热处理T250
T250马氏体时效钢晶粒细化热处理

2021年第2期热加工77热处理Heat Treatment1 序言20世纪80年代,国际镍公司(INCO)研制出无钴马氏体时效钢T250,该钢在C250基础上去掉Co元素,降低Mo含量,增加了Ti含量,性能接近C250[1]。
1995年,国内抚顺特有限公司、钢铁研究总院与西安长峰机电研究所联合成功研制国产T250钢。
目前,T250钢凭借超高强度和较好的韧性,已广泛应用于发动机燃烧室壳体。
某型号T250钢发动机燃烧室壳体(以下简称“壳体”)由前后连接环和筒体组焊成形,是发动机上承受高温、高压的关键部件。
试制壳体在水压测试过程中发生开裂。
本文以水压试验过程中开裂的壳体为对象,通过光学显微镜和扫描电镜观察开裂部位的微观形态、断口形貌,分析了裂纹与金相组织的关系,找到造成水压裂纹形成的直接原因,提出并验证了预防水压裂纹的热处理措施。
2 试验方法及结果分析壳体加工工艺流程为:原材料→锻造→毛坯固溶→一道次旋压→道次间固溶→二道次旋压→旋压筒体时效→切头组焊前后连接环→焊后时效。
本次失效分析针对该壳体热加工过程进行,取样编号,见表1。
2.1 扫描电镜断口分析对取样进行断口扫描观察(见图1),Y1是非正常的脆性断口,呈沿晶断裂,组织非常粗大;Y2T250马氏体时效钢晶粒细化热处理袁钰坤,葛莉娜,张鹏博,朱伟强,郭刚西安长峰机电研究所 陕西西安 710065摘要:某型号T250马氏体时效钢发动机燃烧室壳体在水压过程中开裂。
针对壳体开裂失效展开分析,采用光学显微镜和扫描电镜观察裂纹形态,断口形貌,分析裂纹与金相组织的关系,综合判断晶粒粗大是造成壳体水压开裂的主要原因,提出并验证T250马氏体时效钢晶粒细化的措施。
关键词:开裂失效;晶粒粗大;时效钢表1 试样标记标记状态说明Y1原材料1号时效态Y2原材料2号时效态1S旋压筒体时效后2S焊后时效后SY1水压时效壳体取样1号SY2水压失效壳体取样2号a)Y1 b)Y2c)1S d)2Se)SY1 f)SY2图1 断口形貌观察2021年第2期热加工78热处理Heat Treatment样品断口正常,属于韧性断口,主要以韧窝为主;1S、2S、S Y2均为非正常的脆性断口,呈沿晶断裂;SY1是混合断口,以准解理为主,伴随着少部分沿晶断裂,主要分布在夹杂物形成的孔洞处。
T250无钴马氏体时效钢研制
无钴马氏体时效钢失去Co、Mo的交互作用, 含Mo金属间化合物的析出量减少,强化效果减 弱,如果增加Mo含量提高强度,则钢在奥氏体化 时富钼金属问化合物不易溶解,导致钢的塑韧性 降低,因此Mo含量不宜过高。
Ti是马氏体时效钢的强化元素,文献[12]中 指出,每增加0.1%的Ti,强度增加54 MPa。当 Ti由1.4%增加到1.8%,强度由1 820 MPa增加 到2 000 MPa,塑性由13%降到9%,K113由 90 MPamⅣ2降到70 MPa·mⅣ2[8'”],因此Ti含量 是决定钢强度和塑韧性的关键元素,T250钢将Ti 控制在1.3%一1.6%之间。
Abstract:The article studies T250 eobMt—free maraging steel and analyzes the effects of the chemical elements.It represents the character of the steel,the mechanics of hardening and toughe— ning and the ways of increasing the toughness.At last it develops the research of heat treatment pro- cedure and mechanical property and establishes the optimum heat treatment procedure.The result shows that the steel has a higher performance of hardening and toughening.We may choose 820~ 9200C as the temperature of softening and solution.The change of solution temperature influences slightly the mechanics performances.It has better plasticity,toughness and cold processing in the solution condition.It has the optimum hardening and toughening when it is aged at the temperature of 480—5 10。C and the insulation work of 3—8 h.We ought to keep T250 higher purity in order to guarantee higher plasticity and toughness.
25cr2mova热处理

25cr2mova热处理以25Cr2MoV热处理为标题,下面将对其进行详细介绍。
热处理是一种通过加热和冷却来改变材料的物理和化学性质的工艺。
25Cr2MoV是一种高强度合金钢,常用于制造高温、高压下工作的重要零件,如汽车发动机的曲轴、飞机发动机的涡轮等。
对于25Cr2MoV材料的热处理,可以改变其组织结构和性能,以提高其强度、硬度和耐磨性。
热处理过程主要包括加热、保温和冷却三个阶段。
首先是加热阶段,将钢材加热到一定温度,一般采用电阻加热炉或气体加热炉进行加热。
对于25Cr2MoV钢材,通常将其加热到1000-1100摄氏度,以达到奥氏体化的目的。
奥氏体是一种具有良好塑性和韧性的组织结构,对于高强度合金钢来说,奥氏体的形成非常重要。
接下来是保温阶段,将加热后的钢材保持一定时间,使其内部组织结构得到均匀的转变。
对于25Cr2MoV钢材,保温时间通常为1-2小时,以确保其完全奥氏体化。
在保温过程中,需要控制好温度和时间,以防止过热或过度保温导致组织不稳定。
最后是冷却阶段,将保温后的钢材迅速冷却,以固定其组织结构和性能。
冷却方式有很多种,包括空冷、水冷、油冷等。
对于25Cr2MoV钢材,一般采用油冷的方式,以获得更好的硬度和耐磨性。
油冷时需要注意冷却速率的控制,以避免产生过多的残余应力和变形。
经过热处理后的25Cr2MoV钢材,其组织结构发生了明显的变化。
原本的珠光体逐渐转变为奥氏体,晶粒也得到了细化。
这些变化使得钢材的强度和硬度得到了提高,同时耐磨性和韧性也有所增加。
热处理还可以消除钢材中的内应力,提高其抗拉强度和抗疲劳性能。
总的来说,25Cr2MoV热处理是一种重要的工艺,可以改善钢材的组织结构和性能,提高其适用范围和使用寿命。
通过合理的加热、保温和冷却控制,可以获得理想的热处理效果。
在实际应用中,需要根据具体要求和条件来选择适当的热处理方案,以确保钢材的质量和可靠性。
材料热处理参数

<200
<200
1-2min/mm且>30min
25mm/h且>1h
空冷
管件
1Cr5Mo
174-230
铁素体+珠光体
MT、UT
正火
回火
室温
945±15
700±15
<200
<200
1-2min/mm且>30min
25mm/h且>1h
空冷
管件
321(0Cr18Ni10Ti)
139-187
奥氏体
735±15
<200
<200
1-2min/mm且>30min
25mm/h且>1h
空冷
管件
12Cr1MoV
123-179
铁素体+贝氏体(珠光体)
或回火马氏体
MT、UT
正火
回火
室温
970±15
750±20
<200
<200
1-2min/mm且>30min
25mm/h且>1h
空冷
管件
A672B70CL32
/
130-197
铁素体+贝氏体(珠光体)
或回火索氏体
MT、UT
正火
回火
室温
945±15
735±15
<200
<200
1-2min/mm且>30min
25mm/h且>1h
空冷
管件
A335P12
130-197
铁素体+珠光体
MT、UT
正火
回火
室温
945±15
690±15
<200
<200
1-2min/mm且>30min
25mm/h且>45min
zg275阀体热处理工艺

ZG275阀体热处理工艺
一、加热
1. 加热温度:根据ZG275阀体的材料成分和热处理要求,加热温度应控制在780℃-850℃之间。
2. 加热速度:为了减少加热时产生的热应力,应采用缓慢加热的方式,加热速度不宜过快。
建议采用随炉加热或连续式加热炉进行加热。
3. 加热均匀性:为了确保热处理质量,应保证ZG275阀体在炉内均匀受热,避免局部过热或温度不均的现象。
二、保温
1. 保温时间:保温时间应根据ZG275阀体的厚度、材料成分和热处理要求而定。
一般而言,保温时间应控制在2-4小时之间。
2. 保温温度:在保温过程中,应保持温度稳定,温度波动不应超过±10℃。
3. 气氛控制:对于在保护气氛下进行热处理的ZG275阀体,应控制气氛的成分和湿度,以避免氧化和脱碳等缺陷的产生。
三、冷却
1. 冷却方式:根据ZG275阀体的热处理要求和材料特性,可选择油冷、水冷或空冷等方式进行冷却。
为了获得良好的机械性能,建议采用油冷或空冷方式。
2. 冷却速度:冷却速度对ZG275阀体的组织和性能有很大影响。
为了获得良好的组织和性能,应控制适当的冷却速度。
对于油冷或空冷方式,应控制油温或空气温度,以避免冷却不均和淬火开裂等问题。
3. 回火处理:根据需要,在冷却之后进行回火处理可以提高ZG275阀体的韧性和耐腐蚀性。
回火温度和时间应根据材料成分和热处理要求而定。
钢的回火转变.pptx

Si—可有效提高钢回火抗力
原
因
:
硅
能
溶
解
到
-
碳
化
物
中
,增加了它
第9页/共24页
的稳定
性
,
2.合金元素对AR转变的影响
1)ARB、 ARP 、AR M
二次淬火—当AR在B和P之间的A稳定区域保持,AR不发生分解,在随 后冷
却转变为M。
2)回火时的二次淬火和稳定化、催化现象
催化—回火时二次淬火的Ms’Ms产生的二次M的量较多
高碳钢中回火马氏体与下贝氏体的区别
第7页/共24页
从显微组织的形态和分布来看,下贝氏体与高碳钢回火马氏体很 相似,
都是暗黑色针状,各个针状物之间都有一定的交角,而它们的区别是 :
1)高碳钢的回火马氏体表面浮凸呈N字形,下贝氏体的表面浮凸是不 平行
的,相交成“v”形或“Λ”形;
2)高碳钢回火马氏体中存在位错与孪晶,下贝氏体中铁素体也有位 错缠结
片状M形成—产生显微裂纹
回火--应力消除和在裂纹中析出碳化物--部分显微裂纹
自动焊合
第15页/共24页
三、中碳钢回火时机械性能的变化 1.T250℃ T--、塑性不变、HRC 2.200~300℃ T--HRC 3. 300℃ 与低碳钢相似,韧性、强度 弹簧钢:淬火+中温回火
第16页/共24页
§7-3 回火脆化现象
缺点:不能解释为什么钢中同时存在某些合金元素和杂质才会发生脆 性
修正: ①二次偏聚理论; ②三元固溶体的平衡偏聚理论
2)非平衡偏聚理论
Fe3C析出,杂质元素在其周围富集—脆化 4.抑制TE的措施
①在钢中加入适量的Mo、W等元素;
常用金属材料热处理方法

常用金属材料热处理方法常用金属材料热处理方法材料牌号标准号热处理方式热处理温度冷却方式备注WCB WCC WCA ASTM A216正火900℃~920℃空冷硬度≤HB237 A105ASTM A105正火900℃~920℃空冷硬度HB137~HB18717-4PH ASTM A564固溶+沉淀硬化固溶1040℃±15℃沉淀硬化620℃±10℃水冷空冷双重时效硬化,硬度HB302~HB320LF2ASTM A350淬火+回火淬火910℃~940℃回火593℃~649℃水冷空冷硬度≤HB197F11ASTM A182正火+回火正火900℃~920℃回火≥675℃空冷空冷1.CLASS 1硬度HB121~HB1742.CLASS 2硬度HB143~HB2073.CLASS 3硬度HB156~HB207F22ASTM A182正火+回火正火900℃~920℃回火≥675℃空冷空冷1.CLASS 1硬度≤HB1702.CLASS 3硬度HB156~HB207F6a ASTM A182正火+回火正火1010℃~1050℃一次回火≥675℃二次回火≥620℃空冷空冷1.硬度HB167~HB229;2.要符合NACE要求,需进行二次回火;3.调质处理(淬火+回火,硬度HB240~HB270)。
F304 F304LF316 F316LASTM A182固溶1040℃~1100℃水冷硬度≤HB237 F51ASTM A182固溶1040℃~1080℃水冷硬度≤HB269 F53ASTM A182固溶1040℃~1080℃水冷硬度≤HB310 F55ASTM A182固溶1100℃~1140℃水冷F347 F321ASTM A182固溶+稳定化处理固溶1040℃±10℃稳定化870℃~900℃水冷空冷硬度≤HB237LF1ASTM A350淬火+回火淬火900℃~920℃回火620℃~650℃水冷空冷硬度≤HB197LF2 LF3ASTM A350淬火+回火淬火950℃~970℃回火593℃~649℃水冷空冷硬度≤HB197CF3 CF3MCF8 CF8MASTM A351固溶1040℃~1100℃水冷硬度≤HB237 LCB LCC ASTM A352淬火+回火淬火900℃~920℃回火620℃~650℃水冷空冷硬度≤HB237LC1ASTM A352淬火+回火淬火900℃~920℃回火620℃~650℃水冷空冷硬度≤HB237LC2 LC3ASTM A352淬火+回火淬火950℃~970℃回火620℃~650℃水冷空冷硬度≤HB237WC9ASTM A217正火+回火正火950℃±10℃回火680℃~730℃风冷空冷硬度≤HB237C5、C12ASTM A217正火+回火正火950℃~970℃回火680℃~730℃风冷空冷硬度≤HB237C12A ASTM A217正火+回火正火950℃~970℃回火≥730℃风冷空冷硬度≤HB237CA15ASTM A217正火+回火正火900℃~980℃回火≥595℃风冷空冷硬度≤HB237WC4 WC5 WC6ASTM A217正火+回火正火930℃±10℃回火650℃~710℃风冷空冷硬度≤HB2374130ASTM A29淬火+回火淬火880℃~910℃回火≥540℃油冷水冷硬度≤HB2294140ASTM A29淬火+回火淬火850℃~880℃回火≥680℃油冷水冷硬度≤HB217410ASTM A276正火955℃~980℃空冷硬度HB190~HB235 420ASTM A276正火955℃~980℃空冷硬度≤HB241NO6625ASTM B564固溶1180℃~1210℃水冷硬度≤HB321NO8825ASTM B564固溶1150℃~1180℃水冷硬度≤HB321NO4400ASTM B564正火910℃~930℃空冷硬度≤HB321Cu5MCuC ASTM A494固溶1150℃~1180℃水冷到940℃~990℃保温再水冷水冷CW6MC ASTM A494固溶1180℃~1210℃水冷C95800ASTMB148正火680℃±10℃空冷C63200ASTM B150淬火+回火淬火850℃~880℃回火700℃±15℃油冷空冷4A ASTM A890/995固溶1120℃~1150℃炉冷到1020℃,然后水冷水冷5A ASTM A890/995固溶1120℃~1150℃炉冷到1050℃,然后水冷水冷6A ASTM A890/995固溶1100℃~1130℃水冷B7ASTM A193淬火+回火淬火850℃~927℃回火593℃~690℃水冷炉冷硬度≤HB321B7M ASTM A193淬火+回火淬火850℃~927℃回火620℃~720℃水冷炉冷硬度HB200~HB235B16ASTM A193淬火+回火淬火925℃~954℃回火650℃~670℃油冷炉冷硬度≤HB321B8 CLASS 1ASTM A193固溶1050℃~1080℃水冷硬度≤HB223 B8 CLASS 2ASTM A193固溶1050℃~1080℃水冷硬度≤HB321 B8M CLASS 1ASTM A193固溶1050℃~1080℃水冷硬度≤HB223B8M CLASS 2ASTM A193固溶1050℃~1080℃水冷硬度≤HB321 2H ASTM A194淬火+回火淬火850℃~870℃回火≥455℃水冷炉冷硬度HB248~HB3272HM ASTM A194淬火+回火淬火850℃~870℃回火≥620℃水冷炉冷硬度HB159~HB2354ASTM A194淬火+回火淬火850℃~900℃回火≥595℃水冷炉冷硬度HB248~HB3277ASTM A194淬火+回火淬火850℃~900℃回火≥595℃水冷炉冷硬度HB248~HB3277M ASTM A194淬火+回火淬火850℃~900℃回火≥620℃水冷炉冷硬度HB159~HB2358ASTM A194固溶1050℃~1100℃水冷硬度HB126~HB300 8M ASTM A194固溶1050℃~1100℃水冷硬度HB126~HB300 L7ASTM A320淬火+回火淬火850℃~900℃回火≥595℃油冷炉冷硬度≤HB321L7M ASTM A320淬火+回火淬火850℃~900℃回火≥620℃油冷炉冷硬度HB200~HB23512Cr13GB/T 1220正火+回火正火955℃~980℃回火≥725℃空冷空冷1.硬度≤HB200;2.调质处理(淬火+回火,硬度HB200~HB240)20Cr13GB/T 1220正火+回火正火955℃~980℃回火≥675℃空冷空冷1.硬度≤HB223;2.调质处理(淬火+回火,硬度HB229~HB269)17-4PH ASTM A564固溶+沉淀硬化固溶1040℃±15℃沉淀硬化620℃±10℃水冷空冷双重时效硬化,硬度HB302~HB320。
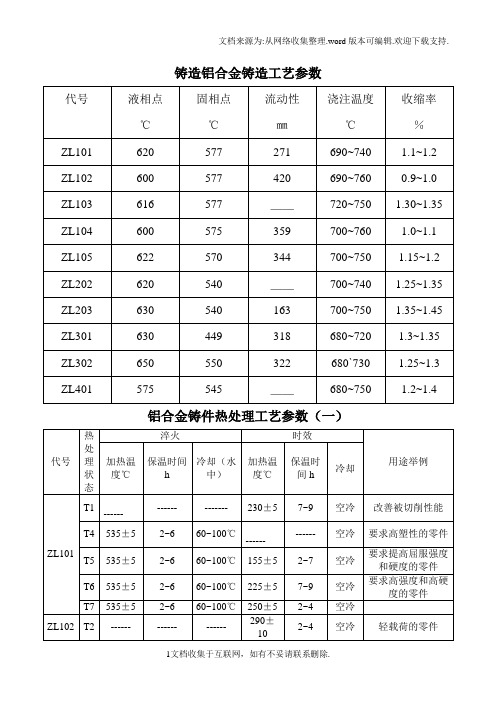
铝合金铸件热处理工艺参数
5~10
空冷
受中等载荷的零件
T5
525±5
3~5
100℃
160±5
3~5
空冷
受中等载荷的零件
T6
525±5
3~5
60~100℃
180±5
5~10
空冷
受重载荷的零件
T7
525±5
3~5
60~100℃
240±10
3~5
空冷
在较高温度下工作的零件如汽缸
ZL107
T6
515±5
10
60~100℃
155±5
要求高屈服极限高硬度的零件
ZL301
T1
------
------
-------
170±5
4~6
空冷
------
ZL302
T6
535±5
2~6
60~100℃
175±5
10~15
空冷
ZL401
T2
------
------
-------
290±5
3
空冷
消除应力稳定尺寸的零件
ZL402
T1
------
------
622
570
344
700~750
1.15~1.2
ZL202
620
540
__
700~740
1.25~1.35
ZL203
630
540
163
700~750
1.35~1.45
ZL301
630
449
318
680~720
1.3~1.35
ZL302
650