华中数控车床宏程序(图纸及程序)
华中数控车宏程序
华中数控宏程序一.什么就是宏程序?什么就是数控加工宏程序?简单地说,宏程序就是一种具有计算能力与决策能力的数控程序。
宏程序具有如下些特点:1.使用了变量或表达式(计算能力),例如:(1)G01 X[3+5] ;有表达式3+5(2)G00 X4 F[#1] ;有变量#1(3)G01 Y[50*SIN[3]] ;有函数运算2.使用了程序流程控制(决策能力),例如:(1)IF #3 GE 9 ;有选择执行命令……ENDIF(2)WHILE #1 LT #4*5 ;有条件循环命令……ENDW二.用宏程编程有什么好处?1.宏程序引入了变量与表达式,还有函数功能,具有实时动态计算能力,可以加工非圆曲线,如抛物线、椭圆、双曲线、三角函数曲线等;2.宏程序可以完成图形一样,尺寸不同的系列零件加工;3.宏程序可以完成工艺路径一样,位置不同的系列零件加工;4.宏程序具有一定决策能力,能根据条件选择性地执行某些部分;5.使用宏程序能极大地简化编程,精简程序。
适合于复杂零件加工的编程。
一.宏变量及宏常量1.宏变量先瞧一段简单的程序:G00 X25、0上面的程序在X轴作一个快速定位。
其中数据25、0就是固定的,引入变量后可以写成: #1=25、0 ;#1就是一个变量G00 X[#1] ;#1就就是一个变量宏程序中,用“#”号后面紧跟1~4位数字表示一个变量,如#1,#50,#101,……。
变量有什么用呢?变量可以用来代替程序中的数据,如尺寸、刀补号、G指令编号……,变量的使用,给程序的设计带来了极大的灵活性。
使用变量前,变量必需带有正确的值。
如#1=25G01 X[#1] ;表示G01 X25#1=-10 ;运行过程中可以随时改变#1的值G01 X[#1] ;表示G01 X-10用变量不仅可以表示坐标,还可以表示G、M、F、D、H、M、X、Y、……等各种代码后的数字。
如:#2=3G[#2] X30 ;表示G03 X30例1 使用了变量的宏子程序。
华中数控车床实训图纸及参考程序
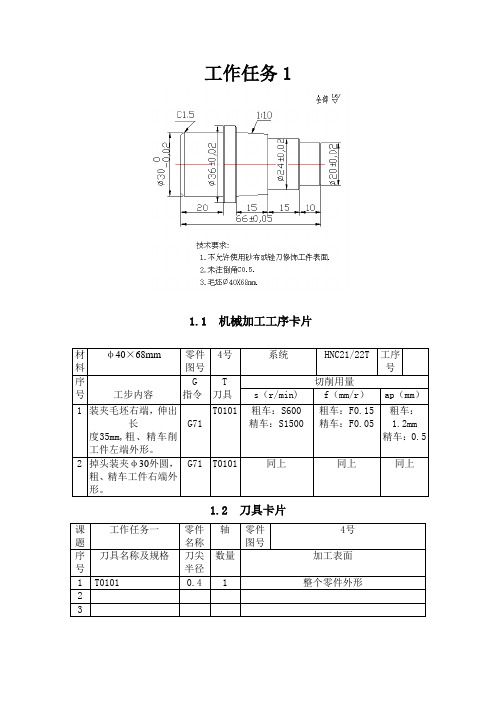
工作任务11.1 机械加工工序卡片1.2 刀具卡片1.3 加工参考程序1.3.1 工件左端程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X42Z2G71U1.2R0.5P10Q20X0.5G00X100Z100M05M00T0101G95M03S1500F0.05 精加工;G00X42Z2N10G00X27G01Z0Z-20X35X36W-0.5Z-68N20X42G00X100Z100M05M301.3.2 工件右端程序;O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X42Z2G71U1.2R0.5P10Q20X0.5G00X100Z100M05M00T0101G95M03S1500F0.05G00X42Z2N10G00X19G01Z0X20Z-0.5Z-10X23X24W-0.5Z-25X34.5X36W-15X35X36W-0.5N20X40G00X100Z100M05M30工作任务22.1 机械加工工序卡片2.2 刀具卡片2.3 加工程序2.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G0X37.99G1Z0N20Z-22G0X100Z100M5M302.3.2 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G0X6G1Z0X10W-2Z-10G02X20Z-15R5G1Z-25G03X28W-4R4G1Z-42N20X37.99Z-52G00X100Z100M5M30工作任务33.1 机械加工工序卡片3.2 刀具卡片3.3 加工程序3.3.1 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X32Z2G71U1.5R0.5P10Q20X0.6Z0.1G00X100Z100M05M00T0101G95M03S1500F0.06G00X32Z2N10G00X0G01Z0X18.98G03X24.98Z-3R3G1Z-25G00X100Z100M05M303.3.2 工件右端加工程序:O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X32Z2G71U1.5R0.5P10Q20X0.6Z0.1G00X100Z100M05M00T0101G95M03S1500F0.06G00X32Z2N10G00X0G01Z0G03X12Z-6R6G01Z-13X15.8W-2Z-33X18X20Z-43W-5G02X24Z-50R2G1X24.98G00X100Z100M05M00T0202 4mm宽的切槽车刀;G95M03S450F0.03G00X18Z-33G01X12G04P2G0X18X100Z100M05M00T0303 60°螺纹刀;G95M03S450G00X18Z-10G82X15Z-29F1.5X14.6Z-29X14.2Z-29X14Z-29X13.85Z-29X13.85Z-29G00X100Z100M05M30工作任务44.1 机械加工工序卡片4.2 刀具卡片4.3 加工程序4.3.1 工件左端加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G00X32Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M05M00T0101G95M03S1500F0.05 精加工;G0X32Z2N10G00X16G01Z0G03X24Z-4R4Z-20X26X28W-1Z-32N10X32G00X100Z100M05M304.3.2 工件左端加工程序:O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00X4.68G01Z0G03X10.58Z-2.48R3G01X14.98Z-8Z-12X16X20W-2Z-27X26X28W-1N20X32G00X100Z100M05M00T0202 4mm切槽刀G95M3S500F0.03G00X32Z2Z-27G01X16.1X21W1X16G04P2W-1G00X22W3G01X16W-2G00X32G00X100Z100M05M00T0303 60°螺纹车刀G95M03S400G00X22Z-10G82X19.2Z-23F1.5X18.6Z-23X18.2Z-23 X18.04Z-23 X18.04Z-23 G00X100Z100M05 M30工作任务55.1 机械加工工序卡片5.2 刀具卡片5.3加工程序5.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00ZX0G01Z0X14X28Z-12N20W-30G00X100Z100M5M00T0202 3mm的切槽刀;G95M03S500F0.03G0X32Z2Z-34G01X24.1X30W3X24W-3X30W8X24.1X30W3X24W-3X30G00X100Z100M5M3025.3.2 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G00X32Z2N10G00X0G01ZX12X16Z-2Z-20X16.45G03X20.45X-21.94R2N20G02X28Z-41R60G0X100Z100M5M00T0202 3mm的切槽刀;G95M3S500F0.03G00X20Z2Z20G01X12X18W1X12W-1X20G00X100Z100M5M00T0303 60度螺纹刀;G95M3S500G00X20Z2G82X25.6Z-18F1X25.4Z-18X25.3Z-18X25.2Z-18X25.1Z-18X24.99Z-18X24.99Z-18G00X100Z100M5M30工作任务66.2 刀具卡片6.3加工程序6.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00ZX0G01Z0X20X24Z-2Z-20X27.4X28Z-20.3N20Z-45G00X100Z100M05M00T0202 3mm的切槽刀;G95M3S500F0.03G00X32Z2Z-20G01X18.1X25W2X18W-2X25G00X100Z100M5M0T0303 60度螺纹刀;G95M3S500G00X26Z2G82X23.2Z-17F2X22.8Z-17X22.6Z-17X22.4Z-17X22.2Z-17X21.84Z-17X21.84Z-17G00X100Z100M5M306.3.2 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 35°外圆车刀;G95M3S500F0.15G0X32Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00ZX0G01Z0G03X9Z-2.03R6X17.44Z-35.51R30N20G02X28Z-55R14G00X100Z100M5M30工作任务77.1 机械加工工序卡片7.2 刀具卡片7.3 加工程序7.3.1 工件左端加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X37.38G01Z0X37.98Z-0.3Z-25N20X42G00X100Z100M05M00T0202 5mm切槽刀;G95M3S500F0.03G00X42Z2Z-14G01X34G04P2G00X42G00X100Z100M05M307.3.2工件右端加工程序:%0002T0101 90°外圆车刀;G95M3S600F0.15G00X42Z2G71U1.2R0.5P10Q20X0.8 G00X100Z100M05M00T0101G95M3S1500F0.05G00X42Z2N10G00X0G01Z0G03X16Z-8R8G01X18X20W-1Z-28X20.08X24.98Z-48Z-52X37.38X37.98W-0.3N20X42G00X100Z100M05M00T0404 4mm切槽刀;.G95M03S500F0.03G00X22Z2Z-28G01X18G04P2G00X22W1G01X18W-1G00X100Z100M05M00T0303 60°螺纹车刀;G95M03S400G00X22Z-6G82X19.2Z-25F1.5X18.6Z-25X18.2Z-25X18.04Z-25X18.04Z-25G00X100Z100M05M30工作任务88.1 机械加工工序卡片8.2 刀具卡片8.3 加工程序8.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 35°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00ZX0G01Z0X31.4X32Z-0.3Z-20G02X32Z-35R12N20G01W-5G00X100Z100M5M308.3.2 工件右端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00ZX0G01Z0X22X26Z-2Z-5G03X26Z-20R15G01Z-30X28N20X32Z-50G00X100Z100M5M00T0202 60度螺纹刀;G95M3S500G00X34Z-29G82X31.2Z-51I2.1F2X30.6Z-51X30.2Z-51X29.8Z-51X29.4Z-51X29.4Z-51G00X100Z100M5M30工作任务99.1 机械加工工序卡片9.2 刀具卡片9.3 加工程序9.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0X26X30-2Z-19X41.4X42Z-19.3Z-31 加了4毫米;X47.4X48Z-37.3N20Z-55G00X100Z100M05M00T0202 3mm的切槽刀;G95M3S500F0.03G00X52Z2Z-19G01X26.1X32W1X26W-1G00X52Z-38G01X32.1X50W2X32W-2X50W5X48X32W-3X50W-5X48X32W3X50G00X100Z100M5M00T0303 60度的螺纹刀;G95M3S500G82X28.9Z-17F2X28.3Z-17X27.7Z-17X27.3Z-17X27.2Z-17X27.2Z-17G00X100Z100M5M308.3.2 工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0G03X30Z-7.5R18.75X45Z-30R37.5X32Z-51.11R37.5G01W-5.89X48W-3N20X50G00X100Z100M5M30工作任务1010.2 刀具卡片10.3 加工程序10.3.1 工件左端外圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X62Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X62Z2N10G00X49.4G01Z0X50Z-0.3Z-22N20X62G00X100Z100M05M3010.3.2 工件左端内孔加工程序:O0002 文件夹名;%0002 程序名;T0202 内孔车刀;G95M3S400F0.15G0X22Z2G71U1R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0202G95M3S800F0.05G0X22Z2N10G00X34.4G01Z0X30.4Z-2Z-20X25.42X26.02W-0.3Z-31N20X22Z2G00X100Z100M05M00T0303 5mm内孔切槽刀;G95M03S500F0.03G00X22Z2Z-20G01X28.4X22W2X28.4W-2G00X22Z2G00X100Z100M05M00T0404 60°内螺纹车刀;G95M03S400G00X22Z2G82X30Z-16F1.5X30.6Z-16X31Z-16X31.8Z-16X32Z-16X32Z-16G00X100Z100M05M3010.3.3 工件右端外圆加工程序:O0003 文件夹名;%0003 程序名;T0101 35°尖刀;G95M3S500F0.15G0X62Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X62Z2N10G00X56G01Z0G03X45.73Z-16.16R28G02X50Z-50R27G00X62G00X100Z100M05M3010.3.4 工件右端内孔加工程序:O0004 文件夹名;%0004 程序名;T0202 内孔车刀;G95M3S400F0.15G0X22Z2G71U1R1P10Q20X-0.5Z0.1G0X100Z100M5M0T0202G95M3S800F0.05G0X22Z2N10G0050G01Z0G03X28.02Z-20.71R25G01Z-40.71X23.42X24.02W-0.3N20X22Z2G00X100Z100M05M30工作任务1111.1 机械加工工序卡片11.2 刀具卡片11.2 加工程序11.3.1工件左端加工程序O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0X42.4X43Z-0.4N20Z-35G00X100Z100M5M3011.3.2工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0X42.4X43Z-0.3N20Z-12G00X100Z100M5M3011.3.3工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0G03X23.03Z-3.49R20.76X27.57Z-5.81R7.83N20G02X43Z10R9G00X100Z100M5M3011.3.4 工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101G95M3S500F0.15G0X10Z2G71U1.2R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X10Z2N10G00X43G01Z0G02X27.57Z-4.91R9G03X23.03Z-6.51R7.83N20X12Z-9.12R20.76G0X10Z2X100Z100M5M30工作任务1212.1 机械加工工序卡片12.2 刀具卡片12.3 加工程序12.3.1 件2左端外圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X25.98X29.98Z-2Z-25N20X42G00X100Z100M05M00T0202 4mm切槽刀;G95M03S500F0.03G00X35Z2Z-25G1X26X35G00X100Z100M05M30件2 右端程序:0002 文件名;%0002 程序名;T0101 90°外圆车刀;G95M3S600F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1 G00X100Z100M05M00T0101G95M3S1500F0.05G0X42Z2N10G0X0G1Z0N20G03X30Z-30.66R19G0X100Z100M512.3.2 件1左端外圆程序:0003 文件名;%0003 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G0X47.99N20Z-15G00X100Z100M5M30T0303 内孔车刀;G95M3S400F0.15G0X242G71U1.2R1P10Q20X-0.5Z0.1G0X100Z100M5M0T0303G95M3S550F0.08G0X24Z2N10G03X38Z-[SQRT19*19-15*15]R19 G1X24N20Z2G00X100Z100M5M30件1 右端程序:0003 文件名;%0003 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1 G00X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N20G00X36G1Z0X40W-2X40Z-25N20X48W-15G00X100Z100M5M00T0303 内孔车刀;G95M3S450F0.15G0X24Z2G71U1.2R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0303G95M3S550F0.08G0X24Z2N10G0X34G1Z0X30W-2Z-40N20X28G0Z2G00X100Z100M5M30工作任务1313.2 刀具卡片13.3 加工程序13.3.1 件2外圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00X0G01Z0X47.4X48Z-0.3N20Z-32:G00X100Z100M5M3013.3.2 件1左端外圆加工程序;O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00X0G01Z0X46X48Z-1N20Z-25G00X100Z100M5M3013.3.3 件1 右端加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X5Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X5Z2N10G00X0G01Z0X30X36Z-30N20X50G00X100Z100M5M3013.3.1 件2内孔加工程序;O0001 文件夹名;%0001 程序名;T0101 内孔车刀;G95M3S500F0.15G0X26G71U1.2R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0101G95M3S800F0.05G0X26Z2N10G00X36G01Z0N20Z-30G0X28Z2X100Z100M5M30工作任务1414.1 机械加工工序卡片14.2 刀具卡片14.3 加工程序14.3.1 件2外圆加工程序:O0001 文件夹名;%000 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X0G01Z0X37.4X38Z-0.3N20Z-35G00X100Z100M5M3014.3.2 件1左端圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X0G01Z0X34X38Z-2Z-25N20X40G00X100Z100M5M3014.3.3 件1右端外圆加工程序;O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2:G71U1.2R1P10Q20X0.5Z0.1G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X0G01Z0X26X30Z-2Z-30N20X40G00X100Z100M5M00T0202 3mm刀宽切槽刀;G95M3S500F0.03G00X42Z2Z-30G01X26.1X32W2X26.1X32W2X30X26W-2W-2X32G00X100Z100M5M00T0303 60°螺纹刀;G95M3S500G00X38Z2G82X29.2Z-25F1.5X28.8Z-25X28.4Z-25X28.2Z-25X27.83Z-25X27.83Z-25G000X100Z100M5M3014.3.3 件2内孔加工程序;O0001 文件夹名;%0001 程序名;T0101 内孔车刀;G95M3S400F0.15G0X26Z2G71U1.2R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0101G95M3S800F0.05G0X26Z2N10G00X31.83G01Z0X27.83Z-2N20Z-32G0X24Z2X100Z100M5M00T0202 60度内孔螺纹刀;G95M3S400G00X28Z2G82X28.6X-32F1.5X29Z-32X29.4Z-32X29.8Z-32X29.9Z-32X30Z-32X30Z-32G00X100Z100M5M30。
华中数控宏程序
《华中数控宏程序》1目录序 (1)一.什么是宏程序? (1)二.用宏程编程有什么好处? (1)一.宏变量及宏常量 (1)1.宏变量 (1)2.局部变量 (2)3.全局变量 (2)4.系统变量 (3)5.常量 (3)二.运算符与表达式 (3)1.算术运算符 (3)2.条件运算符 (3)3.逻辑运算符 (4)4.函数 (4)5.表达式与括号 (4)6.运算符的优先级 (4)7.赋值号 = (4)8.注释 (5)三.程序流程控制 (5)1.条件分支IF (5)2.条件循环WHILE (6)四.子程序及参数递传 (7)1.普通子程序 (7)2.宏子程序 (7)3.全局变量传参数 (7)4.局部变量传参数 (8)5.系列零件加工 (9)6.高级参考 (10)五.宏编程实例 (13)1.数车编程 (13)(1)函数曲线加工通用宏程序 (13)(2)抛物线车削1 (13)(3)抛物线车削2 (13)(4)抛物线车削3 (14)(5)抛物线车削4 (14)(6)抛物线车削5(G71与宏程序) (15)(7)抛物线车削6 (15)(8)正弦线车削 (16)(9)抛物线与椭圆车削 (16)(10)椭圆粗、精车削 (17)(11)用子程序完成粗、精加工 (17)(12)变螺距螺纹 (19)2.数铣编程 (19)华中数控宏程序,从入门到精通(1)直线段逼近整园的宏程序 (19)(2)螺旋线走刀 (20)(3)来回铣削的方法 (20)(4)铣平面 (21)(5)铣斜面 (21)(6)铣半圆柱 (22)(7)铣半球 (23)(8)多次旋转的宏编程 (24)(9)切圆台与斜方台 (25)(10)铣椭圆 (25)(11)铣孔 (26)(12)倒圆角加工 (26)(14)抛物斜边岛屿加工 (28)(15)凹球曲面加工 (29)(16)螺纹镗刀铣螺纹 (30)(17)圆柱 (31)(18)直斜边岛屿加工 (31)(19)圆弧斜边岛屿加工 (32)(20)椭球面加工的宏程序实例 (32)(21)自定义G指令 (33)附件 (33)1.华中数控指令一览 (33)2.固定循环指令的宏程序实现 (33)G73 (33)G74 (34)G76 (35)G81 (36)G82 (37)G83 (38)G84 (39)G85 (40)G86 (41)G87 (42)G88 (43)G89 (45)2.华中数控系统系统变量一览 (46)(1)子程序嵌套局部变量 (46)(2)刀具相关系统变量 (46)(3)坐标相关系统变量: (46)(4)参考点相关系统变量 (46)(5)系统状态变量 (47)3.数学知识 (47)3华中数控宏程序,从入门到精通序一.什么是宏程序?什么是数控加工宏程序?简单地说,宏程序是一种具有计算能力和决策能力的数控程序。
数控车宏程序编程讲解

矩形螺纹
刀具
• 12. [矩形螺纹].
• 编程:
• O0001:(主程序) O0002: (子程序)
• N1 T0202 G99; G0 U–0.3; G0 U10; U–10;
• N2 M3 S200;
G32 Z–55 F12; Z14; M99;
• N3 G0 X82 Z12; G0 U10;
数控车床(宏程序)编程
特形零件练习
正切曲线方程:
椭圆
抛物线方程:
椭圆
双头螺纹.
材料:45#刚. 毛坯: 50*140.
华中系统(宏程序)编程
• 1. 图1.
方向
右偏刀
1.
• 抛物线方程:– X*X/10. • ①以(X轴)作变量. • 编程: • O0001; • N1 #1= 0; (X轴的起点) • N2 WHILE #1 LE [10]; (X轴的终点). • N3 #2= – #1*#1/10; (抛物线的公式) • N4 G01 X[2*#1] Z[#2]; (X,Z轴的坐标变量) • N5 #1= #1+0.1; (X轴的增量) • N6 ENDW; (调用返回) • ②以(Z轴)作变量. • 编程: • O0001; • N1 #1= 0; (Z轴的起点) • N2 WHILE #1 LE [10]; (Z轴的终点) • N3 #2= SQRT[#1*10]; (抛物线的公式) • N4 G01 X[2*#2] Z[–#1]; (X,Z轴的坐标变量) • N5 #1= #1+0.1; (Z轴的增量) • N6 ENDW; (调用返回)
图2.
方向
图2
右偏刀
• 2. 抛物线方程:–X*X/10. • ①以(X轴)作变量. • 编程: • O0001; • N1 #1= 0; • N2 #2= – #1*#1/10; • N3 G01 X[2*#1] Z[#2]; • N4 #1= #1+0.1; • N5 IF #1 LE [10] GOTO2; • ②以(Z轴)作变量. • 编程: • O0001; • N1 #1= 0; • N2 #2= SQRT[#1*10]; • N3 G01 X[2*#2] Z[–#1]; • N4 #1= #1+0.1; • N5 IF #1 LE [10] GOTO2;
华中数控车宏程序【范本模板】
华中数控宏程序一.什么是宏程序?什么是数控加工宏程序?简单地说,宏程序是一种具有计算能力和决策能力的数控程序.宏程序具有如下些特点:1.使用了变量或表达式(计算能力),例如:(1)G01 X[3+5] ;有表达式3+5(2)G00 X4 F[#1];有变量#1(3)G01 Y[50*SIN[3]] ;有函数运算2.使用了程序流程控制(决策能力),例如:(1)IF #3 GE 9 ;有选择执行命令……ENDIF(2)WHILE #1 LT #4*5 ;有条件循环命令……ENDW二.用宏程编程有什么好处?1.宏程序引入了变量和表达式,还有函数功能,具有实时动态计算能力,可以加工非圆曲线,如抛物线、椭圆、双曲线、三角函数曲线等;2.宏程序可以完成图形一样,尺寸不同的系列零件加工;3.宏程序可以完成工艺路径一样,位置不同的系列零件加工;4.宏程序具有一定决策能力,能根据条件选择性地执行某些部分;5.使用宏程序能极大地简化编程,精简程序。
适合于复杂零件加工的编程。
一.宏变量及宏常量1.宏变量先看一段简单的程序:G00 X25.0上面的程序在X轴作一个快速定位.其中数据25.0是固定的,引入变量后可以写成:#1=25.0 ;#1是一个变量G00 X[#1];#1就是一个变量宏程序中,用“#”号后面紧跟1~4位数字表示一个变量,如#1,#50,#101,……。
变量有什么用呢?变量可以用来代替程序中的数据,如尺寸、刀补号、G指令编号……,变量的使用,给程序的设计带来了极大的灵活性。
使用变量前,变量必需带有正确的值。
如#1=25G01 X[#1] ;表示G01 X25#1=—10 ;运行过程中可以随时改变#1的值G01 X[#1] ;表示G01 X-10用变量不仅可以表示坐标,还可以表示G、M、F、D、H、M、X、Y、……等各种代码后的数字。
如:#2=3G[#2] X30 ;表示G03 X30例1 使用了变量的宏子程序。
华中数控车宏程序
华中数控宏程序一.什么是宏程序?什么是数控加工宏程序?简单地说,宏程序是一种具有计算能力和决策能力的数控程序。
宏程序具有如下些特点:1.使用了变量或表达式(计算能力),例如:(1)G01 X[3+5] ;有表达式3+5(2)G00 X4 F[#1] ;有变量#1(3)G01 Y[50*SIN[3]] ;有函数运算2.使用了程序流程控制(决策能力),例如:(1)IF #3 GE 9 ;有选择执行命令……ENDIF(2)WHILE #1 LT #4*5 ;有条件循环命令……ENDW二.用宏程编程有什么好处?1.宏程序引入了变量和表达式,还有函数功能,具有实时动态计算能力,可以加工非圆曲线,如抛物线、椭圆、双曲线、三角函数曲线等;2.宏程序可以完成图形一样,尺寸不同的系列零件加工;3.宏程序可以完成工艺路径一样,位置不同的系列零件加工;4.宏程序具有一定决策能力,能根据条件选择性地执行某些部分;5.使用宏程序能极大地简化编程,精简程序。
适合于复杂零件加工的编程。
一.宏变量及宏常量1.宏变量先看一段简单的程序:G00 X25.0上面的程序在X轴作一个快速定位。
其中数据25.0是固定的,引入变量后可以写成:#1=25.0 ;#1是一个变量G00 X[#1] ;#1就是一个变量宏程序中,用“#”号后面紧跟1~4位数字表示一个变量,如#1,#50,#101,……。
变量有什么用呢?变量可以用来代替程序中的数据,如尺寸、刀补号、G指令编号……,变量的使用,给程序的设计带来了极大的灵活性。
使用变量前,变量必需带有正确的值。
如#1=25G01 X[#1] ;表示G01 X25#1=-10 ;运行过程中可以随时改变#1的值G01 X[#1] ;表示G01 X-10用变量不仅可以表示坐标,还可以表示G、M、F、D、H、M、X、Y、……等各种代码后的数字。
如:#2=3G[#2] X30 ;表示G03 X30例1 使用了变量的宏子程序。
华中数控铣床宏程序实例
G18G01X[#2]Z[#3]
#5=#2
WHILE#5GE2
G17G01X[#5]
#6=0
WHILE#6LT360
#7=#5*COS[#6*PI/180]
#8=#4*SIN[#6*PI/180]
G01X[#7]Y[#8]
#6=#6+1ENDW
#5=#5+5
ENDW
G54G00X0Y0Z50
M3S1500
Z3
G01Z0F250
#1=90
WHILE#1GE0
#2=30*COS[#1*PI/180]
#3=30*SIN[#1*PI/180]-30
G18G01X[#2]Z[#3]
#4=#2
WHILE#4LT43
G17X[#4]
G02I[-#4]
#4=#4+5
ENDW
G01X[-#2]
Z5
G01Z0F250
#1=180
WHILE#1LT270
#2=30*COS[#1*PI/180]
#3=30*SIN[#1*PI/180]
G18G01X[#2]Z[#3]
#4=#2
WHILE#4GE0
G17G01X[#4]
G02I[-#4]
#4=#4-5
ENDW
G01X[#2]
#1=#1+1
ENDW
G00Z50
M30
(精铣)
G54G00X0Y0Z50
M03S1500
Z5
G01Z0F250
#1=180
WHILE#1LT270
#2=30*COS[#1*PI/180]
#3=30*SIN[#1*PI/180]
《华中数控宏程序》

目录
序 1
一.什么是宏程序? 1
二.用宏程编程有什么好处? 1
一.宏变量及宏常量 1
1.宏变量 1
2.局部变量 2
3.全局变量 2
4.系统变量 3
5.常量 3
二.运算符与表达式 3
1.算术运算符 3
2.条件运算符 3
3.逻辑运算符 3
4.函数 4
AND (且) 多个条件同时成立才成立
OR (或) 多个条件只要有一个成立即可
NOT (非) 取反(如果不是)
例
#1 LT 50 AND #1GT 20 —— 表示:[#1<50]且[#1>20]
#3 EQ 8 OR #4 LE 10 —— 表示:[#3=8]或者[#4≤10]
8.注释
写在半角分号“;”后面的内容都是注释。注释也可以写在一对圆括号里面。注释是用来对程序进行说明的,帮助程序阅读理解。
如
;主程序
T0101 ;换刀
(精加工,留精车余量0.5)
三.程序流程控制
程序流程控制形式有许多种,都是通过判断某个“条件”是否成立来决定程序走向的。所谓“条件”,通常是对变量或变量表达式的值进行大小判断的式子,称为“条件表达式”。华中数控系统有两种流程控制命令:IF——ENDIF,WHILE——ENDW。
M98 P101 ;进入子程序
#4=#50 ;#50变为18,所以#4=18
M30
%101
#4=#50 ; #50的值在子程序里也有效,所以#4=30
#50=18 ;这里使#50=18,然后返回
M99
为什么要把变量分为局部变量和全局变量?如果只有全局变量,由变量名不能重复,就可能造成变量名不够用;全局变量在任何地方都可以改变它的值,这是它的优点,也是它的缺点。说是优点,是因为参数传递很方便;说是缺点,是因为当一个程序较复杂的时候,一不小心就可能在某个地用了相同的变量名或者改变了它的值,造成程序混乱。局部变量的使用,解决了同名变量冲突的问题,编写子程序时,不需要考虑其它地方是否用过某个变量名。