(最新)蜗杆减速器箱体机械加工工艺过程卡片
箱体加工工艺过程卡片
3)精铣ห้องสมุดไป่ตู้度到量
铣床车间
3
卧式铣床
硬质合金钢端铣刀
60
5
钻孔
1)边缘排孔31-φ18通孔
2)主视图M12底孔及所有丝孔底孔加工
3)2-φ12通孔
数控CNC车间
4
加工中心
专用夹具,Φ18Φ12麻花钻,游标卡尺,内径千分尺
45
6
锪孔
1)精铣φ27沉孔至22
2)精铣φ18沉孔至22
120
11
终检
检验车间
塞规,卡尺等
12
13
14
设计
日期
审核
日期
标准化
日期
会签
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
2000-00-00
设计
日期
审核
日期
标准化
日期
会签
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
2000-00-00
学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
泵支撑箱体
零件名称
箱体
共2页
第2页
材料牌号
HT200
毛坯种类
铸铁
毛坯外形尺寸
965X842X130
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
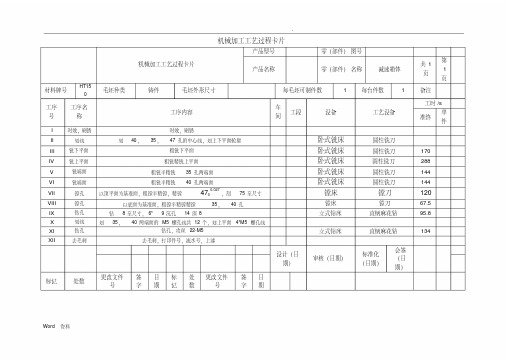
减速器输出轴机械加工工艺过程卡片
半精车外 分别到尺寸 Ф41,Ф35.4,Ф31.0。车 ф35 右半段到尺寸。
5
圆
调头,双顶尖装夹工件,半精车 ф35 段到尺寸 Ф35.4,车 ф40 段
到尺寸 Ф41。
6
校正
双顶尖装夹工件,精车 ф30 段,ф40 段两个台阶到规定尺寸,精
7
精车外圆 车 ф35 右端到精车 ф35.1 车 45°倒角两个。调头,双顶尖装夹工
件,精车 ф35 到到尺寸 ф35.1。
攻钻右端 双顶尖装夹,车右端两内螺纹孔 M 6 深 10,相对中心线对称距离
8
螺纹
为 18mm
9
磨削
磨外圆
10
粗铣键槽
平口虎钳装夹工件,铣两个键槽终热处
要求达到所需精度及表面粗糙度
人工作业去毛刺 局部淬火
减速箱输出轴
共2页
第1页
1 工段
钻头
砂轮,45 度刀 游标卡尺,卡规 高速钢铣刀,卡规 深度游标卡尺
高速钢铣刀
理及清洗
14
检查
终检
等 游标卡尺,卡规,塞规, 直尺
标记 处数 描图
更改文件号
日 签字
期 描校
标记
处数
更改文件号 底图号
签字
日期
设计(日期)
2011 年 6 月 7 日 装订号
审核(日 标准化(日期) 会签(日期)
期)
钻中心孔
粗车 Ф30 段,Ф35 段,Ф40 段三个台阶分别到尺寸 Ф32.5,Ф36.9,
3
粗车
Ф42.5。调头,用尾座顶尖顶住,粗车 Ф35 段,Ф48 段两个台阶
分别到尺寸 Ф36.9,Ф48。
4
热处理
减速器上箱体工序卡
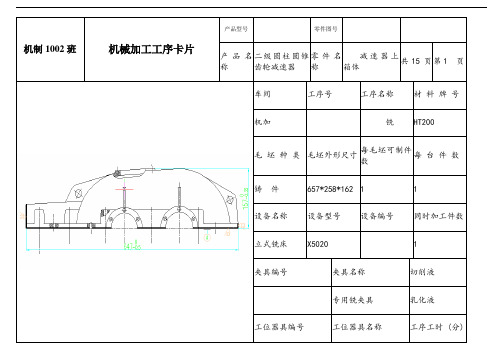
机制1002班机械加工工序卡片产品型号零件图号产品名称二级圆柱圆锥齿轮减速器零件名称减速器上箱体共15页第1页车间工序号工序名称材料牌号机加铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件657*258*16211设备名称设备型号设备编号同时加工件数立式铣床X50201夹具编号夹具名称切削液专用铣夹具乳化液工位器具编号工位器具名称工序工时 (分)设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机制1002班机械加工工序卡片产品型号零件图号产品名称二级圆柱圆锥齿轮减速器零件名称减速器上箱体共15页第2页车间工序号工序名称材料牌号机加铣HT200标记处数更改文件号签字日期标记处数更改文件号签字日期机制1002班机械加工工序卡片产品型号零件图号产品名称二级圆柱圆锥齿轮减速器零件名称减速器上箱体共15页第3页车间工序号工序名称材料牌号机加钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件647*258*15711设备名称设备型号设备编号同时加工件数钻床Z37321夹具编号夹具名称切削液4钻螺栓孔Φ8x6麻花钻Φ81000486173 s设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机制1002班机械加工工序卡片产品型号零件图号产品名称二级圆柱圆锥齿轮减速器零件名称减速器上箱体共15页第4页车间工序号工序名称材料牌号机加钻HT200。
减速器零件机械加工工艺过程卡(可打印修改)
陕西国防学院
机械加工工艺过程卡片
产品型号 产品名称
减速器
零件图号 零件名称
齿轮
共
页第
页
材料牌号
毛坯种类
工 工名
工
序
内
毛坯外形尺寸
容
车 工 设备
每毛坯件数
每台件数
工艺装备
备注 工时
序 号 序称
间段
准终 单件
30 半精车 半精车一端端面、半精镗内孔、倒角 2×45°、1×45°
CA6140 三抓卡盘、45°车刀、镗孔刀、塞规
15 粗车 粗车外圆 ø55 和 ø65
20 粗车 粗车外圆 ø45、ø52、ø55、ø58
25 热处理 调质 190~230HBS
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
陕西国防学院
容 间段
减速器
设备
零件图号 零件名称 每毛坯件数
箱座
共
每台件数
工艺装备
页第
页
备注
工时
准终 单件
95 钳 打印记、拆开组合
100 钳 扩 6 孔(4-ø15、2-ø16H7)为 6-ø16 105 铣 铣输油沟 110 入库
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
毛坯外形尺寸 车工
容 间段
01 铸造 金属型机器造型砂型铸造——铸造毛坯
减速器
设备
零件图号 零件名称 每毛坯件数
箱盖
蜗轮箱体机械加工工艺规程卡片
工程技术学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
涡轮箱体
零件名称
涡轮箱体
共
2
页
第
1
页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
122×100×118
每毛坯件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
1
铸造
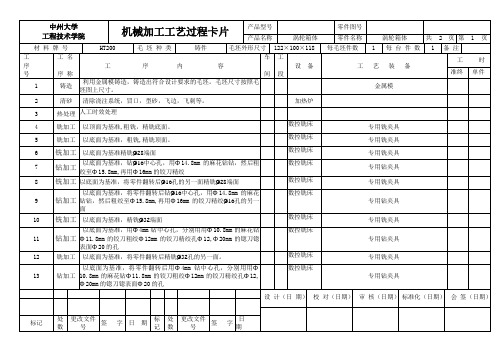
利用金属模铸造,铸造出符合设计要求的毛坯。毛坯尺寸按照毛坯图上尺寸。
数控铣床
专用钻夹具
12
铣加工
以底面为基准,将零件翻转后精铣孔的另一面。
数控铣床
专用铣夹具
13
钻加工
以底面为基准,将零件翻转后用Φ4mm钻中心孔,分别用用Φ10.8mm的麻花钻Φ11.8mm的铰刀粗绞Φ12mm的铰刀精绞孔Φ12,Φ20mm的锪刀锪表面Φ20的孔
数控铣床
专用钻夹具
设计(日期)
校对(日期)
数控铣床
专用钻夹具
8
铣加工
以底面为基准,将零件翻转后孔的另一面精铣端面
数控铣床
专用铣夹具
9
钻加工
以底面为基准,将零件翻转后钻中心孔,用Φ14.8mm的麻花钻钻,然后粗绞至Φ15.8mm,再用Φ16mm的铰刀精绞孔的另一面
数控铣床
专用钻夹具
10
铣加工
以底面为基准,精铣端面
数控铣床
专用铣夹具
11
钻加工
以底面为基准,用Φ4mm钻中心孔,分别用用Φ10.8mm的麻花钻Φ11.8mm的铰刀粗绞Φ12mm的铰刀精绞孔Φ12,Φ20mm的锪刀锪表面Φ20的孔
减速箱体工艺过程卡与工序卡
机械加工工艺过程卡片机械加工工艺过程卡片产品型号零(部件)图号产品名称零(部件)名称减速箱体共1页第1页材料牌号HT15毛坯种类铸件毛坯外形尺寸每毛坯可制件数 1 每台件数 1 备注工序号工序名称工序内容车间工段设备工艺设备工时/s准终单件I 时效,刷锈时效,刷锈II 划线划40,35,47孔的中心线,划上下平面轮廓卧式铣床圆柱铣刀III 铣下平面粗铣下平面卧式铣床圆柱铣刀170 IV 铣上平面粗铣精铣上平面卧式铣床圆柱铣刀288 V 铣端面粗铣半精铣35孔两端面卧式铣床圆柱铣刀144 VI 铣端面粗铣半精铣40孔两端面卧式铣床圆柱铣刀144 VII 镗孔以顶平面为基准面,粗镗半精镗,精镗0.02747,刮75至尺寸镗床镗刀120 VIII 镗孔以底面为基准面,粗镗半精镗精镗35,40孔镗床镗刀67.5 IX 钻孔钻8至尺寸,6*9沉孔14深8 立式钻床直柄麻花钻95.8 X 划线划35,40两端面的M5螺孔线共12个,划上平面4*M5螺孔线XI 钻孔钻孔,攻丝22-M5 立式钻床直柄麻花钻134 XII 去毛刺去毛刺,打印件号,流水号,上漆设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片 1机械加工工序卡片产品型号零(部件)图号产品名称零(部件)名称减速箱体共8页第 1页车间工序号工序名材料牌号III 铣下平面HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工卧式铣床X60 1夹具编号夹具名称切削液专用铣夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 粗铣下平面圆柱铣刀9.33 1.4 0.2 181 1 126设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片 2机械加工工序卡片产品型号零(部件)图号产品名称零(部件)名称减速箱体共8页第 2页·车间工序号工序名材料牌号IV 铣上平面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工卧式铣床X60 1夹具编号夹具名称切削液专用铣夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 粗铣上平面圆柱铣刀9.33 1.6 0.15 118 1 722 半精铣上平面圆柱铣刀13.33 1.7 0.1 118 1 72设计(日审核(日标准化(日期)会签(日期)期)期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片 3机械加工工序卡片产品型号零(部件)图号产品名称零(部件)名称减速箱体共8页第3页车间工序号工序名材料牌号V 铣端面HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工卧式铣床X60 1夹具编号夹具名称切削液专用铣夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 粗铣35孔两端面圆柱铣刀9.33 0.16 0.15 118 1 722 半精铣35孔两端面圆柱铣刀13.33 0.17 0.1 118 1 72设计(日审核(日标准化(日期)会签(日期)期)期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片 4机械加工工序卡片产品型号零(部件)图号产品名称零(部件)名称减速箱体共8页第 4 页车间工序号工序名材料牌号VI 铣端面HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工卧式铣床X60 1夹具编号夹具名称切削液专用铣夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 粗铣40孔两端面圆柱铣刀9.33 0.16 0.16 131 1 722 半精铣40孔两端面圆柱铣刀13.33 0.17 0.1 131 1 72设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片 5机械加工工序卡片产品型号零(部件)图号产品名称零(部件)名称减速箱体共8页第5页车间工序号工序名材料牌号VII 镗孔HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工镗床 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 粗镗0.02747,刮75至尺寸镗刀10 0.45 0.2 48 1 482 半精镗0.02747,刮75至尺寸镗刀10 0.54 0.06 48 1 483 精镗0.02747镗刀16.7 0.375 0.06 48 1 24设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片 6机械加工工序卡片产品型号零(部件)图号产品名称零(部件)名称减速箱体共8页第6页车间工序号工序名材料牌号VIII 镗孔HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工镗床T611 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 以底面为基准面,粗镗35,40孔镗刀 4.17 0.93 0.5 40 1 22.52 以底面为基准面,半精镗35,40孔镗刀 5.25 1 0.5 40 1 22.53 以底面为基准面,精镗35,40孔镗刀16.7 0.1 0.06 40 1 22.5设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片7机械加工工序卡片产品型号零(部件)图号产品名称零(部件)名称减速箱体共8页第7页车间工序号工序名材料牌号IX 钻孔HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工钻床Z535 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1 钻8至尺寸直柄麻花钻11.33 2.8 0.1 19.8 1 17.52 钻6*9沉孔14深8直柄麻花钻9.08 2.5 0.1 19.8 1 78.3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片8机械加工工序卡片产品型号零(部件)图号产品名称零(部件)名称减速箱体共8页第8页车间工序号工序名材料牌号XI 钻孔HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工钻床Z535 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速切削速度进给量走刀长度进给次工步工时/s/r﹒s-1 /m﹒s-1 /mm﹒r-1 /mm 数机动辅助1 钻孔,攻丝22-M5直柄麻花钻16.7 0.16 0.1 14 1 220设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
箱体机械加工工艺过程卡片
机加工
专用钻床
孔8-M10
15
钳
拆箱、清理飞边、毛刺
机加工
装订号
16
钳
合箱、装锥销紧固
机加工
17
检验
检查个部尺寸及精度
总装
18
入库
入库
设计 (日期)
审核 (日期)
标准化 (日期)
会签日期
标记
处数
更改 文件号
签 字
日期
标记
处数
更改 文件号
签字
日期
机械加工工艺过程卡
片
产品型号
零件图号
共页
产品名称
蜗轮蜗杆减速 箱体
零件名称
蜗轮蜗杆减 速箱体
第页
材料 牌号
HT200
毛坯哇於毛坯外形
种类铸件尺寸
344X200X
345
每毛坯 可制件数
d每台件
1数
备
1
1注
工序号
工序名 称
工序内容
车间
工段
设备
工艺装备
工时
准终单件
1
钻
以底面定位,用夹板夹紧,
钻、铰2-①8mm
承孔,留加工余量0.1~0.2mm
机加工
专用镗床
描校
11
精镗
以底面和两销孔定位,装夹
工件,加工蜗杆面轴承孔
机加工
专用镗床
12
精镗
以底面和两销孔定位,装夹
工件,加工蜗轮面轴承孔
机加工
专用镗床
13
钻、攻
以底面及两个销孔定位,夹 紧工件,钻、攻M20螺纹,
钻10-©12、锪平
机械加工工艺过程卡片及工序卡
机械加工工艺过程卡片(一)产品型号154轴套零件图号产品名称轴套零件名称轴共 1 页第 1 页材料牌号40CRBG 毛坯种类毛坯外形尺寸日产量工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 钻孔钻孔保证同轴度机加工车工直径23钻头,游标卡尺。
20 车B端车加工P部,车内孔保证直径24.8,内孔C1倒角.机加工车工液压三软爪,外圆车刀,内孔车刀,游标卡尺,内径量表,圆角卡规,粗糙度量仪。
30 车A端车加工P部,内孔C1倒角机加工车工液压三软爪,外圆车刀,内孔车刀,圆角卡规。
40 质检入库质检入库送货设计(日期)校对(日期)审核(日期)化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共 3 页第 2 页车间工序号工序名称材料牌号机加工20 车B端毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1设备名称设备型号设备编号同时加工件数数控车床CAK4085Dj 1 夹具编号夹具名称切削液液压软爪检具编号检具名称工序工时 (分) 准终单件游标卡尺,内径表,圆角规,工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 车P部亚肯外圆车刀800 200 0.25 12 车内孔并倒C1角亚肯硬质合金刀杆800 240 0.3 1.8 1设计(日期)校对(日期)审核(日期)化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共 3 页第 3 页车间工序号工序名称材料牌号机加工30 车A端毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1设备名称设备型号设备编号同时加工件数车床SKT200Z 1夹具编号夹具名称切削液液压软爪检具编号检具名称工序工时 (分)准终单件圆角规工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 车B端P部,内孔倒C1角.亚肯外圆车刀1200 200 0.25 1设计(日期)校对(日期)审核(日期)化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共 3 页第 1 页车间工序号工序名称材料牌号机加工10 钻孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1设备名称设备型号设备编号同时加工件数车床CAK6150Dj 1夹具编号夹具名称切削液液压软爪检具编号检具名称工序工时 (分)准终单件游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 钻直径23孔直径23麻花钻500。
(完整版)机械加工工艺过程卡片及工序卡片模板
机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号Ⅰ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ155的端面YG8,90°9044.930.65 1.30.723Ⅱ粗车Φ155的外圆YG8,90°9044.930.81 1.10.233Ⅲ粗车Φ100的外圆YG8,90°9044.930.810.750.233Ⅳ粗车Φ75的外圆YG8,90°9044.930.65 1.50.257设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 4 页车间工序号工序名称材料牌号Ⅲ切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ切槽成形刀具9044.930.65 5.250.124设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 5 页车间工序号工序名称材料牌号Ⅳ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ65的端面YG8,90°15039.210.5220.23Ⅱ粗车Φ65的外圆YG8,90°15039.210.650.750.205Ⅲ粗车Φ80的端面YG8,90°15039.210.5220.173Ⅳ粗车Φ80的外圆YG8,90°15039.210.65 1.50.153设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第 6 页车间工序号工序名称材料牌号Ⅴ镗孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗镗Φ47的内孔YG8,45°600103.240.35 1.50.095Ⅱ粗镗Φ47的内孔表面YG8,45°600103.240.5220.192Ⅲ粗镗Φ32的内孔YG8,45°600103.240.35 1.50.214设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称填料箱盖零件名称填料箱盖共8 页第7 页车间工序号工序名称材料牌号Ⅵ钻Φ13.5的孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ钻Φ13.5的孔麻花钻272110.360.50.225设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第8 页车间工序号工序名称材料牌号Ⅶ加工M10的螺纹孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ加工M10的螺纹孔麻花钻,丝锥27290.48 1.60.287设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期。
减速器箱体工艺卡片
机械加工工艺过程卡片
产品型号
零件图号
产品名称
二级减速器
零件名称
减速器下箱体
共
2
页
第
1
页
材料牌号
QT450-10
毛坯种类
金属型铸造
毛坯外形尺寸
440*130*340
每毛坯件数
1
每台件数
1
备注
工序Βιβλιοθήκη 号工名序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
10
粗铣
以下表面为基准粗铣箱体结合面留余量1mm
直柄锥面锪钻
250
攻丝
攻M13螺纹孔至图纸要求
组合钻机
高速钢机动丝锥
260
拆开箱体
做标识后拆箱
钳工台
270
终检
280
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
/12/28
/12/28
/12/28
标识
处数
更改文件号
签字
日期
标识
处数
更改文件号
签字
日期
双面卧式铣床
硬质合金端铣刀﹑工装XJ007
220
精镗
以下表面和两工艺孔为基准精镗轴承孔Φ60,Φ60,Φ1200至图纸要求
卧式镗床
硬质合金镗刀﹑工装TJ003
230
钻孔
以下表面和两工艺孔为基准钻孔钻6-M13-6H深26孔至图纸要求
组合钻床
锥柄麻花钻﹑游标卡尺、工装ZJ004
240
倒角
倒各螺孔角
钻床
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品型号 产品名称
零件图号
车床
车间 金工车间 毛 坯 种 类 铸件 设备名称
零件名称
主轴箱体
工序名称
共 10 页
第1页
工序号
材 料 牌 号
10
665×345×240 设备型号
铣 1
设备编号
HT200
每 台 件 数
毛坯外形尺寸 每毛坯可制件数1ຫໍສະໝຸດ 同时加工件数龙门铣床
夹具编号 夹具名称
1
切削液
01
工位器具编号 工位器具名称 工序工时 (分) 准终 单件
工步号
工
步
内
容
工
艺
装
备
主轴转速 r/min 475 235 375 375
切削速度 m/min 74.5 73.8 59 118
校 对(日期)
进给量 mm/r 1.6 1.6 0.6 0.6
切削深度 mm 3.5 3.5 1.5 1.5
进给次数 1 1 1 1
工步工时 机动 辅助
1 2 3
粗铣 B 粗铣 C 精铣 B 精铣 C
1TA20 镗销头,通 用镗刀。
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期) 会 签(日期)
标记
处数 更改文件号 签字
日期
标记 处数 更改文件号 签字
日期
钻
机械加工工序卡片
产品型号 产品名称
零件图号
车床
车间 金工车间 毛 坯 种 类
零件名称
主轴箱体
工序名称 钻 每毛坯可制件 数
共 10 页
首先欢迎篮球游戏爱好者加入我们 Akira 篮球公会, 工会成立近 2 年从 NBASOL 一路走来, 目前主要玩 2K11,12 系列网上联机以及 2KOL 内测 (还 没公测)可以说是目前中国最大的篮球公会,拥有篮球玩家 3000 人。
这里公布一个我们公会的 2K 联机 联赛组队群 群号:6085382 进来的朋友改好群名片 Akira 开头~~谢谢大家支持。。以后希望能和大家一起联 机,大家看到 AK 开头的就是我们公会的啦 嘿嘿。
HT200
每 台 件 数
铸件
设备名称 摇臂钻床 夹具编号
1
设备编号
1
同时加工件数
1
切削液
工位器具编号
工位器具名称
工序工时 (分) 准终 单件
工步号
工
步
内
容
工
艺
装
备
主轴转速 r/min 630 250
切削速度 m/min 16.8 7.85
进给量 mm/r 0.3 1.5
切削深度 mm 0.8 1.5
进给量 mm/r 0.5 0.5
切削深度 mm 3.5 3.5
进给次数 1 1
工步工时 机动 辅助 9 5
1 2
钻 2- 30 mm 孔 钻 24 mm 孔
锥柄阶梯麻花钻 锥柄阶梯麻花钻
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期) 会 签(日期)
标记
处数 更改文件号 签字
日期
产品型号
零件图号
晋中学院
材 料 牌 号 工 序 号 工 名 工 序 称
机械加工工艺过程卡片
产品名称
主轴箱体
工 设 备
零件名称 每毛坯件数 工
主轴箱体 1
艺 每 台 件 数 装 备
共
6 页 第 1 页
备 注 工 准终 时 单件
HT200
毛 坯 种 类 序 内
铸件
容
毛坯外形尺寸 车 间
665×345×240
进给次数 1 1
工步工时 机动 辅助 26 66
1 2
扩钻 6- 8.5 mm 攻 6-M10 螺纹
锥柄阶梯麻花钻 机用丝锥
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期) 会 签(日期)
标记
处数 更改文件号 签字
日期
标记 处数 更改文件号 签字
日期
NBA2K12 操作技术教程千呼万唤死出来
将 2-φ8H7mm 及 4-φ7.8mm 均扩钻至φ8.5mm,攻 金工 6-M10mm 螺纹 去毛刺,检验,入库 金工
设 计(日 期) 校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
标记
处 更改文件号 签 数
字
日
期 标记 处数 更改文件号 签
字 6.04
2011.0
铣
机械加工工序卡片
HT200
每 台 件 数
铸件
设备名称 组合镗床 夹具编号
1
设备编号
1
同时加工件数
1
夹具名称 切削液
工位器具编号
工位器具名称
工序工时 (分) 准终 单件
工步号
工
步
内
容
工
艺
装
备
主轴转速 r/min
切削速度 m/min 30
进给量 mm/r 0.2
切削深度 mm 0.5
进给次数 1
工步工时 机动 辅助
1
精镗主轴孔Ⅰ
1
设备编号
1
同时加工件数
1
夹具名称 切削液
工位器具编号
工位器具名称
工序工时 (分) 准终 单件
工步号
工
步
内
容
工
艺
装
备
主轴转速 r/min
切削速度 m/min 30
进给量 mm/r 0.2
切削深度 mm 0.5
进给次数 1
工步工时 机动 辅助
1
精镗各纵向孔
1TA20 镗销头,通 用镗刀。
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期) 会 签(日期)
标记
处数 更改文件号 签字
日期
标记 处数 更改文件号 签字
日期
镗
机械加工工序卡片
产品型号 产品名称
零件图号
车床
车间 金工车间 毛 坯 种 类
零件名称
主轴箱体
工序名称 镗 每毛坯可制件 数
共 10 页
第7页
工序号
材 料 牌 号
70
毛坯外形尺寸 665×345×240 设备型号
工步号
工
步
内
容
工
艺
装
备
主轴转速 r/min
切削速度 m/min 24
进给量 mm/r 0.5
切削深度 mm 2.75
进给次数 1
工步工时 机动 辅助
1
粗镗各纵向孔
1TA20 镗销头,通 用镗刀。
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期) 会 签(日期)
标记
处数 更改文件号 签字
日期
袄 莄 肁 螄 蚈 袆 蚂 虿 聿 肃 薀 蚀 膃 袀 薁 芇 肅 螈 薂 莁 薃 蒅 羆 芄 薄 芁 羈 蚁 薅 芅 蕿 薆 羀 薇 肀 膇 螇 蒈 膄 羂 葿 芈 腿 羅 莂 袃 蒀 蒆 膁 螀 蒁 袅 薈 蒂 肂 袈 蒃 袇 螆 肄 莅 衿 羄 肆 袂 莆 艿 芃 莇 莃 肇 莈 蒇 膅 羇 荿 肈 罿 螅 膂 蚃 螃 芆 羁 蚄 莀 膈 袁 蚅 蒄 羃 蝿 膆 膀 蚆 蚇 芀
HT200
每 台 件 数
铸件
设备名称 摇臂钻床 夹具编号
1
设备编号
1
同时加工件数
1
切削液
工位器具编号
工位器具名称
工序工时 (分) 准终 单件
工步号
工
步
内
容
工
艺
装
备
主轴转速 r/min 630 630 500
切削速度 m/min 13.8 17.4 12.6
进给量 mm/r 0.3 0.3 0.3
切削深度 mm 3.5 0.8 0.1
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
钻
机械加工工序卡片
产品型号 产品名称
零件图号
车床
车间 金工车间 毛 坯 种 类
零件名称
主轴箱体
工序名称 钻 每毛坯可制件 数
共 10 页
第2页
工序号
材 料 牌 号
20
毛坯外形尺寸 665×345×240 设备型号 Z3025 夹具名称
第8页
工序号
材 料 牌 号
80
毛坯外形尺寸 665×345×240 设备型号 Z3025 夹具名称
HT200
每 台 件 数
铸件
设备名称 摇臂钻床 夹具编号
1
设备编号
1
同时加工件数
1
切削液
工位器具编号
工位器具名称
工序工时 (分) 准终 单件
工步号
工
步
内
容
工
艺
装
备
主轴转速 r/min 200 250
切削速度 m/min 18.8 18.8
进给次数 1 1 1
工步工时 机动 辅助 21.6 39.6 70.0
1 2 3
钻 6- 7 mm 孔 扩钻 6- 7.8 mm 孔 铰 2- 8 H 7 孔
锥柄麻花钻 锥柄扩孔钻 锥柄机用铰刀
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期) 会 签(日期)
标记
处数 更改文件号 签字
车间 金工车间 毛 坯 种 类
零件名称
主轴箱体
工序名称 铣
共 10 页
第4页
工序号