年产十万吨啤酒厂糖化锅设计
发酵工程设计概论
= 4465 kg
总重 G = G1+ G2 + G3 = 29789.5 kg
(三)发酵罐个数
N = V0z/24V总Ф+1 = (667*480)/(24*575*0.85) +1 = 28.3
V=20736/1018=20.4 m3
Q=V/t=20.4*60/20=60.12 m3/h 可求得 d1=93 mm 查表12,取无缝钢管外径108mm,壁厚4mm。
(2)出料管直径d2
糖化醪
G=54518kg
体积
V=54518/1068=51 m3
设糖化醪在30分钟内打入过滤槽,速度w=2m/s.
V = V圆柱+V封+V底
=πD2/4 *H+πD3/24+π/3(D2/4)(D/2)ctg(73°/2)
=462.364/0.85
经计算 D = 6 m
H = 3D=18 m
罐顶 h1 =0.25*D = 1.5 m
罐底 h2 =D/2*ctg(73/2) = 4.05 m
发酵罐总高 H 总= 18+1.5+4.05 = 23.55 m
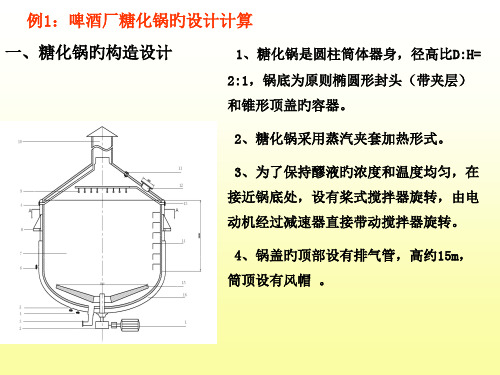
二、糖化锅旳设计计算
1、主体尺寸旳拟定
设一批糖化过程中:
麦醪质量G=33792kg
米醪质量G=20726kg
麦醪密度ρ=1068kg/m3 米醪密度ρ=1018kg/m3
糖化锅填充系数ψ=0.65
所以
V有效=G麦醪/ρ麦醪+ G米醪/ρ米醪
V总=V有效/ψ
= 33792/1068+20726/1018
啤酒厂设计重点设备——稿子糊化锅
第1章绪论1.1啤酒发展简介啤酒经过几千年的发展历史,已成为世界上产量最大、酒精含量最低,营养非常丰富的酒种,是广大消费者普遍喜爱的大众型饮料。
早在1977年7月在墨西哥举行的第九届“国际营养食品会议”上啤酒就被正式列为营养食品。
1.1.1世界啤酒业的发展人类使用谷物制造酒类饮料已有几千年的历史。
已知最古老的酒类文献,是公元前6000年左右巴比伦人用黏土板雕刻的献祭用啤酒制作法,公元前4000年美索不达米亚地区已有用大麦、小麦、蜂蜜制作的16种啤酒。
公元前3000年起开始使用苦味剂,但首次明确使用酒花作为苦味剂是在公元768年。
公元前18世纪古巴比伦国王汉穆拉比颁布的法典中,已有关于啤酒的详细记载。
公元前1300年左右,埃及的啤酒作为国家管理下的优秀产业得到高度发展。
啤酒的酿造技术是由埃及通过希腊传到西欧的。
公元1~2世纪,古罗马政治家普利尼(公元62~113)曾提到过啤酒的生产方法,其中包括酒花的使用。
17~18世纪,德国啤酒盛行,一度使葡萄酒不景气。
19世纪初,英国的啤酒生产大规模工业化。
19世纪中叶,德国巴伐利亚洲开始出现下面发酵法,酿出的啤酒由於风味好,逐渐在全国流行。
德国在19世纪颁布法令,严格规定啤酒的原料以保持啤酒的纯度,而且由於实行下面发酵法和进行有规律的酵母纯粹培养,从而提高了啤酒的质量,成为近代慕尼黑啤酒享有盛誉的基础。
17世纪初荷兰、英国的新教徒将啤酒技术带入美洲大陆,1637年在马萨诸塞建立了最初的啤酒工厂,不久,啤酒作为近代工业迅速发展,美国成为超过德国的啤酒生产大国。
19世纪,酿造学家相继阐明有关酿造技术。
1857年,L.巴斯德确立生物发酵学说;1845年,C.J.巴林阐明发酵度理论;1881年,E.汉森发明了酵母纯粹培养法,使啤酒酿造科学得到飞跃的进步,由神秘化、经验主义走向科学化。
目前全世界啤酒年产量已居各种酒类之首。
1.1.2中国啤酒业的发展19世纪末,啤酒进入中国,1900年俄国人在哈尔滨市首先建立了啤酒厂,此后,不少外国人在东北和天津、上海、北京等地建厂,如东方啤酒厂,上海斯堪的纳维亚啤酒厂(上海啤酒厂前身),哈尔滨啤酒厂,北京啤酒厂等,这些酒厂都由外国商人经营。
年产10万吨啤酒厂糖化车间设计

年产12万吨啤酒厂糖化车间设计本设计的内容摘要:啤酒,但是酿造原理却是一样的。
在整个酿造过程中,大体可以分为四大工序:麦芽制造;麦汁制备;啤酒发酵;啤酒包装与成品啤酒。
其中麦汁制造是啤酒生产的重要环节,它包含了对原料的糊化、液化、糖化、麦醪过滤和麦汁煮沸等处理工艺。
设计从实际生产出发,确定出生产10万吨啤酒所需要的物料量,热量和糖化车间内的常用设备如糊化锅、糖化锅、过滤槽、煮沸锅、沉淀槽及薄板冷却器的主要尺寸、选型以及其他辅助设备、管道的选型。
设备均是现今国内常用的类型,具有一定的先进性。
而且对整个车间的布局进行了设计,包括设备布置图,工艺流程图等。
关键词:糖化锅物料衡算热量衡算一、前言:啤酒是全世界分布最广,也是历史最悠久的酒精性饮料,它的酒精度低、营养丰富、有益于人的健康,因而有“液体面包”之美称,受到众人的喜爱。
我国最新的国家标准规定:啤酒是以大麦芽(包括特种麦芽)为主要原料,加酒花,经酵母发酵酿制而成的、含二氧化碳的、起泡的、低酒精度(2.5%~7.5%,V/V)的各类熟鲜啤酒。
目前,我国人均啤酒消费量虽然已接近22升,但中西部地区仅在10升左右,8亿多人口的农村人均连5升不到。
因此,我国啤酒市场还拥有很大的挖掘潜力,消费量仍将保持增长。
啤酒品种很多,一般可根据生产方式,按产品浓度、啤酒的色泽、啤酒的消费对象、啤酒的包装容器、啤酒发酵所用的酵母菌等种类来分类。
◆根据原麦汁浓度分类啤酒酒标上的度数与白酒上的度数不同,它并非指酒精度,它的含义为原麦汁浓度,即啤酒发酵进罐时麦汁的浓度。
主要的度数有18、16、14、12、11、10、8度啤酒。
日常生活中我们饮用的啤酒多为11、12度啤酒。
◆根据啤酒色泽分类淡色啤酒——色度在5-14EBC之间。
淡色啤酒为啤酒产量最大的一种。
浅色啤酒又分为浅黄色啤酒、金黄色啤酒。
浅黄色啤酒口味淡爽,酒花香味突出。
金黄色啤酒口味清爽而醇和,酒花香味也突出。
浓色啤酒——色泽呈红棕色或红褐色,色度在14-40EBC之间。
年产十万吨啤酒厂糖化锅设计
年产十万吨啤酒厂糖化车间糖化锅设计目录一、糖化的定义 (1)二、糖化的方法 (1)三、糖化过程热量及物料衡算 (1)(一)、热量衡算 (1)(二)糖化过程物料衡算 (3)四、糖化锅设备设计 (4)(一)、功能用途 (4)(二)、糖化锅的分类 (4)(三)、糖化锅型号的选择 (4)(四)、糖化锅的相关计算 (5)(1)、搅拌功率计算 (6)(2)、电机的选择 (8)(3)、轴承选型 (8)(4)、糖化锅排醪管(至滤过槽) (8)(5)、糖化醪出口管 (8)(6)、下粉筒 (9)(7)、糖化锅进水管 (9)(8)、加热蒸汽进管 (9)(9)、冷凝水接管 (10)(10)、不凝蒸汽出口 (10)(11)、锅内冷凝水出口 (11)(12)、人孔 (11)(13)视镜 (11)参考文献 (13)附图如下: (13)一、糖化的定义糖化是指将麦芽和辅料中高分子贮藏物质及其分解产物(淀粉、蛋白质、核酸、半纤维素等及其分解中间产物),通过麦芽中各种水解酶作用以及水和热力作用使之分解并溶于水的过程。
原料麦芽的冷水浸出物,仅占17%左右,非发芽谷物更少。
经过糖化过程的酶促分解和热力的作用,麦芽的浸出率提高到75%~80%,大米的无水浸出率提高到90%以上糖化过程提高了原料和辅料的浸出率。
糖化过程中原料和辅料的分解深度即分解产物的基本要求是:淀粉被最大限度的分解成可溶性无色糊精和麦芽糖等可发酵性糖类,二者之间有一定的比例。
淀粉的分解产物占到麦汁组成的90%以上。
麦汁中以麦芽糖为主的可发酵糖类供酵母发酵产生酒精及副产物,低聚糊精是构成啤酒残余浸出物的主体,它给啤酒带来粘度和口味的浓醇性。
啤酒原料的利用率主要取决于淀粉的利用率,优良的糖化工艺可使淀粉分解以后99%进入麦汁。
二、糖化的方法糖化方法有多种。
煮出糖化法是指麦芽醪利用酶的生化作用和热力的物理作用,使有效成分分解和溶解,通过部分麦芽醪的热煮沸、并醪,使醪液逐步梯级升温至糖化完毕。
产10万吨12度淡色啤酒厂糖化车间煮沸锅锅体复习过程
目录第一章绪论 (2)第二章设计概论 (2)2.1 设计目的 (2)2.2 设计依据 (3)2.5 原料、辅料等物料的选择标准 (3)第三章生产工艺的选择及论证 (4)3.1 全厂工艺的选择及论证 (4)3.2 糖化工艺的选择及论证 (4)3.3 发酵工艺及设备的选择及论证 (6)第四章工艺计算 (8)4.1 物料平衡计算 (8)4.2 热量衡算 (10)4.3 耗水量的计算 (11)第五章相关设备计算与选型 (15)5.2 重点设备的设计选型 (15)第六章设计感想 (22)第七章参考文献 (23)第一章绪论啤酒是以麦芽为主要原料,添加酒花,经酵母发酵酿制而成的,是一种含二氧化碳、起泡、低酒精度的饮料酒。
由于其含醇量低,清凉爽口,深受世界各国的喜爱,成为世界性的饮料酒。
啤酒的原料是大麦。
大麦是世界上种植最早的谷物之一,几乎世界上所有地区都可种植,它的产量在谷物排名上,在小麦、玉米、稻谷之下,居第四位,而且大麦不是人类主要的粮食,习惯上作饲料。
酿酒后的麦糟中,蛋白质含量得到相对富集,更适宜于做饲料,于是,用大麦制啤酒得到发展。
中国近代啤酒是从欧洲传入的,据考证在1900年俄罗斯技师在哈尔滨建立了第一家啤酒作坊。
第一家现代化啤酒厂是1903年在青岛由德国酿造师建立的英德啤酒厂。
1915年在北京由中国人出资建立了双合盛啤酒厂。
从1905年到1949年的40多年中,中国只有在青岛、北京、哈尔滨、上海、烟台、广州等地建立了不到10年工厂,年产啤酒近一万吨,从1949年到1993年,我们用43年的时间,发展成为世界啤酒第二生产大国,这样的发展速度举世瞩目。
我国啤酒工业的未来主要有以下几方面的变化:产量的发展;规模的扩大;技术经济指标还有差距,要不断的提高;原料的发展;啤酒品种向多样化发展;高浓度酿造技术;非热消毒的纯生啤酒酿造;人才的培养等。
随着世界的发展,啤酒的生产技术逐步成为重点。
当今,纯生啤酒的生产技术,膜过滤技术,微生物检测和控制技术,糖浆辅料的使用逐步发展起来。
年产10万吨啤酒厂设计(1)文档
年产10万吨啤酒厂设计(1)文档年产10万吨啤酒厂设计摘要本文主要是简要的介绍年产10万吨10度淡色啤酒厂的工厂设计。
它主要包括啤酒发展,啤酒原料,啤酒厂建设的目的,啤酒厂的规划,啤酒工艺计算、啤酒厂设备的计算和重点设备的计算,啤酒厂的发展状况,啤酒厂资金的估算等方面的内容主要是糖化车间的工艺。
本设计一共画二张图:全厂平面布置图、工艺流程图。
本文设计的工厂采用3班倒的工作制,每天工作时间24小时,除去设备清洗和升温时间4小时,实际生产时间按20小时计,本设计设计了一个年产量10万吨啤酒厂主车间平面图及项目工艺方案的设计原则、方法、程序、设备、等等。
关键词:啤酒厂工厂设计工艺流程Annual production capacity of 100,000 tons Brewery Design AbstractThis paper is a brief introduction to an annual output of 100,000 tons of 10 degrees pallens brewery plant design. It is mainly the development of beer, beer raw materials, the purpose of building a brewery, breweries planning process of beer, the brewery equipment of computing and Calculation of key equipment, the development of breweries, brewery funding estimates, and so focused on the process of saccharification workshop. The design plans were drawn 2: Layout of the entire plant, Process Flow Diagram.In this paper, the use of 3 factories in the working shifts, working 24 hours a day, except for equipment cleaning and heating time 4 hours, the actual production time by 20 hours, the design tells the story of a 100,000 tons annual output of the main workshop Brewery project plan and process design principles,methods, procedures, equipment, and so on.Key words: brewery pallens saccharifying pot目录摘要................................................................... Abstract .............................................................. II 第1章绪论 ........................................... 错误!未定义书签。
年产十万吨啤酒厂设计
设计一个年产十万吨的啤酒厂是一个相当复杂的任务,需要综合考虑许多因素,包括生产工艺、设备选择、场地规划、人员组织等等。
在下面的文章中,我将详细阐述如何设计一个年产十万吨的啤酒厂。
首先,对于啤酒的生产工艺,需要选择合适的发酵工艺和酿造技术。
建议采用传统的大缸发酵工艺,其中包括麦芽淀粉转化为糖,然后再与酵母发酵为酒精。
此外,还需要建立完善的酒精浓度控制和调味技术,以确保产品的质量和口感。
其次,对于设备选择,需要考虑到年产量十万吨的规模,建议采用自动化生产线,以提高生产效率和质量稳定性。
包括啤酒麦芽磨碎设备、发酵罐、过滤设备、杂菌检测设备、灌装包装设备等等。
可以选择国内外知名的设备供应商,并与供应商建立合作关系,以确保设备的质量和售后服务。
另外,对于场地规划,需要考虑到酿酒厂的布局和流程。
建议将啤酒厂分为不同的区域,包括原料储存区、麦芽磨碎区、发酵区、过滤区、杂菌检测区、灌装包装区等。
为了提高效率,可以将不同的区域连接在一起,并通过输送带和管道等方式实现原料和成品的自动化输送。
此外,还需要设立合适的检验实验室和品质控制中心,以确保产品的质量和安全性。
最后,对于人员组织,需要建立一支专业的团队来管理和运营啤酒厂。
团队成员包括生产经理、工艺师、质量控制人员、销售人员等。
并且应该提供一系列专业培训和技能提升计划,以提高员工的专业素质和生产技巧。
总结起来,设计一个年产十万吨的啤酒厂需要综合考虑生产工艺、设备选择、场地规划和人员组织等因素。
只有在这些方面都做到科学严谨和合理规划的基础上,才能确保啤酒厂的高效运营和产品质量的稳定性。
希望以上的解答能够对您有所帮助。
年产万吨小麦啤酒的糖化车间的工艺设计
年产万吨小麦啤酒的糖化车间的工艺设计1. 引言随着人们对啤酒的需求增加,建设年产万吨小麦啤酒的糖化车间具有重要的意义。
本文将针对该车间的工艺设计进行详细讨论,包括主要工艺步骤、设备选型、工艺流程等内容。
2. 工艺步骤2.1 糖化工艺糖化是小麦啤酒生产的核心工艺步骤,该步骤将麦芽转化为可发酵的糖。
主要包括麦滚、糖化、糖化停止等子步骤。
•麦滚:将磨碎的麦芽与水混合,加热至一定温度,促使麦芽中的酶活化。
•糖化:在特定温度条件下,麦芽中的酶对淀粉进行水解,生成可发酵的糖。
•糖化停止:通过加热或其他方法停止酶的活性,使糖化反应停止。
2.2 发酵工艺发酵是将糖化得到的糖转化为酒精和二氧化碳的过程。
主要包括酵母培养、发酵、熟化等子步骤。
•酵母培养:选择合适的酵母菌株进行培养,确保菌体的数量和质量。
•发酵:将糖化得到的糖与酵母进行混合发酵,控制温度和时间,使糖转化为酒精。
•熟化:在一定的时间和温度条件下,使酒液进一步成熟,产生特定的风味和口感。
2.3 过滤和灌装工艺过滤和灌装是将发酵得到的啤酒进行净化和包装的工艺步骤。
•过滤:通过过滤设备对发酵后的啤酒进行澄清和净化,去除悬浮物和杂质。
•灌装:将经过过滤的啤酒灌装到瓶、罐等容器中,并进行密封和包装。
3. 设备选型根据年产万吨小麦啤酒的需求,需要选用适当的设备进行生产。
以下是主要设备的选型建议:•麦滚设备:选择大型不锈钢麦滚罐,具备自动控制和恒温功能,确保麦芽的充分糊化。
•糖化罐:选用具有良好保温性能的不锈钢糖化罐,可根据需要自动控制温度。
•发酵罐:选择容量适中的不锈钢发酵罐,具备自动控制发酵温度和压力的功能。
•过滤设备:采用高效的过滤设备,如膜分离器或压力过滤器,能够有效去除杂质。
•灌装线:选用自动化程度高的灌装线,能够实现快速、高效的包装生产。
4. 工艺流程基于以上工艺步骤和设备选型,制定了年产万吨小麦啤酒的工艺流程如下:1.将磨碎的麦芽与水混合,将麦芽加热至一定温度,进行麦滚。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
年产十万吨啤酒厂糖化车间糖化锅设计目录一、糖化的定义 (1)二、糖化的方法 (1)三、糖化过程热量及物料衡算 (1)(一)、热量衡算 (1)(二)糖化过程物料衡算 (3)四、糖化锅设备设计 (4)(一)、功能用途 (4)(二)、糖化锅的分类 (4)(三)、糖化锅型号的选择 (4)(四)、糖化锅的相关计算 (5)(1)、搅拌功率计算 (6)(2 )、电机的选择 (8)(3)、轴承选型 (8)(4)、糖化锅排醪管(至滤过槽) (8)(5)、糖化醪出口管 (8)(6)、下粉筒 (9)(7)、糖化锅进水管 (9)(8)、加热蒸汽进管 (9)(9)、冷凝水接管 (10)(10)、不凝蒸汽出口 (10)(11)、锅内冷凝水出口 (11)(12)、人孔 (11)(13)视镜 (11)参考文献 (13)附图如下: (13)、糖化的定义糖化是指将麦芽和辅料中高分子贮藏物质及其分解产物(淀粉、蛋白质、核酸、半纤维素等及其分解中间产物),通过麦芽中各种水解酶作用以及水和热力作用使之分解并溶于水的过程。
原料麦芽的冷水浸出物,仅占17%左右,非发芽谷物更少。
经过糖化过程的酶促分解和热力的作用,麦芽的浸出率提高到75%〜80%,大米的无水浸出率提高到90%以上糖化过程提高了原料和辅料的浸出率。
糖化过程中原料和辅料的分解深度即分解产物的基本要求是:淀粉被最大限度的分解成可溶性无色糊精和麦芽糖等可发酵性糖类,二者之间有一定的比例。
淀粉的分解产物占到麦汁组成的90%以上。
麦汁中以麦芽糖为主的可发酵糖类供酵母发酵产生酒精及副产物,低聚糊精是构成啤酒残余浸出物的主体,它给啤酒带来粘度和口味的浓醇性。
啤酒原料的利用率主要取决于淀粉的利用率,优良的糖化工艺可使淀粉分解以后99 %进入麦汁。
、糖化的方法糖化方法有多种。
煮出糖化法是指麦芽醪利用酶的生化作用和热力的物理作用,使有效成分分解和溶解,通过部分麦芽醪的热煮沸、并醪,使醪液逐步梯级升温至糖化完毕。
部分麦芽被几次煮沸即为几次煮出法。
本设计采用国内常用的双醪一次煮出糖化法三、糖化过程热量及物料衡算(一)、热量衡算本设计采用二次煮出糖化法糖化工艺流程为自来水,18C糊化锅大米粉2835.39kg 糖化锅麦芽粉20min过滤*糖化结束 Y -78C "- 100C10mi n由于本设计采用国内常用的双醪一次煮出糖化法, 下面就一气工艺为基准进行糖 化车间的热量衡算。
工艺流程如 6-1图,数据根据表5-2糖化用水耗热量Q根据工艺,糊化锅加水量为:G= (3898.990+779.80 ) X 4.5=21054.555kg式中,3898.990为糖化一次大米粉量,779.80为糊化锅加入的麦芽量(为大米 量的20%。
糖化锅加水量为: G 2=5068.69 X 3.5=17740.415kg式中,5068.69 为糖化一次麦芽粉量,即(5848.489-779.8 ) kg ,而 5848.489 为糖化一次麦芽定额量。
故糖化总用水量为:G=G+G=21054.555+17740.415=38794.97kg自来水平均温度取t i =18C ,而糖化配料用水温度12=50^,故耗热量为:料水比1 : 4.5料水比1 : 3.5—►60mi n麦芽粉567.08kg46.7C 10 m in10mi n 1 ftC---631rC60mi n70 C jI10 m in冷1 》 却j5mi n , r7mi n6048.82kg90 C 20min C 30min10025minQ=(G+G)C w(t2-t 1)=5189215.187kJ(二)糖化过程物料衡算全年生产天数为300天,设旺季生产240天,淡季生产60天。
旺季每天糖化数为7次,淡季每天生产次数为5次,则全年糖化次数为:240X 7+60X 5=1980 (次)计算的基础数据可算出每次投料量及其他项目的物料平衡。
(1)年实际生产啤酒:100000- 1.012=98814229.25L(2)清酒产量:98814229.25 -( 1-0.02 ) =100830846.2L(3)发酵液总量:100830846.2 -( 1-0.015) =102366341.3L(4)冷麦汁量:102366341.3 -( 1-0.016) =104030834.6L(5)煮沸后热麦汁量:104030834.6 -( 1-0.075) =112465767.2L20 C麦汁体积:112465767.2 - 1.04=108140160.8L12°P 麦汁质量为(20C):108140160.8 X 1.084=117.2 X 106Kg(6)混合原料量:117.2 X 106Kg X 12% 73.16%=19.23X 106Kg(7)麦芽耗用量:19.23 X 106Kg X 0.60=11.54 X 106Kg大米耗用量:(19.23 —11.54 )X 106=7.69 X 106Kg(8)酒花耗用量:112465767.2 X 0.2%=224931.53Kg根据经验估算,混合原料量定为19.3 X106Kg,实际产量才大于100000t啤酒。
把前述的有关啤酒糖化间的三项物料衡算计算结果,整理成物料衡算表:如表5-2所示。
表5-2 啤酒厂糖化车间物料衡算表备注:12°P淡色啤酒的密度为1012kg/m3,实际年生产啤酒为100376t四、糖化锅设备设计(一)、功能用途:糖化锅是用来进行麦芽粉的蛋白分解,并与以糊化的大米醪混合,使醪液保持一定的温度,进行淀粉糖化的设备。
用于糖化的设备使糖化锅。
(二八糖化锅的分类糖化锅的品种按啤酒成套糖化设备每次糖化的热麦汁产量划分为14, 25,35.5,50, 63, 90吊等五种。
糖化锅的结构形式按锅身形状和介质加热方式划分为六种,见表7-3表7-3糖化锅的分类表(三八糖化锅型号的选择根据QB917-89标准的规定,常用的糖化锅产品型号见表7-4表7-4常用糖化锅型号表根据实际情况,本设计采用JYV型糖化锅(四)糖化锅的相关计算根据物料以及热量衡算所得数据可知,一次糖化糖化锅中需要麦芽粉量为5068.69kg,加水17740.415kg,糊化锅中大米麦芽混合物量为 (3898.990+779.80 ) = 4678.79kg,加水21054.555kg,糊化时蒸发量为857.778kg。
因此第一次煮沸后,糊化醪量+ 糖化醪量=5068.69+17740.415+4678.79+21054.555-857.778=47684.672kg可知,大米粉含水量为13%,麦芽粉含水量为6%糖化醪干物质%= 5068.69 (1 6%)4678.79(1 13%) 100% 18.53%47684.672相对密度为1.08,贝糖化锅有效体积二47684.67244.15(m2) 1.08 1000糖化锅的容量系数在0.77〜0.82之间,锅身与高度之比一般取2:1。
设计估算可以按下式估算D,设底高部分为空余系数部分,取圆筒直径D 与高度H之比为2 : 1,贝U圆整 取D=5.0m H =2.5m 取容量系数为0.8 ,计算Q K 、A (假设加热用P=248.4Pa (绝)饱和蒸汽加热。
)依热量衡算部分数据,在双醪二次煮出糖化法中,最大传热是在第二次煮 沸前混合醪由63 C 升温至70 E ,所需热量为Q=G 混合c 混合 (70-63) =1279336.27kJ Q=G 合 Xc 混合 X( 70 - 63)X 605=1279336.27 X 60=15352035.24kJ/h.5加热面材料取不锈钢板 S =8mm 入不锈钢=17.4W/ (m- K ) 总传热系数,由于不锈钢板的导热系数很小,所以 a 1和a 2可忽略不计,因此1 2 2175 [W /(m 2 ?K )] 0.00817.4考虑实际热效率比理论 K 值降低20% 即 K 实=2175X 0.8=1740W/ / mb K ) 传热面积:t 均(127亀需70)60.43CIn 127 70)A40.56m 2K 实 t 均 3600 1740 60.43取 A=41r n/1)、搅拌功率计算设搅拌器宽b=0.40m,锅内液柱高H 液=2.9m ,按永田公式:设搅拌器折角9 =60°0.6A 14—670 — 0.6D D 185=140.403.36700.60.61855.05=38.71所以,D=4.8mD 2V有〒HD 3821.34 上 0.51.14DdD=CB 10).695024b db P 1.14 — 2.5 - 0.5 7 —DDD24=1.1+40.4-2.5 3.30.5 -7 °4555=1.3112NpARe m41 7395931.915 =0.1304nd 223.30.33 10645.17 10 47395931.915103 1.2 Re m 66 103 3.2 Re m 660.6950 辽 1030 66 1.2 7395931.915.3.2 7395931.9150.66 Sin1.3112 1.22.9 50.35.兰Sin601.23535N 轴 N p n d 0.1304 1064 0.333.3 1.951kWK 1N 轴K —0.51.41.3 1.951 0.50.410.6kW相关参数:d —搅拌浆叶长度(m n —浆叶转数(r/s )p —流体密度(kg/m 3)卩一流体粘度(N ・s/m 2) (Pa - s ) D —糊化锅直径(m b —搅拌浆叶宽度(m )H 液一液层咼度(m0 —搅拌浆折叶角,一般为45°或60° n —传动机构总效率,取0.4-0.5K —电机功率储备系数1.2-1.4 K 1—搅拌阻力系数1.1-1.3根据实际计算,本设计选取JYV50X 45型糖化锅,主要的技术参数为型号JYV50X 45型号JYV50X 45(2)、电机的选择:所以本实验选择11kw的电动机,选择上海沪迪电机有限公司生产的型号为YY180L-8的电动机。
(3)、轴承选型:《材料与零部件》中P389轴承型号d D b r di D1 a k r311 55 120 29 3 65 110 5 6 2 1.37减速器选用卧式蜗轮减速器查《材料与零部件》下P612 查表4-24-100 选用P M H—180型减速器重量182kg联轴器查《材料与零部件》中P567选用联轴器型号为:SB1101/24-65-4(4)、糖化锅排醪管(至滤过槽):查《化工原理》上%表1 —1水及低粘度液体(1X105〜1 x 106Pa)流速范围为1.5〜3.0m/s 则取醪液流速为2m/s工艺设计放醪时间10min糖化醪有效体积为21.31m3则D= 0.15m圆整取 D = 150mm s = 4.5mm L = 150mm校核1 27V U = —2.00m/sD2t满足设计要求(5)、糖化醪出口管至糊化锅的醪液量为:272^9.690-267 3633.83kg取醪液密度为1068kg/m'醪液流速为卩二2.0m/s重量kg 2m/ s 600s 21.31D = 0.085圆整取 D= 80mm s = 4mm L = 150mm(6) 、下粉筒:查《啤酒工业手册》下P 51成品麦芽粉比容C = 2.560m 3/t 一次糖化锅进麦芽 粉量为 6615.9/2 = 3307.95kg 贝U V 总=3.30795 X 2.56 = 8.47 进料时间 10min校核满足设计要求 (8) 、加热蒸汽进管:V = 3633.8310683.4m 3D 2 432m/ s 300s 3.4m校核满足设计要求1.27VD 2t=2.2m/s 麦芽粉流速为卩=1m/sD 代| 4 8.47 —V3.14 1 600 =0.134m圆整取 D = 125mm校核s =4mm L=150mm1.27VD 2t=1.1m/s满足设计要求 (7) 、糖化锅进水管:糖化锅中一次加水量为: 速卩=1.5m/s 21170.87/2 = 10585.435kg 加水时间 20min 自来水流 V =10585.435998=10.61m 3 圆整取 D = 100mm s = 4mmL = 150mm1.27V D 2t=1.44m/sD0.086m糖化锅最大耗用蒸汽量为:5min 升温阶段‘ Q 3 1183920.06 D max2(I i)377.862(2196.78 503.67)3P 2—298 0.2MP 蒸汽密度卩=1.23kg/m(9) 、冷凝水接管:假设蒸汽全部冷凝,取水流速卩=1.5m/s 查《化工原理》上P 331 P 水=998kg/m 3 贝U、/ 377.86V 水=998满足要求(10) 、不凝蒸汽出口:取蒸汽量的5%为不凝蒸汽 取蒸汽通入时间1小时 则D 蒸汽=377.86 X 5%= 18.89kg18.89 3V == 15m1.23D0.014查《化工工艺设计手册》上 查《发酵工厂工艺设计概论》 P 173表8— 1取蒸汽流速卩=35m/s、/ 377.86V= ------- 307.2m/ 4V DJ t0.175m圆整取D = 200mms=6mm校核1.27V=32m/sD 2tL = 150mm20 r 水的密度为:0.38圆整取D = 10mm校核s = 3mmL = 80mm1.27V D 2t=1.34m/s1.23 3满足设计要求0.009m(11) 、锅内冷凝水出口:糖化锅中糖化醪的蒸发强度取2%时间取加热时间5min蒸发水量为 45465.44 0.02 5二 37.892 60圆整取 D = 10mm s = 3mm L = 80mm(12) 、人孔:查《材料与零部件》上 P474选用巾500mm 人孔标准图号JB04 —0046(13) 视镜:本设计选用标准图号为JB593 —64— 1视镜。