数控车床加工酒杯
数控车床上的工艺品有哪些

数控车床上的工艺品有哪些
数控车床上可以加工的工艺品种类非常丰富,以下列举部分常见工艺品:
1. 机械零件:如螺母、螺栓、齿轮等精密零部件。
2. 轴类零件:如轴杆、轴套、中空轴等。
3. 塑料零件:如塑料挤出机模具、注塑机模具等。
4. 铜零件:如铜轴套、铜套、铜圈等。
5. 铝零件:如铝合金壳体、铝合金齿轮、铝合金振动器等。
6. 钢件加工:如各种规格的钢管、钢板、钢轴等。
7. 铁件加工:如铁芯、铁管、铁箍等。
8. 雕刻工艺品:如木头雕刻、铜雕、石雕等。
需要注意的是,数控车床能够加工的工艺品很多,不同的工艺品需要不同的加工工艺和技术。
具体加工工艺会根据工件的材料、形状以及加工要求而有所不同。
数控车中对酒杯的仿真加工
一.教学目标:二.任务及学情分析:(一)任务分析1、能够读懂零件图;对加工零件进行加工工艺分析,填写数控加工工艺卡片;2、会编写加工程序并使用数控仿真软件进行程序校验;3、能进行数控仿真加工,并根据结果对数控程序的修改;(二)学情分析1、中职生学习目的不明确,学习兴趣不浓、学习习惯较差。
2、学生进行该项目之前已经学习了数控编程的基础理论及简单零件的加工。
(三)教学内容的分析本节内容隶属于模块二的第三课题,是学生在学习了循环指令代码之后,已进行一些简单的零件的加工,为加深对循环指令的灵活运用而设计的一个项目,并为酒杯的实际加工做准备而进行仿真加工的学习。
它直接关系到实际加工的编程速度和准确率、加工生产率、经济效益、生产成本,是不容忽视的关键知识点。
(四)教学准备1、讲授安排在教学区进行。
以讲授法、对比法为主。
因此要确保电脑、投影仪的功能正常;印发零件图人手一份,学生准备好笔记本、练习本。
2、演示、练习在数控仿真机房进行。
在上课的前分好小组;确保电脑运转正常;印发工艺卡、评价表;做好仿真加工、小组评比、误差分析等准备。
三.课时安排:2课时四.酒杯图样:实物图:零件图:五.教学实施为激发学生的学习兴趣,选择酒杯加工作为项目进行教学,将教学内容分布在酒杯的制作过程当中。
首先让学生在课外时间收集相关资料,调查和计算一套酒杯的生产成本并且提出一个降低自身成本的建议,再让其讨论如何在数控机床上加工,这样学生非常有兴趣、有积极性。
教学过程是学生认知习技的过程,是掌握知识、形成技能和培养能力、生活情趣和工作作风的主要途径。
为达到预期的教学效果,对整个教学过程进行了整体规划和设计,由学生情况、授课内容及性质入手,结合学生的认知规律和掌握技能的方法,精心组织教学的各个环节。
1、示范项目:在让学生设计加工之前,可以先展示一些优秀作品引导和启发学生。
2、展开项目:3、项目评价(8分钟)项目评价包括自我评价、小组评价和教师评价三部分,自评/互评表如下:4、项目展示对于仿真加工的作品,通过图片制作软件,制作专门展版,送给学校的领导、老师及来校参观的领导和朋友们,或在招生宣传时送给初三毕业生及其家长等等,当同学们欣赏自己的项目成果,表扬和赞赏会使他们感到无比的自豪。
NCStudio 操作手册
维宏®数控系统NCSTUDIO V5.4软件使用手册目录升级纪录............................................................................................................................ I I 目录.. (I)1概述 (1)1.1软件特性 (1)2系统安装与连接 (3)2.1N CSTUDIO™的系统基本配置 (3)操作系统 (3)2.2N CSTUDIO™系统的安装 (4)安装Ncstudio™软件 (5)安装Ncstudio™运动控制卡 (8)重新启动计算机 (8)2.3其他安装问题 (8)2.4卸载N CSTUDIO™系统 (9)2.5N CSTUDIO™控制卡与驱动系统的连接 (10)3NCSTUDIO™基本概念 (11)3.1操作模式与状态 (11)操作模式 (11)操作状态 (12)3.2机床坐标系 (13)机械坐标系 (13)工件坐标系 (13)4NCSTUDIO™操作界面 (15)4.1标题栏 (16)4.2菜单栏 (17)4.3工具栏 (18)4.4数控信息栏 (19)4.5状态栏 (19)4.6数控状态窗口 (19)加工状态和时间信息 (20)进给速度 (21)机床控制 (22)4.7自动操作窗口 (23)4.8手动操作窗口 (25)4.9加工轨迹窗口 (28)三维视图模式 (28)上下文菜单 (31)设置个性化参数 (31)4.10系统日志窗口 (32)4.11程序管理窗口 (33)4.12系统参数窗口 (34)加工参数 (35)厂商参数 (38)4.13程序编辑窗口 (41)4.14输入输出状态(I/O状态)窗口 (42)5NCSTUDIO™菜单系统 (44)5.1“文件”菜单 (44)打开并装载 (44)卸载 (45)新建加工程序 (46)打开并编辑 (46)编辑当前加工程序 (46)保存 (46)另存为 (46)保存并装载 (47)关闭 (47)最近装载的加工程序 (47)最近编辑的加工程序 (47)退出 (47)5.2“编辑”菜单 (48)5.3“查看”菜单 (49)工具栏 (50)状态栏 (50)全屏 (50)显示加工程序行号 (51)跟踪加工程序当前行 (51)加工程序信息 (52)5.4“操作”菜单 (52)单步执行 (53)设置当前点为工件原点 (53)设置当前点工件坐标 (54)回工件原点 (54)开始 (55)暂停 (56)停止 (56)进入仿真模式并开始仿真 (56)高级开始 (57)断点继续 (57)执行加工指令 (58)微调 (61)对刀 (62)回机械原点 (62)复位 (63)限位释放 (64)5.5“机床”菜单 (64)5.7“帮助”菜单 (65)6操作步骤 (66)6.1开机 (66)6.2机械复位(可选) (66)6.3载入加工程序 (66)6.4手动操作 (67)6.5确定工件原点 (67)6.6执行自动加工 (68)6.7直接定位功能 (69)7操作时的注意事项 (70)7.1多任务执行注意事项 (70)7.2回机械原点注意事项 (70)8最终用户软件许可协议....................................................... 错误!未定义书签。
毕业设计红酒杯在数控车床上的工艺设计编程和加工过程
红酒杯设计及加工摘要论文通过红酒杯的设计和加工,一方面力求做到按红酒杯的设计理论制定出一套合理的设计方案,所设计的红酒杯要符合经济、实用、精美的原则。
产品的造型部分将运用UG NX4.0和AutoCAD这两款软件,前者用于实体建模,后者用来绘制二维工程图。
在按要求完成产品造型的同时,也进一步了解和熟悉这两款软件的各个功能。
另一方面,产品零件的加工将在数控车床上完成,因工件的形状较规则,编程简单,故可采用手工编程加工。
加工前将编写详尽的生产加工程序单和加工工艺流程表。
产品的实际加工将作为检验产品设计方案的有效途径,最后再根据加工情况修改和完善产品的设计方案,最终生产出符合要求的红酒杯产品。
关键词:红酒杯;手工编程;数控车削.目录1 绪论12 红酒杯设计 22.2材质选择 (2)2.3主要品牌 (3)2.4设计初稿 (5)3 红酒杯实体造型 53.1 零件造型思路 (5)3.2 红酒杯实体造型 (6)3.2.1 新建零件文件 (6)3.2.2 绘制截面曲线的草图 (6)3.2.3 利用回旋生成实体 (7)3.2.4 实体倒圆角 (8)3.2.5 隐藏实体多余轮廓线 (9)3.2.6 保存文件 (9)4 红酒杯编程加工94.1 加工工艺分析 (9)4.2 分析零件图样,确定加工方案 (10)4.3 零件材料分析 (10)4.4数控机床的选择 (11)4.5 工件的定位与装夹 (12)4.6 刀具选择与安装 (13)4.7 编制数控加工程序 (13)4.8 数控加工注意事项 (15)4.9工件验收与质量误差分析 (16)5 结论186 谢辞19参考文献20附录A 21附录B 22绪论进入21世纪,制造业已成为推进社会生产力的重要力量,数控技术作为现代制业的先进方式,已得到了广泛的普及。
作为数控专业的毕业生,必须达到熟练掌握常用数控机床的操作,了解不同产品的加工工艺并制定出合理的加工方案,还应具备产品设计和利用工具软件造型等技能。
数控加工一体化课程——子弹挂件的加工
6 学习目标
专业 能力目标
• 1.独立完成简单零件的数 控车加工并达到要求
• 2.会检测零件,进行质量 分析、总结和反馈
• 1.收集信息制定计划 • 2.审定计划,提出最佳
解决方案 • 3.实践加工并总结错误,
积累经验
方法 能力目标
综合职业 能力
社会 能力目标
• 1.小组协作、沟通表达、 合作意识
个性 特点
学生思维活跃,喜欢动手操作,对该零件加工的兴趣浓厚。
知识 学生已经通过车工中级工考核,掌握了普车的车削加工方法,具备一定 基础 的制图基础、工艺分析的能力,具有车间安全规范操作意识。
5 教学资源
教学环境: 数车一体化实训 教学车间 (划分四个区域)
教学讨论区
资料查询区
仿真实训区
技能教学区
5 教学资源
设备工具:电脑、网络及多媒体用具。
教学资料:《数控车床实训安全操作规程》、《一体 化课程标准》、《数控车床操作手册》、《数控机床 车削加工直接编程技术》、《机械加工切削手册》、 《学生工作页》、安全教育试卷、工件评分表、自我 评价表、小组评价表、教师评价表、A0纸、彩色笔、 工作页、教案课件、卡纸等。
环节二:制订计划、知识准备(8课时)
重点内容Ⅰ——制订工艺方案。
化解方法:
学生通过查询资料、小组讨论、分组陈述,制定手枪子弹挂件的加工工 艺方案;培养学生独立分析、解决问题的能力。师生间的互动,及同组学生 之间的交流,培养学生协调合作、沟通表达和决策能力。
环节二:制订计划、知识准备(8课时)
重点内容Ⅱ——编写加工程序。
• 2.认真、严谨、细致的 工作作风
• 3.职业素养,精益求精 的工匠精神
二、教 学 组 织
数控车床加工酒杯

2.刀具的选用。 a.内孔 b.外圆
3.确定切削用量及加工工艺。
• 抢答题:
• 在下列选项中选择合理的工艺参数。粗车 外圆时F(进给量)可以选用 C ,S (主轴转速)可以选用 E ;精车外圆时 F可以选用 A ,S可以选用 F ;粗 E 精 车内孔F可以选用___ A ,S可以选用___; B ,S可以选用____ G 。 车内孔F可以选用____ A、0.15mm/r B、0.1mm/r C、0.2mm/r D、15mm/min E、600r/min F、1000r/min G、800r/min
F0.15
F0.1 F0.2 F0.15
1.5
0.2 1.5 0.2
0.2
M98、 T02 M99 M98、 T03 M99
0.2
4
精加工外形轮廓
(二)数值确定
1.循环点坐标确定(图纸标出)。 2.循环次数计算:总切除量除以每次进刀量。 N=(50-20.8)÷3≈10 3.起点坐标计算:精车轮廓第一点坐标+循环次 数*每次切削深度+加工余量 78.2=48.0+10*3+0.2
(三)项目编程
子程序的编程注意点: a.使用增量坐标写出加工路线; b.让程序沿X向(或Z向)循环进刀; c.设置好背吃刀量; d.计算出加工次数。 以小组为单位进行编程
参考程序
O 0001(内轮廓) M03 S600; G99 T0101; G00 X45. Z5.; G71 U1.5. R1.0; G71 P1 Q2 U-0.2 W0 F0.2; N1G01 X42.24.; Z0; G02 X27.6 Z-38.82 R62.5; G03 X11.74 Z-47.9 R8.; N2 G01 X10.; S800; G70 P1 Q2; G00 X100. Z100.; M05; M30;
模具加工中数控设备的必要性
模具加工中数控设备的必要性作者:张俊鹏来源:《商品与质量·消费视点》2013年第09期摘要:在现代生产中,模具已成为大批量生产各种工业产品和日用生活品的重要工艺装备。
应用模具的目的在于保证产品的质量,提高生产率,并且降低生产成本。
所以模具工业已成为世界上不可忽视的产业,而模具工业的发展将与我们的生活、工作息息相关。
模具工业的发展关键是模具技术的发展。
由此这篇文章将浅显的分析当今国内橡胶模具工业的发展现状。
本论文主要介绍模具加工现状,数控机床的分类,数控机床的加工特点。
关键词:模具加工现状;数控加工特点;数控加工种类一、模具加工现状(1)模具精度高;模具生产周期短。
(2)各层次的模具技术人才资源不足。
(3)模具标准化程度不高,模具及其零部件的商品率偏低。
(4)模具制造的专业化程度和集中度有待进一步提高。
(5)模具及其零部件市场价偏低,模具修理费用更低,而且没有市场指导价,完全靠购销双方”议价”,地区与厂际之间价差悬殊。
(6)模具新技术、新工艺、新设备、新材料推广应用缓慢,特别是国内自行开发的模具新材料大多至今未能推广应用。
(7)设备老化严重,超期服役的情况普遍。
二、数控加工的特点与应用数控加工是一种现代化的加工手段。
同时数控加工技术也成为一个国家制造业发展的标志。
利用数控加工技术可以完成很多以前不能完成的曲面零件的加工,而且加工的准确性和精度都可以得到很好的保证。
总体上说,和传统的机械加工手段相比数控加工技术具有以下优点:(1)加工效率高。
利用数字化的控制手段可以加工复杂的曲面。
而加工过程是由计算机控制,所以零件的互换性强,加工的速度快。
(2)加工精度高。
同传统的加工设备相比,数控系统优化了传动装置,提高分辨率,减少了人为误差,因此加工的效率可以得到很大的提高。
(3)劳动强度低。
由于采用了自动控制方式,也就是说加工的全部过程是由数控系统完成,不象传统加工手段那样烦琐,操作者在数控机床工作时,只需要监视设备的运行状态。
软件加工薄壁套的工艺分析与编程方案.doc2
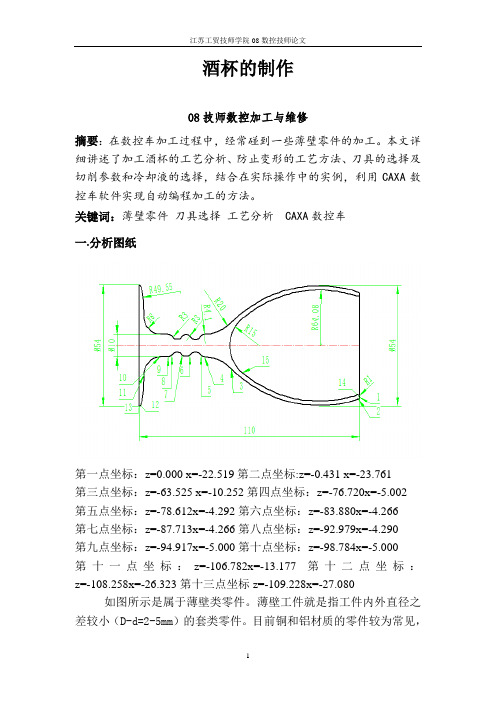
酒杯的制作08技师数控加工与维修摘要:在数控车加工过程中,经常碰到一些薄壁零件的加工。
本文详细讲述了加工酒杯的工艺分析、防止变形的工艺方法、刀具的选择及切削参数和冷却液的选择,结合在实际操作中的实例,利用CAXA数控车软件实现自动编程加工的方法。
关键词:薄壁零件刀具选择工艺分析 CAXA数控车一.分析图纸第一点坐标:z=0.000 x=-22.519第二点坐标:z=-0.431 x=-23.761第三点坐标:z=-63.525 x=-10.252第四点坐标:z=-76.720x=-5.002第五点坐标:z=-78.612x=-4.292第六点坐标:z=-83.880x=-4.266第七点坐标:z=-87.713x=-4.266第八点坐标:z=-92.979x=-4.290第九点坐标:z=-94.917x=-5.000第十点坐标:z=-98.784x=-5.000第十一点坐标:z=-106.782x=-13.177第十二点坐标:z=-108.258x=-26.323第十三点坐标z=-109.228x=-27.080如图所示是属于薄壁类零件。
薄壁工件就是指工件内外直径之差较小(D-d=2-5mm)的套类零件。
目前铜和铝材质的零件较为常见,特别是压力和管路的连接零件。
但薄壁零件的加工是车削中比较棘手的问题,原因是薄壁零件刚性差,强度弱,在加工中极容易变形,使零件的形位误差增大,不易保证零件的加工质量。
对于批量大的生产,我们可利用数控车床高加工精度及高生产效率的特点,并充分地考虑工艺问题对零件加工质量的影响,为此对工件的装夹、刀具几何参数、程序的编制等方面进行研究和实验,有效地克服薄壁工件加工过程中出现的变形,保证了加工精度,为今后更好的加工薄壁零件提供了解决问题的具体办法。
所示图形的特点是壁比较薄,带有圆弧且有一小段细长轴,对刀具有要求,编程复杂有一定加工难度。
一.工艺分析1.机床的选择:法拿克系统数控车床。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
F0.15
F0.1 F0.2 F0.15
1.5
0.2 1.5 0.2
0.2
M98、 T02 M99 M98、 T03 M99
0.2
4
精加工外形轮廓
(二)数值确定
1.循环点坐标确定(图纸标出)。 2.循环次数计算:总切除量除以每次进刀量。 N=(50-20.8)÷3≈10 3.起点坐标计算:精车轮廓第一点坐标+循环次 数*每次切削深度+加工余量 78.2=48.0+10*3+0.2
参考程序
O0002;(外轮廓) M03 S600; G99 T0202; G00 X78.0 Z5.; M98 P100003; GOO X100. Z100.; M05; M30; O0003; G01 U-3. F0.2; W-5.; G02 U-16.08 W-35.66 R60.; G03 U-8.18 W-12.03 R12.; G02 U-2.94 W-3.10 R4.; G01 U0 W-5.66; G02 U5.93 W-3.86 R4.; G01 U9.71 W-1.3; G03 U3.56 W-2.32 R2.4; G01 U8.; G00 W68.93; M99;
酒杯的加工制作
• 课程名称:《数控加 工技术》 • 教师:董华丽
• 班级:08(19) • 人数:38
项目名称:
运用子程序编程
—酒杯的加工制作
项目目标: • 会运用子程序指令M98、M99进行编程。 • 会运用数控车床加工酒杯。
项目内容:
• 任务一:运用所学知识,对酒杯的加工工艺 分析,编制数控加工程序。 • 任务二:用GSK980TD数控车床完成酒杯的 加工。
检测项目 机 床 操 作 1 2 3 4
技术要求 按步骤开机、检查、润滑 回机床参考点 按程序格式输入程序、检查 及修改 程序轨迹检查 工、夹、刀具的正确安装 按指定方式对刀 检查对刀 Φ 48 Φ 40 Φ 20.8 63.93
配 分 4 4 4 4 4 4 4 8 8 8 3
评分标准 不正确无分 不正确无分 不正确无分 不正确无分 不正确无分 不正确无分 不正确无分 超差0. 05扣4分 超差0.05扣4分 超差0.05扣4分 超差无分
任务二:酒杯的加工
一.项目加工
(一)检查程序无误后,输入数控系统。 (二)对刀、加工。
(三)完成后用游标卡尺测量,填写项 目评估表。
• 安全文明生产:
• 1 .一个学生操作时,其他所有学生都不可以
按操作面板上的任何按钮。
• 2 .车床启动后,在车床自动连续运行前, 必须监视其运转状态。 • 3 .车床运转时不得调整刀具和测量尺寸, 手不得靠近旋转的刀具和工件。
(三)项目编程
子程序的编程注意点: a.使用增量坐标写出加工路线; b.让程序沿X向(或Z向)循环进刀; c.设置好背吃刀量; d.计算出加工次数。 以小组为单位进行编程
参考程序
O 0001(内轮廓) M03 S600; G99 T0101; G00 X45. Z5.; G71 U1.5. R1.0; G71 P1 Q2 U-0.2 W0 F0.2; N1G01 X42.24.; Z0; G02 X27.6 Z-38.82 R62.5; G03 X11.74 Z-47.9 R8.; N2 G01 X10.; S800; G70 P1 Q2; G00 X100. Z100.; M05; M30;
任务一:工艺分析与编程
(一)工艺分析 1.看图纸上设计的酒杯,用机械设计等相关知识
分析其结构特点。 a.观察零件,结合加工情况,思考、分析结构组 成。 b.以组为单位,讨论,并选代表发言。
2.刀具的选用。 a.内孔 b.外圆
3.确定切削用量及加工工艺。
• 抢答题:
• 在下列选项中选择合理的工艺参数。粗车 外圆时F(进给量)可以选用 C ,S (主轴转速)可以选用 E ;精车外圆时 F可以选用 A ,S可以选用 F ;粗 E 车内孔F可以选用___,S可以选用___;精 A B G 车内孔F可以选用____,S可以选用____。 A、0.15mm/r B、0.1mm/r C、0.2mm/r D、15mm/min E、600r/min F、1000r/min G、800r/min
得分
项 目 评 估
外 圆
5 6 7 8 9 10 长 度 11
项目评估:
1.学生自己总结收获; 2.小组互相评价;
3.教师评价得出项目加工冠军。
知识巩固:运用子程序编写程序
谢谢!
铜山职教中心机电部 董华丽
数控加工工艺卡
零件名称 工 步 号 酒杯 零件图号 G、M 功能 T功 能 A4 转速 r/min 数控系 FANUC-oi 统 进给速 背吃刀量 mm 度 mm
精加工内形轮廓 粗加工外形轮廓
G71
G70
T01
T01
600
800 600 1000