数控铣工(中级)技能鉴定操作考核试题
中级数控铣床试题带答案
中级数控铣床操作工理论样题(200题)一、单项选择题(每题0 5分,满分80分。
)1磨削加工时,增大砂轮粒度号,可使加工表面粗糙度数值( A )。
A.变大B.变小C.不变D.不一定2刀具长度补偿由准备功能G43、G44、G49及( D )代码指定。
A.KB.JC.ID.H3数控机床按伺服系统可分为( A )。
A.开环、闭环、半闭环B.点位、点位直线、轮廓控制C.普通数控机床、加工中心D.二轴、三轴、多辅4在补偿寄存器中输入的D值的含义为( A )。
A.只表示为刀具半径B.粗加工时的刀具半径C.粗加工时的刀具半径与精加工余量之和D.精加工时的刀具半径与精加工余量之和5用高速钢铰刀铰削铸铁时,由于铸铁内部组织不均引起振动,容易出现( C )现象。
A.孔径收缩B.孔径不变C.孔径扩张D.锥孔6能消除前道工序位置误差,并能获得很高尺寸精度的加工方法是( B )。
A.扩孔B.镗孔C.铰孔D.冲孔7暂停指令G04用于中断进给,中断时间的长短可以通过地址x (U)或( B )来指定。
A.TB.PC.08根据ISO标准,当刀具中心轨迹在程序轨迹前进方向左边时称为左刀具补偿,用( C ) 指令表示A. G43B.G42C.G419数控机床同一润滑部位的润滑油应该( A )。
A.用同一牌号B.可混用C.使用不同型号D.只要润滑效果好就行10加工锥孔时,下列( B )方法效率高。
A.仿型加工B.成型刀加工C.线切割D.电火花11千分尺微分筒转动一周,测微螺杆移动( B )mm。
A.0 .1B.0.5 C1 D000.112相同条件下,使用立铣刀切削加工,表面粗糙度最好的刀具齿数应为( A )。
A.2B. 0C.4D.613通常使用的标准立铣刀,不包括直径数为( C )的规格。
A.05B.06C.07D.0814过定位是指定位时工件的同一( B )被二个定位元件重复限制的定位状态。
A.平面B.自由度C.圆柱面D.方向15游标卡尺上端的两个外量爪是用来测量( A )。
铣工中级考试题及答案

铣工中级考试题及答案一、单项选择题(每题2分,共20分)1. 铣工操作时,下列哪项是正确的?A. 可以不戴安全帽B. 工件必须固定牢固C. 可以边操作边聊天D. 可以不使用防护眼镜答案:B2. 铣床主轴转速的调整是通过改变什么来实现的?A. 皮带轮B. 齿轮C. 电机D. 刀具答案:A3. 铣削加工时,刀具的进给速度应该:A. 越快越好B. 越慢越好C. 根据加工材料和刀具类型来确定D. 与主轴转速无关答案:C4. 铣削加工中,刀具的切削角度主要影响:A. 切削力B. 切削速度C. 工件表面粗糙度D. 工件的尺寸精度答案:A5. 铣床的润滑系统主要作用是什么?A. 增加切削力B. 减少切削力C. 减少摩擦和磨损D. 增加刀具寿命答案:C6. 铣削加工时,工件的夹紧力应该:A. 尽可能大B. 尽可能小C. 根据工件大小来确定D. 与刀具类型无关答案:C7. 铣削加工中,刀具的前角主要影响:A. 切削力B. 工件表面粗糙度C. 刀具寿命D. 切削速度答案:B8. 铣床的导轨润滑应该使用什么类型的油?A. 柴油B. 机油C. 切削液D. 润滑油答案:D9. 铣削加工时,刀具的后角主要影响:A. 工件表面粗糙度B. 刀具寿命C. 切削力D. 切削速度答案:B10. 铣床的维护保养中,下列哪项是不需要的?A. 定期更换润滑油B. 定期检查刀具磨损情况C. 每次使用后立即清洗D. 每次使用后立即关闭电源答案:C二、多项选择题(每题3分,共15分)1. 铣工操作时,下列哪些措施是必要的?A. 穿戴好个人防护装备B. 使用合适的刀具C. 将工件随意放置D. 确保机床各部件正常工作答案:A、B、D2. 铣削加工中,影响切削力的因素包括:A. 工件材料B. 刀具材料C. 切削速度D. 刀具的几何参数答案:A、B、C、D3. 铣床的维护保养包括:A. 清洁机床B. 检查刀具磨损C. 更换润滑油D. 调整机床精度答案:A、B、C4. 铣削加工中,提高工件表面粗糙度的方法有:A. 增加切削速度B. 减小进给速度C. 使用更锋利的刀具D. 增加切削深度答案:B、C5. 铣床操作中,下列哪些行为是危险的?A. 操作时不戴防护眼镜B. 操作时不戴手套C. 操作时不戴耳塞D. 操作时不戴安全帽答案:A、B、D三、判断题(每题2分,共10分)1. 铣工在操作时可以不戴防护眼镜。
铣工中级考试题与答案

铣工中级考试题与答案一、单选题(共75题,每题1分,共75分)1.百分表的示值范围通常有:0~3mm,0~5mm 和 ( )三种。
A、0~15mmB、0~10mmC、0~8mmD、0~12mm正确答案:B2.G02×_Y_I_K_F_中G02表示( )A、快速点位移B、直线插补C、顺时针圆弧插补D、逆时针圆弧插补正确答案:C3.三坐标测量机是一种高效精密测量仪器,其测量结果( )。
A、只显示在屏幕上,无法打印输出B、只能存储,无法打印输出C、既不能打印输出,也不能绘制出图形D、可绘制出图形或打印输出正确答案:D4.表面粗糙度测量仪可以测( )值。
A、Ra和RmB、RkC、RyD、Ra和Rz正确答案:D5.FANUC 0I 数控系统中,在主程序中调用子程序O1010,其正确的指令是( )。
A、M99 01010B、M98 01010C、M99 P1010D、M98 P1010正确答案:D6.粗镗(扩)→半精镗→精镗工件内孔表面的表面粗糙度为( )。
A、8.8B、49C、1.25—2.5D、8.7正确答案:C7.用同一把刀进行粗、精加工时,还可进行加工余量的补偿,设刀具半径为r,精加工时半径方向余量为△,则最后一次粗加工走刀的半径补偿量为( )A、△B、rC、2r+△D、r+△正确答案:D8.指定G41 或G42 指令必须在含有( )指令的程序段中才能生效A、G01 或G03B、G00 或G01C、G02 或G03D、G01 或G02正确答案:B9.确定尺寸精确程度的标准公差等级共有()级A、12B、20C、18D、16正确答案:B10.可选用( )来测量孔的深度是否合格。
A、圆规B、杠杆百分表C、水平仪D、深度千分尺正确答案:D11.职业道德活动中,对客人做到( )是符合语言规范的具体要求的A、语速要快,不浪费客人时间B、语气严肃,维护自尊C、言语细致,反复介绍D、用尊称,不用忌语正确答案:D12.JT 和BT 两种标准锥柄的不同之处在于( )。
中级铣工考试试题及答案
中级铣工考试试题及答案一、选择题(每题2分,共20分)1. 铣床的进给速度是指:A. 铣刀的转速B. 工件的移动速度C. 铣刀的移动速度D. 工件的转速答案:C2. 铣削加工中,切削液的作用不包括:A. 冷却B. 润滑C. 增加切削力D. 清洗答案:C3. 下列哪种材料不适合用铣床加工?A. 铝B. 钢C. 木材D. 玻璃答案:D4. 铣削加工中,为了提高加工精度,应:A. 增加切削速度B. 减少切削速度C. 增加进给速度D. 减少进给速度答案:D5. 铣床的X轴和Y轴分别控制:A. 横向和纵向移动B. 纵向和横向移动C. 横向和垂直移动D. 垂直和横向移动答案:A6. 铣刀的刃数越多,通常意味着:A. 切削力越大B. 切削力越小C. 切削力不变D. 切削力不确定答案:B7. 铣削加工中,为了减少振动,应:A. 增加切削深度B. 减少切削深度C. 增加进给速度D. 减少进给速度答案:B8. 铣削加工中,为了提高表面光洁度,应:A. 使用较粗的铣刀B. 使用较细的铣刀C. 增加切削速度D. 减少切削速度答案:B9. 铣削加工中,切削液的浓度通常由:A. 工件材料决定B. 铣刀材料决定C. 切削速度决定D. 进给速度决定答案:A10. 铣床的主轴转速是指:A. 主轴的旋转速度B. 工件的旋转速度C. 铣刀的旋转速度D. 进给速度答案:C二、填空题(每题2分,共20分)1. 铣削加工中,铣刀的______和______是影响加工效率的主要因素。
答案:切削速度,进给速度2. 铣床的______和______是铣削加工中常用的两个坐标轴。
答案:X轴,Y轴3. 铣削加工中,为了减少工件的变形,应使用______的铣刀。
答案:刚性好4. 铣削加工中,工件的夹紧力应______于切削力。
答案:大于5. 铣床的______装置用于控制铣刀的移动。
答案:进给6. 铣削加工中,为了提高加工精度,应选择______的铣刀。
中级数控铣工技能鉴定操作部分
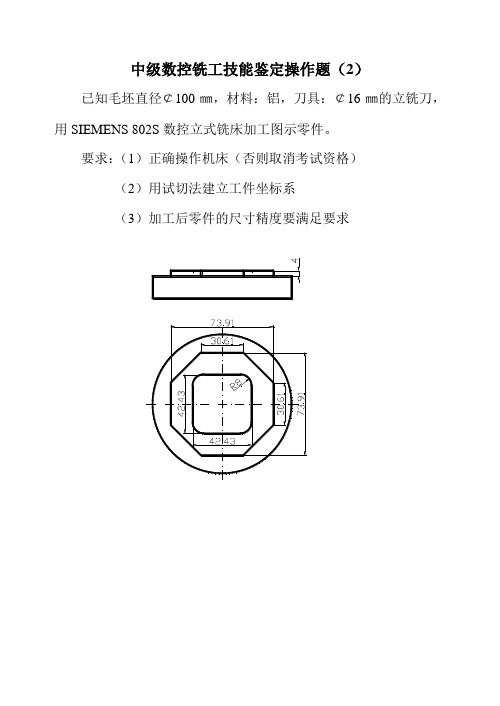
2.能正确使用铣床常用夹具及气动.
液压自动夹紧装置
(四)刀具准备
1.能正确选择和安装数控铣床常用刀具
2.能合理选择切削用量
(五)编制程序
能编制简单的铣削加工程序
(六)设备维护保养
1.能对数控铣床进行调整
2.能在加工前对机床进行常规检查
3.能进行数控铣床的日常保养
工 件 加 工
时间
规定时间内完成
5
超15分钟扣5分,
超30分钟不给分
9
安全文明生产
按有关规定在总分中扣除,不超过10分。发生重大事故,取消考试资格。
评分人检评人
年月日
(一)输入程序
1.能手工输入程序
2.能使用自动程序输入装置
3.能进行程序的编辑与修改
(二)对刀
1.能正确进行试切对刀
2.能正确使用机内自动对刀仪
3.能正确修正刀补参数
(三)试运行
能使用程序试运行.分段运行
及自动运行等切削运行方式
(四)简单零件的加工
能加工简单型面及平行孔系
精度检验及误差分析
(一)平面.矩形工件.斜面.台阶.沟槽的检验
能用常用量具及量块等检验高
精度工件的各部位尺寸和角度
(二)特殊形面的检验
1.能进行平面孔系.离合器等的检验
2.能正确使用齿轮卡尺.
公法线千分尺.样板.万能角度尺
中级数控铣工评分表
考号姓名总分
序
号
项目
内容及要求
配分
评分标准
完成
情况
得分
1
工艺
编制
工艺编制合理
15
根据工艺要求酌情扣分
2
刀具
数控铣工中级实操题-广东
10
超差0.01扣2分
5
20.00(2处)
IT
4
超差0.01扣2分
6
30.00
IT
2
超差0.01扣2分
7
5.00(2处)
IT
10
超差0.01扣2分
8
17.00
IT
2
超差0.02扣2分
9
40.00
IT
6
超差0.01扣2分
10
7.00(2处)
IT
4
超差0.01扣2分
11
8.00
IT
2
超差0.01扣2分
4-R5.0
8
超差0.01扣5分
20
粗糙度
各加工面
Ra3.2
10
降一级扣2分/处
21
文明生产
按有关规定每违反一项从总分中扣3分
扣分<10分
发生重大事故取消考试。
总分:0分
22
其他项目
按照GB1804-M。工件必须完整,考件局部无缺陷(夹伤等)。
扣分<10分
23
程序编制
程序中有严重违反工艺的则取消考试资格,出现小问题<25分
24
加工时间
90min后尚未开始加工则终止考试。机床操作最长时间:120min。总时间180min,每超过1min扣1分。。
记录员
监考人
检验员
考评人
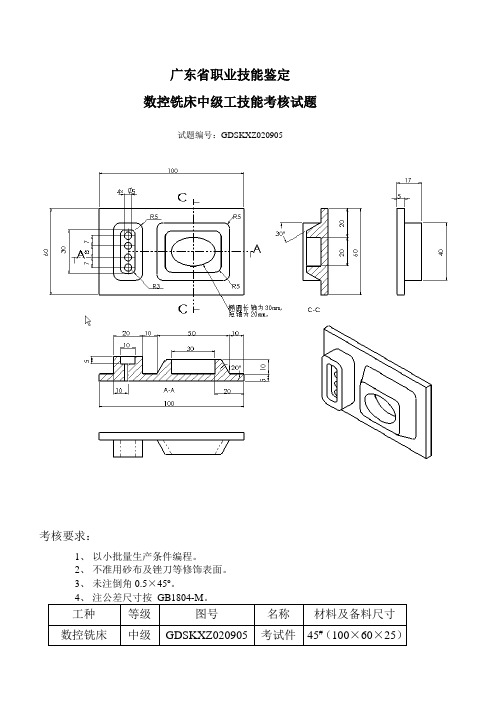
广东省职业技能鉴定
数控铣床中级工技能考核试题
试题编号:GDSKXZ020905
考核要求:
1、以小批量生产条件编程。
2、不准用砂布及锉刀等修饰表面。
3、未注倒角0.5×45o。
4、注公差尺寸按GB1804-M。
铣工中级考试题与答案

铣工中级考试题与答案一、单选题(共75题,每题1分,共75分)1."数控机床的"回零"操作是指回到( )。
"A、对刀点B、编程原点C、换刀点D、机床的参考点正确答案:D2.要想改变三相交流异步电动机的转向,只要将原相序A-B-C 改接为( )A、B-C-AB、A-C-BC、C-A-BD、A-B-C正确答案:B3.程序段G28 X29 Z30;表示()A、从参考点返回(29,30)点B、从当前点经(29,30)返回参考点C、从(29,30)点返回参考点D、从当前点返回到(29,30)正确答案:B4.选择加工表面的设计基准为定位基准的原则称为( )。
A、基准统一B、互为基准C、自为基准D、基准重合正确答案:D5.G00 代码功能是快速定位,它属于( )代码A、模态B、ISOC、标准D、非模态正确答案:A6.微型计算机中,( )的存取速度最快A、高速缓存B、寄存器C、外存储器D、内存储器正确答案:B7.粗车→半精车工件外圆表面的表面粗糙度为( )。
A、5—10B、87C、88D、90正确答案:A8.《公民道德建设实施纲要》提出,要充分发挥社会主义市场经济机制的积极作用,人们必须增强( )。
A、自立意识、协作意识、公平意识、物质利益观念、改革开放意识B、个人意识、协作意识、效率意识、物质利益观念、改革开放意识C、个人意识、竞争意识、公平意识、民主法制意识、开拓创新精神D、自立意识、竞争意识、效率意识、民主法制意识、开拓创新精神正确答案:D9.主轴在转动时若有一定的径向圆跳动,则工件加工后会产生()的误差。
A、垂直度B、度斜C、同轴度D、粗糙度正确答案:C10.铣削加工时,为了减小工件表面粗糙度Ra 的值,应该采用 ( )。
A、依被加工表面材料决定B、顺铣和逆铣都一样C、顺铣D、逆铣正确答案:C11.可选用( )来测量孔内径是否合格。
A、杠杆百分表B、游标卡尺C、内径塞规D、内径千分尺正确答案:D12.有效度是指数控机床在某段时间内维持其性能的概率,它是一个( )的数。
数控铣中级工技能测试题
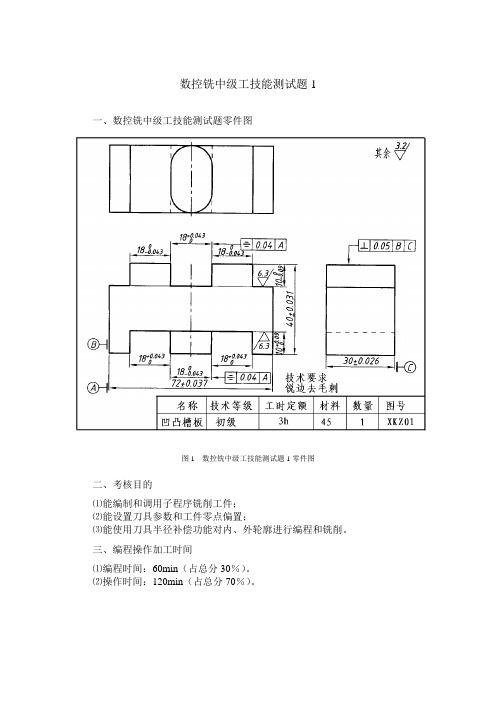
数控铣中级工技能测试题1一、数控铣中级工技能测试题零件图图1 数控铣中级工技能测试题1零件图二、考核目的⑴能编制和调用子程序铣削工件;⑵能设置刀具参数和工件零点偏置;⑶能使用刀具半径补偿功能对内、外轮廓进行编程和铣削。
三、编程操作加工时间⑴编程时间:60min(占总分30%)。
⑵操作时间:120min(占总分70%)。
四、评分表表1 数控铣中级工技能测试题1评分表评分表图号XKZ01 检测编号考核项目考核要求配分评分标准检测结果得分主要项目1 043.018+(槽宽)Ra3.2 8/2 超差不得分2 043.018+(槽宽)Ra3.2 8/2 超差不得分3 043.018+(槽宽)Ra3.2 8/2 超差不得分4043.0_18(平键凸台)Ra3.28/2 超差不得分5043.0_18(矩形凸台两处)Ra3.216/4 超差不得分一般项目1 09.010+(2处)Ra6.3 8/22 009.010-(3处)Ra6.3 12/3形位公差1 (2处) 4 超差一处扣5分其它1 安全生产 3 违反有关规定扣1~3分2 文明生产 2 违反有关规定扣1~2分3 按时完成超时≤15min:扣5分超时>15~30min:扣10分超时>30min:不计分总配分100 总分工时定额3h 监考日期加工开始:时分停工时间加工时间检测日期加工结束:时分停工原因实际时间评分日期五、工、量、刃具准备通知单表2 数控铣中级工技能测试题1工、量、刃具准备通知单工、量、刃具清单图号XKZ01 序号名称规格精度单位数量1 Z轴设定器50 0.01 个 12 带表游标卡尺1~150 0.01 把 13 深度游标卡尺0~200 0.02 把 14 外径千分尺0~25 0.01 把 15 杠杆百分表0~0.8 0.01 个 16 寻边器φ10 0.002 个 17 粗糙度样板N0~N1 12级副 18 半径规R7~R14.5 套各19 塞规φ18 H9 个 110 塑胶榔头把 111 立铣刀φ16 个 212 平口虎钳QH125 个各113 磁性表座个 114 平行垫铁副若干15 固定扳手把若干16 毛坯尺寸为(72±0.037)×(40±0.031)×(30±0.026);长度方向侧面对宽度方向侧面和底面的垂直度公差为0.05。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
例题三旋转与钻孔练习
(1) ①70圆加工(①10立铳刀)
G54G90G0X0Y-35Z50
M03S800
Z2
G01Z-6F80
G41D01Y-35F120
G02X0Y-35I35J0
G40Y-50
G0Z50
M05
M30
(2)旋转加工六个圆弧(①10立铳刀)
G54G90G0X0Y0Z50
M03S800
M98P111
G68X0Y0P60
M98P111
G69
G68X0Y0 P120
M98P111
G69
G68X0Y0P180
M98P111
G69
G68X0Y0P240
M98P111
G69
G68X0Y0P300
M98P111
G69
M05
M30
%111
X0Y-35
Z2
G01Z-3F80
G41D01Y-50F120
G03X0Y-50I0J15
G01G40Y30
G0Z50
X0Y0
M99
⑶ ①10孔加工(①2中心钻①10麻花钻)
G54G90G0X-12Y0Z50
M03S800
G81 R2Z-3F50 (钻定位孔)
X12
G80
G0Z50
M05
M30
G54G90G0X-12Y0Z50
M03S900
G83R2Q-1.5K1Z-12F40(① 10孔加工)X12 G80
G0Z50
M30
M05 M30
数控铳工(中级)技能鉴定操作考核试题、考试图样:
4
1
50±J.;3
-4__ r.[)
—
姓名: 单位: 准考证号: 考件号:
音
—
1.
AW
/■
z
严
二、考核内容:
1•编写图示零件的加工工艺及数控加工程序。
2•完成图示零件的粗加工和精加工。
三、考核时限:
1•编写图示零件的加工工艺及数控加工程序时间:60分钟。
2•完成图示零件的粗加工和精加工时间:60分钟。
四、评分标准:
开始时间: 结束时间: 考试日期:
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra
3.2毛坯图
r-
'j
"I
数控铳工(中级)技能鉴定操作考核试题
姓名: 单位: 准考证号: 考件号: 、考试图样:
其余厅
二、考核内容:
1.编写图示零件的加工工艺及数控加工程序。
2.完成图示零件的粗加工和精加工。
三、考核时限:
1.编写图示零件的加工工艺及数控加工程序时间:60分钟。
2.完成图示零件的粗加工和精加工时间:60分钟。
四、评分标准:
结束时间: 考试日期: 开始时间:
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra
3.2毛坯图
r-
'j
"I
数控铳工(中级)技能鉴定操作考核试题
、考试图样:
£
:口 ”
I 厂
、
u u
A
±0.0
3
If
cl
C
£
GO
姓名:
单位: 准考证号: 考件号:
二、考核内容:
1.编写图示零件的加工工艺及数控加工程序。
2.完成图示零件的粗加工和精加工。
三、考核时限:
1.编写图示零件的加工工艺及数控加工程序时间:60分钟。
2.完成图示零件的粗加工和精加工时间:60分钟。
四、评分标准:
结束时间: 考试日期: 开始时间:
毛坯图
■©
a
■J
:
t
o
_
〃|CU4|
卜I
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra
3.2
数控铳工(中级)技能鉴定操作考核试题姓名: 单位: 准考证号: 考件号: 、考试图样:
其余亠
二、考核内容:
1、编写图示零件的加工工艺及数控加工程序。
2、完成图示零件的粗加工和精加工。
三、考核时限:
1、编写图示零件的加工工艺及数控加工程序时间:60分钟。
2、完成图示零件的粗加工和精加工时间:60分钟。
四、评分标准:
结束时间: 考试日期: 开始时间:
毛坯图
KA
>
£.0
1丄|0•心
卜I
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra
3.2
数控铳工(中级)技能鉴定操作考核试题
、考试图样:
/
1
/
W ;
;
S
也m
Z
Z
---------- "
5-2
姓名:
单位: 准考证号: 考件号:
二、考核内容:
1、编写图示零件的加工工艺及数控加工程序。
2、完成图示零件的粗加工和精加工。
三、考核时限:
1、编写图示零件的加工工艺及数控加工程序时间:60分钟。
2、完成图示零件的粗加工和精加工时间:60分钟。
四、评分标准:
结束时间: 考试日期: 开始时间:
毛坯图
■©
a
■J
:
t
o
_
〃|CU4|
卜I
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra
3.2
数控铳工(中级)技能鉴定操作考核试题、考试图样:
lO
rj D O
r
u
I (_ s 、■!
姓名: 单位: 准考证号: 考件号:
二、考核内容:
1、编写图示零件的加工工艺及数控加工程序。
2、完成图示零件的粗加工和精加工。
三、考核时限:
1、编写图示零件的加工工艺及数控加工程序时间:60分钟。
2、完成图示零件的粗加工和精加工时间:60分钟。
四、评分标准:
结束时间: 考试日期: 开始时间:
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra
3.2毛坯图
r-
'j
"I
数控铳工(中级)技能鉴定操作考核试题、考试图样:
33.5
划
I 60
姓名: 单位: 准考证号: 考件号:
二、考核内容:
1、编写图示零件的加工工艺及数控加工程序。
2、完成图示零件的粗加工和精加工。
三、考核时限:
1、编写图示零件的加工工艺及数控加工程序时间:60分钟。
2、完成图示零件的粗加工和精加工时间:60分钟。
四、评分标准:
开始时间: 结束时间: 考试日期:
毛坯图技术要求:
1. 2 . 工件材料为铝合金
未注明粗糙度为Ra3.2
姓名: 数控铳工(中级)技能鉴定操作考核试题
单位: 准考证号: 考件号:
、考试图样:
^^4 -R5~ '4-
q
SB p°-0;ol^o
501—■
- 6〕,03
0 _
O
9
mnj o o o o + I o LD
二、考核内容:
1、编写图示零件的加工工艺及数控加工程序。
2、完成图示零件的粗加工和精加工。
三、考核时限:
1、编写图示零件的加工工艺及数控加工程序时间:60分钟。
2、完成图示零件的粗加工和精加工时间:60分钟。
四、评分标准:
结束时间: 考试日期: 开始时间:
毛坯图技术要求:
1. 2 . 工件材料为铝合金
未注明粗糙度为Ra3.2
姓名:
数控铳工(中级)技能鉴定操作考核试题
单位:
准考证号:
考件号:
、考试图样:
4-0S + 0,05
8 — 0.02 4^10
\
+ 0,05 05 Jo,02
16
9
卜 O
O
s o
w 黑
g o +
—鋼
/
17.65
60
二、考核内容:
1、编写图示零件的加工工艺及数控加工程序。
2、完成图示零件的粗加工和精加工。
三、考核时限:
1、编写图示零件的加工工艺及数控加工程序时间:60分钟。
2、完成图示零件的粗加工和精加工时间:60分钟。
四、评分标准:
开始时间: 结束时间: 考试日期:
毛坯图技术要求:
1. 2 . 工件材料为铝合金
未注明粗糙度为Ra3.2
数控铳工(中级)
、考试图样:
姓名: 单位: 准考证号: 考件号:
48;52
曲5船
刘
07
3S1
+ I
L :
O g 9
3-Z
二、考核内容:
1、编写图示零件的加工工艺及数控加工程序。
2、完成图示零件的粗加工和精加工。
三、考核时限:
1、编写图示零件的加工工艺及数控加工程序时间:60分钟。
2、完成图示零件的粗加工和精加工时间:60分钟。
四、评分标准:
开始时间: 结束时间: 考试日期:
毛坯图
技术要求:
1.工件材料为铝合金
2.未注明粗糙度为Ra
3.2。