鞋模RT成品制作流程
休闲注塑鞋生产制造流程

休闲注塑鞋生产制造流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!休闲注塑鞋生产制造流程一、设计研发阶段。
在正式开始生产休闲注塑鞋之前,首先要进行深入的设计研发工作。
制鞋业流程之-成型
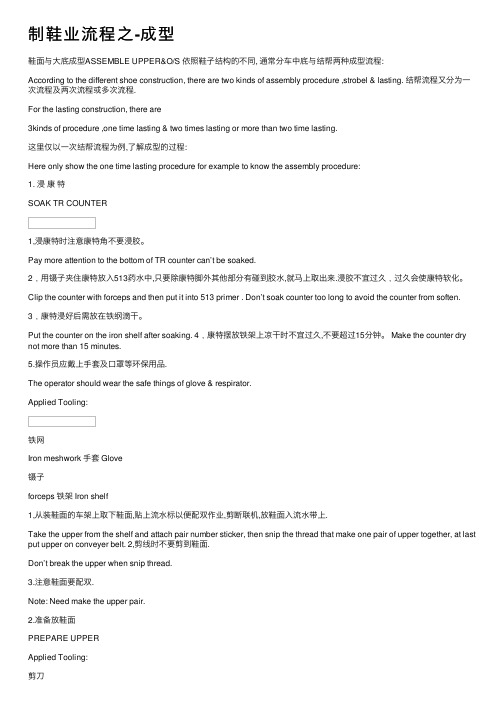
制鞋业流程之-成型鞋⾯与⼤底成型ASSEMBLE UPPER&O/S 依照鞋⼦结构的不同, 通常分车中底与结帮两种成型流程:According to the different shoe construction, there are two kinds of assembly procedure ,strobel & lasting. 结帮流程⼜分为⼀次流程及两次流程或多次流程.For the lasting construction, there are3kinds of procedure ,one time lasting & two times lasting or more than two time lasting.这⾥仅以⼀次结帮流程为例,了解成型的过程:Here only show the one time lasting procedure for example to know the assembly procedure:1. 浸康特SOAK TR COUNTER1,浸康特时注意康特⾓不要浸胶。
Pay more attention to the bottom of TR counter can’t be soaked.2﹐⽤镊⼦夹住康特放⼊513药⽔中,只要除康特脚外其他部分有碰到胶⽔,就马上取出来.浸胶不宜过久﹐过久会使康特软化。
Clip the counter with forceps and then put it into 513 primer . Don’t soak counter too long to avoid the counter from soften.3﹐康特浸好后需放在铁纲滴⼲。
Put the counter on the iron shelf after soaking. 4﹐康特摆放铁架上凉⼲时不宜过久,不要超过15分钟。
女鞋面料加工工艺流程

女鞋面料加工工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!女鞋面料加工工艺流程。
1. 备料,根据鞋样设计要求,选择合适的皮料或其他材料。
制作鞋的工艺流程介绍

制作鞋的工艺流程介绍一、原辅材料仓库管理1、每日原辅材料进出库须做好材料帐及库存帐,并用微机管理;2、进料和发料须专人管理,以免出错;3、进料时须有质检人员在场,检验品质是否正确,颜色是否正确。
二、裁断车间管理1、领料须由专人负责,由组长统一分配给员工;2、真皮类裁切时,因只能单层裁切,用GSB-2C液压摆臂式下料机或XCLP2-250液压平面下料机较好;3、裁切尼龙布、特多龙布、帆布及较薄PVC革时,因材料较软,同时可一次多层裁切,故应用XCLP2-250液压平面下料机或XCLL2-250液压龙门下料机。
4、裁切中底板时,因材料较硬,同时可一次多层裁切,应用XCLP2-250液压平面下料机或XCLL2-250液压龙门下料机。
5、任何裁出的部件、特别是有色皮料、布类应同时做质检、配色、配双及数量清点等工作,以免到针车部门时做重复工作;6、裁切主管人员应辅导员工做好机器及刀模的日常保养工作;7、管理人员须随时巡视员工使用斩是否按指令单的刀号操作并教导员工如何自我检验。
8、教导员工对材料的认识,须适材适用,并注意斩刀排列方式,减少不必要的材料浪费。
三、调配中心管理1、调配中心依据订单情况,将裁切好的部件排列整齐,等待加工;2、已裁切好的部件如需印刷、削皮、贴内里、烫印等,均由调配中心负责;3、加工好的材料交付给中仓备料组,由中仓备料组发料至针车车间加工。
4、裁切好的部件如中底板、鞋垫等,如果不需要特别车缝加工的,可在完成必要处理后送半成品仓库5、在调配中心,待所有部件完成后,一定要将鞋面所有部件质量及统计数字妥善整理,准备交付给针车车间;四、针车车间管理1、针车车间的车帮及做帮的工艺流程和员工配置,依据鞋面设计的不同而变化,一般一条针车流水线,如果每8小时能生产1500双时,须各种针车约70-80台,手工人员约10-15人,共计80-95人;2、车缝时必须注意车线边距,针距是否控制良好,与要求的标准是否相符;3、车缝时必须注意鞋面部件上各记号点的正确性,如车缝时未按正确的记号,鞋面完成后将会不正,造成夹帮困难,影响成品鞋的品质。
鞋业模具制作流程PPT文档35页

46、我们若已接受最坏的,就再没有什么损失。——卡耐基 47、书到用时方恨少、事非经过不知难。——陆游 48、书籍把我们引入最好的社会,使我们认识各个时代的伟大智者。——史美尔斯 49、熟读唐诗三百首,不会作诗也会吟。——孙洙 50、谁和我一样用功,谁就会和我一样成功。——莫扎特
鞋业模具制作流程
26、机遇对于有准备的头脑有特别的 亲和力 。 27、自信是人格的核心。
28、目标的坚定是性格中最必要的力 量泉源 之一, 也是成 功的利 器之一 。没有 它,天 才也会 在矛盾 无定的 迷径中 ,徒劳 无功。- -查士 德斐尔 爵士。 29、困难就是机遇。--温斯顿.丘吉 尔。 30、我奋斗,所以我快乐。--格林斯 潘。
制鞋工艺流程介绍ppt课件

纲要 一、研发作业流程 二、订单作业流程 三、采购作业流程 四、生产作业流程 五、成品出货流程
1
一、研发作业流程
研发接收图纸 参加一选
参加二选
60天
45天
平衡订单
订货会
参加三选
30天
45天
180天
2
二、订单作业流程
平衡订单
15天
下/接订单
3天
生产计划
2 生产流程
技转试作
天
业务指令
到纸箱里面,并用打包机打上手提袋。 4.3.2.6缴库(略) 4.3.2.7补制
大包装缴库完,订单还没有满单,所差异的数 量,必须立即清查开补,重新从裁断领料生产确 保出货交期。
33
4.3.2成型作业流程描述
4.3.2.8 成型作业注意事项: 2.8.1新型体的试作及首件确认 2.8.2各种制具的准备 2.8.3流水线各控制点的标准 2.8.4胶/药水的正确使用 2.8.5杜绝包装错误
8
4.1.2裁管作业流程描述
4.1.2.2排料: 2.2.1排料人员 2.2.2主管生产安排 2.2.3核对款式、物料、数量 2.2.4遵循排料原则排料 2.2.5排料标示
9
4.1.2裁管作业流程描述
4.1.2.3 冲裁:
2.3.1裁断机手
2.3.2主管生产安排(派工单)
2.3.3物料、刀模领用
11
4.1.2裁管作业流程描述
4.1.2.5压头衬: 2.5.1压头衬人员 2.5.2确认物料(鞋头裁片)热熔胶 2.5.3机台调试(温度),参照PFC 2.5.4首件确认,QC过程监控
2.5.5物料包装标示 2.5.6财务记录
12
4.1.2裁管作业流程描述
鞋子生产工艺流程

鞋子生产工艺流程
简介
本文档旨在详细介绍鞋子的生产工艺流程,其中包括鞋子生产的每个阶段,工艺和步骤。
通过了解鞋子生产流程,可以更好地理解鞋子的制作过程。
生产工艺流程
1. 设计和开发阶段
- 客户需求分析和市场调研
- 设计师绘制草图和设计
- 选择材料和颜色
- 制作样品
- 客户审查和确认
2. 鞋子模型制作
- 使用3D打印技术或手工制作鞋子模型
- 进行模型测试和修正
- 获取最终鞋子模型
3. 鞋子生产
- 切割鞋面材料
- 缝合鞋面和鞋底的部分
- 完成原型鞋
- 加工细节和装饰
- 完成鞋底
- 进行质量检查和整理
4. 鞋子装配
- 放置鞋垫和软垫
- 安装鞋面和鞋底
- 确保鞋子各部分结合紧密
5. 鞋子质量控制
- 对成品鞋进行质量检查
- 检查尺寸、外观和缺陷
- 修复或重新制作有问题的鞋子6. 鞋子包装和配送
- 将鞋子放入适当的鞋盒
- 添加鞋盒上的品牌标签和说明书
- 将鞋子包装成整齐的包装盒
- 安排配送或运输
总结
通过以上流程,可以看出鞋子的生产过程是一项复杂而精细的工艺。
从设计和开发到最终鞋子的包装和配送,每个步骤都需要高度的注意和专业知识。
了解鞋子生产工艺流程,有助于我们更好地欣赏和理解鞋子的制作过程。
对于鞋子制造商和消费者来说,掌握这些知识可以更好地选择和生产高质量的鞋子。
NIKEADIDAS成型生产流程

三、成型上线流程所需物品
1.客人确认的样品鞋 2.中文制造单 3.PFC流程 4.轮转数单 5.定型模具 6.画线模具 7.压底模具 8.包装资料
NIKEADIDAS成型生产流程
四、成型作业流程 (一)根据样品鞋、中文单、色卡,由生产主管
确认,生产确认鞋:女鞋37码,男鞋41码。
操作步骤
操作要点及品质标准
1、先看鞋面码数与型体,与中底布码数 对应。
2、左手拿鞋面,右手拿中底布,对准鞋 面与中底布的对应点,左脚从內腰 起针,右脚从外腰起针。
3、用剪刀把线头剪干净。
1、中底及鞋面边距为1MM,针距为1英寸 6-7针,收针需重针4-5针。
2、中底及鞋面车线处不可重叠 ,拉开时 缝隙不得超过1mm。
3 、刷子、玻璃碗每4个小时更换一次。
NIKEADIDAS成型型操作PFC、外观检验标准
工序名称:贴港宝
操作步骤
1、左手拿鞋面,右手拿港宝,对准后 套中心点。
2、按照流程要求的边距贴上去。 3、把反口内里拉平齐后套边缘。
机器/工具:港宝
操作要点及品质标准
照射机
过照射机
1.把大底配双放在照射机 上,过照射机 2.深色MD使用弱光照射, 能量在0.48-0.57J/c㎡以 上; 3.浅色MD使用强光照射, 能量在0.56-0.70J/c㎡以 上(以中底不发泡为准)
NIKEADIDAS成型生产流程
第一章:机器的使用及认识
活化机
鞋面活化港宝
1.撕开后跟反口,放在烘
NIKEADIDAS成型生产流程
ASTD006成型流程
参考依据所属工艺:成型操作PFC 、外观检验标准
工序名称:鞋面与鞋楦配双
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
<RT工作流程>
東莞匠門RT室 東莞匠門 室
<RT工作流程>
1.準備材料(提前20分鐘)
A.把粘土放入在50度 烤箱下加溫,使粘 土變軟。
B.啟動真空機(預熱機 臺十分鐘)。,備矽利 康,放入真空機內進 行抽真空{一個模型 矽利康用量約(模型 最高尺寸)*(模型最 寬尺寸+3)*(模型最 長尺寸+3)-模型重 量}*1.17。 C.稱出模型重量(g),計算出RT成品需用料。
• A.上模矽利康的用量,長寬尺寸同前, 高度為馬桶网格(或座深)的最底部 到模口的最的距離。測量方法:長 (A)*寬(B)*高(H+1.5cm)*0.76/cm計 算出上模的用量。 D.拆模先將鋁板 拿掉過后,將矽利康模具放入水池里 進行冷卻(這樣可以避免損壞模型), 冷卻到5分鐘至8分鐘過后拆模,
4.做矽利康模具- 下模
A.將烘烤后的模具拿出來,拆掉鋁板,用分模 鉗將石膏和下模分開,修剪模具毛邊,將模具 內仁模面清理干凈,並插上排氣孔進料柱)均 勻刷一層脫模劑,
• B.再用鋁板將底模四周封起來,倒入攪拌后 的矽利康,放入真空機抽氣5分鐘至10分鐘。
5.烤制及完成
在放入溫度為100 攝氏度至110攝氏 度的烤箱烘烤約70 分鐘左右
C
D
• D.用鋁板將石膏模四周擋起來密封,將攪拌 好的矽利康倒入模具內。
• E.放入真空機內抽 5分鐘--10分鐘的 真空(注:如內仁較 淺,沒有馬桶网的, 要在模型上加一個 固定的圓柱,是活 動的, • F.防止抽氣時將模 型從石膏模上抽起 來,待抽完真空後 取下來)。
G.將模具放入烤箱烘烤,前30分鐘用65攝氏度至75攝氏 度烤烘,待表面已經硬化,將其溫度升至85攝氏度至100 攝氏度,烘烤40分鐘至50分鐘左右。 在操作當中,當做石膏模時,大概測量一下它的長寬高, 測量方法用:長(a)*寬(b)*高(h+1.5m)*0.6g/cm計算出 大概下模的用量。
B.外圍形狀不限制(以省料為 主)在模凸出去上做出排氣 孔,周邊密封好后,將準備 好的石膏,加入約石膏三分 之一的水攪拌均勻,倒入粘 土模內,等待7分鐘--10分 鐘,使其硬固。
粘土分模面
待搅拌好的石 膏倒入模具中
C.拆掉四周擋板,將粘土取掉,用棉花棒清潔 表面,要特別注意色溝,視線、商標、模口、 及底部花紋。在石膏模四周裝幾個固定柱(方 便合模具更密封),均勻刷一層脫模劑,讓模型 吸收3分鐘--5分鐘,用風槍吹干表面,並且要 把色溝等深處多的脫模劑吹出來,用棉花棒把 脫模劑均勻涂擦於表面。
C.打開真空機,把注好的模具放入烤箱為100度左右,溫 度烘烤50分鐘左右取出成品,內注料用量1.6*木模重量 +60或木模重量除5*8+60等於RT成品模倒一層RT料,在真空 機內抽取3分鐘至5分鐘左右,然后取出,再用刮片均 勻在底模上涂一層,(注意模口一定要刮到位,否則 出來的模口不整齊)。待料開始硬化不流動時,放入 烤箱,在100度溫度下烤15分鐘至20分鐘左右。在此 期間,上模也要放入烤箱加熱,因為冷模會有收縮, 從烤箱取出上下模,清理上下模殘雜料,將上模排氣 孔要疏通。合好模具,用透明膠密封緊,插上漏斗, 倒入調好的發溝料,同一款模具,發泡料的用量是內 注用量的三分之二左右,即2*(1.6×木模重量+60)。
• B.將排氣孔進料柱都拔掉,在用 分模鉗將上下模分開,(注意拆 下模時需兩個人配合,慢慢將模 型從下模取出),修剪模具毛邊 清洗模具,檢查模具是否有問題, 進行封模,用透明膠帶封好,注 意不要讓模具錯位(會造成成品 出來肉厚不一樣)在注料口插上 漏斗,準備進行灌制成品。
6.灌制成品
• A.灌制RT成品,該 方法是在真空機內 進行,即先把備好 的液體固定在真空 機杯架上,預抽30 分鐘至40分鐘左 右)。 • B.在把模具放入真 空機內,在抽真空 狀態下,混合A、B 劑攪拌1分鐘左右 倒入下方的模具上, 待注滿模具后,
7.檢查成品,修剪成品
•檢查好成品是 否是有地方缺 陷,未修剪 好,OK后清潔成 品,將其吹干后 噴一層蜡,使其 看起來更光亮, 將成品裝入干 凈的塑料袋。
• 成品做出后,進行 修剪,毛邊修剪掉, 進料柱需打平,
注:由於生產過程用到較多的粘性材料,故請注 意每個步驟要做好6S,做好生產車間的環境衛生. 并妥善保管好生產后的木模模型和矽利康模具, 以備后用! 2008年12月20日制
2.檢查模型
A.檢查模型有無刀痕,表面是 否光滑有無快干痕跡。 B.色溝處是否太薄,有任何問 題都可提出,協調解決。
認真品檢 減少重復
3.做矽利康模具-上模
A.將模型放到平順的鋁板 上,用加熱后的粘土圍 起來,它的外圍大小,寬 度以模型尺寸分別向外 加1cm-1.5cm厚,長度以 模型最長尺寸分別向外 加1cm-1.5cm,高度以模 型模口向上加0.8cm1.2cm厚