LSC-C-SC-001 L-苯丙氨酸生产标准操作规程管理制度
LSC-C-PG-002 L-苯丙氨酸生产企业 检验工作管理规定
LSC-C-PG-0021-3**集团氨基酸事业部文件名称检验工作管理制度文件编号LSC-C-PG-002制订生效日修订生效日//版次/修订1/0制定白云苍狼审核核准目的:建立检验管理制度,促进品质部检验管理的规范化。
范围:适用于品质部日常检验工作。
责任:品质部人员对本制度的实施负责,品质部部长对本制度的有效执行承担监督检查责任。
内容:1.着装1.1检验员开始工作时,应穿着工作服、工作鞋,离开工作岗位时应脱下工作服、工作鞋。
1.2检验员到车间取样,应按生产车间要求着装(如戴帽、戴口罩、戴手套或换洁净工作服等)。
1.3严禁穿工作服上厕所或进食堂。
2.取样2.1由车间质检员、仓库管理员填写“请检单”,一式两份,一份自己留底,一份交给品管部。
2.2检验员取样时应进行现场核对,检查样品名称、批号、数量等是否与请验单一致,样品包装是否完整,有无污染等;如有较大差异时,应拒绝抽样,及时向主管领导反映。
2.3取样应按照有关规定进行,可抽取一定量充分混匀后缩分得适量,尽量注意取样的代表性。
2.4检验人员取样后,在抽取的样品用的容器上注明名称、批号、日期等,并在被抽取样品的外包装上贴上“取样证”。
2.5样品取回后,放入“待检品篮”内,抽样人员填写“取样记录本”,取回的样品一律由品质部主管负责安排每个检验员一天的工作。
3.检验3.1任何样品在检验之前都必须充分混合均匀,从混合后样品中取样检验时,严禁采取倾倒的方法,必须使用药勺掏出或吸管吸出,用合适的容器盛载。
3.2供试品应按照各标准项下的规定研磨、粉碎、混合。
3.3检验必须按照产品标准中的方法进行,不得擅自更改检验方法。
3.4检验用仪器、试剂与试液、标准溶液及其它必需品都必须符合相应质量标准要求。
3.5所有检验都必须在正常的最短期限内完成,如有意外无法完成时,应向部门领导及进反映,以免延误生产。
3.6除含量测定需做三份平行检验外,其他检验项目通常做两份即可。
3.7使用有机溶剂、易挥发试剂的操作应尽量在通风橱内进行。
LSC-C-SC.3-012 L-苯丙氨酸生产ISO文件 二次结晶离心标准操作规程

LSC-C-SC.3-0121-2**集团氨基酸事业部文件名称二次结晶离心标准操作规程文件编号LSC-C-SC.3-012制订生效日修订生效日//版次/修订1/0制定白云苍狼审核核准1目的:通过建立结晶离心甩干操作规程,以规范结晶离心操作,保证晶体质量。
2范围:本标准适用于提炼车间一次结晶离心岗位。
3责任:提炼车间操作人员、提炼车间主任对本规程实施负责,QA监督。
4内容4.1准备4.1.1确认离心机油泵正常,离心机已清洁干净备用。
4.1.2确认结晶罐清洁待用,结晶罐搅拌变频器运行正常。
4.2、结晶罐进料4.2、1关闭结晶罐罐底出料阀门,开启罐顶进料阀,通知二浓三效岗位打料。
当料液浸没搅拌叶时开启搅拌,调整搅拌转速在30转/分钟。
4.2.2打完料后,开启结晶罐冷却循环水阀,注意控制冷却水流量,冷却水阀门应由小到大慢慢开启。
当结晶罐料液温度降至50度时准备离心甩干。
4.3、离心甩干4.3.1接通离心机控制柜电源及油站电源,按下油泵开按钮启动油泵,然后按下主机开按钮启动主机。
4.3.2调节转速开关将开关打到中速(进料转速),等速度达到设定的转速后打开进料阀门开始进料,进料速度要稳定,否则可能引起机器震动,通过观察孔可观察物料的进料情况,根据进料情况可分多次进料,当物料进满后关闭进料阀门,然后将转速开关打到高速位置(脱液转速),脱液时间5分钟后,开启水洗阀,进饮用水洗晶体,水洗时保持离心机高速运转。
4.3.3水洗5分钟后,再高速运转15分钟,当物料达到分离要求后将转速开关打到低速位置(刮料转速),速度稳定后按下刮料开按钮进行刮料,刮料结束后按下刮料关按钮,根据转鼓内物料情况可进行多次刮料。
4.3.4刮料结束后将转速开关打到中速,转速稳定后开始进料进行下一个循环.4.3.5物料分离完停机时,先按主机开关按钮,等到主机安全停止再按下油泵关按钮,然后断开控制柜电源及供油站电源。
4.4、清洁4.4.1当结晶罐料液放完后,用饮用水冲洗结晶罐壁及搅拌,4.4.2刮完料后用水冲洗离心机的滤布。
LSC-C-PG-010 L-苯丙氨酸生产企业 环境噬菌体监测培养基管理规定
LSC-C-PG-010 1-1
**集团氨基酸事业部
目的:建立噬菌体培养基的使用管理制度,确保噬菌体监测的准确性。
范围:适用于培养基的配备和使用。
责任:品管部部长对本规定的有效执行承担监督检查责任,检验人员对实施本规定负责。
内容:
1.培养基是人工培养微生物的营养物质,培养基的制备应用玻璃、搪瓷或金属器皿。
2.培养基的灭菌应使用高压锅,注意彻底排除灭菌器内的冷空气,保证灭菌效果。
3.培养基配好后可用滤纸、纱布、棉花等趁热过滤,除去异物或沉淀物。
4.培养基最好新配使用,一时用不完的可放在冰箱内保存,一般在 5—8℃。
普通琼脂或肉汤
培养基一般不超过一周,生化用培养基不超过一周,S.S 琼脂平板最好当天用完。
5.配制好培养基,填写“培养基配制记录”并标明名称及配制日期,过期变质的培养基不得使用。
6.任何培养基都必须按照规定的条件制备,使用,不得随意改变使用方法。
7.培养基使用前均应检查灵敏度及已知菌对照试验,用于无菌试验及菌种保藏用的培养基,每
次使用前均须做相应的无菌检查,证明培养基灭菌程度彻底者方可使用。
LSC-C-SC.2-024 氨基酸生产ISO文件 L-苯丙氨酸发酵三级文件移种管道灭菌标准操作规程

LSC-C-SC.2-024 1-1
**集团氨基酸事业部
2范围:本标准适用于发酵车间移种管道灭菌。
3责任:发酵车间操作人员、发酵车间主任对本规程实施负责,QA 监督。
4内容:
4.1移种灭菌内容
4.1.1负责移种管道灭菌,以保证种液能够无菌移入到发酵罐内。
4.2、操作程序
4.2.1针对发酵消后保压罐,根据200m3发酵罐结构检查上料阀、连消阀是否关闭;全开移种阀、微开连消阀小排气、上料阀小排气。
4.2.2根据30m3种子罐结构检查罐底第一阀、排污阀是否关闭,全开罐底第二阀、微开罐底第一阀小排气。
然后开启罐底蒸汽阀门,使罐底第一阀小排气有少量蒸汽流出。
根据200m3发酵罐结构上料阀小排气、连消阀小排气有少量蒸汽流出。
4.2.3根据管道压力表,维持压力为0.11——0.12MPa,维持时间为60min。
4.2.4灭菌结束后,根据200m3发酵罐结构关闭上料阀小排气、连消阀小排气;根据30m3种子罐结构依次关闭罐底第一阀小排气以及罐底蒸汽阀。
4.2.5灭菌结束后采用无菌空气吹干移种管道;先把200m3发酵罐空气压力提高到0.07——0.1MPa,根据200m3发酵罐结构开启上料阀、连消阀小排气。
根据30m3种子罐结构开启罐底第一阀小排气进行管道空气吹干。
4.2.6移种管道灭菌、吹干后待用。
4.2.7做好管道灭菌记录。
5相关记录
5.1移种管道灭菌标准操作规程记录。
LSC-C-SC-014 L-苯丙氨酸生产指令的制定与执行管理制度
LSC-C-SC-0141-1
**集团氨基酸事业部
文件名称生产指令下达制定与执行管理制度文件编号LSC-C-SC-014
制订生效日修订生效日//版次/修订1/0
制定白云苍狼审核核准
1目的:规范生产指令的制定与执行程序。
2适用范围:生产部、仓库、各生产车间等生产单元
3责任者:生产涉及到的操作人员及各部门主管
4内容:
4.1.生产指令的下达
4.1.1生产指令由生产部负责编制,一式两份,经生产部长审核后于生产前一天下达到仓
库与生产车间。
4.1.2包装指令由生产部根据半成品检验合格报告单及生产计划编制包装指令单,一式两
份,经生产部长审核,于包装前一天下达到仓库与生产车间。
4.2.生产指令(含包装指令)执行管理制度
4.2.1生产部将签发的生产指令单先后送达仓库和车间。
4.2.2仓库管理员接到生产指令单后,立即进行备料准备。
a)检查待发物料的品名、规格及其库存数量能否满足生产需要。
b)核查物料有效期或储存期是否在规定的期限内。
c)检查物料批号和编号,同一批物料有多厂批号时,做到“先进先出,先生产先出”。
d)检查物料包装是否完好,如发现与物料存在接触的包装材料破损或有其他污染不准发料。
e)发现上述情况有变化立即向生产部、品管部报告。
LSC-C-PG-021 L-苯丙氨酸生产企业 水分测定标准操作规程
LSC-C-PG-021 1-2**集团氨基酸事业部目的:规范水分的测定,以保证检验结果的准确性。
范围:水分的测定。
责任:检验人员对本制度的实施负责,品质部主任监督本制度的执行。
内容:1.烘干法1.1本法适用于不含或少含挥发性成分的药品。
1.2检验操作:取本品 2~5g,平铺于干燥至恒重的扁形称瓶中,厚度不超过 5mm,疏松供试品不 10mm,精密称定,打开瓶盖在 100~105℃干燥 5 小时,将瓶盖盖好,移置干燥器中,冷却 30 分钟,精密称定重量,再在上述温度干燥 1 小时,冷却,称重,至连续两次称重的差异不超过 5mg 为止。
根据减失的重量,计算供试品中含水量(%)。
2.甲苯法2.1本法适用于含挥发性成分的药品。
2.2检验操作:2.2.1 仪器装置500ml 的短颈圆底烧瓶(A);水分测定管(B);直形冷凝管(C),外管长40cm。
使用前,全部仪器应清洁,并置烘箱中烘干。
2.2.2 测定法:取供试品适量(约相当于含水量 1~4ml),精密称定,置 A 瓶中,加甲苯约200ml,必要时加入玻璃珠数粒,将仪器各部分连接,自冷凝管顶端加入甲苯,至充满 B 管的狭细部分。
将A 瓶置电热套中或用其他适宜方法缓缓加热,待甲苯开始沸腾时,调节温度,使每秒钟馏出 2 滴。
待水分完全馏出,即测定管刻度部分的水量不再增加时,将冷凝管内部先用甲苯冲洗,再用饱蘸甲苯的长刷或其他适宜的方法,将管壁上附着的甲苯推下,继续蒸馏 5 分钟,放冷至室温,拆卸装置,如有水黏附在 B 管和管壁上,可用蘸甲苯的铜丝推下,放置,使水分与甲苯完全分离(可加亚甲蓝粉末少量,使水染成蓝色,以便分离观察)。
检读水量,并计算供试品中的含水量(%)。
3.费休氏法3.1容量滴定法本法是根据碘和二氧化硫在吡喧和甲醇溶液中能与水起定量反应的原理以测定水分。
所用仪LSC-C-PG-021 **集团氨基酸事业部2-2 器应干燥,并能避免空气中水分的侵入;测定操作宜在干燥处进行。
LSC-C-SC.2-001 氨基酸生产ISO文件 发酵车间三级文件之苯丙氨酸发酵工程作业指导书
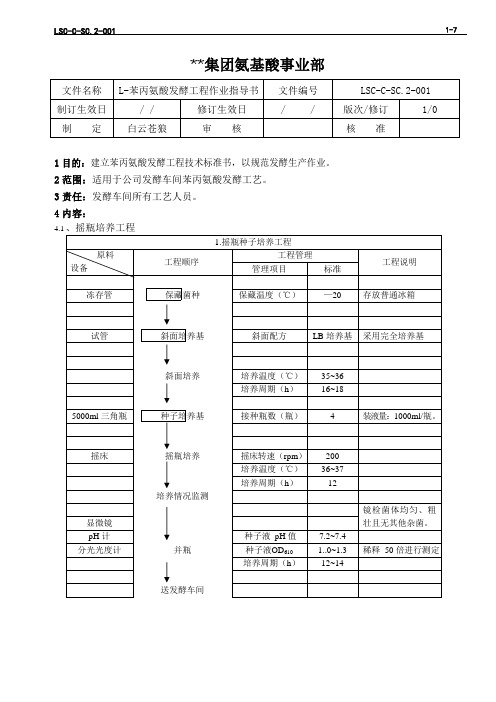
LSC-C-SC.2-001 1-7**集团氨基酸事业部1目的:建立苯丙氨酸发酵工程技术标准书,以规范发酵生产作业。
2范围:适用于公司发酵车间苯丙氨酸发酵工艺。
3责任:发酵车间所有工艺人员。
4内容:4.14.2、L—苯丙氨酸30KL 一级种子工程4.3、L—苯丙氨酸200KL 发酵工程硫酸钾硫酸镁磷酸氢二钾磷酸二氢钾LM硫酸铵GA溶解XG硫酸亚铁氯化钙泡敌氯化钴硫酸锰硫酸锌YDFML-YDKVBYSGL30KL 罐清洗配料槽附 1:L —苯丙氨酸 200KL 发酵培养基配料配制工程设备、原料工程顺序工程管理 工程说明管理项目标准值根据配料单核对原料的 品种、数量、规格及所需配料体积。
接受配料单原料受领原料称量电子台秤 应根据原料所需用量合 理选用电子台秤或电子称进行称量。
电子称硫酸钾硫酸镁 磷酸氢二钾磷酸二氢钾LM硫酸铵 GA溶解XG 硫酸亚铁氯 化 钙 泡敌 氯化钴硫酸锰硫酸锌YD TC 硫酸铜 FM L-Y DK VB YS200T 发酵罐清洗配料槽投料量(Kg ) 40 投料顺序:按投料量从大到小;按溶解度从小到大;最后投微量元素。
投料量(Kg ) 190 投料量(Kg ) 72 投料量(Kg ) 72投料量(Kg ) 20 种子配料槽15m 3×1投料量(Kg ) 330 投料量(Kg ) 100 投料量(Kg ) 200 投料量(Kg ) 2.3 投料量(Kg ) 2 投料量(L ) 20 投料量(Kg ) 1.5 投料量(Kg ) 0.4 投料量(Kg ) 0.4 投料量(Kg ) 50 投料量(Kg ) 1 投料量(Kg ) 0.1 投料量(Kg ) 20 投料量(Kg ) 80 投料量(Kg ) 3 投料量(Kg ) 2.3 投料量(Kg ) 1.5 配料体积(m 3)63与消毒工核对送料体 积。
附 3.L —苯丙氨酸 30KL 种子培养基消毒工程原 料 设 备工程顺序工程管理 工程说明管理项目标准值一级种子罐培养基进罐拆检取样阀锁紧罐盖排尽夹套内余水打开主排气口蒸汽依次从取样管道、罐底 管道、空气管道通入蒸汽进行消毒。
LSC-C-SC.3-015 L-苯丙氨酸生产ISO文件 L-苯丙氨酸提炼车间岗位职责与权限
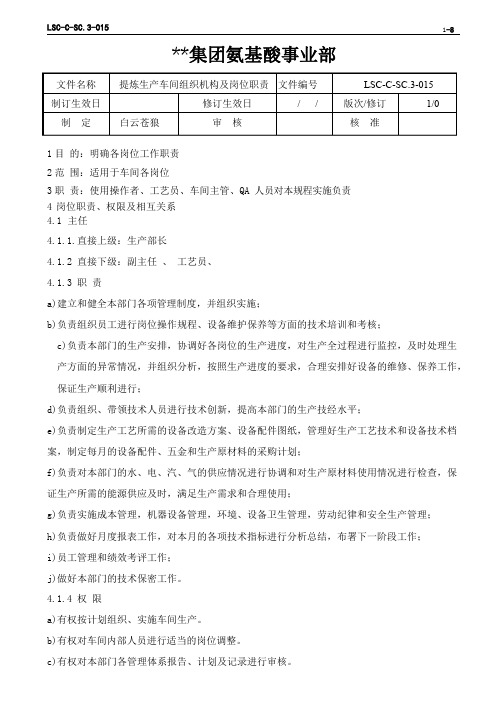
LSC-C-SC.3-0151-8**集团氨基酸事业部1目的:明确各岗位工作职责2范围:适用于车间各岗位3职责:使用操作者、工艺员、车间主管、QA人员对本规程实施负责4岗位职责、权限及相互关系4.1主任4.1.1.直接上级:生产部长4.1.2直接下级:副主任、工艺员、4.1.3职责a)建立和健全本部门各项管理制度,并组织实施;b)负责组织员工进行岗位操作规程、设备维护保养等方面的技术培训和考核;c)负责本部门的生产安排,协调好各岗位的生产进度,对生产全过程进行监控,及时处理生产方面的异常情况,并组织分析,按照生产进度的要求,合理安排好设备的维修、保养工作,保证生产顺利进行;d)负责组织、带领技术人员进行技术创新,提高本部门的生产技经水平;e)负责制定生产工艺所需的设备改造方案、设备配件图纸,管理好生产工艺技术和设备技术档案,制定每月的设备配件、五金和生产原材料的采购计划;f)负责对本部门的水、电、汽、气的供应情况进行协调和对生产原材料使用情况进行检查,保证生产所需的能源供应及时,满足生产需求和合理使用;g)负责实施成本管理,机器设备管理,环境、设备卫生管理,劳动纪律和安全生产管理;h)负责做好月度报表工作,对本月的各项技术指标进行分析总结,布署下一阶段工作;i)员工管理和绩效考评工作;j)做好本部门的技术保密工作。
4.1.4权限a)有权按计划组织、实施车间生产。
b)有权对车间内部人员进行适当的岗位调整。
c)有权对本部门各管理体系报告、计划及记录进行审核。
d)有权对车间生产成本及各项费用进行控制。
e)有权按制度对车间员工奖金进行分配。
f)有权对拒绝使用不合格包装物、原辅材料、备品配件进行管理;g)有权对生产过程进行管理。
4.1.5相互关系a)向生产部负责,全面实施生产车间生产管理、安全管理、质量管理、成本管理和人员管理;b)在公司制度检查和考核方面应服从本单位相关职能部门的管理;c)在生产管理方面对其直接下级进行指挥。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
LSC-C-SC-0011-1
**集团氨基酸事业部
文件名称标准操作规程管理制度文件编号LSC-C-SC-001
制订生效日修订生效日//版次/修订1/0制定白云苍狼审核核准
1目的:
规范标准操作规程管理
2适用范围:
生产部标准操作规程的管理。
3责任者:
生产车间、生产部。
4内容
4.1.岗位标准操作规程原则上一个岗位一个标准操作规程。
4.2.岗位标准操作规程的表头设计为:标题、编号、制定人及制定日期;审查人及审查日期;批准人及批准日期;生效日期、颁发部门、分发部门、页数、正文,其格式见下表:
文件名称标准操作规程管理制度文件编号LSC-C-SC-001
制订生效日//修订生效日//版次/修订1/0制定审核核准
4.3.标准操作规程由生产部组织编写,会同技术部、品管部审核,管代核准。
4.4.岗位标准操作规程的编制应采用标准的国际计量单位,品名采用法定名称。
4.5.岗位标准操作规程为机密文件,印制应有固定份数,每份应有编号,发放应签收,原件由品保部保管,特殊情况需要复印应经品保部主管批准。
4.6.标准操作规程在修订期限内由于标准更新、工艺改革,原辅料变更等原因确需修改时,分别由生产部和车间提出申请,附上试验结果,按审查批准程序修订。
4.7.各生产车间应对新版的标准操作规程组织学习、考核,合格后才上岗操作。
新工人上岗前均应经过标准操作规程的培训,合格后上岗。