QR-P18-02-02制程首件(木制品)记录表
合集下载
QR-P18-02-02制程首件(木制品)记录表

备注:在以下情况时必须做首件 ◆开机调试参数 ◆换产品规格时,重新调试参数
◆机器出现故障重新开机,质量出现异常重新调试参数
编号: QR-P18-02-2 版本:A
XXXX有限公司
木制品制程首损、霉点及脏污,表面无异物 附着 ◆ 印刷内容清晰完整,不得叠印、重影
【制品检验基准书】 寸法测量 1 3 5 1 3 5 1 3 5 1 3 5 1 3 5 1 3 5 1 3 2 4 6 2 4 6 2 4 6 2 4 6 2 4 6 2 4 6 2 4 品名: 规格: 品名: 规格: 品名: 规格: 品名: 规格: 品名: 规格: 品名: 规格: 判定 OK/NG 制造责任人 质保确认 备注
◆无明显的破损、霉点及脏污,表面无异物 附着 ◆ 印刷内容清晰完整,不得叠印、重影
【制品检验基准书】 寸法测量 1 3 5 1 3 5 1 3 5 1 3 5 1 3 5 1 3 5 1 3 5 2 4 6 2 4 6 2 4 6 2 4 6 2 4 6 2 4 6 2 4 6 品名: 规格: 第 二 联 : 制 造 存 档 品名: 规格: 品名: 规格: 品名: 规格: 第 一 联 : 品 证 存 档 品名: 规格: 品名: 规格: 判定 OK/NG 制造责任人 质保确认 备注 品名: 规格:
品名: 规格:
◆胶合板面板为整张、砂光,不允许拼接 ◆背板允许拼接,沿长度方向一条拼缝,拼 合紧密 ◆胶合板中不得有夹杂物,影响板面平整及 胶合质量 ◆胶合板不允许有分层 1.分层缝隙长*高*深度不超过50×2×20mm 2.一块板最多有1处 ◆胶合板不允许有脱皮、掉渣 ◆胶合板表面不允许铁钉外露 ◆木墩不允许有孔 孔大小≤10*10mm,且每个木墩最多一个 ◆胶合板毛边接受标准 面板允许接受不超过10mm 背板允许接受不超过20mm ◆尺寸符合图纸标准
首件检查记录表A3

班长 IPQC 作业
4.
可生产 不可生产
班长 IPQC 作业
5.
可生产 不可生产
班长 IPQC 作业
6.
可生产 不可生产
班长 IPQC 作业
7.
可生产 不可生产
班长 IPQC 作业
8.
可生产 不可生产
班长 IPQC
说明:1、首件类型:A、物料切换 B、工艺变更 C、加工参数调整 D、电批、手批扭力变更 C、其它 2、首件合格的方可进行批量生产。首件检查异常的需在备注栏注明异常与处理措施,处理完成后需要重新进行首件合格后方可生产。散热器组件需对隧道炉温度 设置与耐压测试设备电压、漏电流与时间参数进行确认。 QR-020 A3 版
判定 结果
IPQC
□合格,可生产 □不合格,不能生产
制造部:
品管部:
工程部:
说明:1、合格:填“OK” ;异常:填“NG” ;不作此项检查:填“/” 。 2、首件检查不合格,IPQC 通知责任单位进行确认并改善,改善合格并做再次确认合格后方可进行生产。 QR-020 A3 版
首件确认记录表
工序: 生产线 工单号 首件 类型 项 目 □每班首件 □程序变更 □其它 日期: 机型&编码 工单总数 □转线(机型) □重大参数调整 检验项目 编号: 班 别 日期/时间 □新机型试产(版本切换) □软件变更 □物料变更(主/辅料) □重大工艺更改 检验记录 结果判定 OK NG 备 注
首件检查记录表
工序:预加工 序 工单 号 1. 编码 品名规格 日期: 待加工 首件类型 总数量 编号: 加工主要 参数规格 首件参数 实测记录
电批手批 ECN 与特殊 扭力符合性 要求符合性
实装
判定
首末件制程检验记录表

批次号记录
XX批次
对于以上各项的综合判定
生产数记录
生产总数
异常记录
生产中的4M异常记录:
作业员
判定基准 填写时间
XX批次 返修总数 品检
填表说明: 1.开机作业、品质异常、换班作业、换模作业、模治具修护后要进行 首3件确认. 2.首3件由作业员检查OK后方可进行生产,由线长,品检进行确认.如 发现不良需重新调试,则重新调试的产品做3件再次确认直到合格为止 3.作业员每2小时各抽检一次并记录,如生产节拍不足2小时则按实际 生产数量.线长对首末件进行确认,品检对首件进行确认并对制程抽检 1-2次。 4.生产结束前由作业员进行末件检查,线长确认,如确认NG时生产部 负责将上一次巡检后生产的产品全数检验. 5、对于“判定基准”栏中有数字规定的,需填写数字,无数字要求的 以√(合格)或×(不合格)表示;
车型
生产日期
□ 白班
班次
□ 夜班
客户名称
序号
日期
版次
修订内容
批准人
首末件制程检验记录表
零件名称
零件件号
制造工序
检查使用检具名称 检查使用检具编号
批准
制/修订人 编号:
版本:2.0
审核
编制
序 号
检查项目
频次 (7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
检查
□ 开机作业 □ 品质异常
□ 换班作业
时机 □ 换模作业 □ 模治具修护
作业员
生产线长
品检
首件
制程
制程
首件 1
首件2
首件 3
制程1
制程 2
XX批次
对于以上各项的综合判定
生产数记录
生产总数
异常记录
生产中的4M异常记录:
作业员
判定基准 填写时间
XX批次 返修总数 品检
填表说明: 1.开机作业、品质异常、换班作业、换模作业、模治具修护后要进行 首3件确认. 2.首3件由作业员检查OK后方可进行生产,由线长,品检进行确认.如 发现不良需重新调试,则重新调试的产品做3件再次确认直到合格为止 3.作业员每2小时各抽检一次并记录,如生产节拍不足2小时则按实际 生产数量.线长对首末件进行确认,品检对首件进行确认并对制程抽检 1-2次。 4.生产结束前由作业员进行末件检查,线长确认,如确认NG时生产部 负责将上一次巡检后生产的产品全数检验. 5、对于“判定基准”栏中有数字规定的,需填写数字,无数字要求的 以√(合格)或×(不合格)表示;
车型
生产日期
□ 白班
班次
□ 夜班
客户名称
序号
日期
版次
修订内容
批准人
首末件制程检验记录表
零件名称
零件件号
制造工序
检查使用检具名称 检查使用检具编号
批准
制/修订人 编号:
版本:2.0
审核
编制
序 号
检查项目
频次 (7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
检查
□ 开机作业 □ 品质异常
□ 换班作业
时机 □ 换模作业 □ 模治具修护
作业员
生产线长
品检
首件
制程
制程
首件 1
首件2
首件 3
制程1
制程 2
冲压件首件检验记录表格模板、doc格式)
质检员签字
时间
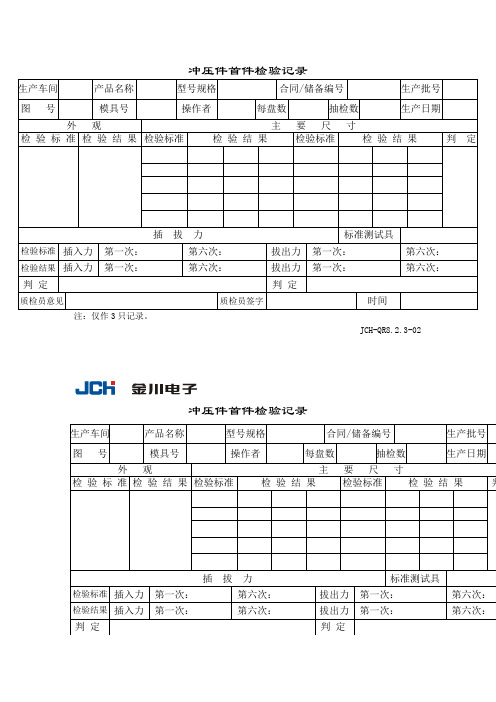
注:仅作3只记录。
JCH-QR8.2.3-02
冲压件首件检验记录
生产车间
产品名称
型号规格
合同/储备编号
生产批号
图号
模具号
操作者
每盘数
抽检数
生产日期
外观
主要尺寸
检验标准
检验结果
检验标准
检验结果
检验标准
检验结果
判定
插 拔 力
标准测试具
检验标准
插入力
第一次:第六次:拔出力来自第一次:第六次:
检验结果
冲压件首件检验记录
生产车间
产品名称
型号规格
合同/储备编号
生产批号
图号
模具号
操作者
每盘数
抽检数
生产日期
外观
主要尺寸
检验标准
检验结果
检验标准
检验结果
检验标准
检验结果
判定
插 拔 力
标准测试具
检验标准
插入力
第一次:
第六次:
拔出力
第一次:
第六次:
检验结果
插入力
第一次:
第六次:
拔出力
第一次:
第六次:
判定
判定
质检员意见
插入力
第一次:
第六次:
拔出力
第一次:
第六次:
判定
判定
质检员意见
质检员签字
时间
注:仅作3只记录。
时间
注:仅作3只记录。
JCH-QR8.2.3-02
冲压件首件检验记录
生产车间
产品名称
型号规格
合同/储备编号
生产批号
图号
模具号
操作者
每盘数
抽检数
生产日期
外观
主要尺寸
检验标准
检验结果
检验标准
检验结果
检验标准
检验结果
判定
插 拔 力
标准测试具
检验标准
插入力
第一次:第六次:拔出力来自第一次:第六次:
检验结果
冲压件首件检验记录
生产车间
产品名称
型号规格
合同/储备编号
生产批号
图号
模具号
操作者
每盘数
抽检数
生产日期
外观
主要尺寸
检验标准
检验结果
检验标准
检验结果
检验标准
检验结果
判定
插 拔 力
标准测试具
检验标准
插入力
第一次:
第六次:
拔出力
第一次:
第六次:
检验结果
插入力
第一次:
第六次:
拔出力
第一次:
第六次:
判定
判定
质检员意见
插入力
第一次:
第六次:
拔出力
第一次:
第六次:
判定
判定
质检员意见
质检员签字
时间
注:仅作3只记录。
首件检查记录表
□Y
□N 作业方法确认
□Y
□N 软件版本确认
□Y□N 静电环点检确认□Y□N 变更确认
□Y
□N 功能测试
□Y
□N 安规测试
□Y
□N
□Y
□N
□Y
□N
□Y
□N
□Y
□N
□Y
□N
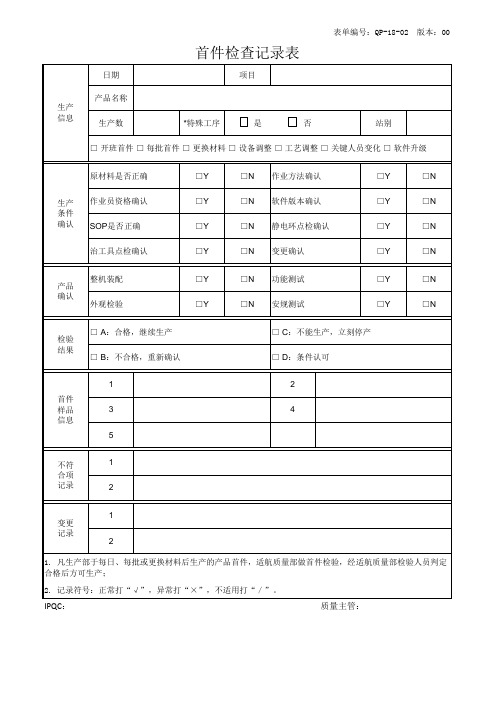
检验 结果
□ A:合格,继续生产 □ B:不合格,重新确认
□ C:不能生产,立刻停产 □ D:条件认可
1
2
首件
样品
3
4
信息
5
不符
1
首件检查记录表
表单编号:QP-18-02 版本:00
日期
项目
生产 信息
产品名称 生产数
*特殊工序
是
否
站别
□ 开班首件 □ 每批首件 □ 更换材料 □ 设备调整 □ 工艺调整 □ 关键人员变化 □ 软件升级
原材料是否正确
生产 条件 确认
作业员资格确认 SOP是否正确
治工具点检确认
产品 确认
整机装配 外观检验
合项
记录
2
1 变更
记录 2
1. 凡生产部于每日、每批或更换材料后生产的产品首件,适航质量部做首件检验,经适航质量部检验人员判定 合格后方可生产;
2. 记录符号:正常打“√”,异常打“×”,不适用打“/”。
IPQC:
质量主管:
冲压件首件检验记录表格格式

插入力
第一次:
第六次:
拔出力
第一次:
第六次:
判定
判定
质检员意见
质检员签字
时间
注:仅作3只记录。
质检员签字
时间
注:仅作3只记录。
JCH-QR8.2.3-02
冲压件首件检验记录
生产车间
产品名称
型号规格
合同/储备编号
生产批号
图号
模具号
操作者
每盘数
抽检数
生产日期
外观
主要尺寸
检验标准
检验结果
检验标准
检验结果
检验标准
检验结果
判定
插 拔 力
标准测试具
检验标准
插入力
第一次:
第六次:
拔出力
第一次:
第六次:
检验结果
冲压件首件检验记录
生产车间
产品名称
型号规格
合同/储备编号
生产批号
图号
模具号
操作者
每ห้องสมุดไป่ตู้数
抽检数
生产日期
外观
主要尺寸
检验标准
检验结果
检验标准
检验结果
检验标准
检验结果
判定
插 拔 力
标准测试具
检验标准
插入力
第一次:
第六次:
拔出力
第一次:
第六次:
检验结果
插入力
第一次:
第六次:
拔出力
第一次:
第六次:
判定
判定
质检员意见
第一次:
第六次:
拔出力
第一次:
第六次:
判定
判定
质检员意见
质检员签字
时间
注:仅作3只记录。
质检员签字
时间
注:仅作3只记录。
JCH-QR8.2.3-02
冲压件首件检验记录
生产车间
产品名称
型号规格
合同/储备编号
生产批号
图号
模具号
操作者
每盘数
抽检数
生产日期
外观
主要尺寸
检验标准
检验结果
检验标准
检验结果
检验标准
检验结果
判定
插 拔 力
标准测试具
检验标准
插入力
第一次:
第六次:
拔出力
第一次:
第六次:
检验结果
冲压件首件检验记录
生产车间
产品名称
型号规格
合同/储备编号
生产批号
图号
模具号
操作者
每ห้องสมุดไป่ตู้数
抽检数
生产日期
外观
主要尺寸
检验标准
检验结果
检验标准
检验结果
检验标准
检验结果
判定
插 拔 力
标准测试具
检验标准
插入力
第一次:
第六次:
拔出力
第一次:
第六次:
检验结果
插入力
第一次:
第六次:
拔出力
第一次:
第六次:
判定
判定
质检员意见
产品首件检验记录表

□OK □NG
记3 录
□O5
□OK □NG
最终判定结果
□合格 □不合格
是否同意量产: □是 □否
检验签名:
注意事 1、所有项目均需连续检查最少5件。 项 2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知检验员,检查判定合格后生产。
□OK □NG
记3 录
□OK □NG
4
□OK □NG
5
□OK □NG
最终判定结果
□合格 □不合格
是否同意量产: □是 □否
检验签名:
注意事 1、所有项目均需连续检查最少5件。 项 2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知检验员,检查判定合格后生产。
填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
金牧人机械
首件检验记录表
编号:JMR-ZL-SJ2016011 版本:A/0
订单号
首件 信息 □开机首检
□生产参数变更
产品名称
记3 录
□O5
□OK □NG
最终判定结果
□合格 □不合格
是否同意量产: □是 □否
检验签名:
注意事 1、所有项目均需连续检查最少5件。 项 2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知检验员,检查判定合格后生产。
□OK □NG
记3 录
□OK □NG
4
□OK □NG
5
□OK □NG
最终判定结果
□合格 □不合格
是否同意量产: □是 □否
检验签名:
注意事 1、所有项目均需连续检查最少5件。 项 2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知检验员,检查判定合格后生产。
填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
金牧人机械
首件检验记录表
编号:JMR-ZL-SJ2016011 版本:A/0
订单号
首件 信息 □开机首检
□生产参数变更
产品名称
首件记录表(DIP)模板

日期(時
間)﹕
檢驗結果
備注
根據《PCBA成品檢驗規範》
根據最新發行的ECN為依據
根據工單備註事項、BOM、ECN、MN核對顯示 屏顯示內容是否正確(機種、BIOS VER) 根據BOM表核對PCBA上的零件規格、廠牌和所 插位置是否正確;導入ECN、MN是否及時
根據“PCBA條碼編碼原則”
根據《PCBA成品檢驗規範》
原因分析與對策﹕
口 不合格
當班 組長
審核
在線 生技
檢驗員
WI-252-FORM01-1
首件記錄表
First Article
機種:
檢查方法及設備
核對工單號、特殊注意事項、BOM
日期(時
間)﹕
檢驗結果
備注
根據《PCBA成品檢驗規範》
根據最新發行的ECN為依據
根據工單備註事項、BOM、ECN、MN核對顯示 屏顯示內容是否正確(機種、BIOS VER) 根據BOM表核對PCBA上的零件規格、廠牌和所 插位置是否正確;導入ECN、MN是否及時
部門 DIP部
﹕ 工單﹕ NO.
班別/線別﹕ 檢驗項目
1 生產機種是否與工單要求相符
2 PCBA板的過錫狀況是否良好
3 MT測試版本確認
4 測試顯示內容確認
5 是否與BOM相符
6 PCBA板條碼是否正確
7 PCBA板外觀檢驗
異常狀況﹕
復核結果﹕
首件 判定
保留1 年
口 合格
部門 DIP部﹕ 工單﹕ NO.源自根據“PCBA條碼編碼原則”
根據《PCBA成品檢驗規範》
原因分析與對策﹕
口 不合格
當班 組長
審核
在線 生技 檢驗員
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
品名: 规格:
◆胶合板面板为整张、砂光,不允许拼接 ◆背板允许拼接,沿长度方向一条拼缝,拼 合紧密 ◆胶合板中不得有夹杂物,影响板面平整及 胶合质量 ◆胶合板不允许有分层 1.分层缝隙长*高*深度不超过50×2×20mm 2.一块板最多有1处 ◆胶合板不允许有脱皮、掉渣 ◆胶合板表面不允许铁钉外露 ◆木墩不允许有孔 孔大小≤10*10mm,且每个木墩最多一个 ◆胶合板毛边接受标准 面板允许接受不超过10mm 背板允许接受不超过20mm ◆尺寸符合图纸标准
第 一 联 : 品 证 存 档
◆开机调试参数
5 6 备注:在以下情况时必须做首件 ◆换产品规格时,重新调试参数 ◆机器出现故障重新开机,质量出现异常重新调试参数 编号: QR-P18-02-2 版本:A
第 二 联 品制程首件自检记录表
检验标准 检验日期 工序 检验基准
备注:在以下情况时必须做首件 ◆开机调试参数 ◆换产品规格时,重新调试参数
◆机器出现故障重新开机,质量出现异常重新调试参数
编号: QR-P18-02-2 版本:A
◆胶合板面板为整张、砂光,不允许拼接 ◆背板允许拼接,沿长度方向一条拼缝,拼 合紧密 ◆胶合板中不得有夹杂物,影响板面平整及 胶合质量 ◆胶合板不允许有分层 1.分层缝隙长*高*深度不超过50×2×20mm 2.一块板最多有1处 ◆胶合板不允许有脱皮、掉渣 ◆胶合板表面不允许铁钉外露 ◆木墩不允许有孔 孔大小≤10*10mm,且每个木墩最多一个 ◆胶合板毛边接受标准 面板允许接受不超过10mm 背板允许接受不超过20mm ◆尺寸符合图纸标准
◆无明显的破损、霉点及脏污,表面无异物 附着 ◆ 印刷内容清晰完整,不得叠印、重影
【制品检验基准书】 寸法测量 1 3 5 1 3 5 1 3 5 1 3 5 1 3 5 1 3 5 1 3 5 2 4 6 2 4 6 2 4 6 2 4 6 2 4 6 2 4 6 2 4 6 品名: 规格: 第 二 联 : 制 造 存 档 品名: 规格: 品名: 规格: 品名: 规格: 第 一 联 : 品 证 存 档 品名: 规格: 品名: 规格: 判定 OK/NG 制造责任人 质保确认 备注 品名: 规格:
XXXX有限公司
木制品制程首件自检记录表
检验标准 检验日期 工序 检验基准
◆无明显的破损、霉点及脏污,表面无异物 附着 ◆ 印刷内容清晰完整,不得叠印、重影
【制品检验基准书】 寸法测量 1 3 5 1 3 5 1 3 5 1 3 5 1 3 5 1 3 5 1 3 2 4 6 2 4 6 2 4 6 2 4 6 2 4 6 2 4 6 2 4 品名: 规格: 品名: 规格: 品名: 规格: 品名: 规格: 品名: 规格: 品名: 规格: 判定 OK/NG 制造责任人 质保确认 备注