焊接工艺评定新pWPS表格格式
焊接工艺评定表格
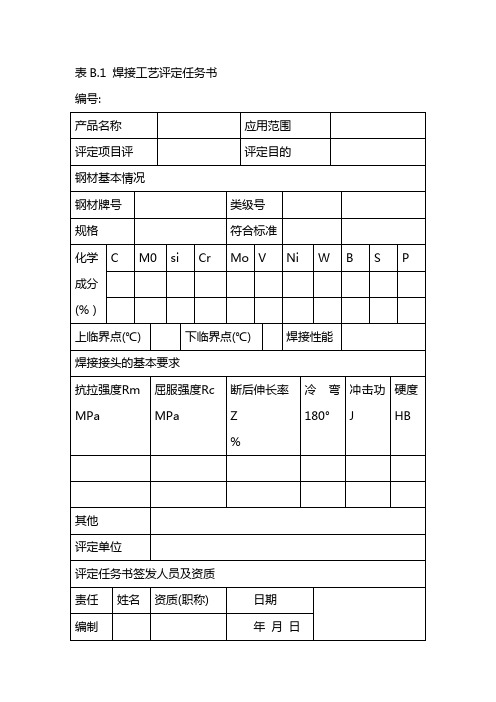
编号:
产品名称
应用范围
评定项目评
评定目的
钢材基本情况
钢材牌号
类级号
规格
符合标准
化学成分
(% )
C
M0
si
Cr
Mo
V
Ni
W
B
S
P
上临界点(℃)
下临界点(℃)
焊接性能
焊接接头的基本要求
抗拉强度Rm
MPa
屈服强度Rc
MPa
断后伸长率Z
%
冷弯180°
冲击功J
硬度HB
其他
评定单位
评定任务书签发人员及资质
责任
姓名
资质(职称)
日期
编制
年月日
审核
年月日
批准
年月日
表B.2焊接工艺评定方案
编号:
任务书编号
产品名称
评定项目
评定目的
评定钢材
钢材牌号
类级别
类级与类级
钢材厚度
直径
评定钢材成分、性能复核结论检
检验报告编号
钢材焊接性
验证资料编号
接头型式及焊道设计
接头种类
对口简图:焊道简图:
坡口形式
衬垫及其材料
焊道设计
焊缝金属厚度
焊接方法
种类
自动化程度
填充材料和保护气体
焊
接
材
料
焊丝型号
规格
保
护
气
体
气体种类
流量
焊条(剂)型号
规格
背面保护
流量
钨极型号
规格
拖后保护
流量
其他
试件检验项目
pWPS预焊接工艺规程(碳钢对焊)
预焊接工艺规程(pWPS)
编号:XXXX-2203
编制:
审核:
批准:
日期:
xxxx有限公司
单位名称 xxxx有限公司
预焊接工艺规程编号 pWPS-2203 日期 2022.7.20 所依据焊接工艺评定报告编号 /
焊接方法 GTAW(钨极气体保护焊) 机动化程度(手工、机动、自动)手工
焊接接头:
坡口形式 V形坡口
衬垫(材料及规格) /
其他单面施焊双面成形
简图:(接头型式、坡口形式与尺寸、焊层、焊道布置及顺序)
母材:
类别号 Fe-1 组别号 Fe-1-2 与类别号 Fe-1 组别号: Fe-1-2
标准号 GB/T 1591-2018 材料代号 Q345 与标准号 GB/T 1591-2018 材料代号: Q345
对接焊缝焊件母材厚度范围 1.5-16mm 角焊缝焊件母材厚度范围 /
管子直径、壁厚范围:对接焊缝 / 角焊缝 /
其他 /
填充金属
焊材类别:FeS-1-2
焊材标准:GB/T 8110-2008、NB/T 47018.3-2017
填充金属尺寸:Φ2.5mm
焊材型号:ER50-6
焊材牌号(金属材料代号):ER50-6
填充金属类别:焊丝
其他:/
对接焊缝焊件焊缝金属厚度范围: 0-16mm 角焊缝焊件焊缝金属厚度范围:不限
耐蚀堆焊金属化学成分/%
C Si Mn P S Cr Ni Mo V Ti Nb
/ / / / / / / / / / / 其他:/
注:对每一种母材与堆焊材料的组合均需分别填表。
版全套焊接工艺评定表格

焊接工艺评定任务书
表码号: Q/CKD/D102-2009 共 1 页第 1 页
预焊接工艺规程
表码号: Q/CKD/D026-2009 共 2 页第 1 页
注:对每一种母材与焊接材料的组合均需分别填表
预焊接工艺规程
表码号: Q/CKD/D026-2009 共 2 页第 2 页
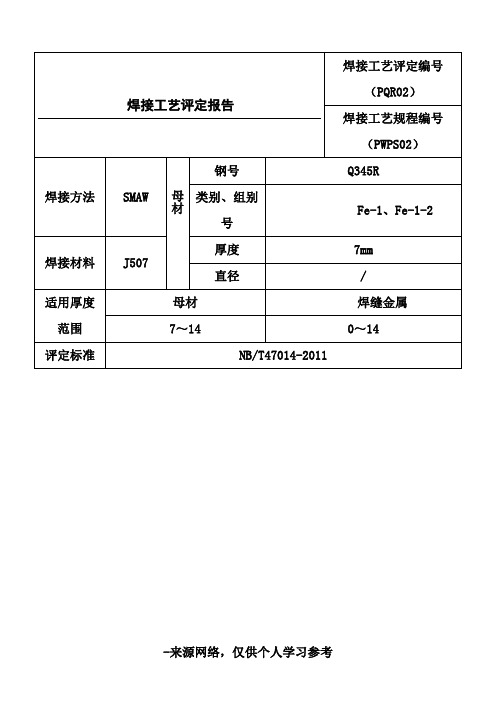
焊接工艺评定报告
表码号: Q/CKD/D027-2009 共 3 页第 1 页
焊接工艺评定报告
表码号: 共 3 页第 2 页
焊接工艺评定报告
表码号: Q/CKD/D027-2009 共 3 页第 3 页
表码号: Q/ZKD/D103-2009
表码号: Q/ZKD/D104-2009
表码号: Q/ZKD/D105-2009
热处理检验报告
表码号:Q/CKD/D035-2009 产品名称:产品编号:
. word. …
实际热处理温度—时间记录曲线
附:热处理温度—时间自动记录曲线图
曲线图原件保存在PQR01焊接工艺评定报告。
结论:■合格□不合格
审核人:平检查员:洲2011年3月22日. word. …。
最新焊接工艺评定表格

其他:KJ/Cm
预热:
预热温度(℃):
层间温度(℃)
其他:无
焊接工艺评定报告
拉 伸 试 验 试验报告编号:
试样编号
试样宽度
(mm)
试样厚度
(mm)
横截面积
(mm2)
最大载荷(KN)
抗拉强度(Mpa)
断裂部位和特征
弯 曲 试 验 试验报告编号:
试样编号
试样类型
试样厚度(mm)
弯心直径
(mm)
批 准
日 期
第三方检验
焊接工艺评定施焊记录表
焊接工艺评定施焊记录表
焊接工艺评定编号
焊接工艺指导书编号
施焊焊工
检验员
钢 印 号
/
记录人员
施焊日期
焊接责任人
母材
名称
钢号
尺寸mm
炉批号
材质证明书
其他
钢板
焊材
牌号
尺寸mm
炉批号
烘干(℃,h)
材质证明书
其他
设备
设备型号
产地
焊接位置
接头形式简图
(同报告接头简图)
施焊技术
预热温度
层间温度
焊后热处理
后热处理
清根方法
保护气体
/
层
焊接方法
焊材
牌号
焊材
规格
电流种类及极性
电流
(A)
电压
(V)
焊接速度(cm/min)
钨极直径
喷嘴直径
焊接工艺评定外观检验记录表
焊件编号
施焊日期
焊件位置
平焊
母材钢号
焊条牌号
焊条直径
钢板厚度
pWPS标准格式

预焊接工艺规程(pWPS)
地点:检验师或检验机构:
制造商焊接工艺规程编号 No:111-01 准备和清理方法:刷亮和磨亮
焊接工艺评定报告(WPQR)No:母材规格:Q390D
制造商:渤海装备中成装备滩海厂
焊工姓名:
焊接工艺方法:111 工件厚度(mm):30 接头类型:外径(mm):
坡口制造准备情况(简图)*:焊接位置:PA
分类与特点干燥特殊规定保护气体/焊剂—保护气体—封底焊保护气体流量—保护气体钨极型式/直径摆动幅度(最大喊道宽度)摆动频率
摆动停留时间
脉冲焊接说明
工件到喷嘴距离
等离子焊接说明
割炬调整角度
开坡口/焊接熔池保护
予热温度
中间焊层温度
热处理和/或时效硬化
时间、温度、方法
加热和冷却速度*)
制造厂检验员或检验部门名字、日期、签字名字、日期、签字*)如果需要。
焊接工艺用的典型表格

焊接工艺用的典型表格(供参考)本附录对焊接工艺评定记录(PQR)和焊接工艺书/技术条件(WPS)提供了典型的表格。
注:这些表格可以复制。
(见下页)焊接工艺评定记录材料规格/材质:制作方:方法:焊接标准:坡口加工:可焊性组别:样件厚度:PQR编号:评定日期:焊接人:页数:修改版本:日期:评定的焊接位置:预热温度:道间温度:类型和检查的方法:PWHT:保持:其它:焊道顺序接头详图经预先评定的接头标识号:(按表):根部间隙 G mm:钝边宽度 Fr mm:坡口角度θ°:背衬:规格—根部:残留物:焊剂类别—根部:残留物:保护气体:流量:清扫气体:流量:焊道细节焊接参数编号所在面位置φmm牌号安培伏特电流和极性速度热输入技术:初始清洁:道间清洁:嘴口大小:不摆动/摆动:电气参数波动:清根方法:清根检查:试验结果测试类型外观宏观拉伸弯曲夏比V切口冲击硬度其它测试人报告编号结果注解/修正:见证人:批准人:焊接工艺书(技术条件)材料规格/材质:制作方:WPS编号:标准:日期:方法:PQR编号:坡口加工:页数:焊接方向:修改版本:日期:评定范围:位置:预热温度:PWHT:方法和检查方法:保持:道间温度(最高):其它:接头草图焊道顺序接头公差经预先评定的接头标识号:(按表):根部间隙 G mm:钝边宽度 Fr mm:坡口角度θ°:背衬:焊接消耗材料规格—根部:残留物:焊剂类型—根部:残留物:保护气体:流量:清扫气体:流量:焊道细节焊接参数编号所在面位置φmm牌号安培伏特电流和极性速度热输入技术:不摆动/摆动:单焊道或多焊道:电气参数波动:初始清洁:清根方法:道间清洁:清根检查:注解/修正:审批人:。
焊接工艺规程(WPS)表格k

简图(坡口型式、尺寸、焊接顺序示意图)Sketch:
母材Base Metals
材料标准Material Specification类型或牌号Type or Grade与
材料标准Material Specification类型或牌号Type or Grade相焊
厚度Thickness直径Diameter
其它Other
填充金属Filler Metals
填充金属标准Specification
型号Classification
牌号Brand
尺寸Size
烘干温度/时间Dry Temperature or time
熔敷焊缝厚度Thickness of Deposited weld
降温速率Cooling Rate
气体Gases
气体Gases混合比Mixture流量Flow Rate
保护气体Shielding Gases
尾部气Trailing Gases
背部气Backing Gases
电特性Electrical Characteristics
电流种类Current Type极性Polarity电流范围(A)Amps Range
cm/min线能量Kj/cm Nhomakorabea牌号
Class
直径
Dia
类型/极性
Type/Polar
安培(A)
Amp(s)
焊接技术Welding Technique
焊接速度直接或摆动焊道摆动方式
Travel SpeedString or Weave BeadOscillation
喷嘴尺寸焊前清理或层间清理方法
最新版全套焊接工艺评定表格
孙桂根
日期
2011-12-1
工艺评定编号
PQR02
审核
李洲
日期
2011-12-2
预焊接工艺规程编号
PWPS02
评定标准
NB/T47014-2011
要求完成日期
1个月内
母材标准,牌号
厚度,mm
尺寸mm
接头形式简图:
GB713-2008,Q345R
7mm
500×150
GB713-2008,Q345R
焊道/焊层
焊接方法
填充材料
焊接电源
电弧电压
(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
牌号
直径
极性
电流(A)
1/1
SMAW
J507
φ3.2
DC-
80-100
20-24
6.1-10
≤23.6
1/2
SMAW
J507
φ4.0
DC-
160-180
24-26
11.8-13
≤23.8Βιβλιοθήκη 1/3SMAWJ507
简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
试件尺寸:500×300×7双面焊,正面焊2层,背面清根焊1层
母材:
类别号Fe-1组别号Fe-1-2与类别号Fe-1组别号Fe-1-2相焊及
标准号GB713-2008钢号Q345R与标准号GB713-2008钢号Q345R相焊
厚度范围:
母材:对接焊缝6-14mm角焊缝不限
2.焊接工艺评定报告………………………………………………………………………()
3.焊接工艺评定指导书……………………………………………………………………()
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
单位名称 pWPS 编号 焊接方法 焊接接头简图:
(pWPS)
日期 机动化程度 母材代号 标准号 母材类号 母材组号 对接 角接 规格 对接 角接
焊件母材 厚度范围
焊材类别 焊材标准 填充金属类别 焊接位置 最小预热温度(℃)
焊材型号/牌号
焊缝金属 厚度范围
最大道间温度(℃) 焊后热处理
热处理类别
保温温度(℃)
保温时间范围
冷却方式
其它
焊接用气体 气体 保护气 尾部保护气 背面保护气 气体种类 混合比 流量 L/min 喷嘴直径(mm)
焊接规范参数
焊道/ 焊层 焊接 方法 填充金属 牌号 直径 焊接电流 电压(V) 极性 电流(A) 焊速 (cm/min) 线能量 (kJ/cm)
技术措施:
摆动焊道或不摆动焊 焊前清理戓层间清理 每面单道焊或多道焊 导电嘴至工件距离(mm) 其它: 摆动参数 清根方法
编制 日期
审核 日期
批准 日期