品质异常问题的汇总及预防解决措施
品质异常问题的汇总和预防解决措施方案
生产过程监控
工艺流程监控
对生产过程中的关键工序进行严格监控,确保工 艺参数稳定。
设备状态监控
定期检查生产设备的工作状态,及时发现并解决 设备故障。
生产环境监控
保持生产环境的清洁和稳定,避免环境因素对产 品质量的影响。
设备维护与保养
定期维护
更新改造
制定设备维护计划,定期对设备进行 维护和保养。
对老旧设备进行更新改造,提高设备 性能和效率。
。
定期评估与调整计划
定期评估
按照设定的时间表,定期对改进措施的执行情况进行评估,了解改 进措施的进展情况和效果。
调整计划
根据评估结果,对改进措施进行调整和优化,确保改进措施的有效 性和可行性。
反馈与分享
将改进过程中的问题和经验反馈给相关部门和人员,促进经验和知识 的共享,为持续改进提供支持。
THANKS
生产过程问题
总结词
生产流程不规范、工艺参数不稳定
详细描述
生产过程中,流程不规范或工艺参数不稳定可能导致产品质量波动。如温度、压 力、时间等参数控制不当,可能导致产品性能下降。
设备问题
总结词
设备故障、老化
详细描述
设备故障或老化可能导致产品质量问题。如设备精度下降、磨损等,可能影响产品尺寸、性能等。
人员操作问题
总结词
操作不当、技能不足
详细描述
人员操作不当或技能不足可能导致产品质量问题。如操作失误、不规范操作等,可能影响产品性能和合格率。
02
预防措施方案
原材料控制
供应商选择
选择有信誉的供应商,确保原材料的质量稳定可靠。
原材料检验
对进厂的原材料进行严格检验,确保符合质量标准。
品质异常问题汇总及预防解决措施
优化生产工艺流程
总结词
持续改进工艺流程,提高生产效率和产品质 量。
详细描述
通过分析和优化生产工艺流程,减少生产过 程中的浪费和不良品率。采用先进的生产技
术和工艺,提高生产效率和产品质量。
提高员工操作技能和素质
要点一
总结词
加强员工培训,提高操作技能和产品质量意识。
要点二
详细描述
定期对员工进行技能培训和品质意识教育,确保员工熟悉 操作规程和品质要求。鼓励员工积极参与品质改进活动, 提高整体素质。
01
针对产品尺寸偏差问题,应调整生产设备参数,确 保设备精度和稳定性。
02
对于产品外观不良问题,需加强原材料质量检查和 生产过程中的质量监控。
03
对于性能测试不合格问题,需分析原因并采取改进 措施,如调整配方、优化工艺等。
及时反馈,确保问题得到及时处理和解决
01 建立快速反馈机制,及时发现并报告品质异常问 题。
建立完善的品质检测体系
总结词
制定严格的品质检测标准和方法,确保产品符合要求 。
详细描述
建立完善的品质检测体系,包括原材料检验、过程检 验和成品检验等环节。采用适当的检测设备和工具, 确保检测结果的准确性和可靠性。同时,对检测数据 进行统计分析,及时发现潜在的品质问题。
04
解决品质异常问题的措施
对症下药,针对不同异常问题进行专项解决
02 制定应急预案,快速响应并处理突发品质问题。 03 加强与供应商、客户的沟通,确保信息畅通,共
同解决问题。
持续改进,不断优化品质管理体系
定期评估品质管理体 系的有效性,识别改 进空间。
鼓励员工提出改进意 见和建议,激发全员 参与品质改进的积极 性。
品质异常问题的汇总和预防解决措施方案
品质异常问题的汇总和预防解决措施方案汇报人:日期:•品质异常问题汇总•问题原因分析•预防解决措施方案目•实施方案与效果评估录品质异常问题汇总01不良品率偏高工艺参数异常设备故障频繁原材料质量问题问题类型统计01020304产品的不良品率超过预期或行业标准。
生产过程中工艺参数偏离预定范围,影响产品质量。
生产设备经常出现故障,影响生产效率和产品品质。
原材料质量不符合要求,导致产品品质下降。
在一定时间内发生次数较多的问题,如设备故障频繁、工艺参数异常等。
高频问题中频问题低频问题发生次数适中的问题,如不良品率偏高、原材料质量问题等。
发生次数较少的问题,但同样需要关注和解决。
030201问题发生频率分析严重问题:对产品品质、生产效率、成本等方面产生较大影响的问题,如不良品率持续偏高、关键设备故障等。
轻微问题:对产品品质影响较小,可通过日常维护和管理加以改善的问题。
在了解了问题的类型、发生频率和影响程度后,我们将能够更有针对性地制定预防解决措施方案,降低品质异常问题的发生率和影响程度,提高产品的品质和生产的效率。
一般问题:对产品品质有一定影响,但可通过调整工艺参数、更换原材料等方式解决的问题。
问题影响程度评估问题原因分析02员工在操作设备或进行生产流程时,未按照规定的操作规范进行,导致产品品质出现异常。
操作不规范员工缺乏足够的培训,对设备、工艺等不够熟悉,容易造成操作失误。
培训不足员工在生产过程中疏忽大意,未能及时发现并纠正问题,导致品质异常。
粗心大意人为操作失误使用时间过长,设备性能下降,容易引发品质异常。
设备陈旧设备缺乏定期维护和保养,导致故障频发。
维护不足新技术、新设备不断涌现,企业未能及时跟进更新,影响产品品质。
更新不及时设备故障与老化供应商管理不善对供应商缺乏有效的管理和监督,容易出现以次充好、偷工减料等问题。
原材料质量不稳定供应商提供的原材料质量波动大,导致产品品质不稳定。
采购策略不合理采购部门在采购过程中过于追求低成本,忽视了原材料质量的重要性。
品质异常问题的汇总及预防解决措施

品质异常问题的汇总及预防解决措施汇报人:2023-12-13•品质异常问题汇总•预防措施•解决措施目录01品质异常问题汇总原材料问题原材料不符合标准供应商提供的原材料不符合公司规定的标准,导致产品品质不达标。
原材料存储不当原材料在存储过程中受到污染、损坏或过期,影响产品品质。
原材料检验疏忽原材料在入库检验时疏忽,导致不合格原材料流入生产环节。
生产设备出现故障或误差,导致产品尺寸、重量等不达标。
生产设备故障员工在生产过程中操作不当,如参数设置错误、操作失误等,导致产品品质异常。
操作不当生产环境不达标,如温度、湿度、清洁度等不符合要求,影响产品品质。
生产环境问题生产过程问题检验标准不明确成品检验标准不明确或不合理,导致检验结果不准确。
漏检、误检成品检验过程中出现漏检、误检等情况,导致不合格产品流入市场。
检验方法不当成品检验方法选择不当或操作不规范,导致检验结果出现偏差。
客户投诉客户对产品品质提出投诉,如产品出现故障、性能不达标等。
市场反馈市场反馈显示产品品质存在普遍问题,如使用寿命短、性能不稳定等。
退货率高客户退货率较高,反映产品品质存在问题。
02预防措施加强原材料质量把控建立严格的原材料采购标准明确原材料的规格、性能、质量等要求,确保采购的原材料符合生产要求。
实施供应商评估和审核对供应商进行定期评估和审核,确保供应商提供的原材料质量稳定可靠。
加强原材料检验对进厂的原材料进行严格检验,确保原材料质量符合标准。
优化生产流程,提高生产效率制定合理的生产计划根据市场需求和生产能力,制定合理的生产计划,确保生产顺利进行。
优化生产流程通过改进生产工艺、提高设备利用率等方式,优化生产流程,提高生产效率。
加强生产现场管理加强生产现场的秩序管理,确保生产过程顺利进行。
强化成品检验环节,确保产品合格率制定详细的成品检验标准根据产品特性和客户要求,制定详细的成品检验标准。
加强成品检验人员的培训提高成品检验人员的技能水平,确保成品检验的准确性和可靠性。
品质异常解决措施
品质异常解决措施背景:品质异常是指产品或服务在生产过程中出现的问题或不符合要求的情况。
为了确保产品的高质量和客户的满意度,我们需要采取措施解决品质异常。
检测和识别异常在解决品质异常之前,首先需要进行检测和识别异常的过程。
以下是一些常见的方法:1. 检验过程控制(IPC):通过在生产过程中进行定期检测和测量,以确保产品符合规定的标准和要求。
2. 抽样检验:随机抽取一定数量的产品,对其进行检验和测试,以评估整体质量水平。
3. 根本原因分析(RCA):通过系统性的分析,确定导致品质异常的根本原因,并采取相应的纠正措施。
品质异常解决措施一旦异常被识别和确认,我们需要采取适当的措施来进行解决。
以下是一些常用的品质异常解决措施:1. 紧急控制措施:立即采取措施,将异常限制在一定范围内,并避免进一步损失和影响。
2. 修正和改进措施:根据根本原因分析的结果,采取纠正措施修复已经出现的异常,并采取改进措施来防止未来出现类似问题。
3. 持续监测和评估:建立有效的监测机制,以及时检测和识别潜在的品质异常,并进行持续的评估和改进。
品质异常预防措施除了解决已经出现的品质异常,预防异常的发生也是至关重要的。
以下是一些常见的预防措施:1. 培训和教育:提供必要的培训和教育,确保每位员工对产品质量的重要性以及如何遵循规定的标准和流程有清晰的理解。
2. 过程改进:通过采用先进的生产技术和方法,不断改进生产过程,减少异常的发生。
3. 供应链管理:与供应商建立紧密的合作关系,确保原材料的质量符合要求。
4. 数据分析和统计:利用数据分析和统计方法,进行持续监控和评估,以识别潜在的品质异常风险。
结论品质异常的解决是确保产品质量和客户满意度的关键步骤。
通过检测和识别异常,采取适当的解决措施,并关注预防措施,我们能够不断提升产品质量和服务水平,满足客户的需求和期望。
以上是关于品质异常解决措施的文档。
如果您有其他问题或需要进一步的帮助,请随时与我们联系。
品质异常问题的汇总及预防解决措施
提高成品检验准确性
制定详细的成品检验标准
明确成品的各项质量指标和检验方法。
加强检验人员培训
提高检验人员的技能水平和责任心,确保检验 结果的准确性。
引入先进的检验设备
如自动化的检测设备和仪器,提高检验效率和准确性。
建立客户反馈机制
建立客户满意度调查制度
01
定期对客户进行满意度调查,了解客户对产品质量的评价和意
原材料到货不及时:原材料不能按时到 货,影响生产进度和交货时间。
详细描述
原材料质量不稳定:供应商交货的原材 料质量不符合要求,如成分含量不达标 、尺寸偏差等。
生产过程问题
详细描述
总结词:生产过程是产品质量的 关键环节,涉及多个工序和环节 ,任何一个环节出现问题都会影 响产品质量。
操作人员技能不熟练:操作人员 技能不足,不能正确掌握工艺操 作规程,导致产品质量不稳定。
制定详细的成品检验标准,包括外观、性能、安全性等方面的要求 ,确保成品的质量符合客户要求。
加强成品检验人员培训
提高成品检验人员的技能水平和责任心,确保成品检验的准确性和 况,建立快速响应机制,及时采取 措施解决问题,防止问题流入市场。
针对客户反馈问题的解决措施
解决措施
针对已出现的品质异常问题,制定具体的解决措 施,如返工、退货、报废等。
实施计划
将预防措施和解决措施形成实施计划,明确责任 人和完成时间。
持续改进生产流程和检验方法
优化生产流程
通过对生产流程的持续改进,减少品质异常问题的产 生。
改进检验方法
提高检验方法的准确性和效率,及时发现并处理品质 异常问题。
书,明确操作步骤和注意事项,确保生产过程的稳定性和一致性。
02
品检结果的异常发现与纠正措施
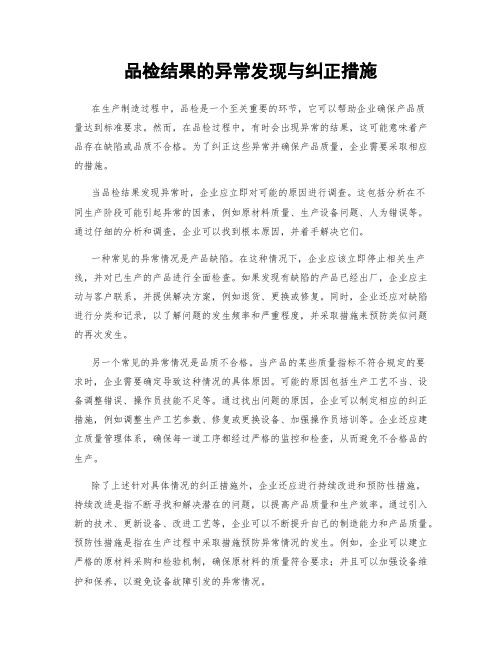
品检结果的异常发现与纠正措施在生产制造过程中,品检是一个至关重要的环节,它可以帮助企业确保产品质量达到标准要求。
然而,在品检过程中,有时会出现异常的结果,这可能意味着产品存在缺陷或品质不合格。
为了纠正这些异常并确保产品质量,企业需要采取相应的措施。
当品检结果发现异常时,企业应立即对可能的原因进行调查。
这包括分析在不同生产阶段可能引起异常的因素,例如原材料质量、生产设备问题、人为错误等。
通过仔细的分析和调查,企业可以找到根本原因,并着手解决它们。
一种常见的异常情况是产品缺陷。
在这种情况下,企业应该立即停止相关生产线,并对已生产的产品进行全面检查。
如果发现有缺陷的产品已经出厂,企业应主动与客户联系,并提供解决方案,例如退货、更换或修复。
同时,企业还应对缺陷进行分类和记录,以了解问题的发生频率和严重程度,并采取措施来预防类似问题的再次发生。
另一个常见的异常情况是品质不合格。
当产品的某些质量指标不符合规定的要求时,企业需要确定导致这种情况的具体原因。
可能的原因包括生产工艺不当、设备调整错误、操作员技能不足等。
通过找出问题的原因,企业可以制定相应的纠正措施,例如调整生产工艺参数、修复或更换设备、加强操作员培训等。
企业还应建立质量管理体系,确保每一道工序都经过严格的监控和检查,从而避免不合格品的生产。
除了上述针对具体情况的纠正措施外,企业还应进行持续改进和预防性措施。
持续改进是指不断寻找和解决潜在的问题,以提高产品质量和生产效率。
通过引入新的技术、更新设备、改进工艺等,企业可以不断提升自己的制造能力和产品质量。
预防性措施是指在生产过程中采取措施预防异常情况的发生。
例如,企业可以建立严格的原材料采购和检验机制,确保原材料的质量符合要求;并且可以加强设备维护和保养,以避免设备故障引发的异常情况。
品检结果的异常发现是企业质量管理体系中不可或缺的一环。
通过合理的调查和分析,企业能够找出异常的原因,并采取相应的纠正措施来改进产品质量。
品质控制中的异常处理与限制措施
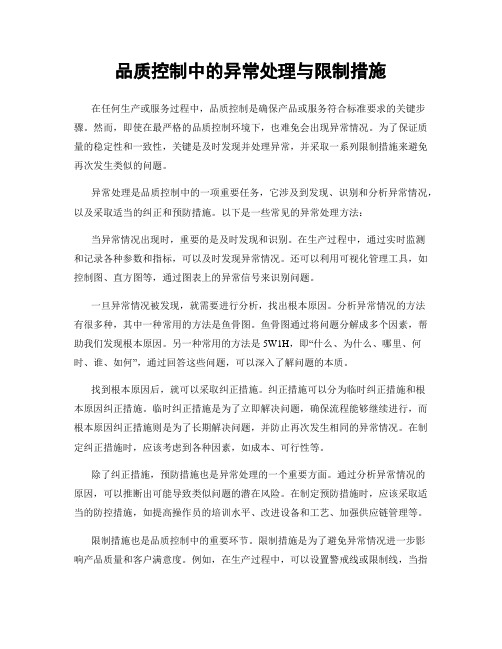
品质控制中的异常处理与限制措施在任何生产或服务过程中,品质控制是确保产品或服务符合标准要求的关键步骤。
然而,即使在最严格的品质控制环境下,也难免会出现异常情况。
为了保证质量的稳定性和一致性,关键是及时发现并处理异常,并采取一系列限制措施来避免再次发生类似的问题。
异常处理是品质控制中的一项重要任务,它涉及到发现、识别和分析异常情况,以及采取适当的纠正和预防措施。
以下是一些常见的异常处理方法:当异常情况出现时,重要的是及时发现和识别。
在生产过程中,通过实时监测和记录各种参数和指标,可以及时发现异常情况。
还可以利用可视化管理工具,如控制图、直方图等,通过图表上的异常信号来识别问题。
一旦异常情况被发现,就需要进行分析,找出根本原因。
分析异常情况的方法有很多种,其中一种常用的方法是鱼骨图。
鱼骨图通过将问题分解成多个因素,帮助我们发现根本原因。
另一种常用的方法是5W1H,即“什么、为什么、哪里、何时、谁、如何”,通过回答这些问题,可以深入了解问题的本质。
找到根本原因后,就可以采取纠正措施。
纠正措施可以分为临时纠正措施和根本原因纠正措施。
临时纠正措施是为了立即解决问题,确保流程能够继续进行,而根本原因纠正措施则是为了长期解决问题,并防止再次发生相同的异常情况。
在制定纠正措施时,应该考虑到各种因素,如成本、可行性等。
除了纠正措施,预防措施也是异常处理的一个重要方面。
通过分析异常情况的原因,可以推断出可能导致类似问题的潜在风险。
在制定预防措施时,应该采取适当的防控措施,如提高操作员的培训水平、改进设备和工艺、加强供应链管理等。
限制措施也是品质控制中的重要环节。
限制措施是为了避免异常情况进一步影响产品质量和客户满意度。
例如,在生产过程中,可以设置警戒线或限制线,当指标超过这些限制时,应立即停止生产并进行检查。
在服务过程中,可以制定相应的服务标准,对各个环节进行限制。
品质控制中的异常处理和限制措施对于维护生产或服务的质量至关重要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
100%
50%
3.20% 100% 100%
五金装配
序号 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63
声浪威 天龙 川普 301红黑塑料
责任人:王俊、应海燕
客户
AIV
产品名称
690301\69301\69 0613
异常情况描述
2. 69301 1X3A紫色保险丝装了2份 3. 690613 40A的保险丝错装了80A的纸卡 有毛刺现象 白色垫片有色差 来料有颗粒,标签贴反,螺柱偏长,折角偏 弯 塑料垫子外径尺寸偏大 750-2接线板的塑料壳上料口比较大 油漆脱落 内孔有发黑现象 孔内发黄,电镀不良 发发大水泡水后发黑。 产品放置成品仓库 20 天后发货,产品氧化后 发货。 电镀出现过光泽不一样的不良 丝印颜色和原来不一样,颜色偏淡. 红黑塞子上有披风,导致穿线孔有堵
异常情况描述
产品表面有气泡现象 旋扭和盖子进料口有批峰 塑料有披风现象。 混料105204-V 注塑车间颜色偏差’有刮伤现象 柱子脚其中有一个孔径偏小 塞子塞不到底 客户抽查250PCS,发现87PCS不良,塑料孔 径 SPEC :φ 5.5+0/-0.1 ,实测 5.3MM,导致 塞子塞入产品中有 0.5MM 的间隙,(更 改塞子导致) 塑料变形 标识错误,材料用错,发成3100484-0 塑料存在碰伤和脏现象
再一
296杆子
HD-130
镭丝不良
蕾丝损伤、铆压不平1 杆子上M4孔偏小现象
100%
兆信
535
10%
54
55 56 57 58
东宝
天容 维莱格顿 声能 金佳
838
530A 302-16 3009 3016
五金加工尺寸偏小,导致螺母胶圈松动脱落
丝牙不良,螺母无法拧紧 螺杆容易断 芯子加工尺寸不对,导致批量退货 五金大样师傅将杆子打孔偏差,导致总长偏长
100% 100% 100%
31% 100% 40%
100%
64
螺帽氧化
五金装配
序号 客户
裕伟 METRA 印尼CV 五川 美国METRA 东宝电子 东宝电子 笙达 东宝电子 东宝电子 笙达 62K8G9R 62K8G9B 305直铜片 62P843G HD-520-F及配件 T-24 HD-317 HD-323D-N 238 3048 TCP0014 HD-633
原因分析
工序
纠正预防措施方案
100%
100% 25% 10% 20%
五金车间
序号 33 34 客户
英华达 欧利泰
责任人:龚其国、黄益安
不良率 %
产品名称
1130锌合金 322 螺丝打不下
异常情况描述
原因分析
工序
纠正预防措施方案
六角螺帽上铣槽太浅。要求0.4-0.6MM
20%
35
36 37 38 39 40
产品名称
1122-B大孔 3023壳 837壳 HD843 HD837 HD-530杆子 HD-42G 3023壳 843 305-1壳 312壳 296杆(金) 136杆子 530杆子 312杆子 302壳
异常情况描述
图纸15.5-15.4外径尺寸,实测15.4-15.65,与 塑料塞不进 3000PCS表面有裂痕、长短不一 壳内部有毛刺,与杆子配合不良 直纹搓丝不良,有带8纹也有9纹的. 方芯铣偏,导致一边多一边少,无法上紧. 杆子穿线孔位置出现鼓起 端子无功牙 红冲裂缝报废 直纹外观不良,与塑料配合松动 直纹上有严重的刀伤,贴标签位置不平 内孔未堂 芯子铣小6丝 方芯与孔不在一个面上 杆子铣边铣伤 自动叉眼铣偏 壳偏眼
天龙 英国 天龙 香港天龙 东宝
533杆子 302-15杆 53O梅花 HD-530 62P843G
90%
五金车间
序号 49 50 客户
日本天容 金佳
责任人:龚其国、黄益安
不良率 %
产品名称
HD323D 116
异常情况描述
六角旋不到位,螺母直径太小 退位销顶出
原因分析
工序
纠正预防措施方案
51
52 53
100% 10% 100%
9.50%
41
42 43 44 45 46 47 48
螺杆缺牙齿导致螺母拧不进螺杆。
螺杆丝牙偏小 产品刻字H字母不清楚,缺左角 产品 4MM直眼打过切,导致5MM孔处有刀印。 偏眼多 边缘有缺口 孔径偏大,但是经过我司测试塞子塞入不会掉落 螺杆冲裂、发黑
0.05%
100% 80% 3.75% 20%
不良率%
原因分析
工序
纠正预防措施方案
100%
香港环通
五川 英华达 法 国 welcohm 笙达 东宝 金佳 上声 上声 天龙
301T白色垫片
T02-204-01-U 312-2 750-2板 363 843X 139旋扭 194螺丝 223和223A 323D ED-8 HD-305金 HD-530
100%
323A
T02-204-01 136 0055 1005213-0 312-2 SKX6048-D1CN 690301、69301、 690613
52%
100%
8.60%
五金装配
序号 33 34 35 36 37 38 39 客户
AIV 再一 迪雅 东宝 马来西亚 PAUDIO 上声
责任人:王俊、应海燕
品质异常问题的汇总及预防解决措施
编制:吴盼 2016年6月2日
CONTENTS
01
成品质量异常汇总表(客诉 ) 供应商品质异常汇总表
02
03
车间制程品质异常汇总表
04
制程物料(质量考核)奖惩条例
五金车间
序号 1 客户
法 国 WELCOHM
责任人:龚其国、黄益安
产品名称
WT-C-30-5-G
异常情况描述
0.43%
40
41 42 43 44 45 46 47 48
上声
METRA 康运 泰皓 天泽 日本天容 东宝 MTX 金佳
KK-84
TC4KIT-4B 和 TC4KIT-8B中 B5 HD-381 HD-849 HD530 520F 26A1411 PSZ-130\3005
胶水未干
拨片要求用84,实际用14MM TC4KIT-4B 和 TC4KIT-8B中的保险线入. 透明盖有披风10%、透明盖发白50%,板偏亮 红色塑料有发现孔小现象 杆子电镀枪色外径偏大 客户验货发现:1、灯不亮1PCS。2、AB胶水表
责任人:王俊、应海燕
不良率% 原因分析 工序 纠正预防措施方案
产品名称
805 BT306 HD-43 02-204-U
异常情况描述
胶水堵孔、孔内有胶、海绵翘起、塑料缺
BT306用了BT704的纸卡 表面氧化 表面颗粒、凹印 螺钉盖不牢 表面刮伤 表面刮伤 表面有手印、氧化 反铆压电镀层脱落 B4015511RU配件氧化、变形、压伤 电镀不良 电镀不良 个M6螺母孔径偏大 正负极装反 三角焊片歪斜。外径偏大 红黑端子装反 胶水溢出,塑料没有装好
端子板背部的PIN错误 B3板刮伤、有黑胶 投诉的外观不良, M3螺牙电镀太厚 塑料盖子烟灰色用成红色 700PCS发现有4PCS不良 反应发出去的叉有混料现象 螺母胶圈有披风 HD-317接线板,红黑线装配时装反 焊片氧化 装配车间混料,端子板螺柱孔小导致打螺丝破 裂的问题 再次投诉抽检 100 个中有 2PCS再次发现有毛刺, 装配铆压产品后产生铜屑,导致短路 电镀表面花 胶水粘结不牢固,有些没有胶水 未贴标签(客人订单号,客人型号)
康运 康运 香港天龙 天泽 佰特 天龙 意 大 利 Axiomedia 东宝 838
责任人:王俊、应海燕
不良率% 原因分析 工序 纠正预防措施方案
产品名称
TMP-304-2 、 TMP-304-4 TMP-304-2W 、 TMP-304-4 HD-530-A 302SA-4 IB-1 530
异常情况描述
65
66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81
3.70% 10.00%
2.30% 2.60% 33.00% 22.00% 2.00% 20% 34% 1% 100.00% 25.00%
加 拿 大 speaker
日本DM 创响 迪雅
加 拿 大 speaker
维特
五金装配车间质量异常汇总示意图表
批次质量异常 比例 20.73%
包装问题 30.49%
各班组检验人为异常 65.85%
其它检验问题 3.66%
注塑车间
序号 1 2 3 4 5 6 7 客户
康运 东宝 兆信 迪雅 日本天容 声能 天龙
责任人:徐宜虎、杨青良
产品名称
BR6C黑色 520 535 1005204-W HD-530塑料螺帽 704板 HD-530
15.80%
1.60%
100% 30%
五金车间质量异常汇总示意图表
丝牙、初胚加 工问题 31.58% 外协直纹与 红冲问题 15.79%
批量质量异常 比例 25.86%
尺寸问题 31.58%
偏眼问题 12.58%
五金装配
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 客户
泰皓
METRA 宏彩 星耀 英华达 英华达 东宝 音正
3023
TC-5 0059杆子 53P衬套 312-2杆子 312-2杆子 520F 15412杆 520G壳
壳有长短现象差距0.8MM
M8孔距要求21.9-22.1MM,实测两边差距0.8MM,变 为22.8-23MM. 产品4MM铣边过切0.15-0.45MM,装配有缝隙. 产品直纹9.95-10MM,实测9.87-9.89MM,与塑料配 合松. 销子孔太大 丝牙不良