PLC 台车呼叫控制 课程设计
PLC小车控制
台车控制系统功能的实现一、实验的目的1、用PLC实现台车的呼车控制系统的功能;2、熟悉应用指令的使用方法和编程应用。
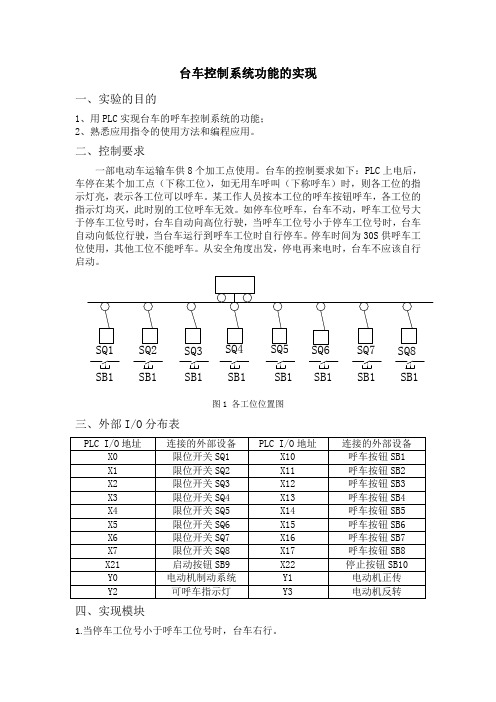
二、控制要求一部电动车运输车供8个加工点使用。
台车的控制要求如下:PLC上电后,车停在某个加工点(下称工位),如无用车呼叫(下称呼车)时,则各工位的指示灯亮,表示各工位可以呼车。
某工作人员按本工位的呼车按钮呼车,各工位的指示灯均灭,此时别的工位呼车无效。
如停车位呼车,台车不动,呼车工位号大于停车工位号时,台车自动向高位行驶,当呼车工位号小于停车工位号时,台车自动向低位行驶,当台车运行到呼车工位时自行停车。
停车时间为30S供呼车工位使用,其他工位不能呼车。
从安全角度出发,停电再来电时,台车不应该自行启动。
SB1SB1SB1SB1SB1SB1SB1SB1图1 各工位位置图三、外部I/O分布表四、实现模块1.当停车工位号小于呼车工位号时,台车右行。
如梯形图1所示,如果有人在工位7呼车时,那么台车的停车位可能位于工位1和工位6之间的任何一个工位处,此时电动机正转,台车右行。
梯形图1依次类推,当停车工位号小于呼车工位号时,台车均右行。
2.当停车工位号大于呼车工号时,台车左行。
如梯形图2所示,如果有人在工位2呼车时,那么台车的停车位可能位于工位3和工位7之间的任何一个工位处,此时电动机反转,台车左行。
梯形图2依次类推,当停车工位号大于呼车工位号时,台车均左行。
本程序的难点在于如何设计停止程序使得台车在运行时按下停止按钮,台车不立即停止,当台车运行到下一工位时停止。
梯形图3如梯形图3所示,通过利用辅助继电器可以实现台车在运行过程中按下停止按钮,台车不立即停止,当台车运行到下一工位时停止。
五、可以实现目的的梯形图。
机械毕业设计1461小车定点呼叫PLC控制设计论文 定稿

编号:毕业设计(论文)说明书题目:小车定点呼叫PLC控制设计学院:专业:机械设计制造及其自动化学生姓名:学号:指导教师单位:机电工程学院姓名:职称:题目类型:☐理论研究☐实验研究☑工程设计☐工程技术研究☐软件开发2014年5月4日可编程序控制器(PLC)是综合了计算机技术、自动控制技术和通信技术的一门新兴技术,是实现工业生产、科学研究以及其他各个领域自动化的重要手段之一,应用十分广泛,是现代工业控制的三大支柱之一。
本课题主要研究的是基于PLC的小车定点呼叫系统的设计,包括硬件的设计和软件的设计。
通过设计编制PLC程序实现小车模型控制系统的自动控制。
提供较为直观、清晰、准确的小车运行状态,为维修和故障诊断提供多方面的可能性,充分提高系统的工作效率。
早期运料小车电气控制系统多为继电器-接触器组成的复杂系统,这种系统存在设计周期长、体积大、成本高等缺陷,无数据处理和通信功能,必须有专人负责操作,将PLC应用到运料小车电气控制系统,可实现运料小车的自动化控制,降低系统的运行费用,PLC运料小车电气控制系统具有连线简单,控制速度快,可靠性和可维护性好,易于安装、维修和改造等优点。
随着经济的发展,运料小车不断扩大到各个领域,从手动到自动,逐渐形成了机械化、自动化。
将PLC应用到运料小车定点呼叫电气控制系统,可实现运料小车的自动化控制,降低系统的运行费用。
它功能强大,可扩展到多达128I/O点,且能增加特殊功能模块或扩展板。
通信和数据连接功能选项使得FX1N在体积、通信和特殊功能模块等重要的应用方面非常完美。
本课题主要包括:分析被控对象和明确系统控制要求;选定PLC类型,确定系统I/O设备的数量及种类;控制流程设计;控制程序设计。
PLC在运料小车控制系统中的应用,已经在国内外工程、工厂中得到实际应用,具有巨大的经济和社会价值,其智能化和自动化的思路值得以后继续深入研究和推广。
【关键词】PLC;运料小车;定点呼叫;控制系统Programmable logic controller (PLC) is a new technology of computer technology,automatic control technology and communication technology, is one of important means of production, scientific and industrial automation in all other areas, a wide range of applications, is one of the three pillars of modern industrial control.The main research topic is the design of PLC car fixed call system based ondesign, including the design of hardware and software.Automatic control of the car model control system designed by PLC programming.Provide a running car is more intuitive, clear, accurate, provides many possibilitiesfor the repair and fault diagnosis, to improve the efficiency of the system.Early haul car electrical control system for multi-relay - contactor complex system composed of, such a system design cycle is long, bulky, high cost of defects, data processing and communication capabilities, there must be someone responsible for the operation of the PLC application haul car electrical control system, the automated control of the car transporter, reducing the running costs of the system, PLC haul car electrical control system has a simple connection, control speed, reliability and maintainability, easy to install, maintenance and transformation, etc.. With economic development, the car transporter expanding to all areas of mechanization and automation, from manual to automatic, and gradually formed.PLC application to the car transporter sentinel call electrical control system can realize the automatic control of the car transporter, reducing the running costs of the system. It is powerful, and can be expanded to up to 128I / O points, and can increase the special function modules or expansion board. Communications and data connectivity options the FX1N in volume, communications and special function modules and other important applications very perfect. The main topics include: analysis of the controlled object and a clear system control requirements; selected PLC type to determine the quantity and type of system I / O devices; control process design; design control procedures.PLC the car transporter control system, has been in the domestic and international engineering, plant their practical application, with huge economic and social value of intelligent and automated ideas worth further research and extension.【Keywords】PLC; car transporter; fixed-point call; control system目录前言 (1)1 小车定点呼叫方式的选择和可编程序控制器简介 (3)1.1 小车定点呼叫方式的选择 (3)1.1.1控制方式的分类 (3)1.1.2控制方式的比较 (3)1.1.3小车定点呼叫控制方式的选定 (4)1.1.4PLC控制系统设计的一般步骤 (4)1.2 可编程序控制器简介 (5)1.2.1PLC的定义 (5)1.2.2PLC的发展 (5)1.2.3PLC的特点 (6)1.2.4PLC的结构 (6)1.2.5PLC的工作原理 (9)1.2.6PLC的应用领域 (12)2 PLC系统的选择 (13)2.1 选型分析 (13)2.1.1PLC选型原则 (13)2.2 系统设计的要点 (13)2.2.1输入回路的设计 (13)2.2.2输出回路的设计 (13)2.2.3抗干扰措施 (14)2.2.4“COM”点的选择 (14)2.3 PLC系统的接线 (14)2.3.1电源接线 (15)2.3.2接地 (15)2.3.3控制单元输出端子接线 (15)3 小车定点呼叫模型控制系统的设计 (16)3.1 小车定点呼叫控制系统构件概述 (16)3.2 所用到的元器件简介 (16)4 小车定点呼叫控制系统设计 (18)4.1 控制系统工作原理 (18)4.1.1运料小车的运动流程 (18)4.1.2控制要求 (18)4.2 控制系统的框架 (20)4.2.1PLC框架配置图 (20)4.3 控制系统硬件设计 (20)4.4 控制系统软件设计 (21)4.4.1I/O地址分配 (21)4.4.2数字量输入部分 (22)4.4.3数字量输出部分 (22)4.4.4辅助继电器部分 (23)4.4.5小车启停辅助继电器 (23)4.4.6行程开关 (23)4.4.7呼叫按钮 (24)4.4.8比较 (25)4.4.9小车呼叫显示智能指令 (28)4.4.10小车启动定位1号站点指令 (28)5 控制系统的调试 (29)5.1 编程软件简介 (29)5.1.1GX DEVELOPE的主要功能 (29)5.1.2GX DEVELOPE的特点 (29)5.2 程序的下载、安装和调试 (29)6 结论 (31)谢辞 (32)参考文献 (33)附录 (34)附录1 FX2N基本指令 (34)附录2 程序流程图 (36)附录3 梯形图 (36)附录4 指令程序 (43)附录5 外部接线图 (47)前言在可编程控制器问世之前,继电器-接触器控制在工业控制领域中占有主导地位。
电子信息工程论文 基于FX2NPLC的台车呼车控制设计

中国网络大学CHINESE NETWORK UNIVERSITY 毕业设计(论文) 基于FX2NPLC的台车呼车控制设计院系名称:百度网络学院专业:百度学生姓名:百度学号:123456789指导老师:百度中国网络大学教务处制2019年3月1日毕业设计(论文)任务书专业电气自动化班级电气121 姓名一、课题名称:基于FX2NPLC的台车呼车控制设计二、主要技术指标(或基本要求):1.允许的温度范围-10℃~40℃;2.允许的过负荷能力150FS% ;3.允许的湿度不能大于90% ;4.反应的时间0.2S,反应的速度0.5m/s;5.允许的输入电压:AC200~220 V ;三、主要工作内容:1.确定台车呼车控制系统的总体设计方案;2.设计台车呼车控制系统工作流程示意图;3.确定台车呼车控制系统PLC的型号规格;4.确定 I/O元件,列出 I/O元件分配表;5.设计台车呼车控制系统的 I/O接线图和梯形图;四、主要参考文献:1.韩安荣.通用变频器及其应用[M].机械工业出版社,2000.2.孔凡才.自动控制原理与系统[M].机械工业出版社,1999.3.陶永华等.新型PID控制及其应用[M].机械工业出版社,1998.4.三菱公司.FX2N编程手册.19985.孙德伟,李伟. PLC操作实训[M].北京:机械工业出版社,2007.学生(签名)年月日指导教师(签名)年月日教研室主任(签名)年月日系主任(签名)年月日毕业设计(论文)开题报告设计(论文)题目基于FX2NPLC的台车呼车控制设计一、选题的背景和意义:在现代化工业生产中,为了提高劳动生产率,降低成本,减轻工人的劳动负担,要求整个工艺生产过程全盘自动化,这就离不开控制系统。
随着现代工业设备的自动化越来越多的工厂设备采用PLC,人机界面自动化等来控制,随着自动化程度越来越高。
电气控制技术将随着科学技术的不断发展,生产工艺不断提出新的要求而得到迅速发展的。
站小车呼叫的PLC控制

4.1
图3-1程序流程图
4.2
1.2
小车所停位置号小于呼叫号时,小车右行至呼叫号处停车;小车所停位置号大于呼叫号时,小车行至呼叫号处停车;小车所停位置号等于呼叫号时,小车原地不动;小车运行时呼叫无效;具有左行、右行定向指示;具有小车行走位置的七段码显示
1.3
1)设计出硬件系统的结构图、接线图、时序图等;
2)系统有启动、停止功能;
表2-1系统I/O资源配置表
序号
元件名
设备名
作用
1
I0.0
K1
启动按钮开关
2
I0.1
K2
停止按钮开关
3
I2.0
SB1
1号站呼叫按钮开关
4
I2.1
SB2
2号站呼叫按钮开关
5
I2.2
SB3
3号站呼叫按钮开关
6
I2.3
SB4
4号站呼叫按钮开关
7
I2.4
SB5
5号站呼叫按钮开关
8
I2.5
SB6
6号站呼叫按钮开关
图3-1总流程图
3.2
如果小车先在高位(ST8)时,小车依次停止在ST8~ST1位置,梯形图中并联各低位开关I1.0~I1.6,当低位呼车时,由于给位置线圈对应的常开触点自锁,各低位呼车无效,再串联各呼车位的常闭线圈,使其他位呼车无效,各低位的开关依次减少(越到低位呼车位依次减少),如果小车先在低位(ST1)时,也是按上述接梯形图。按下I0.1台车在SB1处,按下I0.0,,系统启动。M0.0起互锁作用,M0.0得电,按下I2.7(呼车按钮ST8),小车向SB8驶去,同时I1.0到I1.6这7个限位开关互锁,其他呼车按钮失效,M1.0也起互锁作用,(下面的原理都是相同的。)电动机正转,定时器开始计时,时间为30s,定时时间到,T37断开,其他呼车按钮恢复作用,小车开始等待响应下一个呼车信号。同理,电动机反转时,停车时间为30s,定时时间到,T37断开,其他呼车按钮恢复作用。电动机既不正转也不反转,并且没用工位使用台车,那么Q0.3可呼车指示灯亮。
台车PLC控制系统毕业设计

目录引言 (3)可编程控制器概述 (5)PCL的基本结构和工作原理 (6)一、工艺过程 (8)二、系统控制方案 (9)三、PLC系统选择 (9)四、I/O地址分配 (9)五、程序设计 (11)感谢信 (12)小结 (13)参考文献 (14)电动运输车呼车PLC控制系统设计况月荣摘要:随着经济的发展,台车呼车控制系统在医药、冶金、建材、饲料加工等行业被广泛地用于物料的自动配置。
实现物料的自动配置控制,不仅节省了人力和物力,而且也提高了产品的质量,提高了生产率,同时也可以实现现代化科学管理。
本设计介绍的是基于可编程控制器西门子S7-200的台车呼车控制系统的设计与实现,能够指示台车的停车位和呼车使能、是否可以呼车及台车是否到位、能够实现电机正转、电机反转、可以紧急停车等功能。
本文阐述了可编程控制器西门子S7-200的功能特点以及操作。
提出了系统的总体设计方案。
本系统具有价格低廉、高可靠性、高性能和智能化的特点。
通过该系统的成功研制和应用,生产效率将大幅提高,工人的劳动强度将大幅度降低,控制精度也将进一步提高。
With economic development, the control system of car call in medicine, metallurgy, building materials, feed processing industries are widely used in the automatic configuration of materials. Automatic configuration to achieve control of materials, not only saves manpower and material resources, but also improved product quality, increase productivity, but also can achieve modernization and scientific management.Papers presented is based on Siemens S7-200 programmable controller of the car call control system for vehicle design and implementation, to indicate car parking spaces and car call enabled, can call cars and car is in place, can be achieved the motor is transferred, the motor reversal, can be an emergency stop and other functions.In this paper, Siemens S7-200 programmable controller's features and operation. Proposed overall system design.The system has a low cost, high reliability, high performance and intelligent features. Success of the system through the development and application of productivity will increase dramatically, the labor intensity will be greatly reduced, the control accuracy will be further enhanced.关键词:可编程控制器;呼车;西门子S7-200引言PLC技术代表了当今电气程序控制的世界先进水平。
基于PLC的台车呼叫控制设计

学号:16《电气控制与PLC应用》课程设计(2012级本科)系(部)院:物理与机电工程学院专业:电气工程及其自动化作者姓名:李凤朋指导教师:关虎昌职称:助教完成日期:2015 年06 月20 日目录1引言 (1)2 总体设计内容 (2)2.1课程设计要求分析 (2)3 系统总体方案设计 (2)3.1 系统硬件配置及组成原理 (2)3.2 系统变量定义及分配表 (3)3.2.1 系统变量定义 (3)3.2.2 I/O分配 (4)3.3系统接线图设计 (4)4 控制系统设计 (5)4.1 控制程序流程图设计 (5)4.2 控制程序设计思路 (6)4.3 主电路图 (7)5 软件设计 (7)5.1梯形图 (7)5.2程序仿真 (7)6 总结 (8)7 参考文献 (8)1引言随着现代工业设备的自动化越来越多的工厂设备采用PLC,变频器,人机界面自动化器件来控制,因此自动化程度越来越高。
电器控制技术是随着科学技术的不断发展,生产工艺不断提出新的要求而得到迅速发展的。
在现代化工业生产中,为了提高劳动生产率,降低成本,减轻工人的劳动负担,要求整个工艺生产过程全盘自动化,这就离不开控制系统。
控制系统是整个生产线的灵魂,对整个生产线起着指挥的作用。
一旦控制系统出现故障,轻者影响生产线的继续进行,重者甚至发生人生安全事故,这样将给企业造成重大损失。
台车呼叫控制系统是基于PLC控制系统来设计的,控制系统的每一步动作都直接作用于台车的运行,其控制重点转向物资的控制和管理要求实时、协调和一体化,计算机之间、数据采集点之间、机械设备的控制器之间以及它们与计算机之间的通信可以及时地汇总信息。
因此,台车性能的好坏与控制系统性能的好坏有着直接的关系。
台车能否正常运行、工作效率的高低都与控制系统密不可分。
它实现了全自动作业后,满足了人们速度、精度、高度、重量、重复存取和搬运等要求,使总体效益和生产的应变能力大大超过各部分独立效益的总和,自动化技术组建成为仓库自动化技术的核心,既可以节省开支,又减少了浪费,因此建立一个便捷、可行的台车呼叫控制系统是十分迫切和需要的。
plc台车呼叫系统课程设计

plc台车呼叫系统课程设计一、课程目标知识目标:1. 学生能理解PLC(可编程逻辑控制器)的基础知识,掌握其工作原理和应用场景。
2. 学生能掌握台车呼叫系统的组成、功能及操作流程。
3. 学生了解并掌握PLC在台车呼叫系统中的编程与控制方法。
技能目标:1. 学生能运用所学知识,独立进行PLC编程,实现台车呼叫系统的基本功能。
2. 学生具备分析和解决实际工程问题的能力,能够对台车呼叫系统进行调试和优化。
3. 学生能够通过小组合作,完成台车呼叫系统的设计、安装和调试。
情感态度价值观目标:1. 培养学生对PLC技术的兴趣和热情,激发他们学习相关学科知识的动力。
2. 培养学生的团队协作精神,提高沟通、协调能力,使他们具备良好的职业素养。
3. 增强学生的创新意识和实践能力,鼓励他们勇于尝试、不断探索,形成积极向上的学习态度。
本课程针对高年级学生,结合PLC台车呼叫系统的实际应用,注重理论联系实际,提高学生的实践操作能力。
课程性质为理实一体化,教学要求学生在掌握基础知识的基础上,能够独立完成实际工程项目的设计与实施。
通过课程学习,使学生具备一定的自动化控制领域技能,为未来从事相关工作打下坚实基础。
二、教学内容1. PLC基础知识:包括PLC的定义、分类、工作原理、编程语言等,参考教材第二章内容。
2. 台车呼叫系统概述:介绍系统的组成、功能、应用场景,参考教材第四章第一节。
3. PLC编程与控制:讲解PLC在台车呼叫系统中的应用,包括编程方法、控制流程,参考教材第三章及第四章第二节。
4. 台车呼叫系统设计:分析系统设计要求,讲解设计步骤,包括硬件选型、软件编程、系统调试等,结合教材第四章第三节及实际案例。
5. 实践操作:组织学生进行PLC编程实践,完成台车呼叫系统的设计、安装与调试,参考教材第五章及实验指导书。
教学大纲安排:第一周:PLC基础知识学习,了解台车呼叫系统概述。
第二周:PLC编程与控制方法学习,分析台车呼叫系统设计要求。
plc台车呼叫系统课程设计

plc台车呼叫系统课程设计一、教学目标本课程旨在通过学习PLC台车呼叫系统,使学生掌握PLC的基本原理和应用,培养学生的实际操作能力和解决问题的能力。
具体目标如下:1.理解PLC的基本工作原理。
2.掌握PLC的编程方法和技巧。
3.了解PLC台车呼叫系统的组成和功能。
4.能够使用PLC进行简单的程序设计。
5.能够对PLC台车呼叫系统进行调试和维护。
6.能够分析和解决PLC台车呼叫系统中出现的常见问题。
情感态度价值观目标:1.培养学生的创新意识和团队合作精神。
2.增强学生对PLC技术在现代工业中重要性的认识。
3.培养学生对PLC台车呼叫系统的兴趣和热情。
二、教学内容本课程的教学内容主要包括PLC的基本原理、编程方法和PLC台车呼叫系统的组成和功能。
具体安排如下:1.PLC的基本原理:介绍PLC的工作原理、组成部分及其功能。
2.PLC的编程方法:讲解PLC编程的基本方法、技巧及相关软件的使用。
3.PLC台车呼叫系统的组成和功能:介绍PLC台车呼叫系统的各个组成部分及其功能,并通过实例分析其工作原理。
三、教学方法为了提高教学效果,本课程将采用多种教学方法相结合的方式进行教学。
主要包括:1.讲授法:通过讲解PLC的基本原理、编程方法和PLC台车呼叫系统的组成和功能,使学生掌握相关知识。
2.案例分析法:通过分析实际案例,使学生更好地理解和掌握PLC技术的应用。
3.实验法:通过动手实验,使学生熟悉PLC台车呼叫系统的操作和调试过程。
四、教学资源为了支持本课程的教学,我们将准备以下教学资源:1.教材:选用权威、实用的教材,为学生提供系统的学习资料。
2.参考书:提供相关领域的参考书籍,丰富学生的知识体系。
3.多媒体资料:制作精美的PPT、视频等多媒体资料,提高学生的学习兴趣。
4.实验设备:准备充足的实验设备,确保每个学生都能动手实践。
五、教学评估本课程的教学评估将采用多元化的评估方式,以全面、客观地评价学生的学习成果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设计说明书
《可编程控制器》课程设计
设计题目:台车呼叫控制
学院:
学号:
专业(方向)年级:
学生姓名:
机电工程学院电气工程系
2014年 2 月 17日
目录
1 引言
2 系统总体方案设计
2.1 系统硬件配置及组成原理
2.2 系统变量定义及分配表
2.3 系统接线图设计
3 控制系统程序设计
3.1 控制程序流程图设计
3.2 控制系统的设计思路、程序设计等
3.3 创新设计内容
4 控制系统的上位机设计
4.1 人机界面选择
4.2 人机界面设计
5 系统调试及结果分析
5.1 PLC程序调试及解决的问题
5.2 PLC与上位机联调
5.3 结果分析
结束语
参考文献
附录
1、引言
随着现代工业设备的自动化越来越多的工厂设备采用PLC,变频器,人机界面自动化器件来控制,因此自动化程度越来越高。
电器控制技术是随着科学技术的不断发展,生产工艺不断提出新的要求而得到迅速发展的。
在现代化工业生产中,为了提高劳动生产率,降低成本,减轻工人的劳动负担,要求整个工艺生产过程全盘自动化,这就离不开控制系统。
控制系统是整个生产线的灵魂,对整个生产线起着指挥的作用。
一旦控制系统出现故障,轻者影响生产线的继续进行,重者甚至发生人生安全事故,这样将给企业造成重大损失。
台车呼叫控制系统是基于PLC控制系统来设计的,控制系统的每一步动作都直接作用于台车的运行,其控制重点转向物资的控制和管理要求实时、协调和一体化,计算机之间、数据采集点之间、机械设备的控制器之间以及它们与计算机之间的通信可以及时地汇总信息。
因此,台车性能的好坏与控制系统性能的好坏有着直接的关系。
台车能否正常运行、工作效率的高低都与控制系统密不可分。
它实现了全自动作业后,满足了人们速度、精度、高度、重量、重复存取和搬运等要求,使总体效益和生产的应变能力大大超过各部分独立效益的总和,自动化技术组建成为仓库自动化技术的核心,既可以节省开支,又减少了浪费,因此建立一个便捷、可行的台车呼叫控制系统是十分迫切和需要的。
本产品PLC实现自动化开支,解决了劳动强度大、经济效益差的问题。
一部电动运输车供8个加工点使用。
台车的控制要求如下:PLC上电后,车停在某个工位,若无用车呼叫(下称呼车)时,则各工位的指示灯亮,表示各工位可以呼车。
工作人员按本工位的呼车按钮呼车时,各工位的指示灯均灭,此时别的工位呼车无效。
如停车工位呼车时,台车不动,呼车工位号大于停车位时,台车自动向高位行驶,当呼车位号小于停车位号时,台车自动向低位行驶,当台车到呼车工位时自动停车。
停车时间为30s供呼车工位使用,其他工位不能呼车。
从安全角度出发,停电再来电时,台车不会自行启动。
为了区别,工位依1~8编号各设一个限位开关
2 系统总体方案设计
2.1 系统硬件配置及组成原理
2.1.1 可编程序控制器概述
可编程控制器简称PC(英文全称:Programmable Controller),
它经历了可编程序矩阵控制器PMC、可编程序顺序控制器PSC、可编程序逻辑控制器PLC。
PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。
它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
PLC及其有关的外围设备都应该按易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计因而在冶金、能源、化工、交通、电力等领域中的到了越来越广泛的应用,成为了现代工业控制的三大支柱(PLC、机器人、CAD/CAM)。
2.1.2可编程控制器的特点
★可靠性高,抗干扰能力强
★功能完善,适应性强
★使用简单,调试维修方便
★采用先进的模块化结构,系统组合灵活方便
★对生产工艺改变适应性强,可进行柔性生产
2.1.3 PLC型号的选择
综合输入输出点的计算以及要实现的台车呼叫系统功能,使用西门子S7-200PLC(CPU224)加一个扩展模块,这样就能完全能够满足设计要求。
S7-200PLC是一种小型可编程逻辑控制器(Micro PLC),可应用于各种小型自动化控制系统。
高集成度的设计、低廉的成本使得S7-200成为各种小型控制任务理想的解决方案,适用于各行各业,各种场合中的检测、监测及控制的自动化。
并且,西门子S7-200PLC具有:极高的可靠性、丰富的指令集、极快的浮点运算速度、丰富的扩展模块、强大的内部集成功能等几个方面的出色表现。
2.1.5 西门子S7-200PLC简介
S7-200的用户程序中包括了位逻辑、计数器、定时器、复杂数学运算以及与其它智能模块通讯等指令内容,从而使它能够监视输入状态,改变输出状态以达到控制目的。
紧凑的结构、灵活的配置和强大的指令集使S7-200成为各种控制应用的理想解决方案。
它集成6 输入/4 输出共10个数字量I/O 点,无I/O 扩
展能力。
拥有6K 字节程序和数据存储空间,4个独立的30kHz 高速计数器,2 路独立的20kHz 高速脉冲输出以及1个RS485 通讯/编程口,具有PPI 通讯协议、MPI 通讯协议和自由方式通讯能力。
非常适合于小点数控制的微型控制器。
2.2 系统变量定义及分配表
为了区别,工位依1~8编号并各设一个限位开关。
每个工位设一呼车按钮,系统设启动按钮和停机按钮各1个,台车设正反转接触器各1个,每工位设呼车指示灯1个,但并联接于各个输出口上。
系统布置图如图
外围设备和I/O地址分配:
根据控制要求,系统的输入量有:启、停按钮信号,1号位-8 号位的限位开关SB1-SB8信号,1号位-8号位的呼叫开关ST1-ST8信号;系统的输出信号有:前进、后退控制电机接触器驱动信号,呼叫指示灯信号。
共需实际输入点数18个,输出点数10个。
配置表如表所示:
表1.3-1 系统I/O资源配置表
2.3 系统接线图设计
3 控制系统程序设计3.1 控制程序流程图设计
3.2 控制系统的设计思路、程序设计等
设计思路:
在我的程序中,主要创新点是定时。
定时程序:
4 控制系统的上位机设计4.1 人机界面选择
对于人机界面,我选择用Editor软件来制作。
4.2 人机界面设计
5 系统调试及结果分析
5.1 PLC程序调试及解决的问题
我使用的是S7-200仿真软件进行调试,CPU型号为226,调试如下图:
5.2 PLC与上位机联调
程序启动,指示灯亮起:
车在2号位,5号呼车,电机正转,指示灯灭:
车都达5号位,电机停止转动:
结束语
这次课程设计,我利用所学《现代电气控制及PLC应用技术》的基本知识,认真查阅相关资料,并在同学们的帮助下,完成了“台车呼叫控制”的课程设计,下面我将从六方面阐述我在本次课程设计中的心得体会。
(1)将理论教学与实习实践相结合,对于PLC在实际设计中的应用有了较深刻的认识;
(2)对PLC应用系统设计的方法有了初步的了解;
(3)提高自己对设计课题的分析能力、编程能力及解决实际问题的综合能力与调试能力;
(4)通过学习这一次实践,增强了我们的动手能力,提高和巩固了PLC方面的知识。
让我认识到把理论应用到实践中去是多么重要。
(5)通过本次课程设计实践,增强了下阶段的学习信心,为毕业设计奠定了基础。
(6)但是在设计过程中,仍存在许多问题与不足:诸如对于基础知识掌握的不牢固,所学到的知识还远远不够。
参考文献
[1] 王永华,现代电气控制及PLC 应用,北京航空航天大学出版社,2007.6,
[2]张万忠,刘明芹:电器与PLC控制技术,化学工业出版社,2009.6,
[3] 程周,可编程序控制器原理与应用,高等教育出版社,2006.4,
[4] 吴中俊,黄永红:可编程序控制器原理及应用,机械工业出版社,2008.8 ,
[5] 殷洪义,可编程控制器选择设计与维护,机械工业出版社,2002.
[6] 王兆义,实时服务可编程序控制器教程,机械工业出版社,2007.7, P15-P27 附录:源程序。