Electrolytic Nickel CDN
IMDS实际操作指引

3、登录IMDS
首先键入,进入IMDS公 共网页,点击“登录”,进入下一个页面
5
2、登录IMDS
HT已经在IMDS注册, 先在此处输入HT的用
户标识符和密码
输入正确的用户标识符 和密码后,点击此处
在此页面输入用户标识符和密码 (HT的用户标识符是:gvayc005, 密码:12345678a)点击“登录”,进入下一个页面
Electrolytic Tin Plating
0.173 0.474
diboron trioxide; boric oxide
1303-86-2
20
Nickel
7440-02-0
100
Not applicable
Tin
7440-、登录IMDS系统,点击材料数据表>新的>组件单元>材料,如下图所示:
※注册用户的详细内容请参考X:\QA归档资料\QS\IMDS\IMDS用户手册 的内容
6
3、登录IMDS
此处显示了用户名和 公司名称
进到此页面代表已经成功登录
7
4. 接收材料数据表(或MDS)
4.1、依据需要创建MDS报告的产品的Bom cost report,确认供应商是否已经全部提供资料,在资料准备时有 说过,供应商提供材料的方式分别有1.4.1和1.4.2两种,如果供应商是按照1.4.1的方式提供,首先进到IMDS的 输入盒中确认,操作方法:登录IMDS系统,点击功能>输入盒>材料数据表 如下图示:
HT PN
Murata Part No.
110-0003259- GCM31CR71E47
00R1
5KA55L
Mass [ mg ]
为什么用沉镍钯金
下表列举出这4种表面处理跟ENEPIG的比较。在这4种 表面处理中,没有一种表面处理能满足无铅组装工艺 的所有需求,尤其是当考虑到多重再流焊能力、组装 前的耐储时间及打线接合能力。相反,ENEPIG却有优 良耐储时间,焊点可靠度,打线接合能力和能够作为 按键触碰表面,所以它的优势便显示出来。而且在置 换金的沉积反应中,化学镀钯层会保护镍层防止它被 交置换金过度腐蚀。
Immersion Silver < 12 月
Immersion Tin 3–6月
一定要避免
一定要避免
平 好良 无影响
平 好良 无影响
小心界面之微细空隙 良
不可 可 不会 不可
不可 可 会 不可
0.05 – 0.5 typical 1.0 – 1.1
当考虑到表面处理在不同组装方法上的表现,ENEPIG 能够对应和满足多种不同组装的要求。
錫鬚
電偶腐蝕
只可打铝线 接合
優
表現
差
打金线接合可靠性的比较
在相同打线接合的条件下(用第二焊点拉力测试 2nd bond pull test),ENEPIG 显现出跟电镀镍金相约的打金线接合可 靠性。
印刷線路板技術 科技专刊
可靠性测试 1 现状
测试环境 镀之后
2 在打线接合后把样本放 加速老化打线接合 在 150oC 烤箱烘烤 4 小 时
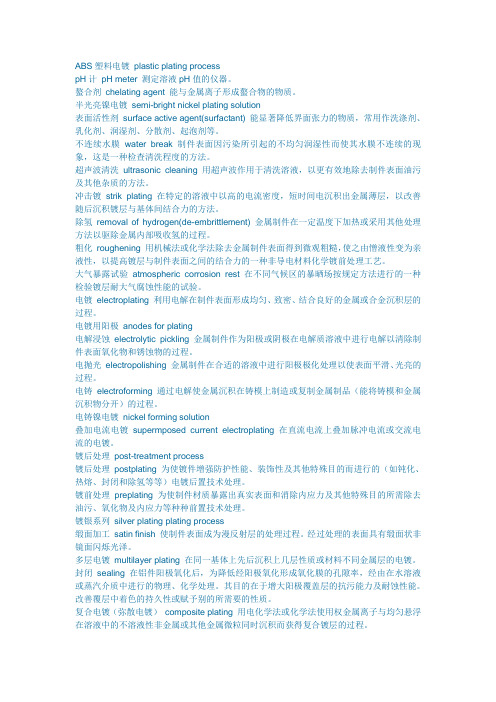
增加封装及连接密度推动封装方法从通孔技术(THT) 到面装配技术(SMT)的演化,它导致了更进一步的 应用打线接合的方法(Wire bonding)。缩小了的连接线 间距和应用芯片尺寸封装技术(CSP),使得装置的密度 增大,而多芯片组件(MCM)及系统级封装技术(SiP)使 得在同一芯片上嵌入更多功能从不可能变成现实。
奥托昆普哈贾瓦尔塔精炼厂镍电解工艺设计
Nickel electrolysis process at OutokumpuHarjavalta Metals Oy奥托昆普哈贾瓦尔塔金属公司镍电解工艺AbstractThis paper deals with the electrolysis of nickel from sulphate solution and its electrochemical principles. As an example, the nickel electrolysis process at Outokumpu Harjavalta Metals Oy is discussed in more detail. The leaching of nickel matte and the purification of the nickel sulphate solution prior to electrolysis is also discussed. In addition, a short review of other hydrometallurgical nickel matte treatment processes and nickel electrolysis technologies is given.摘要:本论文主要研究了硫酸镍溶液的电解过程及其电化学原理。
作为例子,本论文主要在细节方面讨论了奥托昆普哈贾瓦尔塔金属公司的镍电解过程。
同时也讨论了电解过程之前的镍浸出及净化过程。
除此之外,其它镍湿法冶金处理过程及电解技术也在文中涉及到。
Outokumpu has produced electrolytic nickel at Harjavaita works since 1960. Nickel is electrowon from a nickel sulphate solution using diaphragm cells where a diaphragm cloth is used to prevent the catholyte solution and the acidic anolyte frommixing. Nickel is deposited on thin nickel starter sheets and the anodes are of unalloyed lead. The current density is 200 A/m2 and the deposition time is seven days. The ready cathodes weigh about 65 kg and they are harvested, washed and cut into squares and strips and finally packed for delivery. Electrolytic nickel is supplied to the electroplating, melting and superalloying industry.早在1960年开始,奥托昆普便在哈贾瓦尔塔工厂开始生产电解镍。
电镀术语英文解释
ABS塑料电镀plastic plating processpH计pH meter 测定溶液pH值的仪器。
螯合剂chelating agent 能与金属离子形成螯合物的物质。
半光亮镍电镀semi-bright nickel plating solution表面活性剂surface active agent(surfactant) 能显著降低界面张力的物质,常用作洗涤剂、乳化剂、润湿剂、分散剂、起泡剂等。
不连续水膜water break 制件表面因污染所引起的不均匀润湿性而使其水膜不连续的现象,这是一种检查清洗程度的方法。
超声波清洗ultrasonic cleaning 用超声波作用于清洗溶液,以更有效地除去制件表面油污及其他杂质的方法。
冲击镀strik plating 在特定的溶液中以高的电流密度,短时间电沉积出金属薄层,以改善随后沉积镀层与基体间结合力的方法。
除氢removal of hydrogen(de-embrittlement) 金属制件在一定温度下加热或采用其他处理方法以驱除金属内部吸收氢的过程。
粗化roughening 用机械法或化学法除去金属制件表面得到微观粗糙,使之由憎液性变为亲液性,以提高镀层与制件表面之间的结合力的一种非导电材料化学镀前处理工艺。
大气暴露试验atmospheric corrosion rest 在不同气候区的暴晒场按规定方法进行的一种检验镀层耐大气腐蚀性能的试验。
电镀electroplating 利用电解在制件表面形成均匀、致密、结合良好的金属或合金沉积层的过程。
电镀用阳极anodes for plating电解浸蚀electrolytic pickling 金属制件作为阳极或阴极在电解质溶液中进行电解以清除制件表面氧化物和锈蚀物的过程。
电抛光electropolishing 金属制件在合适的溶液中进行阳极极化处理以使表面平滑、光亮的过程。
电铸electroforming 通过电解使金属沉积在铸模上制造或复制金属制品(能将铸模和金属沉积物分开)的过程。
TL_244-2007(ZincNickel Alloy Coatings_ Surface Protection Requirements)

Confidential. All rights reserved. No part of this document may be transmitted or reproduced without prior permission of a Standards Department of the Volkswagen Group.Parties to a contract can only obtain this standard via the B2B supplier platform “”.VOLKSWAGEN AGF o r m F E 41 - 01.06T h e E n g l i s h t r a n s l a t i o n i s b e l i e v e d t o b e a c c u r a t e .I n c a s e o f d i s c r e p a n c i e s t h e G e r m a n v e r s i o n s h a l l g o v e r n .N u m e r i c a l n o t a t i o n a c c o r d i n g t o I S O p r a c t i c e (s e e V W 01000).Page 2TL 244: 2007-02Table 1Protection type Characteristics and appearanceOfl-r642 Zinc/nickel coating, Cr(VI)-free passivated (silver-colored to soft bluishiridescence)Ofl-r643 Zinc/nickel coating, Cr(VI)-free passivated and additionally sealed (silver-colored to soft bluish iridescence)Ofl-r645 As for Ofl-r643, but with additional lubricant treatment acc. toTL 52132Ofl-r649 1)Zinc/nickel coating, silver-colored, deposited from weakly acidicelectrolytes, Cr(VI)-free passivated, additionally sealed (silver-colored,only for castings, e.g. brake calipers)Ofl-r672 Zinc/nickel coating, deposited from alkaline electrolytes, black Cr(VI)-free passivatedOfl-r673 Zinc/nickel coating, black Cr(VI)-free passivated and additionally sealed Ofl-r677 As for Ofl-r673, but with additional lubricant treatment acc. to TL 52132 1) The use of weakly acidic electrolytes is to be coordinated with the departments K-GQL-2/2 and/or I/GQ-32Table 2Surface protection type no longer permittedfor new designs Replacement surface protection type fornew designsOfl-r640 Ofl-r643Ofl-r650 Ofl-r642 Ofl-r660 Ofl-r642 Ofl-r665 Ofl-r645 Ofl-r670 Ofl-r6731)Ofl-r675 Ofl-r6771) For screws with micro-encapsulated adhesive coating acc. to DIN 267-27, screws with locking coating acc. to DIN 267-28 andin steel construction, Ofl-r672 shall be used.3.2 GeneralrequirementsHigh-strength steel parts with a tensile strength Rm > 1 000 MPa and joining elements (e.g. screws) with a surface hardness > 320 HV must not be coated with these alloy coatings. Sheet metal screws and screws for thermoplasts are an exception to this.NOTE: Surface-protection types with sealing may impair the paintability.These coatings are also unsuitable for sealing elements on gas-carrying systems such as the air-conditioning system, because the coatings contain micro-cracks.Subsequent plastic deformation (flaring, pinching, bending) of components coated in this manner must be avoided, as this could damage the corrosion protection and thus reduce the component's corrosion resistance.Approval of first supply and changes according to VW 01155.Avoidance of hazardous substances according to VW 91101.Page 3TL 244: 2007-0210 finished parts are required for complete testing.Unless certain sections of a part that are marked in the drawing are excluded from the surface coating, the entire surface of the parts must comply with the required surface protection type and display the prescribed properties. The coatings shall adhere firmly to the base material.The production process and its control shall not impair the functional characteristics of the finished part.The protective coatings must not exhibit any pores, cracks, damage, or other flaws that impair the corrosion protection and/or specified appearance.Given proper mounting, the coating shall not be damaged if this would lead to impairment of function and/or decrease of the specified corrosion protection.The surface treatment procedure shall be conducted so that damage by delayed brittle fractures (hydrogen embrittlement) can be ruled out. Verification by the bracing test according to DIN 50969 in the first-sample test report.elements3.3 JoiningIn the case of metric threaded parts, the coating must not result in the h-position being exceeded in the case of external threads or the H-position being fallen below in the case of internal threads (see VW 11611).In the case of screws, the test requirements listed below only apply to the head and/or the wrench bearing surfaces; in the case of nuts, they apply only to the nut body without threaded area, and in the case of quick fastening elements to the body. For threaded and thread-like shaped parts, such as tap end studs, the test requirements only apply to the face surfaces.The reduced requirements according to Section 3.11 apply to process-related weak spots of the coating on joining elements such as the shank and the thread as well as to quick fastening elements.Furthermore, the specifications in DIN EN ISO 4042 concerning the maximum possible thickness of the electroplated coating in the threaded profile shall be taken into consideration.Joining elements with metric threads shall be treated with lubricants according to TL 52132 in order to ensure constant coefficients of friction. The coefficients of friction are tested according to VW 01129.3.4 Zinc/nickelprocesscoatingFor components with geometrically complicated shapes, the coatings deposited from alkaline systems are especially suitable. These coatings display a uniform nickel distribution over the entire current-density range.Except for Ofl-r649, all zinc/nickel coatings described are deposited from alkaline electrolytes. Ofl-r649 is deposited from weakly acidic electrolytes.If direct deposition from alkaline zinc/nickel electrolytes, e.g. on cast materials, is possible only under unfavorable conditions, the surface may be activated by deposition of a pre-zinc coating from a weakly acidic zinc electrolyte. The use of such a 2-layer system as well as the electrolytes used must be agreed upon by the Volkswagen Group Central Laboratory (K-GQL-2/2) and/or the Audi Group Test Laboratory (I/GQ-32).layers3.5 Cr(VI)-freeconversionIn order to improve the corrosion resistance of electrolytically deposited zinc/nickel coatings to salt water and condensed water, a post-treatment in passivation treatment solutions is required.The passivation treatment solution must not contain any Cr(VI) compounds in order to ensure that the resultant conversion layers are likewise Cr(VI)-free.Page 4TL 244: 2007-023.6 Post-treatmentsAs the outer appearance of the parts must not be impaired by strong color variations (iridescence), especially for parts in areas visible to the customer, a sealing post-treatment of the conversion layer must be performed depending on the surface protection type. This results also in an improvement of the corrosion protection.Organic polymers, inorganic protective layers or mixtures of the two, which can also contain inorganic and/or organic lubricants if necessary, can be used for sealing.The thickness of the layer structure can be increased slightly by the additional sealing, but this must not impair the functionality of the surface.If besides the corrosion protection further functional surface characteristics such as paintability, compatibility with agents, sliding properties, threading behavior, vulcanizability, temperature behavior or electrical conductivity are required, part-specific tests or functional tests shall be performed.The post-treatments must not cause any impairments such as unsightly drop-like residues resulting from crystallization and/or formation of a film on the part surface.material3.7 BaseSee drawing.3.8 NickelcontentX-ray fluorescence test method using measurement devices based on DIN EN ISO 3497.In cases of arbitration, testing according to PV 1214 and/or PV 1216 is performed.Requirement for Ofl-r642, Ofl-r643, Ofl-r645, Ofl-r672, Ofl-r673 and Ofl-r677: 12% to 16% Requirement for Ofl-r649: 10% to 18%.In exceptional cases, exclusively for castings (e.g. brake caliper), a nickel content of 12% to 17% is permissible for deposits from an alkaline electrolyte system.3.9 Electroplated coating thicknessesTesting according to DIN EN ISO 1463, DIN EN ISO 2178 and DIN EN ISO 3497 (see Section 4). Requirement: 8 µm to 25 µm (for components of a general nature),8 µm to 15 µm (for threaded parts, measuring point acc. to DIN EN ISO 4042).Page 5TL 244: 2007-02 3.10 AdhesivestrengthThermal shock test based on DIN EN ISO 2819.The specimen part is aged for 30 minutes at (300 ± 10) °C and then dipped in water with a temperature of 15 °C to 25 °C.Requirement: no bubble-shaped or large-scale stripping of the zinc coating.3.11 CorrosionbehaviorThe corrosion resistance of the systems must be ensured in the as-received condition and also after a 24-hour period of aging at an elevated temperature of 120 °C. These are minimum requirements and shall always be adhered to.Test method NSS acc. to DIN EN ISO 9227, assessment acc. to DIN EN 12329.The test durations and requirements according to Table 3 apply to the evaluation of the passivation treatment layers and to the sealing.The following applies to the evaluation of the zinc/nickel coatings, the passivation treatment layers and sealing:─No base metal corrosion after a test duration of 720 h for all surface protection types according to TL 244.─No zinc corrosion after the test durations specified in Table 3.The following applies to the evaluation of the shank and thread areas of threaded and quick fastening elements:─No base metal corrosion after a test duration of 480 h.Table 3 - Test durations and requirements for the evaluation ofpassivation treatment layers and sealingTest duration in hSurfaceprotection typeBarrel-galvanizedgoods 1)Rack-galvanizedgoodsRequirementOfl-r642 Ofl-r672 12096144-Ofl-r649 2)- 120 Ofl-r643Ofl-r645 Ofl-r673 Ofl-r677 144240240144-No zinc corrosion after the prescribed test duration,minor visual changes ("gray cast") without avoluminous character permissible.1) Barrel-galvanized goods are small parts which cannot be coated as rack-galvanized goods because of their shape, and whichtherefore are coated as bulk goods.2) Not intended for barrel-galvanized goods.4 Note on testing for measurement of coating thicknessA coating thickness measurement device based on the X-ray fluorescence measuring procedure according to DIN EN ISO 3497 (e.g. Fischerscope device from Helmut Fischer GmbH & Co., Germany) that allows the measurement of the coating thickness and the nickel content at the same time is used.Page 6TL 244: 2007-02The measuring duration is chosen so that repeat accuracy is lower than or equal to 0,5 weight percent nickel. Repeat accuracy is defined as the standard deviation of measured values under repeat conditions (same observer, same equipment, same specimen with same measuring point, short intervals between measurements).Measurement of coating thickness is performed by means of the magnetic/inductive method according to DIN EN ISO 2178 applying a probe. For specimens with a rough surface, several individual measurements (at least 5) shall be performed on the reference surface. The measuring result indicates the local coating thickness. The measuring equipment shall be tested by comparative testing at regular intervals or prior to a measurement series.standards15 ReferencedPV 1214 Zinc or Nickel Alloy Coatings; Determination of Nickel ContentPV 1216 Zinc or Nickel Alloy Coatings; Determination of Nickel Content Using ICP-OESTL 52132 Lubricant for Threaded Fastening Elements with Electrolytically Applied Coatings or those of Stainless Steel; RequirementsVW 01129 Limit Values for Coefficients of Friction; Mechanical Joining Elements with Metric ISO ThreadVW 01155 Vehicle Supply Parts; Approval of First Supply and ChangesVW 11611 Metric ISO Threads; Limit Dimensions with Surface Protection Layer for Medium Tolerance Class 6g/6HVW 13750 Surface Protection of Metal Parts; Surface Protection Types, CodesVW 91101 Environmental Standard for Vehicles; Vehicle Parts, Materials, Operating Fluids; Avoidance of Hazardous SubstancesDIN 50969 Testing of High-Strength Steel Building Elements for Resistance to Hydrogen-Induced Brittle Fracture and Advice on the Prevention of SuchFractureDIN EN 12329 Corrosion Protection of Metals – Electrodeposited Coatings of Zinc with Supplementary Treatment on Iron and SteelDIN EN ISO 1463 Metallic and Oxide Coatings – Measurement of Coating Thickness – Microscopical MethodDIN EN ISO 2178 Non-Magnetic Coatings on Magnetic Substrates –Measurement of Coating Thickness – Magnetic MethodDIN EN ISO 2819 Metallic Coatings on Metallic Substrates – Electrodeposited and Chemically Deposited Coatings – Review of Methods Available for Testing AdhesionDIN EN ISO 3497 Metallic Coatings – Measurement of Coating Thickness – X-Ray Spectrometric MethodsDIN EN ISO 4042 Fasteners – Electroplated CoatingsDIN EN ISO 9227 Corrosion tests in artificial atmospheres - Salt spray tests1 In this Section, terminological inconsistencies may occur as the original titles are used.。
金属材料及热处理工艺常用基础英语词汇翻译对照1 - 〖表面热处理〗 - 热处理工艺 - 热处理论坛 热处理技术

热处理论坛? 热处理工艺 ? 〖表面热处理〗 ? 金属材料及热处理工艺常用基础英语词汇翻译对照1返回列表发帖热处理新手keweijiani [原创] 金属材料及热处理工艺常用基础英语词汇翻译对照1X 线结晶分析法 X – ray crystal analyics method奥氏体 Austenite奥氏体碳钢 Austenite Carbon Steel奥氏铁孻回火 Austempering半静钢 Semi-killed steel包晶反应 Peritectic Reaction包晶合金 Peritectic Alloy包晶温度 Peritectic Temperature薄卷片及薄片(0.3至2.9mm 厚之片)机械性能 Mechanical Properties of Thin Stainless Steel (Thickness from 0.3mm to2.9mm ) – strip/sheet杯突测试(厚度: 0.4公厘至1.6公厘,准确至0.1公厘 3个试片平均数) Erichsen test (Thickness : 0.4mm to 1.6mm ,figure round up to 0.1mm )贝氏体钢片 Bainite Steel Strip比电阻 Specific resistivity & specific resistance比较抗磁体、顺磁体及铁磁体 Comparison of Diamagnetism , Paramagnetic & Ferromagnetism比热 Specific Heat比重 Specific gravity & specific density边缘处理 Edge Finish扁线、半圆线及异形线 Flat Wire , Half Round Wire , Shaped WirePrecision Shaped Fine Wire扁线公差 Flat Wire Tolerance变态点 Transformation Point表面保护胶纸 Surface protection film表面处理 Surface finish表面处理 Surface Treatment不破坏检验 Non – destructive inspections打印字体大小:1楼跳转到 ?倒序看帖 发表于 16 分钟前 | 只看该作者注册 登录论坛空间百科导航不锈钢基层金属 Stainless Steel as Base Metal不锈钢片、板用途例 Examples of End Usages of Strip, Sheet & Plate不锈钢片材常用代号 Designation of SUS Steel Special Use Stainless不锈钢片机械性能(301, 304, 631, CSP) Mechanical Properties of Spring use Stainless Steel不锈钢应力退火卷片常用规格名词图解 General Specification of Tension Annealed Stainless Steel Strips不锈钢之分类,耐腐蚀性及耐热性 Classification, Corrosion Resistant & Heat Resistance of Stainless Steel材料的加工性能 Drawing abillity插入型固熔体 Interstital solid solution常用尺寸 Commonly Used Size常用的弹簧不锈钢线-编号,特性,表面处理及化学成份 StainlessSpring Wire – National Standard number, Charateristic,Surface finish & Chemical composition常用的镀锌钢片(电解片)的基层金属、用途、日工标准、美材标准及一般厚度 Base metal, application, JIS & ASTM standard,Normal thickness of galvanized steel sheet长度公差 Length Tolerance超耐热钢 Special Heat Resistance Steel超声波探伤法 Ultrasonic inspection冲击测试 Impact Test冲剪 Drawing & stamping初释纯铁体 Pro-entectoid ferrite处理及表面状况 Finish & Surface纯铁体 Ferrite磁场 Magnetic Field磁畴 Magnetic domain磁粉探伤法 Magnetic particle inspection磁化率 Magnetic Susceptibility (Xm)磁矩 magnetic moment磁力 Magnetic磁力 Magnetic Force磁偶极子 Dipole磁性 Magnetisum磁性变态 Magnetic Transformation磁性变态点 Magnetic Transformation磁性感应 Magnetic Induction粗珠光体 Coarse pearlite淬火 Quenching淬火及回火状态 Hardened & Tempered Strip/ Precision – Quenched Steel Strip淬火剂 Quenching Media单相金属 Single Phase Metal单相轧压镀锡薄铁片(白铁皮/马口铁) Single-Reduced Tinplate弹簧不锈钢线,线径及拉力列表 Stainless Spring Steel, Wire diameterTensile strength of Spring Wire弹簧用碳钢片 CarbonSteel Strip For Spring Use弹簧用碳钢片材之边缘处理 Edge Finished弹性限度、阳氏弹性系数及屈服点 elastic limit, Yeung''s module of elasticity to yield point倒后擦发条 Pull Back Power Spring导热度 Heat conductivity低碳钢或铁基层金属 Iron & Low Carbon as Base Metal低碳马氏体不锈钢 Low Carbon Martensite Stainless Steel低温脆性 Cold brittleness低温退火 Low Temperature Annealing第二潜变期 Secondary Creep第三潜变期 Tertiary Creep第壹潜变期 Primary Creep点焊 Spot welding电镀金属钢片 Plate Metal Strip电镀金属捆片的优点 Advantage of Using Plate Metal Strip电镀锌(电解)钢片 Electro-galvanized Steel Sheet电镀锌钢片的焊接 Welding of Electro-galvanized steel sheet电镀锌钢片或电解钢片 Electro-galvanized Steel Sheet/Electrolytic Zinc Coated Steel Sheet电解/电镀锌大大增强钢片的防锈能力 Galvanic Action improving Weather & Corrosion Resistance of the Base Steel Sheet电解冷轧钢片厚度公差 Thickness Tolerance of Electrolytic Cold-rolled sheet电炉 Electric furnace电器及家电外壳用镀层冷辘 [低碳] 钢片 Coated (Low Carbon) Steel Sheets for Casing,Electricals & Home Appliances电器用的硅 [硅] 钢片之分类 Classification of Silicon Steel Sheet for Electrical Use电器用钢片的绝缘涂层 Performance of Surface Insulation of Electrical Steel Sheets电器用钢片用家需自行应力退火原因 Annealing of the Electrical Steel Sheet电器用硅 [硅] 钢片 Electrical Steel Sheet电阻焊 Resistance Welding定型发条 Constant Torque Spring定型发条的形状及翻动过程 ShapeSpring Back of Constant Torque Spring定型发条及上炼发条的驱动力 Spring Force of Constant Torque SpringWing-up Spring定型发条驱动力公式及代号 The FormulaSymbol of Constant Torque Spring镀层质量标记 Markings & Designations of Differential Coatings镀铬 Chrome Plated镀黄铜 Brass Plated镀铝(硅)钢片 – 美材试标准(ASTM A-463-77)35.7 JIS G3314镀热浸铝片的机械性能 Mechanical Properties of JIS G 3314 Hot-Dip Aluminum-coated SheetsCoils镀铝(硅)钢片 – 日工标准(JIS G3314) Hot-aluminum-coated sheetscoils to JIS G 3314镀铝(硅)钢片及其它种类钢片的抗腐蚀性能比较 Comparsion of various resistance of aluminized steel & other kinds of steel 镀铝(硅)钢片生产流程 Aluminum Steel Sheet, Production Flow Chart镀铝硅钢片 Aluminized Silicon Alloy Steel Sheet镀铝硅合金钢片的特色 Feature of Aluminized Silicon Alloy Steel Sheet镀镍 Nickel Plated镀锡薄钢片(白铁皮/马日铁)制造过程 Production Process of Electrolytic Tinplate镀锡薄铁片(白铁皮/马口铁)(日工标准 JIS G3303)镀锡薄铁片的构造 Construction of Electrolytic Tinplate锻造 Fogging断面缩率 Reduction of area发条的分类及材料 Power Spring Strip ClassificationMaterials发条片 Power Spring Strip反铁磁体 Antiferromagnetism方线公差 Square Wire Tolerance防止生锈 Rust Protection放射线探伤法 Radiographic inspection非晶粒取向电力用钢片的电力、磁力、机械性能及夹层系数 Lamination Factors of Electrical, Magnetic & Mechanical Non-Grain Oriented Electrical沸腾钢(未净钢) Rimmed steel分类 Classification负磁力效应 Negative effect钢板 Steel Plate钢板订货需知 Ordering of Steel Plate钢板生产流程 Production Flow Chart钢板用途分类及各国钢板的工业标准包括日工标准及美材试标准 Type of steel Plate & Related JIS, ASTMOther Major Industrial Standards钢材的熔铸、锻造、挤压及延轧 The Casting, Fogging, Extrusion, Rolling & Steel钢的脆性 Brittleness of Steel钢的种类 Type of Steel钢铁的名称 Name of steel钢铁的制造 Manufacturing of Steel钢铁的主要成份 The major element of steel钢铁生产流程 Steel Production Flow Chart钢铁用“碳”之含量来分类 Classification of Steel according to Carbon contents高锰钢铸 – 日工标准 High manganese steel to JIS standard高碳钢化学成份及用途 High Carbon Tool Steel, Chemical CompositionUsage高碳钢片 High Carbon Steel Strip高碳钢片用途 End Usage of High Carbon Steel Strip高碳钢线枝 High Carbon Steel Wire Rod (to JIS G3506)高温回火 High Temperature Tempering格子常数 Lattice constant铬钢 – 日工标准 JIS G4104 Chrome steel to JIS G4104铬镍不锈钢及抗热钢弹簧线材–美国材验学会 ASTM A313 – 1987 Chromium – Nickel StainlessHeat-resisting Steel Spring Wire – ASTM A313 – 1987铬系耐热钢 Chrome Heat Resistance Steel铬钼钢钢材 – 日工标准 G4105 62 Chrome Molybdenum steel to JIS G4105各种不锈钢线在不同处理拉力比较表 Tensile Strength of various kinds of Stainless Steel Wire under Different Finish工业标准及规格 – 铁及非铁金属 Industrial Standard – Ferrous & Non – ferrous Metal公差 Size Tolerance共晶 Eutectic共释变态 Eutectoid Transformation固熔体 Solid solution光辉退火 Bright Annealing光线(低碳钢线),火线(退火低碳钢线),铅水线(镀锌低碳钢线)及制造钉用低碳钢线之代号、公差及备注 Ordinary Low Carbon Steel Wire, Annealed Low Carbon Steel Wire, Galvanized low Carbon Steel Wire & Low Carbon Steel Wire for nail manufacturing - classification, Symbol of Grade, ToleranceRemarks.硅含量对电器用的低碳钢片的最大好处 The Advantage of Using Silicon low Carbon Steel滚焊 Seam welding过共晶体 Hyper-ectectic Alloy过共释钢 Hype-eutectoid含硫易车钢 Sulphuric Free Cutting Steel含铅易车钢 Leaded Free Cutting Steel含铁体不锈钢 Ferrite Stainless Steel焊接 Welding焊接合金 SolderingBrazing Alloy焊接能力 Weldability 镀铝钢片的焊接状态(比较冷辘钢片) Tips on welding of Aluminized sheet in comparasion with cold rolled steel strip合金平衡状态 Thermal Equilibrium厚度及阔度公差 Tolerance on Thickness & Width滑动面 Slip Plan化学成份 Chemical Composition化学结合 Chemical bond化学性能 Chemical Properties化学元素 Chemical element黄铜基层金属 Brass as Base Metal回复柔软 Crystal Recovery回火脆性 Temper brittleness回火有低温回火及高温回火 Low & High Temperature Tempering回火状态 Annealed Strip基层金属 Base Metal of Plated Metal Strip机械性能 Mechanical Properites机械性能 Mechanical properties畸变 Distortion级别、电镀方法、镀层质量及常用称号 Grade, Plating type, Designation of Coating Mass & Common Coating Mass级别,代号,扭曲特性及可用之线材直径 Classes, symbols, twisting characteristicapplied Wire Diameters级别,代号及化学成份 Classification, Symbol of GradeChemical Composition挤压 Extrusion加工方法 Manufacturing Method加工性能 Machinability简介 General交换能量 Positive energy exchange矫顽磁力 Coercive Force金属变态 Transformation金属材料的试验方法 The Method of Metal inspection金属材料的性能及试验 Properties & testing of metal金属的特性 Features of Metal金属的相融、相融温度、晶体反应及合金在共晶合金、固熔孻共晶合金及偏晶反应的比较 Equilibrium Comparision金属间化物 Intermetallic compound金属结晶格子 Metal space lattice金属捆片电镀层 Plated Layer of Plated Metal Strip金属塑性 Plastic Deformation金属特性 Special metallic features金属与合金 MetalAlloy金相及相律 Metal PhasePhase Rule晶粒取向(Grain-Oriented)及非晶粒取向(Non-Oriented)晶粒取向,定取向芯钢片及高硼定取向芯钢片之磁力性能及夹层系数(日工标准及美材标准) Magnetic PropertiesLamination Factor of SI-ORIENT-CORE& SI-ORIENT-CORE-HI B Electrical Steel Strip (JISAISI Standard)晶粒取向电器用硅 [硅] 钢;片 – 高硼低硫(LS)定取向钢片之磁力及电力性能 MagneticElectrical Properties of SI-ORIENT-CORE-HI-B-LS晶粒取向电器用硅 [硅] 钢片 – 高硼(HI-B)定取向芯钢片及定取向芯钢片之机械性能及夹层系数 Mechanical PropertiesLamination Factors of SI-ORIENT-CORE-HI-BSI-ORIENT-CORE Grain Orient Electrical Steel Sheets晶粒取向电器用硅 [硅] 钢片 – 高硼低硫(LS)定取向钢片之机械性能及夹层系数 Mechanical PropertiesLamination Factors of SI-ORIENT-CORE-HI-B-LS晶粒取向电器用硅(硅)钢片 – 高硼(HI-B)定取向芯钢片,定取向芯钢片及高硼低硫(LS)定取向芯钢片之标准尺寸及包装Standard FormsSize of SI-ORIENT-CORE-HI-B,SI-CORE, & SI-ORIENT-CORE-HI-B-LS Grain-晶粒取向电器用硅(硅)钢片-高硼(HI-B)定取向芯钢片,定取向芯钢片及高硼低硫(LS)定取向芯钢片之厚度及阔度公差Physical Tolerance of SI-ORIENT-CORE-HI-B, SI-ORIENT-CORE, & SI-CORE-HI-B-LS Grain晶粒取向电器用硅钢片 Grain-Oriented Electrical Steel晶粒取向电器用硅钢片主要工业标准 International Standard – Grain-Oriented Electrical Steel Silicon Steel Sheet for Electrical Use晶体结构 Crystal Pattern晶体结构,定向格子及单位晶格 Crystal structure, Space lattice & Unit cell净磁矩 Net magnetic moment绝缘表面 Surface Insulation均热炉 Soaking pit抗磁体 Diamagnetism抗腐蚀及耐用 Corrosion & resistance durability抗化学品能力 Chemical Resistance抗敏感及环境保护 Allergic, re-cycling & environmental protection抗热超级合金 Heat Resistance Super Alloy扩散退火 Diffusion Annealing拉尺发条 Measure Tape拉伸测试(顺纹测试) Elongation test冷冲及冷锻用碳钢线枝 Carbon Steel Wire Rods for Cold Heading & Cold Forging (to JIS G3507)冷拉钢板重量表 Cold Drawn Steel Bar Weight Table冷拉钢枝材 Cold Drawn Carbon Steel Shafting Bar冷拉高碳钢线 Hard Drawn High Carbon Steel Wire冷轧钢片 Cold-Rolled Steel Sheet/Strip冷轧高碳钢–日本工业标准 Cold-Rolled (Special Steel) Carbon Steel Strip to JIS G3311冷轧或热轧钢片阔度公差 Width Tolerance of Cold or Hot-rolled sheet冷轧状态 Cold Rolled Strip冷辘(低碳)钢片的分类用、途、工业标准、品质、加热状态及硬度表 End usages, industrial standard, quality,conditionhardness of cold rolled steel strip收藏分享球化退火 Spheroidizing Annealing曲面(假曲率) Camber屈服强度(降伏强度)(Yield strangth)全静钢 Killed steel热力应先从工件边缘透入 Heat from the Laminated Stacks Edges热膨胀系数 Coefficient of thermal expansion热轧钢片 Hot-Rolled Sheet/Strip热轧钢片厚度公差 Thickness Tolerance of Hot-rolled sheet日本工业标准–不锈钢的化学成份(先数字后字母排列) JIS – Chemical Composition of Stainless Steel (in order of number & alphabet)日工标准(JIS G3141)冷辘钢片化学成份 Chemical composition – cold rolled steel sheet to JIS G3141日工标准(JIS G3141)冷辘钢片重量列表 Mass of Cold-Rolled Steel Sheet to JIS G3141日工标准JIS G3141冷辘低碳钢片(双单光片)的编号浅释 Decoding of cold rolled(Low carbon)steel strip JIS G3141日工标准下的特殊钢材 Specail Steel according to JIS Standard熔铸 Casting软磁 Soft Magnetic软磁材料 Soft Magnetic Material软焊 Soldering Alloy软焊合金 – 日本标准 JIS H 4341 Soldering Alloy to JIS H 4341上链发条 Wind-up Spring上漆能力 Paint Adhesion伸长度 Elongation渗碳体 Cementitle渗透探伤法 Penetrate inspection生产流程 Production Flow Chart生锈速度表 Speed of rusting时间淬火 Time Quenching时间效应(老化)及拉伸应变 Aging & Stretcher Strains释出硬化不锈钢 Precipitation Hardening Stainless Steel双相辗压镀锡薄钢片(马口铁/白铁皮) Dual-Reduction Tinplate顺磁体 Paramagnetic碳钢回火 Tempering碳污染 Prevent Carbon Contamination特点 Characteristic特殊钢 Special Steel特殊钢以用途来分类 Classification of Special Steel according to End Usage特殊钢以原素分类 Classification of Special Steel according to Element提防过份氧化 No Excessive Oxidation铁磁体 Ferromagnetism铁铬系不锈钢片 Chrome Stainless Steel铁及非铁金属 Ferrous & Non Ferrous Metal铁锰铝不锈钢 Fe / Mn / Al / Stainless Steel铁线(低碳钢线)日工标准 JIS G 3532 Low Carbon Steel Wires ( Iron Wire ) to JIS G 3532铁相 Steel Phases同素变态 Allotropic Transformation铜基层金属 Copper as Base Metal透磁度 Magnetic Permeability退火 Annealing退火时注意事项 Annealing Precautionary外价电子 Outer valence electrons弯度 Camber完全退火 Full Annealing物理性能 Physical Properties物料科学 Material Science物料科学定义 Material Science Definition锡层质量 Mass of Tin Coating (JIS G3303-1987)锡基、铅基及锌基轴承合金比较表 Comparison of Tin base, Lead baseZinc base alloy for Bearing purpose细线材、枝材、棒材 Chapter Five Wire, Rod & Bar显微观察法 Microscopic inspection线材/枝材材质分类及制成品 ClassificationEnd Products of Wire/Rod线径、公差及机械性能(日本工业标准 G 3521) Mechanical Properties (JIS G 3521)相反旋转 Opposite span相律 Phase Rule锌包层之重量,铜硫酸盐试验之酸洗次数及测试用卷筒直径 Weight of Zinc-Coating, Number of Dippings in Cupric Sulphate TestDiameters of Mandrel Used for Coiling Test锌镀层质量 Zinc Coating Mass锌镀层质量(两个不同锌镀层厚度) Mass Calculation of coating (For differential coating)/MM锌镀层质量(两个相同锌镀层厚度) Mass Calculation of coating (For equal coating)/MM亚共晶体 Hypoeutetic Alloy亚铁磁体 Ferrimagnetism亚铁释体 Hyppo-Eutectoid延轧 Rolling颜色 Colour易车(快削)不锈钢 Free Cutting Stainless Steel易车(快削)不锈钢拉力表 Tensile Strength of Free Cutting Wires易车(快削)不锈钢种类 Type of steel易车不锈钢及易车钢之不同尺寸及硬度比较 Hardness of Different Types & Size of Free Cutting Steel易车碳钢 Free Cutting Carbon Steels (to JIS G4804 )易溶合金 Fusible Alloy应力退火温度 Stress –relieving Annealing Temperature应用材料 Material Used硬磁 Hard Magnetic硬磁材料 Hard Magnetic Material硬度 Hardness硬度及拉力 Hardness & Tensile strength test硬焊 Brazing Alloy硬化 Work Hardening硬化性能 Hardenability用含碳量分类 – 即低碳钢、中碳钢及高碳钢 Classification According to Carbon Contains用途 End Usages用组织结构分类 Classification According to Grain Structure幼珠光体 Fine pearlite元素的原子序数 Atom of Elements原子的组成、大小、体积和单位图表 The size, mass, charge of an atom,is particles (Pronton,NentronElectron)原子的组织图 Atom Constitutes原子及固体物质 Atomsolid material原子键结 Atom Bonding圆钢枝,方钢枝及六角钢枝之形状及尺寸之公差 Tolerance on ShapeDimensions for Round Steel Bar, Square Steel Bar,Hexagonal Steel Bar圆径及偏圆度之公差 Tolerance of Wire Diameters & Ovality圆面(“卜竹”)发条 Convex Spring Strip再结晶 Recrystallization正磁化率 Positive magnetic susceptibility枝/棒无芯磨公差表(μ)(μ = 1/100 mm) Rod/Bar Centreless Grind Tolerance枝材之美工标准,日工标准,用途及化学成份 AISI, JIS End UsageChemical Composition of Cold Drawn Carbon Steel Shafting Bar直径,公差及拉力强度 Diameter, ToleranceTensile Strength直径公差,偏圆度及脱碳层的平均深度 Diameter Tolerance, OvalityAverage Decarburized Layer Depth置换型固熔体 Substitutional type solid solution滞后回线 Narrow Hystersis。
电积镍生产流程

电积镍生产流程The production process of electrolytic nickel involves several key steps. Initially, raw materials, mainly nickel sulfides, are processed to obtain a purified nickel solution. This involves crushing, grinding, and dissolving the raw materials in an acid solution. The resulting solution is then filtered to remove impurities and ensure a high-quality nickel electrolyte.Next, the electrolyte is introduced into the electrolytic cells, where it undergoes electrolysis. This is a process where electrical current is passed through the electrolyte, causing nickel ions to deposit onto the cathode. The anode, usually made of insoluble materials, releases oxygen during this process.During electrolysis, strict control of temperature, electrolyte composition, and current density is crucial to ensure optimal nickel deposition and high-quality product. Regular sampling and analysis of the electrolyte are also performed to monitor the process and adjust parameters accordingly.After the electrolysis is complete, the nickel deposits are removed from the cathodes and undergo further processing. This includes washing, drying, and sometimes smelting to obtain the final nickel product. Strict quality control measures are implemented throughout the entire process to ensure the produced nickel meets the required standards.Finally, the electrolytic nickel is packaged and shipped to customers, ready for use in various industries such as stainless steel production, alloy making, and battery manufacturing.电积镍的生产流程包含几个关键步骤。
电解析氢催化剂英语

电解析氢催化剂英语Electrolytic Hydrogen CatalystsElectrolytic hydrogen catalysts are materials that are used to increase the rate of electrolysis, the process by which energy is converted into usable form. These catalysts are used to improve the efficiency of electrolyzers, which are devices that separate the hydrogen from water.In general, an electrolytic hydrogen catalyst is composed of a metal or alloy that has a high electrical conductivity. It acts as an electrode in the electrolyte, and increases the rate of the reaction. Commonly used materials for this purpose are platinum, palladium, nickel, and copper.In order to function properly, the catalyst must be clean and free of contaminants. It must also be able to withstand the strong electrical current and temperatures that are required for the electrolysis process.The catalyst is usually bonded to a base material, such as a stainless steel plate. This base material helps to ensure that the catalyst remains in place and that it is adequately supported.The rate of the reaction is affected by severalfactors, such as the temperature, concentration of the electrolyte, and the amount of current being applied. In addition, the type of catalyst used can also have an effect on the reaction rate. The most commonly used catalysts are platinum and palladium, which are both very efficient.Catalysts can be used to increase the efficiency of electrolyzers, which are used to produce hydrogen in large quantities. By incorporating a catalyst into the electrolyzer, the reaction can be sped up, reducing the amount of time and energy required to produce hydrogen.These catalysts can also be used in fuel cells, which are devices that convert chemical energy into electrical energy. By incorporating a catalyst, the fuel cell reaction can be accelerated, producing more energy in less time.The use of catalysts in electrolysis and fuel cells is an ongoing area of research. Scientists are looking for ways to improve the efficiency of the reactions and to make the process more affordable. New catalysts that are more efficient and cost-effective are always being developed.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Electrolytic Nickel Product InformationElectrolytic Nickel.Synonyms: Full Size Cathode, Strip, 4x4, 1x1, and OSPVale Inco Limited200 Bay Street, Royal Bank PlazaSuite 1600, South Tower, P.O. Box 70Toronto, Ontario, Canada M5J 2K2Chemtrec 24 hr Emergency No. 1-800-424-9300WHMIS Classification: Class D2BElectrolytic nickel is used in steel making and electroplating.Hazardous IngredientsHazardous Ingredients Composition C.A.S. No Oral LD50 -rat Exposure limit (TLV)1,2 –mg/m3Nickel (Ni) 99.92 7440-02-0 >9000 mg/kg 1.5* *as inhalable fractionPhysical DataSilver-grey, odorless metal squares, strips or slabs of various sizes. Material may have sharp edges which can cause cuts or lacerations.IngredientMolarWeightSpecificGravityMeltingPoint (°C)BoilingPoint (°C)Solubility in water(g/100ml)Nickel 58.71 8.9 1453 2732 0Fire or Explosion HazardFinely-divided nickel particles heat treated in reducing atmospheres may become spontaneously combustible.Reactivity DataLike other metals, nickel can react with acids to liberate hydrogen gas which can form explosive mixtures in air.Under special conditions nickel can react with carbon monoxide in reducing atmospheres to form nickel carbonyl, Ni(CO)4, a toxic gas.Toxicological Properties 3NickelAcute Toxicity:a) Oral:Non toxic - LD50 ORAL RAT >9000 mg/kgb) Inhalation:No information availablec) Dermal:No information available.Corrosivity/Irritation:a) Respiratory Tract:Noneb) Skin:See sensitization section.c) Eyes:Mechanical irritation may be expected.Sensitization:a) Respiratory tract:Nickel metal induced asthma is very rare. 3 case reports are available; the data is notsufficient to conclude that nickel metal is classified as a respiratory sensitizer.b) Skin:Nickel metal is a well-known skin sensitizer. Direct and prolonged skin contact withmetallic nickel may induce nickel allergy and elicit nickel allergic skin reactions in thosepeople already sensitized to nickel, so called nickel allergic contact dermatitis.c) Pre-existing conditions:Individuals known to be allergic to nickel should avoid contact with nickel wheneverpossible to reduce the likelihood of nickel allergic contact dermatitis reactions (skinrashes). Repeated contact may result in persistent chronic palmar/hand dermatitis in asmaller number of individuals, despite efforts to reduce or avoid nickel exposure. Chronic toxicity:a) Oral:No information availableb) Inhalation:Animal studies (rats) show that repeated dose inhalation of nickel damages the lung.Chronic inflammation, lung fibrosis and accumulation of nickel particles were observed.c) Dermal:Direct and prolonged skin contact with nickel metal may cause nickel sensitizationresulting in nickel allergic contact dermatitis /skin rash.Mutagenicity /Reproductive toxicity:No data.Carcinogenicity:a) Ingestion:The U.S. National Institute for Occupational Safety and Health (NIOSH) concluded thatthere is no evidence that nickel metal is carcinogenic when ingested.b) Inhalation:There is limited information available from inhalation and intratracheal studies in animals.The U.S. National Toxicology Program has listed metallic nickel as reasonablyanticipated to be a human carcinogen. To date, there is no evidence that nickel metalcauses cancer in humans based on epidemiology data from workers in the nickelproducing and nickel consuming industries.The International Agency for Research on Cancer (IARC)(Vol 49) found there was inadequate evidence that metallic nickel is carcinogenic to humans but since there was sufficient evidence that it is carcinogenic toanimals, IARC concluded that metallic nickel is possibly carcinogenic to humans (Group 2B). In1997, the ACGIH categorized elemental nickel as: A5 "Not Suspected as a Human Carcinogen".Epidemiological studies of workers exposed to nickel powder and to dust and fume generated inthe production of nickel alloys and of stainless steel have not indicated the presence of asignificant respiratory cancer hazard.Preventative MeasuresIf user operations generate dust, fume or mist, use ventilation to keep exposure to airborne nickel below the exposure limit. If ventilation alone cannot so control exposure, use NIOSH-approved respirators selected according to the current edition of Selection, Care and Use of Respirators CSA Z94.4. Maintain airborne nickel levels as low as possible.Avoid repeated skin contact. Wear suitable gloves. Wash skin thoroughly after handling. Launder clothing and gloves as needed. Do not store near acids. If spilled, pick up product and replace in original container.Nickel-containing waste is normally collected to recover nickel values. Should waste disposal be deemed necessary, follow the relevant governmental regulations.First Aid MeasuresIf exposure to nickel carbonyl is suspected, seek medical attention immediately.For skin rashes, seek medical attention. Cleanse wounds thoroughly to remove any nickel particles.Preparation InformationPrepared by: Vale Inco Limited200 Bay St., Royal Bank PlazaSuite 1600, South Tower, PO Box 70Toronto, Ontario, Canada, M5J 2K2Product Stewardship (416) 361-7801MSDS available online at msds@Note:Vale Inco believes that the information in this Material Safety Data Sheet is accurate. However, Vale Inco makes no express or implied warranty as to the accuracy of such information and expressly disclaims any liability resulting from reliance on such information.Footnotes:1 Threshold Limit Value of the American Conference of Governmental Industrial Hygienists.2 Exposure Limits for user operations will depend on the relevant governmental regulations.3 Describes possible health hazards of the product supplied. If user operations change it to other chemical forms, whether as endproducts, intermediates or fugitive emissions, the possible health hazards of such forms must be determined by the user.。