激光跟踪仪在磁轴测量中的应用
激光跟踪仪坐标测量精度的研究
第37卷,增刊红外与激光工程2008年4月V ol.37SupplementInfrared and Laser EngineeringApr.2008收稿日期:2008-04-13基金项目:国家自然科学基金项目(50475038)作者简介:欧阳健飞(6),男,河南省特聘教授,博士,博士生导师,主要从事精密测试技术与仪器方面的研究。
j y 3@激光跟踪仪坐标测量精度的研究欧阳健飞1,刘万里2,闫勇刚1,梁智勇1(1.河南理工大学精密工程研究所,河南焦作454000;2.天津大学精密测试技术及仪器国家重点实验室,天津300072)摘要:激光跟踪仪是目前最新型的便携式空间大尺寸坐标测量系统,其坐标测量精度的校准目前常用标准件进行评定,但标准件的加工制造困难且易变形。
因此本文利用高精度三坐标测量机及标准球,在三坐标测量机上建立虚拟三维网格标准球板,并通过移站对激光跟踪仪坐标测量精度进行实验研究。
虚拟三维网格标准球板消除了由于标准件变形给坐标测量精度带来的影响,移站测量可以从不同的角度和位置全方位地测量工件各部位待测点的坐标,避免了外界环境的影响,也改善通视条件,实验结果证明该方法具有理论正确性和实际可行性。
关键词:激光跟踪仪;虚拟三维网格;坐标测量精度;移站中图分类号:TB92文献标识码:A文章编号:1007-2276(2008)增(几何量)-0015-04Coordinate measuring accur acy of laser trackerOUYANG Jian-fei 1,LIU Wan-li 2,YAN Yong-gang 1,LIANG Zh-iyong 1(1.Precis i on Engi neering Institute,Henan Pol ytechni c University,Jiaozuo 454003,China;2.State Key Laboratory of Precision Meas uring Technology and Instruments ,Ti anj in Univers i ty,Tianjin 300072,China )Abstr act:Laser tracker system (LTS)is one of the latest portable three dimensional large size coordinate measuring machines (CMMs).The major calibrating method of LTS coordinate measuring accuracy is using standard gauge,but the gauge manufacturing is more difficulty and expensive.In order to resolve the above problem,a novel m ethod of using virtual standard ball plate grid to calibrate LTS coordinate measuring accuracy is proposed.The virtual 3D grid established by high accuracy CMM can eliminate the effect of standard gauge deformation;the moving station measurement can avoid the impact of different angles and locations.Experiment results show that this method is correct and practical.Key wor ds:Laser tracker;V irtual 3D grid;Coordinate measuring accuracy;Moving station0引言激光跟踪仪是一种便携式三维大尺寸测量设备,通过靶镜(SMR )反射跟踪仪发射的激光束,测量空间任意点的三维坐标,其测量半径达35m ,测量精度1×10-6,采样速度高达1000点/s 。
激光跟踪仪在施工高程测量中的应用研究

1.2 三维激光跟踪测量系统组成激光跟踪仪的主要由传感器、控制箱、伺服电机、气象站及操控终端组成,主要依靠内部的用于测距的激光干涉计和自动跟踪测角的码盘进行测量。
跟踪头的激光束、旋转镜和旋转轴构成了激光跟踪仪的三个轴,三轴相交的中心是仪器坐标系的原点。
2 激光跟踪仪在高程测量中的应用分析2.1 激光跟踪仪高程测量原理激光跟踪仪高程测量采用三角高程测量的原理,是一种间接测高法。
通过测量两点间的水平距离或斜距和竖直角(即倾斜角),然后利用三角公式计算出两点间的高差(见图2)。
三角高程测量的基本原理如图2所示,A、B 为地面上两个控制点,自A 点观测B 点的竖直角为α1.2,S0为两点间水平距离,i1为A 点仪器高,i2为B 点觇标高,则A、激光跟踪仪在施工高程测量中的应用研究Application of Laser Tracker in Construction Elevation Survey许志强(中国核工业二三建设有限公司,广东 深圳,518120;深圳中核普达测量科技有限公司,广东 深圳 518120)摘要:激光跟踪仪是通过激光测距、高精度角度编码等配合使用进行测量的一种先进设备,具有测量精度高、便携性好、范围大、动态、实时、高效等特点,目前已在大型工件尺寸检测和设备就位安装中得到了广泛应用,但对于高程测量方面的应用较少,本文通过对比法进行了激光跟踪仪高程测量精度分析和现场应用,阐述了其在高程测量上的可行性。
关键词:激光跟踪仪;高程;测量;精度分析中图分类号: TU197 文献标识码: A0 引 言高程测量是建筑施工的基础工作,是确定地面点位置的基本要素之一,主要目的是确定地面点的空间高程,即确定该点到某一基准面的垂直距离,进行高程测量的主要方法包括水准测量、三角高程测量和GPS 高程测量等,目前精度最高的是水准测量方法,但易受地面起伏的的限制和大气折光以及地球曲率的影响。
激光跟踪测量系统作为工业测量系统中一种高精度测量仪器,较多应用于大型尺寸检测、三维控制建立、设备高精度就位等场景,但在高程测量方面仍采用水准测量的方法进行测量。
激光跟踪测量系统及其在激光跟踪测量系统及其在-航天器环境工程

———————————— 收稿日期:2008-01-08;修回日期:2008-01-22 作者简介:刘建新(1970-) ,男,高级工程师,从事航天器精度测量工作。联系电话: (010)68746006。
第3期
刘建新等:激光跟踪测量系统及其在航天器研制中的应用
287
及由激光头中心到被测点 p 的一个距离参量 r,由 公式(1)求得被测点的空间坐标 p(x,y,z) 。
激光头发出激光束后, 经过带角度编码器的跟 踪旋摆镜投向球形反射器反射回来, 反射光一部分 与参考光相干涉,测出反射器的相对位移;另一部 分反射光经过 50%分光器投向双轴位置传感器, 传 感信号输出至伺服马达控制旋摆镜的转角, 使激光 束始终指向反射器的中心, 通过两个角度编码器测 出旋摆镜的旋摆角 α、β。激光束通过单光束激光 干涉仪后产生光学干涉,根据多普勒效应原理,通 过干涉条纹的变化可以测量距离的变化量。 如需测 量跟踪头到空间点的绝对距离, 则还需给出一个基 准距离,激光跟踪仪的“鸟巢” (基准点)即是为 此设计的。如果在测量过程中激光束被中断,则必 须重新回到基准点进行初始化才能继续测量, 这会 给实际工作带来诸多不便。 因此目前的激光跟踪仪
都配备一个绝对测距装置(ADM) ,ADM 可自动 重新初始化,实现断光续接,但它只能用于静态点 的测量,而不能用于动态跟踪测量。
x = r sin β sin α y = r sin β cx,y,z) r β α x y
(1)
3
激光跟踪仪的工程设计[3]
寿命发展,对测量技术的要求也越来越高。激光跟 踪测量系统是工业测量系统中的一种较新的产品, 其技术发源于美国 API 公司,由瑞士 LEICA 公司 推出工业应用,目前已发展到 API 公司第 3 代 tracker3。与传统的三坐标测量机、光学电子经纬 仪等测量系统相比, 激光跟踪测量系统有着测量精 度高、测量范围大、可动态测量、实时快速、便携 等优点,在航天器及地面设备的设计、试验、制造 过程中有着广阔的应用前景。为深入推广应用,本 文就其原理和特点以及在航天器检测中的应用作 一些研究分析和介绍。
激光跟踪仪应用场景

激光跟踪仪应用场景激光跟踪仪是一种利用激光技术来实现精确跟踪和定位的设备,广泛应用于各个领域。
它的主要原理是利用激光束对目标进行扫描和测量,通过接收反射回来的激光信号来确定目标的位置和运动状态。
激光跟踪仪具有高精度、高速度、非接触性等特点,因此被广泛应用于航天、军事、工业制造、医疗和娱乐等领域。
在航天领域,激光跟踪仪被用于对航天器进行定位和测量。
通过激光束的扫描和测量,可以准确确定航天器的位置和运动轨迹,为航天任务的实施提供重要的参考数据。
例如,在卫星发射过程中,激光跟踪仪可以实时监测卫星的位置和姿态,确保卫星按照预定的轨道正确发射。
此外,激光跟踪仪还可以用于对航天器的姿态控制和空间导航,提高航天器的定位精度和导航能力。
在军事领域,激光跟踪仪被广泛应用于目标跟踪和导航。
通过激光束的扫描和测量,可以实时跟踪和定位目标,为军事作战提供重要的支持。
例如,在导弹系统中,激光跟踪仪可以实时锁定目标,提供导弹的引导和控制信号,确保导弹精确命中目标。
此外,激光跟踪仪还可以用于无人机的导航和自动驾驶,提高无人机的飞行精度和自主能力。
在工业制造领域,激光跟踪仪被用于精确测量和定位。
通过激光束的扫描和测量,可以实时测量和定位工件,提高生产线的精度和效率。
例如,在汽车制造中,激光跟踪仪可以用于汽车零件的测量和定位,确保零件的尺寸和位置符合要求。
此外,激光跟踪仪还可以用于机械加工和装配过程中的定位和校准,提高产品的质量和可靠性。
在医疗领域,激光跟踪仪被用于手术导航和疾病诊断。
通过激光束的扫描和测量,可以实时跟踪和定位手术器械和病灶,提高手术的精确性和安全性。
例如,在脑部手术中,激光跟踪仪可以实时监测手术器械的位置和姿态,帮助医生准确定位和操作。
此外,激光跟踪仪还可以用于疾病的诊断和治疗,通过激光束的扫描和测量,可以定位和定量分析病灶,为疾病的早期发现和治疗提供重要的依据。
在娱乐领域,激光跟踪仪被用于虚拟现实和增强现实技术。
激光跟踪仪在测量工件尺寸及形位误差上的应用

激光跟踪仪在测量工件尺寸及形位误差上的应用文章通过对TrackerCal 4型激光跟踪仪的基本结构和工作原理的简单介绍,结合其对工件尺寸及形位误差的测量方法、测量结果分析以及误差补偿分析,从而掌握了激光跟踪仪在测量中的使用技巧,进而达到提高测量效率和测量精度的目的。
标签:激光跟踪仪;形位误差;尺寸;误差补偿引言目前我国机械加工单位用来检测工件尺寸及形位误差的工具大都还是使用千分尺,游标卡尺等配合使用数控机床打表的传统方法来测量。
传统方法虽然也能很好的检测工件误差精度,但有很多检测问题是用传统方法解决不了的,且费时费力,效率低下。
随着对工件加工精度要求的提高,传统的检测方法在提高检测精度上有一定的局限性,因此使用激光跟踪仪检测工件不仅可以提高测量精度而且简便快捷,大大的节省了人力物力。
1 基本结构和工作原理TrackerCal 4型激光跟踪仪由Radian 跟踪头和控制箱、5米接线电缆、气象站(含1根1.5米连接线、1个空气温度传感器、1个材料温度传感器、一个大气压力传感器)、连接网线、SMR-1.5英寸直径空心靶球、电缆包、防尘盖、校准三脚架、系统软件等构成。
激光跟踪仪是在激光干涉仪的基础上结合先进的伺服控制技术得到目标点相对于跟踪头的位置,工作基本原理是在工件被测位置上放置靶球(充当反射器),跟踪头发射出来的激光射到靶球上,并返回到跟踪头,当靶球移动时,跟踪头实时的转动来对准目标,与此同时,返回光束被检测系统所接收,以此来测算目标的空间位置。
注:1-跟踪头和控制箱;2-连接网线;3-电源线;4-5米接线电缆;5-电缆包;6-SMR-1.5英寸直径空心靶球;7-靶球清洁套装;8-气象站;9-防尘盖。
图12 工件尺寸的测量以测量加工孔的直径为例:(1)首先把激光跟踪仪各部件连接起来布置好位置,摆放位置必须保证被测加工孔能够接收跟踪头发出的光束且光束不中断。
如图2所示。
(2)打开控制器上的电源开关,对激光跟踪仪进行预热,预热时间大约半个小时。
激光跟踪仪操作规程

激光跟踪仪操作规程
1、激光跟踪仪专人保管,单独设立仪器使用记录本,严格出借管理
制度。
2、主机及配件借出时应配有仪器交接清单,收回时应检查仪器交接清单上的配件数量及状态。
3、未经培训或培训不合格的人员不允许使用仪器
4、仪器非光学部分的表面保持干净整洁。
用半干软棉布擦拭;擦拭时单方向进行,动作轻柔,用力均匀;不可使用有机溶剂,以免破坏仪器工作表面;所有光学器件应保持清洁,避免污染;
5、仪器使用时,电路线及数据线接头拔插不可过度用力,跟踪仪各部位线路连接好以后再连通电源;
6、测量中,靶球基座需用玻璃胶粘牢,T-probe使用中要拿稳扶好,切不可掉落摔坏;
7、跟踪仪使用完毕后放在仪器箱中,保存在与工作时近似的环境条件下;
8、仪器长期不用时,应每隔1周将仪器拿出来,连机,通电,开机
1小时以上,排除仪器内的湿气,防止仪器受潮或镜头霉变;观察仪器使用情况和精度状况,以便故障及早发现,及早处理;
9、激光跟踪仪属精密检测仪器,系统中的激光头及电路器件禁止自行拆卸,发生故障应整体返厂维修。
leica403激光跟踪仪说明书
leica403激光跟踪仪说明书
产品概述:Leica AT403绝对激光跟踪仪,性能优异,适合超大空间范围内的精密坐标测量设备,测量可达320米。
凭借内部电池供电,以及对恶劣环境的适应能力,设备可实现在各种工作条件下的高精度测量。
Leica AT403绝对激光跟踪仪,集成了测量所需的所有附件,包括:预览相机,水平仪,环境监控器和红外遥控器等,是真正的“全合一”系统。
同时,无线通讯功能设计实现了真正的全无线操作,具有极佳的便携性。
Leica AT403绝对激光跟踪仪,被广泛的应用于机床安装、零部件检测、机械件的组装及大型设备与工装的校准、定位与检测等环节。
技术参数:
防尘/防水等级: IP54 (IEC 60529)
最佳工作温度: -15˚C 到 +45˚C
相对湿度:最高 95% (无冷凝)
环境监控:温度、压力和湿度
激光: 2级激光产品,符合 IEC 60825-1 第二版 (2014-05)
技术特点:。
Leica绝对激光跟踪仪在工业机器人校准及检测中的应用
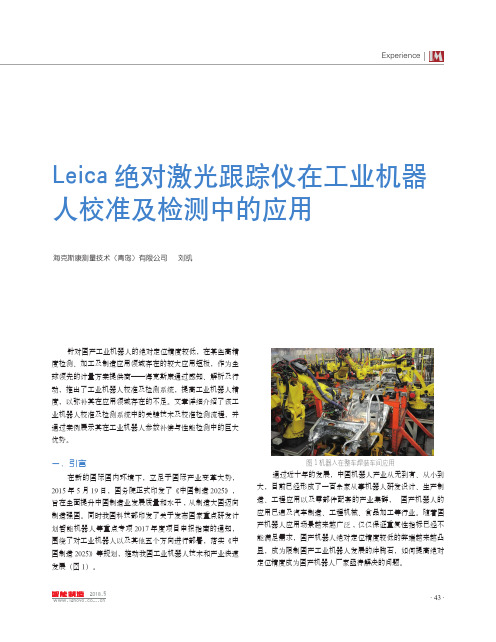
海克斯康测量技术(青岛)有限公司 刘凯Leica 绝对激光跟踪仪在工业机器人校准及检测中的应用针对国产工业机器人的绝对定位精度较低,在某些高精度检测、加工及制造应用领域存在的较大应用短板,作为全球领先的计量方案提供商——海克斯康通过感知、解析及行动,推出了工业机器人校准及检测系统,提高工业机器人精度,以弥补其在应用领域存在的不足。
文章详细介绍了该工业机器人校准及检测系统中的关键技术及校准检测流程,并通过案例展示其在工业机器人参数补偿与性能检测中的巨大优势。
一.引言在新的国际国内环境下,立足于国际产业变革大势,2015年5月19日,国务院正式印发了《中国制造2025》,旨在全面提升中国制造业发展质量和水平,从制造大国迈向制造强国。
同时我国科技部印发了关于发布国家重点研发计划智能机器人等重点专项2017年度项目申报指南的通知,围绕了对工业机器人以及其他五个方向进行部署,落实《中国制造2025》等规划,推动我国工业机器人技术和产业快速发展(图1)。
图1 机器人在整车焊装车间应用通过近十年的发展,中国机器人产业从无到有、从小到大,目前已经形成了一百余家从事机器人研发设计、生产制造、工程应用以及零部件配套的产业集群, 国产机器人的应用已遍及汽车制造、工程机械、食品加工等行业。
随着国产机器人应用场景越来越广泛,仅仅保证重复性指标已经不能满足需求,国产机器人绝对定位精度较低的弊端越来越凸显,成为限制国产工业机器人发展的绊脚石,如何提高绝对定位精度成为国产机器人厂家亟待解决的问题。
2016年我国正式开始建立实施机器人检测认证制度,以助力国产机器人质量控制和自主创新能力提升,助推国产机器人产业进步升级,增强我国在全球机器人产业标准和合格评定程序制定方面的话语权和国际竞争力。
机器人检测认证制度的实施,需要建立规范的标准及认证方式,也需要系统全面的检测手段支撑,然而在机器人整体性能指标检测领域,还并没有一套完备的解决方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
理论 , H , i 发 设计 I 譬麓
( ) 激 3在
光 跟 踪 仪 的
实 时监 控下 ,
调 节支 撑 线
圈 的 调 节 支
架, 将线圈的
几 何 轴 调 节
到 与 参 考 轴
图 7 激 光 跟 踪 仪 准 直 工 作现 场
线重合 。准直工作现场如图 7测量支架上 , 安装靶标 ; 用激 光跟踪仪读取线圈内表面参
数, 确定 几 何 轴 ; 激光 跟 踪 用 仪读 取各靶标位置参数 , 建
I sr n tume t a d n s n Meho s n t d i Ph sc Re e r h e t n y is s a c S ci A, o 1 9 29 4 5 46 . 9 0, 2: 5 — 4
立 几何 轴 与靶 标 的几 何 关 [ ] 李洪 , 3 刘云龙 , 占军 . 谷 双轴准直测量 调节系统 [ ] 】. 强激光 与粒 系 ,通 过 靶标 位 置 描述 几 何 子束 ,01 , 13 :7 — 8 . 2 0 2 ( )5 9 5 2 ( 编辑 立 明 ) 轴空间位置( 如图 6 ; ) () 2 将线圈 的坐标插 入 作者 简介 : 刘云龙(9 4 )男, 1 6- , 技师, 主要从事加速 器 g 5 维修工作。 / 4j -  ̄ L
() 1用水准仪在墙上建立三个等高点 ;
( ) 仪测 量 三点 座 标值 ; 2 跟踪
轴线 的建 立 ) 。
() 1建立总体坐标 系的测试不确定度 : 总体坐标系的 长轴是 8 用跟踪仪进行测试 的不确定度 ≤0 3 m 带 m, . 6 m, 0
( ) 跟 踪 仪 将 两 平 台 固定 点 连 成 一 线 的 测试 不 确 2用 定 度 : 平 台 固定 点 的距 离是 5 用 跟 踪仪 进 行 测 试 的 两 m,
() I通过 激光 跟踪 仪 的即 时监控 来调 整精 密对 中
支 架 , 两 支 架 “ ” 型 缺 口 的连 线 , 整 到 与参 考 轴 将 V字 调 线平行 ; ( ) 几何 参考 轴 平移 到 调整 好 的 支架 “ ” 型缺 口 2将 V字
上。
根 据 以 上 分 析 ,总 的 不 确 定 度 Tl≤016 rd i t . ma 、 0
( ) 台加工的偏差 : 台穿线槽和激光跟踪仪靶标 4平 平
332 测 试 坐标 系 的建 立 ( 图 5所示 ) .. 如
点 的加工 偏差 不 超过 0 8 m,带 来 的测 量不 确定 度 .m 0
Tit 00 2 a Ofs t 00 mm ; l≤ .3 mrd、 fe  ̄ .8 <
34 激 光跟 踪仪 准 直 方 法的误 差 分析 .
33 激 光 跟 踪 仪 准 直 方 法 .
采用激光跟踪仪准直方法 引起的磁轴倾斜 ( i) Tl 和 t
磁 轴 错位 ( f e) 确 定度 主要有 以下 几项 : O st 不
3 . 主网 的建立 ( 图 4 示 ) .1 3 如 所
Ofs t 00 6 m 。 fe ≤ .9 r a
采用 激 光跟 踪 仪 准直 方 法基 本 满 足测 试需 求 ,而且 不 需 要加 工 额 外 的配 件 和工 装 ,磁 轴测 试 速 度 由原 来 的 每天 2 个提 高 到每 天 6 , 作 效率 提 高 了 3 。 个 工 倍 4 采用 激光 跟踪 仪 准直 方 法和 优 点
规格 线 圈 的磁 轴测 量 ; ( ) 作效 率 提高 了 3 。 3工 倍
[ 参考文献 ]
3 . 线 圈 标定 和 准直 调节 .3 3
[ ] C E . okce o e n a a el a r[ ] u l r 1 H N Y J C rsr m d s n l er cee t s J. c a w i i le N e
[ ] D I , t 1 M g e c x o t l eh o ge o l g z 2 A Y e a an t i cnr cn l i fa e i z . ia s ot o s r se
slni o u ol[ / rce ig fte 1 itrain l oe od fc sci c]P oe dn so h 3 nent a / o
() 3 采用 3 2 1 — — 方法构造座标系( 完成一条几何参考 来 的 不确 定度 T l .0 mrd O fe ̄O0 6 i  ̄00 9 a 、 f t .3 mm。 t s<
不确定度 ≤0 3 m,带来 的不 确定度 Tl .1m a 、 .r 0a i≤0 2 r t 0 d
Co f r n e o Me a a s n ee c n g g us Ma n tc g e i Fi l Ge e a i n a d ed n r to n
Reae pc ,J l 6 0.01 ltdTo is u y0 -1 2 0,Su h u Ch n . Z o ia
() 1将准直精度 由传统机械准直方法的 i ̄0 3 rd l . m a/ t 6 <
ofe≤03 mm 提高 到 T l ̄01 mrdO fe≤01 f t .l s i < .1 a ] f t .mm; t s ( ) 用加 工各 种 工装 , 约 了经 费 , 且 适 合 各 种 2不 节 而
Ofs t 0. rm。 f e a 03 < a
( ) 圈几何轴标定的测试不确定度 : 3线 线圈几何轴标
定跟 踪 仪 的测程 是 3 测试 的不 确 定度 ≤0 2 r ( m, . 5 m 即激 0 a 光跟 踪 仪 所测 线 圈 两端 两 点 最 大误 差 不超 过 005 m) . r , 2a 带来 的不确 定度 Tl . rdOf t . 5 m。 i ̄01 a 、f e≤00 m t m s 2