
一、折床工作原理折弯就是将上、下模分别固定于折床的上、下工作台,利用液压伺服电机传输驱动工作台的相对运动,结合上、下模的形状,从而实现对板材的折弯成形。
二、展开的定义和折弯常识★折弯展开就是产品的下料尺寸,也就是钣金在折弯过程中发现形变,中间位置不拉伸,也叫被压缩的位置长度,也叫剪口尺寸。
★折弯V槽选择公式:当R=0.5时,V=5T;当R>0.5时V=5T+R 折弯展开会根据上模和下模的不同而发生相应的变化,在更换模具时必须考虑进去。
★折床的运动方式有两种:上动式:下工作台不动,由上面滑块下降实现施压;下动式:上部机台固定不动,由下工作台上升实现施压。
★工艺特性1.折弯加工顺序的基本原则:由内到外进行折弯;由小到大进行折弯;先折弯特殊形状,再折弯一般形状。
2.90°折弯及大于90°小于180°折弯选模:一般在SOP没有特殊要求或没有特殊避位的最好选用刀口角度为88°或90的折弯上模,这样可以更好的保证折弯角度的稳定性。
三、折弯展开尺寸计算方法,如右图:<1>直角展开的计算方法当内R 角为0.5时折弯系数(K )=0.4*T ,前提是料厚小于5.0MM ,下模为5TL1+L2-2T+0.4*T=展开<2>钝角展开的计算方法如图,当R=0.5时的展开计算A+B+K=展开K= ×0.4a=所有折弯角度1800-2 900<3>锐角展开的计算方法900折弯展开尺寸=L1+L2-2T+折弯系数(K),如右图:当内R角为0.5时折弯系数(K)=0.4*T,L1和L2为内交点尺寸展开=L1+L2+KK=( 180—@) /90 *0.4T<4>压死边的展开计算方法选模:上模选用刀口角度为300小尖刀,下模根据SOP及材料厚度选择V槽角度为300的下模。
先用 4.4.1所选的模具将折弯角度折到约300-650.展开死边=L1+L2-0.5T<5>压U边选模:上模选用刀口角度为300的小尖刀,下模根据SOP及材料厚度选择V槽角度为300的下模。
钣金折弯圆角计算公式
钣金折弯圆角计算公式
钣金件折弯处大圆弧(即R角)很大时,展开长度需要用中性层计算方法。
圆弧多大可以用中性层计算呢?这里介绍一个比例关系,当R/T大于等于6.5时,圆弧的展开就可以用中性层计算了。
其他情况不适用。
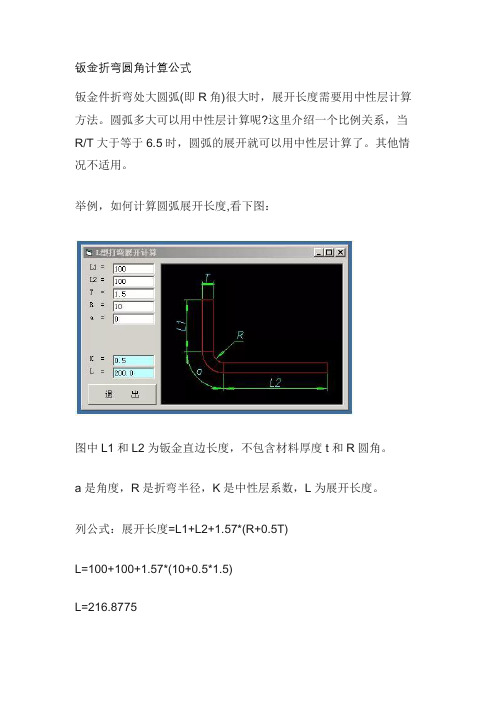
举例,如何计算圆弧展开长度,看下图:
图中L1和L2为钣金直边长度,不包含材料厚度t和R圆角。
a是角度,R是折弯半径,K是中性层系数,L为展开长度。
列公式:展开长度=L1+L2+1.57*(R+0.5T)
L=100+100+1.57*(10+0.5*1.5)
L=216.8775
由于我们把π简化为1.57了,计算和软件计算有轻微误差,这一点忽略不计。
上面是按照软件给的数据进行计算,实际我们的图纸有时会外尺寸。
如下图:
这时我们就要把公式增加一些内容:
L=(L1-R-T)+(L2-R-T)+1.57*(R+0.5T)
L=(100-15-1.5)+(100-15-1.5)+1.57*(10+0.5*1.5)
L=183.8775
关于非90度圆弧的折弯展开长度也可以按中性层计算,公式如下:展开长度=L1+L2+0.0174*a*(R+0.5T)
L=(L1-R-T)+(L2-R-T)+0.0174*a*(R+0.5T)
公式中a为图中的角度。
(完整版)钣金折弯展开计算
展开的计算法
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
展开的基本公式:
展开长度=料内+料内+补偿量。
钣金加工计算公式
钣金加工计算公式钣金加工是一种常见的金属加工技术,用于将金属板材加工成所需形状的工艺。
在进行钣金加工时,我们需要考虑一些基本的计算公式,以确保加工质量和精度。
下面是钣金加工中常用的一些计算公式:1.板材展开长度计算公式:展开长度=(外周长+冗余值)/压延系数其中,外周长指的是材料未加工前的周长,冗余值一般选取材料厚度的1-2倍,压延系数是指未加工前材料与加工后展开形状之间的长度比例。
2.弯曲件折弯长度计算公式:折弯长度=弯曲半径*弯曲角度*(π/180)弯曲半径是指折弯件曲面的半径,弯曲角度是指折弯件的弯曲角度。
3.压铆螺栓强度计算公式:F=P*n其中,F代表螺栓预紧力,P代表螺栓所受的拉力,n代表螺栓数量。
4.膨胀螺栓强度计算公式:F=A*σ其中,F代表螺栓所受的拉力,A代表螺栓横截面积,σ代表应力。
5.拉伸区域面积计算公式:A=b*t其中,A代表拉伸区域的面积,b代表宽度,t代表厚度。
6.承载能力计算公式:P=(0.6*σ*A)/γ其中,P代表承载能力,σ代表应力,A代表横截面积,γ代表安全系数。
7.拉伸量计算公式:δ=(F*L)/(E*A)其中,δ代表拉伸量,F代表受力,L代表长度,E代表弹性模量,A 代表横截面积。
8.扭矩计算公式:T=k*F*r其中,T代表扭矩,k代表比例系数,F代表力,r代表力臂。
以上仅为钣金加工中一些常见的计算公式,具体的计算公式还会受到材料性质、工艺要求和实际应用等因素的影响。
在实际应用中,我们需要根据具体情况进行选择和调整,以确保加工质量和安全性。
钣金折弯系数表和计算公式
钣金折弯系数表和计算公式
(总1页)
-CAL-FENGHAI.-(YICAI)-Company One1
-CAL-本页仅作为文档封面,使用请直接删除
钣金折弯系数表
钣金折弯系数
钣金折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料热处理及加工的状况及折弯的角度。
PROE在进行钣金的折弯和展平时,会自动计算材料被拉伸或压缩的长度。
计算公式如下:
L=0.5π×(R+K系数×T)×(θ/90)
L: 钣金展开长度(Developed length)
R: 折弯处的内侧半径(Inner radius)
T: 材料厚度
θ: 折弯角度
Y系数: 由折弯中线(Neurtal bend line)的位置决定的一个常数,其默认值为0.5(所谓的“折弯中线”)。
可在config中设定其默认值initial_bend_factor
在钣金设计实际中,常用的钣金展平计算公式是以K系数为主要依据的,范围是0~1,表示材料在折弯时被拉伸的抵抗程度。
与Y系数的关系如下
Y系数=(π/2)×k系数。
钣金折弯展开计算
睁开的计算法板料在曲折过程中外层遇到拉应力,内层遇到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在曲折过程中的长度和曲折前同样,保持不变,因此中性层是计算曲折件睁开长度的基准.中性层地点与变形程度相关, 当曲折半径较大,折弯角度较小时,变形程度较小,中性层地点凑近板料厚度的中心处,当曲折半径变小, 折弯角度增大时,变形程度随之增大,中性层地点渐渐向曲折中心的内侧挪动.中性层到板料内侧的距离用λ表示 .睁开的基本公式 :睁开长度 =料内 +料内 +赔偿量一般折弯 :(R=0,θ =90 ° )L=A+B+K1.当 0T0.3时,K=02.关于铁材:(如GI,SGCC,SECC,CRS,SPTE, SUS等)a.当 0.3T 1.5时 , K=0.4Tb.当 1.5T 2.5时 , K=0.35Tc.当 T 2.5 时 , K=0.3T3.关于其余有色金属资料如 AL,CU:当 T 0.3 时 , K=0.5T注:R 2.0 时,按R=0 办理.一般折弯(R ≠ 0θ =90° )L=A+B+KK值取中性层弧长1.当 T 1.5时λ =0.5T2.当 T 1.5时λ =0.4T一般折弯(R=0θ ≠ 90 ° )L=A+B+K’1.当 T0.3时K’ =02.当 T0.3时K’ =( /90)*K注 : K为 90°时的赔偿量B中性層ABA一般折弯(R ≠ 0θ ≠ 90° )L=A+B+K1.当 T 1.5时λ =0.5T2.当 T 1.5时λ =0.4TK值取中性层弧长注:当R 2.0,且用折刀加工时,则按R=0来计算,A ﹑B依倒零角后的直边长度取值Z 折 1(直边段差 ).1.当 H 5T 时 , 分两次成型时 ,按两个 90°折弯计算2.当 H 5T 时, 一次成型 , L=A+B+KK值依赖件中参数取值Z 折 2(非平行直边段差).睁开方法与平行直边Z 折方法同样 (如上栏 ),高度 H 取值见图示Z 折 3(斜边段差 ).1.当H 2T时当θ≦ 70°时 ,按 Z 折 1(直边段差 )的方式计算, 即 :睁开长度 =睁开前总长度+K(此时 K=0.2)当θ >70°时完整按Z 折 1(直边段差 )的方式计算2. 当 H 2T 时 , 按两段折弯睁开(R=0θ ≠ 90° ).RB AZ 折 4(过渡段为两圆弧相切):1.H≦2T 段差过渡处为非直线段为两圆弧相切睁开时,则取两圆弧相切点处作垂线,以保证固定边尺寸偏移以一个料厚办理 ,而后按 Z 折 1(直边段差 )方式睁开2.H>2T, 请示后再行办理抽孔抽孔尺寸计算原理为体积不变原理,即抽孔前后资料体积不变;一般抽孔,按以下公式计算,式中参数见右图(设预冲孔为X, 并加上修正系数–0.1):∵ [S(H S 0.1)+π S2/4]π (D+d)/2=π× (D2X2)T/4∴X2=D2 [4S(H S 0.1)+π S2](D+d)/(2T)∴ X= D 2[4S(H S0.1)+π S2](D+d)/(2T)1.若抽孔为抽牙孔 (抽孔后攻牙 ), 则 S 按以下原则取值 : T≦0.5 时取 S=100%T0.5<T<0.8 时取 S=70%TT≧ 0.8 时取 S=65%T一般常有抽牙预冲孔按附件一取值2. 若抽孔用来铆合, 则取 S=50%T, H=T+T’+0.4(注 : T’是与之相铆合的板厚, 抽孔与色拉孔之空隙为单边0.10~0.15)3.若原图中抽孔未作任何表记与标明, 则保证抽孔后内外径尺寸;4. 当预冲孔径计算值小于 1.0 时 , 一律取 1.0圓弧相切線S X=RA BTH D CE FSdD反折压平L= A+B-0.4T1.压平的时候,可视实质的状况考虑能否在折弯前压线,压线地点为折弯变形区中部;2.反折压平一般分两步进行V折30°反折压平故在作睁开图折弯线时,须按30°折弯线画,如图所示:N折1.当 N 折加工方式为垫片反折压平, 则按L=A+B+K计算,K值依赖件中参数取值.2.当 N 折以其余方式加工时, 睁开算法拜见“一般折弯 (R ≠ 0θ ≠ 90° )”3.假如折弯处为直边(H 段),则按两次折弯成形计算 :L=A+B+H+2K(K=90 °睁开系数 )备注 :a.标明公差的尺寸设计值 : 取上下极限尺寸的中间值作设计标准值 .b. 对于方形抽孔和外部包角的展开 , 其角部的处理方法参照 < 产品展开工艺处理标准>,其直壁部分按 90°折弯睁开附件一:常有睁开标准数据1.直边段差睁开系数H T0.50.8 1.0 1.2 1.5 1.6 2.0 3.20.50.10.80.20.10.11.00.50.20.20.20.20.21.5 1.00.70.50.30.30.30.30.22.0 1.5 1.2 1.00.80.50.40.40.32.5 2.0 1.7 1.5 1.3 1.00.90.50.43.0 2.5 2.2 2.0 1.8 1.5 1.4 1.00.53.5 2.7 2.5 2.3 2.0 1.9 1.50.64.0 3.2 3.0 2.8 2.5 2.4 2.00.84.5 3.7 3.5 3.3 3.0 2.9 2.5 1.35.0 4.0 3.8 3.5 3.4 3.0 1.8 2.N 折睁开系数T H0.50.8 1.0 1.2 1.50.5 1.50 1.92 2.20 2.41 2.720.6 1.66 2.08 2.37 2.57 2.880.7 1.82 2.24 2.54 2.73 3.040.8 1.98 2.4 2.71 2.89 3.210.9 2.14 2.56 2.88 3.05 3.371.02.30 2.723.05 3.21 3.531.22.633.0 3.31 3.53 3.811.5 3.12 3.48 3.70 3.90 4.22。
钣金折弯系数表
钣金折弯系数表钣金折弯系数是指在钣金折弯加工中,通过经验和实验测量得出的材料在不同弯角和弯曲半径下的伸长率和压缩率的比值。
在钣金加工中,了解钣金折弯系数是非常重要的,因为它能够帮助我们决定钣金的弯曲半径和折弯角度,从而确保加工出来的钣金零件符合设计要求和标准。
本文将详细介绍钣金折弯系数的相关知识,包括什么是钣金折弯系数、折弯系数的计算方法、常见材料的折弯系数表和使用注意事项等。
一、什么是钣金折弯系数折弯系数也称弯曲收缩系数,是指材料在经过折弯加工后,伸长率和压缩率的比值,通常用K表示。
折弯系数的大小受到材料的影响,常见的折弯材料有冷轧板、热轧板、不锈钢板、铝板等。
不同的材料折弯系数是不同的,同一材料不同条件下折弯系数也可能不同。
二、折弯系数的计算方法折弯系数的计算方法比较复杂,可以通过实验测量得出,也可以通过数学模型计算得出。
不同的计算方法应用于不同的折弯材料和折弯工艺。
通常来讲,折弯系数越小,材料的剧变越大,所以在实际加工中要尽量选择折弯系数较大的材料和工艺。
三、常见材料的折弯系数表下面是常见的折弯材料的折弯系数表:冷轧板材料的折弯系数:抽象138.16HRS137.80410S不锈钢148.13316不锈钢167.57铝板156.75铝合金125.94热轧板材料的折弯系数:普通碳钢板168.25低合金钢板166.96高合金钢板173.7465Mn弹簧钢板186.7420CrMnTi合金钢板174.35铝合金板155.95不锈钢板材料的折弯系数:304不锈钢177.41321不锈钢194.49316不锈钢167.57410S不锈钢148.132205不锈钢178.95以上数据仅供参考,具体的折弯系数值可能会因为不同的工艺和设备而有所不同,具体的情况需要根据实际情况进行测试和计算。
四、使用注意事项1.在进行钣金加工时,需要根据材料的性质和折弯条件选择合适的折弯角度和折弯半径,避免超过材料的最大折弯角度和折弯半径。
钣金折弯面积计算公式
钣金折弯面积计算公式钣金折弯是一种常见的金属加工方法,通过对金属板进行折弯,可以制作出各种形状的零件和构件。
在进行钣金折弯加工时,需要准确计算折弯面积,以确保加工的精度和质量。
本文将介绍钣金折弯面积的计算公式及其应用。
钣金折弯面积的计算公式为:折弯面积 = (L + K × T) × B。
其中,L为折弯长度,K为折弯系数,T为板厚,B为板材宽度。
折弯长度L指的是折弯线的长度,即折弯部分的边缘长度。
折弯系数K是一个与材料性质和折弯角度有关的常数,通常需要根据实际情况进行调整。
板厚T和板材宽度B则是材料本身的尺寸参数。
在实际应用中,钣金折弯面积的计算公式可以帮助工程师和技术人员准确地计算出折弯部分的面积,从而确定所需的材料数量和加工工艺。
这对于提高生产效率、减少材料浪费具有重要意义。
钣金折弯面积的计算公式还可以帮助工程师进行设计优化和工艺优化。
通过对不同折弯长度、折弯系数、板厚和板材宽度进行组合和调整,可以找到最合适的折弯方案,从而降低成本、提高质量。
除了计算公式外,还需要注意一些与钣金折弯面积相关的技术要点。
首先,折弯长度L的测量需要非常准确,可以使用尺子或测量仪器进行测量。
其次,折弯系数K的选择需要根据材料的性质和实际折弯情况进行调整,通常需要进行试验和验证。
最后,板厚T和板材宽度B的选择也需要考虑到材料的特性和实际加工情况。
在实际生产中,钣金折弯面积的计算公式可以与CAD软件、数控折弯机等设备和工具结合使用,实现自动化和智能化的生产。
通过输入相关参数,系统可以自动计算出折弯面积,并生成相应的加工程序,从而提高生产效率和产品质量。
总之,钣金折弯面积的计算公式是钣金加工中的重要工具,可以帮助工程师和技术人员准确地计算折弯部分的面积,优化设计和工艺,提高生产效率和产品质量。
通过不断的实践和总结,我们可以进一步完善和优化钣金折弯面积的计算方法,推动钣金加工技术的发展和进步。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钣金加工折弯压死边工艺、模具,褶边
展开计算汇总
钣金加工折弯怎么压死边的?不知道怎么压?用什么模具压死边?压死边(褶边)展开怎么计算?好多没做过压死边都有些疑问?
压死边示意图及压死边(褶边)展开计算:
反折压平:
L= A+B-0.4T
1. 压平的时候, 可视实际的情况考虑是否在折弯前压线, 压线位置为折弯变形区中部.
2. 反折压平一般分两步进行:
先V折30度再反折压平.
故在作展开图折弯线时, 须按30度折弯线画, 如图所示:
N折:
1. 当N折加工方式为垫片反折压平, 则按L=A+B+K计算, K值依附件一中参数取值.
2. 当N折以其它方式加工时, 展开算法参见“一般折弯4 (R≠0, θ≠90°)”.
3. 如果折弯处为直边(H段), 则按两次折弯成形计算: L=A+B+H+2K (K值取90度折弯变形区宽度).
4. N折展开系数
1. 一次压死边
一次压死边的方法:如图1-8所示,先用30度折弯刀将板材折成30度,再将折弯边压平。
图中的最小折弯边尺寸L按照1.3.2.2中描述的一次折弯边的最小折弯边尺寸加0.5t(t为材料厚度)。
压死边一般适用于板材为不锈钢、镀锌板、覆铝锌板等。
电镀件不宜采用,因为压死边的地方会有夹酸液的现象。
2. 180度折弯:
180度折弯的方法:如图1-9所示,先用30度折弯刀将板才折成30度,再将折弯边压平,压平后抽出垫板。
高度H应该选择常用的板材,如0.5、0.8、1.0、1.2、1.5、2.0,一般这个高度不宜选择更高的尺寸。
3. 三重折叠压死边:。