华中数控车宏程序加工实例分析
华中数控车削系统抛物线宏程序编制实例解析

华中数控车削系统抛物线宏程序编制实例解析应用宏程序变量编程加工可以用函数公式来描述工件的轮廓或曲面,是现代数控系统一个重要的新功能和新方法,也是数控生产加工及数控技能竞赛的主要知识点之一。
本文以华中世纪星HNC-21T数控车削系统为平台,介绍抛物线宏程序的编制方法,通过实例研究宏程序编程的关键技术,实例程序可作为模板推广使用。
在数控车床中,加工对象主要为各种类型的回转面,其中对于圆柱面、锥面、圆弧面和球面等的加工,可以利用直线插补和圆弧插补指令完成,而对于椭圆、抛物线等一些非圆曲线构成的回转体,加工起来具有一定的难度。
数控系统本身提供的直线插补和圆弧插补不能直接用于非圆曲线回转面的加工,因此,在数控机床上对椭圆、抛物线的加工大多采用小段直线或者小段圆弧逼近的方法来编制加工程序。
在本文中选用华中世纪星HNC-21T数控车削系统,结合生产实习和技能大赛训练对车削抛物线轮廓的宏程序的编制方法进行探讨,希望各位读者能多提宝贵意见。
一、华中宏程序的介绍使用变量编制可进行算术或逻辑运算,并能控制程序段流向的程序,称为用户宏程序。
在数控车削中,使用用户宏程序可方便地实现二次曲线(椭圆、抛物线等)的二维编程加工、孔口倒角编程加工等,可简化程序,提高编程效率,最大限度地发挥手工编程的优势。
华中世纪星HNC-21T数控车削系统为用户配备了强有力的类似于高级语言的宏程序功能,用户可以使用变量进行算术运算、逻辑运算和函数的混合运算,此外宏程序还提供了循环语句、分支语句和子程序调用语句,利于编制各种复杂的零件加工程序,减少乃至免除手工编程时进行繁琐的数值计算,以及精简程序量。
常用的语句有以下两种。
(1)条件判别语句IF,ELSE。
①:IF条件表达式…ELSE…END IF;②:IF条件表达式…ENDI F。
(2)循环语句WHILE:WHILE条件表达式…ENDW。
本文实例采用WHILE语句编程。
二、公式曲线宏程序编制的基本步骤宏程序在实际编制过程中,根据编程者的实践经验、知识储备及习惯等因素会略有不同,本文提供的宏程序编制基本步骤供读者参考学习。
宏程序在华中数控车床上的应用
云南省第 四届数控技能大赛数控车床 的实操试 2 非 圆曲面 的加 工 题, 是个装配体 , 3 由 个零件组成 , 中一个零件是 其 椭 圆面 ,一 个 零 件有 抛 物 线 的 内孔 。如 果用 自动 编 加 工 零 件 2的椭 圆表 面 和 零 件 3的 抛 物 线 内 程, 花费时 间较长 , 成的程序段较多 , 生 而且加工精 孔 , 由于一般 的数控系统无椭 圆和抛物线插补功能 , 度不高 ; 如果用数控系统提供 的高效编程功能 , 如复 采用手工编程 , 如果用直线逼近的话 , 我们要算很多
合 循 环程 序 、 子程 序 、 程 序 等 , 宏 采用 手 工编 程 , 而 反 可 以缩短 编程 时 间 , 高加 工效 率 。 提 节点 , 手工来 计算 节点 坐标 实 际上是 不 可 能 的事 。华
中数控系统提供 了逻辑运算 和表达式等功能 ,通过 本文 以这几个零件为例 ,介绍宏程序在华 中数 数学计算或逻辑运算 , 以一个坐标值 的不断变化 , 根 控车床上实际加工的应用 。 据表达式就可算 出另一个坐标 的值 ,即可得 出曲线 上的节点坐标值。这就是数控系统里宏程序 的功能。
粗 车循 环 N 0G 0X 6 快速退 刀 4 O 2 0
N5 0Z6 0
() 3 利用宏程序进行手工编程时 , 可以通过数学 公式 自动计算节点坐标 ; () 4 宏程序 的插补精度可 以根据加工要 求进行
修改。 22 运 用宏 程序 编 写椭 圆加 工实例 .
N 0M 3 10 00 精车刀具 、 6 0 30 3 3 S T 转速 N 0G 0 6 0 快速定位到循环起 点 7 O 0 . X Z5 N 0 O 4 . 8 精车外圆起点 8 1 9 9 0 C X 6F
专门华中系统 宏程序编程讲解
图6.
(图6)
铣圆弧斜边岛屿,Φ16立铣刀
• • • • • • • • • • • • • • • • • • • • • • • • 6. 铣圆弧斜边岛屿,Φ16立铣刀 O0001: (G18XZ平面) G54 G17 G40 G69 G80 G49 G90; M03 S1500 G00 X0 Y0 Z100; G0 X44 Y-22; Z-10; #1=0; WHILE[#1LE12]; 加工12次 G90 G01 X43; G18 G02 X23 Z-2 R60; G18平面 G01 X-23; G02 X-43 Z-10 R60; G01 X-44; G91 Y2; Y轴递增2mm G90 G01 X-43; G03 X-23 Z-2 R60; G01 X23; G03 X43 Z-10 R60; G01 X44; G91 Y2; #1=#1+1; 重覆1次 ENDW; G90 G0 Z100; M30;
• • • • • • • • • • • • • • • • • • •
【凹球】精加工:铣SR20半球体(凹球),Φ10球刀:(角度编程) O0001: G54 G17 G40 G69 G80 G49 G90; M03 S1500 G00 X0 Y0 Z100; Z0; #1=0; 起始角 #2=90; 终止角 #3=5; 球刀半径 #4=20; 圆球半径 WHILE[#1LE#2]; 判断角度是否已到达90度,当条件不满足时退出循环体 #5= [#4-#3]*COS[#1*PI/180]; 圆球起点X轴点的坐标计算 #6= [#4-#3]*SIN[#1*PI/180]; 圆球起点Z轴点的坐标计算 G01 X[-#5] Y0 Z[-#6-#3] F1000; 进给至圆球面的X、Y、Z、轴起点位置 G03 I[#5]; 整圆铣削加工 #1=#1+3; Z轴每次增加量,增加量为每次3度 ENDW; 循环结束体 G0 Z100; M30; 例:在平面工件上加工凹球曲面(用宏程序编辑)采用:用平底键槽刀螺旋线加工,完成粗加工;用球刀完成精加 工。注意,为了保证粗加工余量的均衡,以螺旋线半径为循环条件的判断,使每循环一次的径向变化为均值,另为 了保证精加工余量,粗加工时高度固定保持抬高一定值。精加工使为了保证扇形误差的均匀,以圆心角为循环条件 的判断。
数控车床华中系统用户宏程序编程

如图2,Z坐标为自变量#2,则X坐标为因变量#1,那么X用Z表示为:
分别用宏变量#1、#2代替上式中的X、Z,即得因变量#1相对于自变量#2的宏表达式:
如图1,Z坐标为自变量#2,则X坐标为因变量#1,那么X用Z表示为:
3、如何进行函数变换,确定因变量相对于自变量的宏表达式
如图3,X坐标为自变量#1,因Z坐标为因变量#2,那么Z用X表示为:
IF 条件表达式 IF 条件表达式
02
… …
ELSE ENDIF
…
05
ENDIF
格式:WHILE 条件表达式
…
ENDW
5、循环语句WHILE,ENDW
二、公式曲线宏程序编程模板的具体应用实例
运用以上公式曲线宏程序模板,结合粗加工循环指令,就可以快速准确实现零件公式曲线轮廓的编程和加工。具体应用示例如下: 例1:如图1所示零件的外轮廓粗精加参考程序如下(设毛坯为直径25毫米的棒料): %0001(程序头) T0101(调用01号外圆刀及01号刀具偏置补偿) G90 M03 S700(绝对值编程;主轴以700转/分正转) G00 X33 Z2(快速定位到粗加工循环起点) G71 U1 R0.5 P10 Q20 X0.6 F100(外径粗车循环) N10 G01 X10 F60 S1000(精加工起始程序段) Z-10 X24 Z-22(公式曲线起点) #2=8(设Z为自变量#2,给自变量#2赋值8:Z1=8) WHILE #2 GE [-8](自变量#2的终止值-8:Z2=-8) (因变量#1: 用#1、#2代替X、Z) #11=-#1+15(工件坐标系下的X坐标值#11:编程使用的是负轮廓,#1前冠以负;ΔX=15) #22=#2-30(工件坐标系下的Z坐标值#22:ΔZ=-30) G01 X[2*#11] Z[#22](直线插补,X为直径编程) #2=#2-0.5(自变量以步长0.5变化) ENDW(循环结束) N20 G01 Z-50(精加工终止程序段) G00 X100 Z80(快速定位到退刀点) M30(程序结束)
华中数控车削椭圆曲线宏程序解析

开发研究华中数控车削椭圆曲线宏程序解析河南科技大学机电工程学院范光辉杨建玺摘要:在数控车削加工中,应用宏程序编程,从而完成 工件的轮廓或曲面加工是数控系统加工的一个基础功能 和重要方法,也是数控加工生产和数控技能竞赛的重要技 术知识。
本文以华中世纪星HNC -21T 型数控车削系统 为平台,介绍椭圆宏程序的编制方法。
通过实例研究宏程 序编程的重点和难点,为实际加工生产中的应用提供借鉴。
关键词:数控;宏程序;椭圆曲线;车削#3= a (初始值)WHILE #3GE0 G01 X [2*#4] Z [#3]#4=#2/#lSQ R T [#1 *#1 -#3*#3 ]=b / a SQRT[a * a -#3*#3](公式二带入) #3= #3-0.5 (步距)ENDW〇序言在数控车床加工中,加工对象主要为各种规则回转体 零件。
对于圆柱面、圆锥面、圆弧面、台阶面等轮廓加工, 可以简单利用系统自带的直线插补和圆弧插补功能指令 来完成。
而对于椭圆、抛物线等一些非圆曲线所构成的零 件体加工时,无法直接运用插补指令进行加工。
此时运用 宏程序进行编程,是解决实际加工过程中此类问题的一个 重要方法。
本文针对常见的几种椭圆曲线加工进行举例 分析,并简单归纳总结。
1宏程序标准方程编程方法介绍图2演变推导后的方程-+ :所示,OA 为椭圆长半轴(〇A =a ),〇B 为椭圆短半轴(〇B =酬的标准方程为《图2演耍推导后Eb )。
通过数学推导可以得出:〇2 -y 2 (公式一);根据所选机床为华中世纪星HNC -21T 型数控车床为前置刀 架的编程习惯,如图2所示,可得到编程常用方程表达方式为:^ + ^ = 1 (a >b >0)。
由此可以数学推导出:a 2b 2X 二 ~a 2-z 2(公式二)0a2 实例分析(1)椭圆中心与编程工件的工件坐标系零点重合(如图2),且加工的轮廓为右半个椭圆轮廓。
设#l =a (长半轴)#2=b (短半轴)此例题中,待加工椭圆曲线起点为长半轴右端点,曲 线终点在Z 轴上的投影点与椭圆圆心和工件坐标系原点 三点重合,此时变量#3即为Z 坐标值。
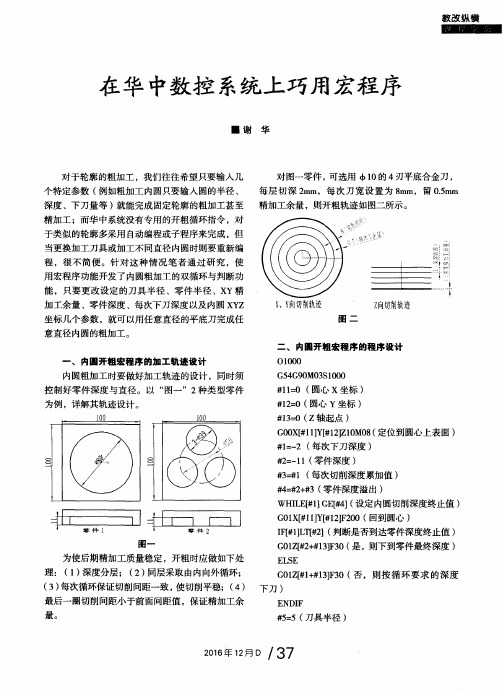
在华中数控系统上巧用宏程序
ENDI F
= 5( 刀具半径 )
2 o l 6 1 2  ̄ , 1 D| 3 7
教改 纵横
# 6 = 4 2( 零件半径 ) # 1 4 = 0 . 5( 精加 工余量 ) # 7 = # 5 2 0 . 8( 每次切削间距 )
# 8 = # 7( 每次切 削间距 累加值 ) # 9 = 样 6 + # 8( 零 件半径 溢出 ) # 1 0 = # 6 - - - # 5 - - - # 1 4( 最 终切 削半径 ) WH I L E [ # 7 ] L E 【 } ( 设定 内圆加工半径终止值 ) I F [ # 7 ] G T [ # 1 0 ]( 判断是否达到半径终止值 ) 止值 )
ENDI F
实践验证 ,内圆开粗双层循环功能能 明显减 少
程序编辑量 、提高编程效率 。编制 程序 时只要更 改
圆心 坐标 ( # 1 1 、# 1 2 、# 1 3)、每 次 切 深 ( # 1 )、
# 7 : # 7 + 撑 8( 直径方 向每次粗加工 累加量 )
ENDW
零件深度 ( # 2) 、 刀具半径 ( # 5 ) 、 零件半径 ( # 6 ) 、 精 加工余 量 ( # 1 4) 6项参 数 ,就能适 应 不 同 的刀
半径 的变量 # 1 0中,即 # l O = # 6 一 # 5 一 # 1 4 ,这样 的好 处是编程 中不用再考虑精加工余量 的放 置问题 。 第 三 ,当内圆圆心不在编程原 点上 时 ,则要 在 圆心位置上设 定 # 1 1( x)、 # 1 2( Y)、# 1 3( Z),
G O 1 X [ # 1 0 + # 1 1 ] F 2 0 0( 是 ,则 x进 给 到半 径 终 只要填入 圆心坐标与相应 的内圆半径 即可 ;对于零
基于华中系统数控车宏程序编程实例

Unit 10 Money高考试卷分块专练练一阅读理解提速练限时35分钟第一节(共15小题;每小题2分,满分30分)AThis year promises to be an exciting one for technology and science. There's a lineup of great products for you to look forward to.The AirBoard 1.0The AirBoard 1.0 is a fantastic new way to get around. The board works when you step onto the pressure pads (垫): to turn, all you have to do is move your weight to the left or right. It takes only one hour to be fully charged. Its increased fame among famous people has made it one of the most popular new kinds of technology.The MiitoThe Miito kettle is designed to heat up the water in any container. You can fill a cup with the right amount of water and place it onto the kettle. After placing the heating rod (棒) into the water, the rod would heat up and so would the water. More importantly, the product doesn't only save water. It also saves electricity, not to mention time waiting for water to boil.The Oculus RiftHave you ever wished you could walk through the world of your games, seeing things as your characters would? Well, now you can. This clever headset Rift allows you to see the world of your games in 3D.The Click & GrowAre you the kind of person who enjoys using herbs and spices when cooking? The Cl ick & Grow makes sure that you always have fresh and wellgrown herbs or other plants whenever you need them. It is selfwatering, and it also has an LED light that makes sure the plants grow fast and healthy.语篇解读:本文为应用文。
华中数控机床编程简单例子

华中数控机床编程简单例子数控机床编程是现代制造业中一项重要的技能。
华中数控机床是一家专业从事数控机床研发与生产的公司,他们的产品质量稳定可靠,使用方便。
下面我将为大家介绍一些华中数控机床编程的简单例子,帮助大家更好地理解和应用这一技能。
例子一:圆形轮廓加工首先,设定工件坐标系的原点,即零点。
然后,选择加工刀具和切削速度。
接下来,编写程序,使机床按照设定好的参数进行切削操作。
对于圆形轮廓加工,我们可以使用G代码来描述所需的切削路径,例如G01表示直线加工,G02表示顺时针圆弧加工,G03表示逆时针圆弧加工。
通过设定起点和终点坐标、半径或角度,机床就能够按照指定轨迹进行切削操作。
例子二:螺纹加工螺纹加工是数控机床编程中常见的任务之一。
首先,选择合适的刀具和切削速度。
然后,设定工件坐标系的原点,并指定切削起点和方向。
接下来,编写程序,使用G代码描述螺纹加工的路径。
在华中数控机床中,常用的螺纹加工指令是G33/G34。
通过设定螺纹的直径、螺距和切削方向,机床就能够按照指定的参数进行螺纹加工。
例子三:孔加工孔加工是数控机床编程中常见的任务之一。
首先,选择合适的刀具和切削速度。
然后,设定工件坐标系的原点。
接着,编写程序,使用G代码描述孔加工的路径。
在华中数控机床中,常用的孔加工指令是G81/G83。
通过设定孔的起点坐标、深度和进给方式,机床就能够按照指定的参数进行孔加工。
总结起来,华中数控机床编程提供了丰富的功能和指令,使得数控机床能够完成复杂的加工任务。
通过学习和应用这些编程技巧,我们可以更高效地完成各种加工任务。
希望以上简单例子能够帮助大家更好地理解和应用华中数控机床编程技能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
华中数控车宏程序加工实例分析
数控加工中常有含有非圆曲线(如椭圆曲线、抛物线、双曲线和渐开线等)零件,其加工效率和质量往往成为生产制造的关键。
文章利用华中世纪星HNC-21T数控车削系统,用实例加工的方法对车削椭圆轮廓的宏程序编程思路进行探讨,详细讲解加工方法和程序含义,并用斯沃数控仿真软件对程序进行加工仿真模拟,让学习者能够真正理解宏程序加工的精髓,做到学练结合举一反三。
标签:椭圆加工;宏程序;数控仿真
Abstract:Non-circular curve(such as ellipse curve,parabola,hyperbolic and involute)is often included in CNC machining,and its machining efficiency and quality are often the key to manufacturing. Using Huazhong Century Star HNC-21T CNC turning system,this paper discusses the idea of macro program programming for turning ellipse outline,and explains the machining method and program meaning in detail. Using SW CNC simulation software to simulate the process of the program,so that learners can truly understand the essence of macro program processing,so that the combination of learning and training can draw inferences from one another.
Keywords:elliptical machining;macro program;numerical control simulation
數控车床对于圆柱面、锥面、圆弧面和球面等的加工,可以利用直线插补和圆弧插补指令完成,而对于椭圆、抛物线、双曲线和渐开线等一些非圆曲线构成的回转体曲面,手工编程具有一定的难度。
数控系统本身提供的直线插补和圆弧插补不能直接用于非圆曲线回转面的加工,虽然可以凭借CAD/CAM软件自动编程,但是程序条数太多也导致了加工中的不方便,而使用宏程序能极大地简化编程,精简程序,同时宏程序可以完成图形一样,尺寸不同的系列零件加工,灵活运用宏程序,不仅可以方便简捷地进行二次曲线编程,提高加工效率,所以宏程序在数控大赛中也屡见不鲜。
1 华中宏程序知识
华中世纪星HNC-21T宏程序功能是一种具有计算能力和决策能力的数控程序。
宏程序具有如下些特点:
(1)使用了变量或表达式同时具有计算能力,例如:G01 Y[50*SIN[3]]。
(2)使用了程序流程控制,华中数控系统有两种流程控制命令:a.IF-ENDIF,条件成立执行IF与ENDIF之间的程序,不成立就跳过。
其中IF、ENDIF称为关键词,不区分大小写。
IF为开始标识,ENDIF为结束标识。
b.WHILE-ENDW,条件成立执行WHILE与ENDW之间的程序,然后返回到WHILE再次判断条件,直到条件不成立才跳到ENDW后面。
2 宏程序编制实例
编制图1所示零件的加工程序,材料为45钢,棒料直径为105mm,棒料长度为180mm。
2.1 椭圆的标准方程
其中a为椭圆的长半轴,b为椭圆的短半轴。
本例中凸椭圆方程为
2.2 椭圆宏程序编程步骤
(1)建立工件坐标系;(2)给自变量赋初始值;(3)循环条件;(4)因变量表达式赋值;(5)椭圆插补;(6)步距变化;(7)结束。
2.3 零件图纸分析
(1)图纸中的椭圆有凹椭圆,又有凸椭圆,宏程序有区别。
(2)图纸中椭圆中心的坐标跟工件原点不重合,可以称为偏心椭圆。
(3)椭圆标准方程是以椭圆中心为坐标系原点建立的,我们计算椭圆上的所有坐标都是依据椭圆中心为坐标系原点来计算的,而我们编程的时候所有的坐标是相对工件原点来计算的,这一点编程时是特别要注意的。
(4)自变量赋初始值,由于只有X和Z两个方向的变量,所以我们只要对其中的一个坐标进行赋值就可以,然后确定加工的区间,计算另外一个变量。
(5)椭圆精加工宏程序的编写。
(按照椭圆宏程序编程步骤)(6)由于我们写的宏程序只是椭圆精加工,所以还要考虑粗加工,而华中数控车21世纪星系统的数控车床G71指令可以嵌套宏程序,所以我们可以用这个指令来进行凸椭圆和外轮廓粗加工。
因G71只能用于递增或递减轮廓,我们可以利用G73来完成凹椭圆的粗精加工。
2.4 加工程序编制
工件原点建立在右端面,如图2。
(1)加工右端凸椭圆及右端外轮廓粗精加工如图3左边,凸椭圆方程为+ =1。
O1234
%001
T0101M03S500(调1号外圆车刀)
G00X105Z5(快速点定位到循环起点)
G71U2R1P10Q20X0.1Z0F200M03S500F200(粗车循环)
N10G00X0M03S1000(精加工第一段)G01Z0F100(切入)
#1=30 (长半轴)。