焊评试验记录
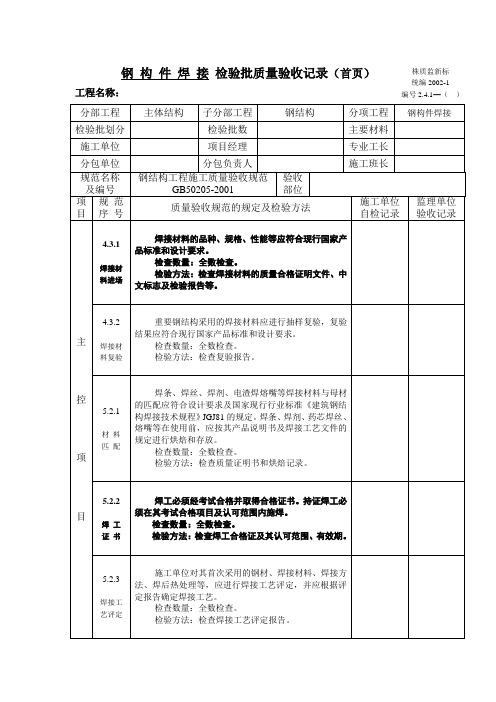
钢 构 件 焊 接 检验批质量验收记录
检查数量:按量抽查1%,且不应少于10包。
检验方法:观察检查。
5.2.7
预热和后热处理
对于需要进行焊前预热或焊后热处理的焊缝,其预热温度或后热温度应符合国家现行有关标准的规定或通过工艺试验确定。预热区在焊道两端,每侧宽度均应大于焊件厚度的1.5倍以上,且不应小于100mm;后热处理应在焊后立即进行,保温时间应根据板厚按每25mm板厚1h确定。
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每种焊缝按数量各抽查5%,总抽查处不应少于5处。
检验方法:观察检查。
钢构件焊接检验批质量验收记录(尾页)
表5.2.4一、二级焊缝质量等级及缺陷分级
焊缝质量等级
一级
二级
内部缺陷超声波探伤
评定等级
Ⅱ
Ⅲ
检验等级
B级
B级
探伤比例
100%
20%
内部缺陷射线探伤
检验方法:检查焊接工艺评定报告。
钢构件焊接检验批质量验收记录(中1页)
项目
规范
序号
质量验收规范的规定及检验方法
施工单位自检记录
监理单位验收记录
主
控
项
目
5.2.4
内部
缺陷
设计要求全焊透的一、二级焊缝应采用超声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷作出判断时,应采用射线探伤,其内部缺陷分级及探伤方法应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级法》GB11345或《钢熔化焊对接接头射线照相和质量分级》GB3323的规定。
焊工技能评定记录WPQ-1703-01
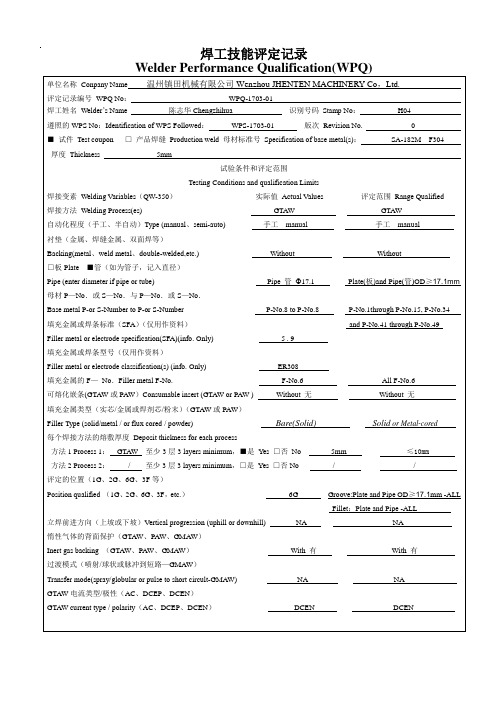
Testing Conditions and qualification Limits
焊接变素Welding Variables(QW-350)实际值Actual Values评定范围Range Qualified
焊接方法Welding Process(es)GTAWGTAW
自动化程度(手工、半自动)Type (manual、semi-auto)手工manual手工manual
其它试验Other testNA
底片或试样评定者Film or specimens evaluated by赵云浩Yun hao Zhao
公司名称Company温州镇田机械有限公司WenzhouJHENTEN MACHINERYCo,Ltd
力学性能试验者Mechanical tests conducted byNA
□纵向背弯和面弯Longitudinal root and facebends[QW-462.3(b)];□侧弯Sidebends[QW-462.2];
□管子弯曲试样,耐蚀金属堆焊Pipe bend specimen,Corrosion-resistant overlay[QW-462.5(c)];
角焊缝—断裂试验Fillet weld-fracture(QW-181.2)NA
缺陷的长度和百分比Length and percent of defectsNA
宏观检测Macro examination(QW-184)Satisfactory
角焊缝尺寸Fillet size(mm)NA凹/凸Concavity / convexity(mm)NA
Position qualified(1G、2G、6G、3F,etc.)6GGroove:Plateand PipeOD≥17.1mm-ALL
钢结构制作(安装)焊接工程检验批质量验收记录表(模板)

钢结构制作(安装)焊接工程检验批质量验收记录表GB50205—2001010901□□□说明010901(Ⅰ)(主控) 020401 主控项目:1.检查数量:全数检查。
检验方法:检查产品的质量合格证明文件,中文标志及检验报告.2。
全数检查。
检查复验报告。
3。
全数检查。
检查质量证明书和烘焙记录和材料用量证明。
4.全数检查。
检查焊工合格证及其认可范围,有效期。
5.全数检查。
检查焊接工艺评定报告。
6.全数检查.检查超声波或射线探伤记录。
7.资料全数检查;同类焊缝抽查10%,且不应少于3条。
观察检查,用焊缝量规抽查测量.见图5。
2.5。
8。
每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%且不应少于1条,每条检查1处,总抽查数不应少于10处.观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查.钢结构制作(安装)焊接工程检验批质量验收记录表GB50205—2001010901□□说明010901(Ⅰ)(一般) 020401 一般项目:1。
按量抽查1%,且不应少于10包.观察检查。
2。
全数检查。
检查预、后热施工记录和工艺试验报告。
3。
检查数量同主控项目第8条。
观察检查或使用放大镜、焊缝量规和钢尺检查。
见附录A。
0.1表。
4。
检查数量同主控项目第8条.用焊缝量规检查。
注:B指焊缝宽度h f>8.0mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度10%;焊接H形梁腹板与翼缘板的焊缝两端在其两翼缘板宽度范围内,焊缝的焊脚尺寸不得低于设计值。
见附录A。
0。
1-2表.5.检查数量:每批同类构件抽查10%,且不应少于3件,观察检查。
6。
检查数量:每批同类构件抽查10%,且不应少于3件,被抽查构件中,每件焊缝按数量各抽查5%,总抽查处不应少于5处.观察检查.注:t为连接处较薄的板厚。
焊钉(栓钉)焊接工程检验批质量验收记录
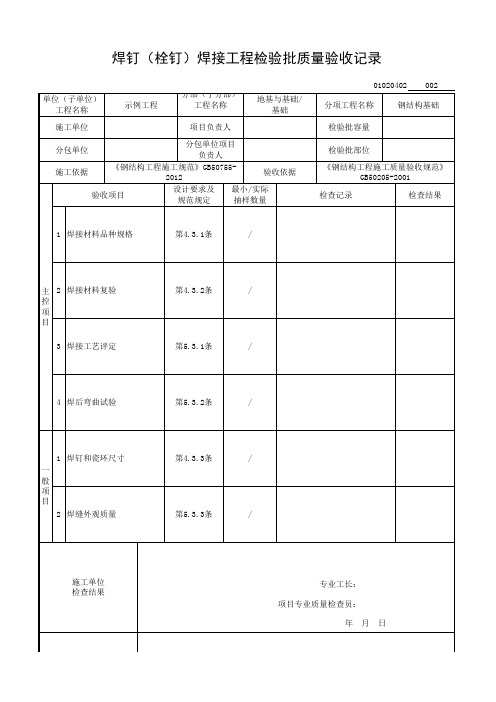
单位(子单位) 工程名称
示例工程
分部(子分部) 工程名称
地基与基础/ 基础
施工单位
项目负责人
分包单位
分包单位项目 负责人
施工依据
《钢结构工程施工规范》GB507552012
验收依据
验收项目
设计要求及 规范规定
最小/实际 抽样数量
01020402 002
分项工程名称
钢结构基础
检验批容量
检验批部位
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
检查结果
1 焊接材料品种规格
第4.3.1条
/
主 2 焊接材料复验 控 项 目
3 焊接工艺评定
第4.3.2条
/
第5.3.1条
/
4 焊后弯曲试验
第5.3.2条
/
1 焊钉和瓷环尺寸
一 般 项 目
2 焊缝外观质量
第4.3.3条
/
第5.3.3条
/
施工单位 检查结果
监理单位 验收结论
专业工长: 项目专业质专业监理工程师: 年月日
2019年焊接工艺评定记录01-05(改).doc
试样 No.
缺口位置
试样尺寸
韧性试验(QW-170)
试验温度
冲击动 ft-Ib
侧向膨胀
剪切面,%
1-3in.
落锤试验 (Y/N)
角焊缝试验(QW-180)
结果是否满意:是
否
熔透母材: 是
否
宏观检查结果
其他试验
试验类型
/
熔敷金属成分
/
其他
宏观断面侵蚀试验合格见(WG/104001)表面目视检验合格
焊工姓名
宋永峰
上班记时卡编号
钢印号
试验执行人 见报告
实验室试验编号
WJ1004002,WG1004002
兹证明本报告所述均属正确,并且试验是根据 ASME 规范第 IX 卷的要求进行试件的准备、焊接和试验的。
结果证明:该工艺规范适用
制造厂 延安石源工贸有限责任公司
签字人
日期
2010.4.15
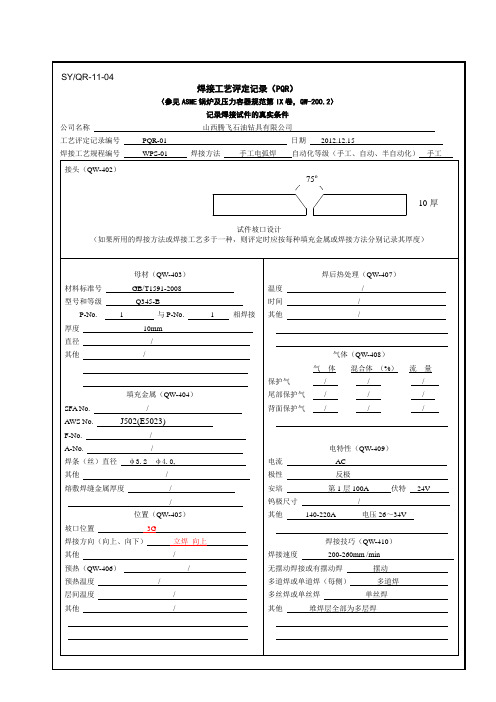
SY/QR-11-04
类型和编号 面弯 W10001-3 面弯 W10001-4 背弯 W10001-5 背弯 W10001-6
导向弯曲试验(QW-160) 结论
在弯曲后的凸面上的焊缝和热影响区内无开口现象 在弯曲后的凸面上的焊缝和热影响区内无开口现象 在弯曲后的凸面上的焊缝和热影响区内无开口现象 在弯曲后的凸面上的焊缝和热影响区内无开口现象
F-No.
/
A-No.
J607
焊条(丝)直径 φ 3.2 φ 4.0,
其他
/
熔敷焊缝金属厚度
/
/
位置(QW-405)
坡口位置
3G
焊接方向(向上、向下)
立焊 向上
其他 预热(QW-406) 预热温度 层间温度 其他
焊接材料检验批质量验收记录
焊接材料检验批质量验收记录一、检验概况本次检验的焊接材料为X公司提供的焊条,共计1000根。
根据相关标准的要求,对焊接材料进行了外观质量检验、化学成分分析、力学性能测试等多项检验。
二、外观质量检验1.观察焊接材料的外观,焊条表面应平整光洁,无氧化皮和裂纹等缺陷。
检验人员对每根焊条进行了目测,并使用放大镜进行详细观察,均符合要求。
三、化学成分分析1.检验人员从各个焊条中取出试样,并送往实验室进行化学成分分析。
该实验采用XX标准方法进行,测试结果如下:(表格省略)2.检验结果显示,焊接材料的化学成分符合相关标准的要求。
四、力学性能测试1.随机选取10根焊条进行力学性能测试,并对每根焊条进行拉伸试验。
测试结果如下:(表格省略)2.检验结果显示,焊接材料的力学性能符合相关标准的要求。
五、检验结论1.综上所述,根据对焊接材料的外观质量检验、化学成分分析以及力学性能测试,结合相关标准的要求,对本批焊接材料进行质量验收判定如下:a)外观质量:符合要求;b)化学成分:符合要求;c)力学性能:符合要求。
2.本批焊接材料的质量达到验收标准,可以投入使用。
六、意见和建议1.在后续的工作中,建议对焊接材料的质量进行更加严格的控制,以确保每批材料的质量稳定可靠。
2.同时,也建议进一步优化测试方法和标准,以满足不同焊接工艺和材料的需求。
七、备注1.本次检验记录的焊接材料是从X公司采购的,具有供应商提供的质量证明,并合乎相关的标准。
2.检验过程中,未发现任何异常情况或质量问题。
以上是本次焊接材料检验批质量验收记录,供参考使用。
焊接检测报告

焊接检测报告一、引言近年来,焊接技术在工业领域中的应用越来越广泛。
无论是建筑、汽车制造、航空航天还是电子设备,都离不开焊接技术的支持。
而在焊接过程中,焊缝的质量始终是一个非常重要的问题。
为了确保焊接质量,焊接检测成为焊接过程中不可或缺的一环。
本文将介绍焊接检测报告的主要内容。
二、检测方法目前,焊接检测主要采用的方法有目测检测、无损检测和破坏性检测等。
1. 目测检测目测检测是最简单、最常见的一种检测方法。
检测人员通过肉眼观察焊缝的形态、颜色、尺寸等方面来判断焊接质量。
目测检测主要适用于较为简单的焊接工艺,对于界面不平整、裂纹等细小缺陷的检测效果较差。
2. 无损检测无损检测是一种非破坏性的检测方法,通过科学的仪器设备对焊缝进行检测。
常用的无损检测方法包括超声检测、射线检测和磁粉检测等。
无损检测能精确地检测焊接缺陷,检出率较高,对质量的判断准确度更高。
3. 破坏性检测破坏性检测是将焊缝样品进行破坏性试验,通过观察焊缝的断面来判断焊接质量。
破坏性检测可直观地反映焊接缺陷,但同时也会破坏样品,不适用于大批量的检测需求。
三、检测报告的内容焊接检测报告是对焊接工艺和质量进行评估的结果,它通常包括以下几个方面的内容。
1. 检测项目检测报告首先会列出具体检测的项目,这些项目主要根据焊接过程的工艺要求和相关标准来确定。
通常包括焊缝形态、焊缝缺陷、焊缝尺寸、焊接强度等方面的检测。
2. 检测结果检测结果是检测报告的核心部分,它会准确记录各个检测项目的结果。
对于合格的检测项目,会注明“合格”,对于不合格的检测项目,会详细描述不合格的情况,并提出改进意见。
3. 数据分析除了简单记录检测结果外,一份完整的报告还应该对检测数据进行分析。
通过对焊接缺陷的数量、分布等数据进行统计和分析,可以为焊接工艺的改进提供参考。
4. 结论及建议最后,检测报告应给出整体的结论和建议。
结论是对检测结果的总体评估,通过总结检测项目的合格和不合格情况,判断焊接质量是否符合要求。
焊接检验验收情况报告

焊接检验验收情况报告1. 引言本报告旨在对焊接检验验收情况进行详细记录和总结。
通过对焊接工艺、焊接材料、焊接过程以及焊接接头的检验过程和结果的分析,评估焊接接头的质量,并提出改进建议。
2. 焊接检验验收标准在进行焊接接头的检验和验收之前,我们需要明确使用的检验标准。
根据国际标准,我们选取了以下标准进行检验验收:•AWS D1.1/D1.1M:钢结构焊接规范•ASME BPVC Section IX:焊接与热切规范以上标准涵盖了焊接材料的选择、焊接工艺的评估、焊接过程的监测和焊接接头的非破坏性检测等方面的要求。
3. 检验方法和工具在进行焊接接头的检验和验收时,我们使用了以下方法和工具:1.目视检验:通过目视观察焊缝表面,检查是否有明显的焊缺陷,如熔合不良、气孔等。
2.渗透检验:使用渗透剂涂覆焊缝表面,再经过清洗和显像,检查是否有裂纹、孔洞等缺陷。
3.尺寸检验:使用卡尺、游标卡尺等工具测量焊接接头的尺寸是否符合设计要求。
4.声波检测:利用超声波探测仪对焊缝进行检测,检测焊接接头中的内部缺陷,如气孔、夹杂物等。
4. 焊接检验验收流程4.1 焊接工艺评定在进行焊接接头的检验和验收之前,我们首先进行了焊接工艺评定。
根据规范要求,我们制定了焊接试验方案,进行了试块的焊接并进行了相应的力学性能测试。
测试结果表明,焊接接头的强度和韧性符合要求,焊缝的熔深和焊缝形状良好,因此我们采用了该焊接工艺进行焊接接头的制作。
4.2 焊接过程监测在焊接过程中,我们严格按照焊接工艺规范进行操作,并进行了焊接过程的监测。
监测参数包括焊接电流、焊接电压、焊接速度等。
通过监测,我们确保了焊接接头的质量。
4.3 焊接接头检验完成焊接后,我们对焊接接头进行了检验。
首先进行了目视检验,检查了焊缝表面是否有明显的缺陷。
然后进行了渗透检验,发现了一些微细的裂纹,但并不影响焊接接头的使用。
最后进行了尺寸检验,确定焊接接头的尺寸符合设计要求。
4.4 非破坏性检测在进行焊接接头的检验验收过程中,我们还进行了非破坏性检测。