常见钢种对应焊材一览表
常用钢材焊材选用表(建筑助手)

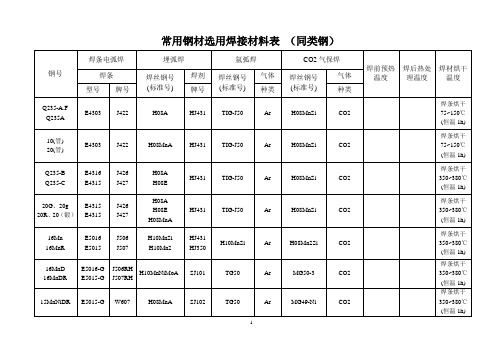
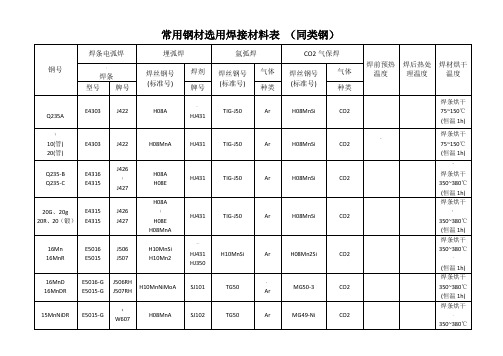
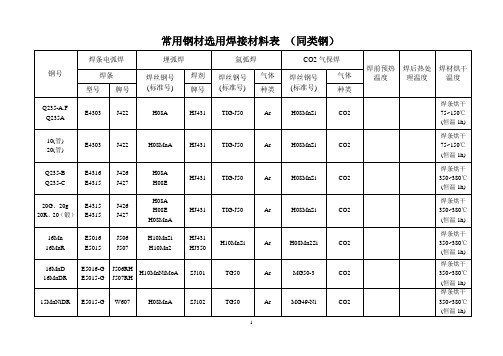
建筑施工# 常用钢材选用焊接材料表(同类钢)钢号焊条电弧焊埋弧焊氩弧焊CO2气保焊焊前预热温度焊后热处理温度焊材烘干温度焊条焊丝钢号(标准号)焊剂焊丝钢号(标准号)气体焊丝钢号(标准号)气体型号牌号牌号种类种类Q235-A.F Q235A E4303 J422 H08A HJ431 TIG-J50 Ar H08MnSi CO2焊条烘干75~150℃(恒温1h)10(管) 20(管) E4303 J422 H08MnA HJ431 TIG-J50 Ar H08MnSi CO2焊条烘干75~150℃(恒温1h)Q235-B Q235-C E4316E4315J426J427H08AH08EHJ431 TIG-J50 Ar H08MnSi CO2焊条烘干350~380℃(恒温1h)20G、20g 20R、20(锻)E4315E4315J426J427H08AH08EH08MnAHJ431 TIG-J50 Ar H08MnSi CO2焊条烘干350~380℃(恒温1h)16Mn 16MnR E5016E5015J506J507H10MnSiH10Mn2HJ431HJ350H10MnSi Ar H08Mn2Si CO2焊条烘干350~380℃(恒温1h)16MnD 16MnDR E5016-GE5015-GJ506RHJ507RHH10MnNiMoA SJ101 TG50 Ar MG50-3 CO2焊条烘干350~380℃(恒温1h)建筑施工#15MnNiDR E5015-G W607 H08MnA SJ102 TG50 Ar MG49-Ni CO2焊条烘干 350~380℃ (恒温1h)常用钢材选用焊接材料表(同类钢)钢号焊条电弧焊埋弧焊 氩弧焊 CO2气保焊 焊前预热温度 焊后热处理温度 焊材烘干温度焊条 焊丝钢号 (标准号)焊剂 焊丝钢号 (标准号)气体 焊丝钢号 (标准号)气体 型号牌号牌号种类种类12CrMoE5515-B1R207H08CrMoA HJ350TIG-R30 ArH08CrMnSiMoCO2150-250℃ 650~700℃焊条烘干 380~420℃ (恒温1.5h) 15CrMo E5515-B2 R307 H13CrMoAHJ350 SJ103 ER55-B2 ER55-B2LAr ER55-G CO2 150-250℃ 650~700℃焊条烘干 380~420℃ (恒温1.5h) 12Cr1MoVE5515-B2-VR317 H08CrMoV A HJ350 ER55B2MnV Ar 200-300℃ 650~700℃焊条烘干 380~420℃ (恒温1.5h) 1Cr5Mo E5MoV-15 R507 H0Cr5Mo Ar 200-300℃ 760±10℃焊条烘干 380~420℃ (恒温1.5h) 0Cr18Ni9E308-16 E308-15 A102 A107H0Cr21Ni10 HJ260 H0Cr21Ni10 ArA102.A107 150℃1h 250℃1h建筑施工#0Cr18Ni10Ti 1Cr18Ni9Ti E437-16 E437-15 A132 A137 H0Cr21Ni10TiHJ260H0Cr21Ni10TiArA132.A137 150℃1h 250℃1h 0Cr17Ni12Mo2E316-16 E316-15 A202 A207 H0Cr19Ni12Mo2HJ260H0Cr19Ni12Mo2ArA202.A207 150℃1h 250℃1h常用钢材选用焊接材料表 (同类钢)钢号焊条电弧焊埋弧焊 氩弧焊CO2气保焊焊前预热温度 焊后热处理温度 焊材烘干温度焊条 焊丝钢号 (标准号)焊剂 焊丝钢号 (标准号)气体 焊丝钢号 (标准号)气体 型号牌号牌号种类 种类0Cr18Ni12Mo2E316L-16 E318-16A022 A212H00Cr19Ni 12Mo2HJ260H00Cr19Ni 12Mo2ArA022.A212 150℃1h00Cr19Ni10 E308L-16 A002 H00Cr21Ni10 HJ260 H00Cr21Ni10 ArA002 150℃1h。
常用钢材焊材选用表(钢材焊材对照表)
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
常用钢材焊材选用表
E316-16
、
E316-15
A202
A207
H0Cr19Ni12
Mo2
HJ260
H0Cr19Ni12
Mo2
Ar
?
150℃1h
250℃1h
常用钢材选用焊接材料表 (同类钢)
钢号
焊条电弧焊
\
埋弧焊
氩弧焊
CO2气保焊
焊前预热温度
焊后热处理温度
焊材烘干温度
焊条
焊丝钢号
(标准号)
?
焊剂
Ⅶ
Ⅶ+1
1Cr18Ni9Ti
GB/T3280、GB/T4237、JB4728
0Cr18Ni9Ti
GB/T3280、GBT4237、GB13296、GB/T14976、JB4728
0Cr18Ni10TI
GB/T3280、GBT4237、GB13296、GB/T14976、JB4728
00Cr19Ni10
Ⅲ+Ⅳ
E5003
J502
150-250℃
'
650-700℃
J502
150℃1h
E5015
J507
J507
380℃1-2h
强度型低合金钢与耐热型低合金钢焊接
Ⅱ+Ⅴ
E5015
J507
\
200-300℃
760℃±10℃
J507
380℃1-2h
E5515-G
-
J557
200-300℃
760℃±10℃
J557
焊后热处理温度
焊材烘干温度
焊条
焊丝钢号
$
(标准号)
焊剂
常用钢材焊材选用表(钢材焊材对照表)
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
常 用 钢 种 焊 材 推 荐 表
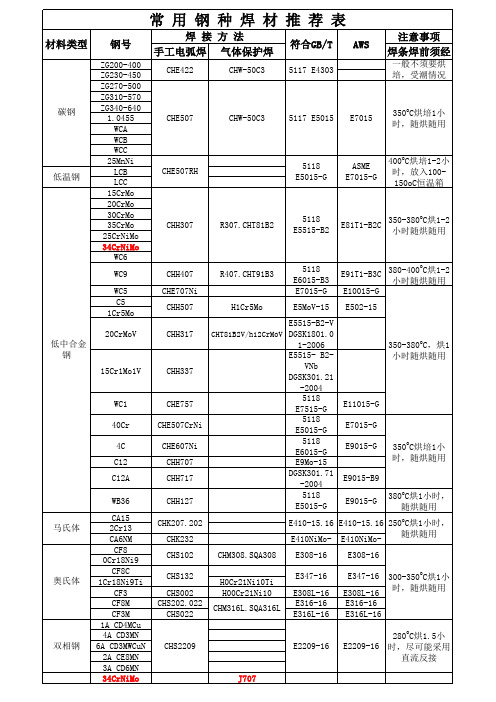
400oC烘培1-2小 时,放入100150oC恒温箱
CHH307
R307.CHT81B2
5118 E5515-B2
o E81T1-B2C 350-380 C烘1-2 小时随烘随用
CHH407 CHE707Ni CHH507 CHH317
R407.CHT91B3
5118 E6015-B3 E7015-G E5MoV-15 E5515-B2-V
1-2006 E5515- B2VNb DGSK301.21 -2004 5118 E7515-G 5118 E5015-G 5118 E6015-G E9Mo-15 DGSK301.71 -2004 5118 E5015-G E410-15.16 E410NiMoE308-16 E347-16 E308L-16 E316-16 E316L-16 E2209-16
o E91T1-B3C 380-400 C烘1-2 小时随烘随用 E10015-G
H1Cr5Mo
E502-15
CHT81B2V/h12CrMoV DGSK1801.0
WC1 40Cr 4C C12 C12A WB36 马氏体 CA15 2Cr13 CA6NM CF8 0Cr18Ni9 CF8C 1Cr18Ni9Ti CF3 CF8M CF3M 1A CD4MCu 4A CD3MN 6A CD3MWCuN 2A CE8MN 3A CD6MN 34CrNiMo A148 90-60
焊 接 方 法 手工电弧焊 气体保护焊
CHE422 CHW-50C3
符合GB/T
5117 E4303
AWS
注意事项 焊条焊前须经
一般不须要烘 培,受潮情况
碳钢
CHE507
CHW-50C3
常见钢种对应焊材一览表
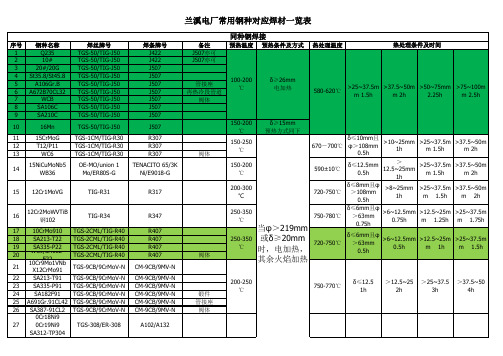
150-200
δ≥15mm
℃
预热方式同下
阀体
150-250 ℃
670-700℃
δ≤10mm且 φ>108mm
0.5h
>10~25mm 1h
>25~37.5m m 1.5h
>37.5~50m m 2h
150-200 ℃
590±10℃
δ≤12.5mm 0.5h
> 12.5~25mm
1h
>25~37.5m m 1.5h
R307
R317 TENACITO 65/3K
Ni/E9018-G R407
A302
A302
备注
预热温度 预热条件及方式 热处理温度
热处理条件及时间
铜焊粉/银焊粉 铜焊粉/银焊粉 铜焊粉/银焊粉
氯化锌溶液
常见异种钢焊接
备注
预热温度 预热条件及方式 热处理温度
热处理条件及时间
异种钢焊接接头的热处理
温度按低级别母材选择,
TGS-1CM/TIG-R30 TGS-1CM/TIG-R30 TGS-1CM/TIG-R30
OE-MO/union 1 Mo/ER80S-G
焊条牌号 J422 J422 J507 J507 J507 J507 J507 J507 J507
J507
R307 R307 R307
TENACITO 65/3K Ni/E9018-G
>37.5~50m m 2h
200-300 ℃
720-750℃
δ≤8mm且φ >108mm 0.5h
>8~25mm 1h
>25~37.5m >37.5~50m m 1.5h m 2h
250-350 ℃
常用钢材焊材选发用表(钢材焊材对照表)
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
常用钢材焊材选发用表(钢材焊材对照表)
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序号 1 2 3 4 5 6 7 8 9
钢种名称 Q235 10#
20#/20G St35.8/St45.8
A106Gr.B A672B70CL32
WCB SA106C SA210C
10
16Mn
11
15CrMoG
12
T12/P11
13
WC6
14
15NiCuMoNb5 WB36
26 SA387-91CL2 TGS-9CB/9CrMoV-N
0Cr18Ni9
27
0Cr19Ni9
TGS-308/ER-308
SA312-TP304
R347
R407 R407 R407 R407
CM-9CB/9MV-N
CM-9CB/9MV-N CM-9CB/9MV-N CM-9CB/9MV-N CM-9CB/9MV-N CM-9CB/9MV-N
焊丝牌号 TGS-309
2
碳钢+15CrMoG (P11)
TGS-50/TIG-J50
3
碳钢+ 12Cr1MoVG
TGS-1CM/TIG-R30
4
碳钢+P22
TIG-R30
5 碳钢+WB36
OE-MO/union 1 Mo/ER80S-G
6
碳钢+P91 TGS-2CML/TIG-R40
7
12Cr1MoVG+ 1Cr18Ni9Ti
>12.5~25m m 1.25h
>25~37.5m m 1.75h
阀体
250-350 ℃
或δ≥20mm 时,电加热, 其余火焰加热
720-750℃
δ≤6mm且φ >63mm 0.5h
>6~12.5mm 0.5h
>12.5~25m m 1h
>25~37.5m m 1.5h
锻件 管接座 阀体
200-250 ℃
A102/A132
备注 J507亦可 J507亦可
同种钢焊接
预热温度 预热条件及方式 热处理温度
热处理条件及时间
管接座 再热冷段管道
阀体
100-200 ℃
δ≥26mm 电加热
580-620℃
>25~37.5m >37.5~50m >50~75mm
m 1.5h
m 2h
2.25h
>75~100m m 2.5h
焊条牌号 R307 R407
A302
TENACITO 65/3K Ni/E9018-G
TENACITO 65/3K Ni/E9018-G
TENACITO 65/3K Ni/E9018-G
ENiCrFe-3
ENiCrFe-3 R407
ENiCrFe-3
备注
预热温度 预热条件及方式 热处理温度
热处理条件及时间
150-200
δ≥15mm
℃ቤተ መጻሕፍቲ ባይዱ
预热方式同下
阀体
150-250 ℃
670-700℃
δ≤10mm且 φ>108mm
0.5h
>10~25mm 1h
>25~37.5m m 1.5h
>37.5~50m m 2h
150-200 ℃
590±10℃
δ≤12.5mm 0.5h
> 12.5~25mm
1h
>25~37.5m m 1.5h
焊丝牌号 TGS-1CM/TIG-R30 TGS-2CML/TIG-R40
TGS-309
OE-MO/union 1 Mo/ER80S-G
OE-MO/union 1 Mo/ER80S-G
OE-MO/union 1 Mo/ER80S-G
ERNiCr-3
ERNiCr-3 TGS-2CML/TIG-R40
ERNiCr-3
TGS-2CML/TIG-R40 TGS-2CML/TIG-R40
TGS-9CB/9CrMoV-N
22 SA213-T91 TGS-9CB/9CrMoV-N
23 SA335-P91 TGS-9CB/9CrMoV-N
24 SA182F91 TGS-9CB/9CrMoV-N
25 A691Gr.91CL42 TGS-9CB/9CrMoV-N
R307
R317 TENACITO 65/3K
Ni/E9018-G R407
A302
A302
备注
预热温度 预热条件及方式 热处理温度
热处理条件及时间
铜焊粉/银焊粉 铜焊粉/银焊粉 铜焊粉/银焊粉
氯化锌溶液
常见异种钢焊接
备注
预热温度 预热条件及方式 热处理温度
热处理条件及时间
异种钢焊接接头的热处理
温度按低级别母材选择,
焊丝牌号 TGS-50/TIG-J50 TGS-50/TIG-J50 TGS-50/TIG-J50 TGS-50/TIG-J50 TGS-50/TIG-J50 TGS-50/TIG-J50 TGS-50/TIG-J50 TGS-50/TIG-J50 TGS-50/TIG-J50
TGS-50/TIG-J50
TGS-1CM/TIG-R30 TGS-1CM/TIG-R30 TGS-1CM/TIG-R30
OE-MO/union 1 Mo/ER80S-G
焊条牌号 J422 J422 J507 J507 J507 J507 J507 J507 J507
J507
R307 R307 R307
TENACITO 65/3K Ni/E9018-G
15 12Cr1MoVG
TIG-R31
R317
16
12Cr2MoWVTiB 钢102
TIG-R34
17 10CrMo910 TGS-2CML/TIG-R40
18 SA213-T22 TGS-2CML/TIG-R40
19 20
21
WSCA93/3S5A-P1282210Cr9FM2o21VNb
X12CrMo91
>37.5~50m m 2h
200-300 ℃
720-750℃
δ≤8mm且φ >108mm 0.5h
>8~25mm 1h
>25~37.5m >37.5~50m m 1.5h m 2h
250-350 ℃
当φ>219mm
750-780℃
δ≤6mm且φ >63mm 0.75h
>6~12.5mm 0.75h
33
纯铝
34
铝合金
35
紫铜
36
黄铜
37
铜合金
38
轴瓦补焊
焊丝牌号
TGS-308/ER-308
TGS-316
TGS-347/ER347Si
TIG-G20/TIG-G21
/ S301 S311 S201/银焊丝 S221/银焊丝 S211/银焊丝 锡基巴氏合金
序号 1
钢种名称 碳钢+
1Cr18Ni9Ti
恒温时间按高级别母材选
择;预热温度选择两侧母
材温度要求较高者。
序号 14 15 16
17
18
19
20 21 22 23
钢种名称 P22+WC6 P22+P91
WB36+ 1Cr18Ni9Ti
WB36+WC6
WB36+WC9
WB36+P91
P91+ 1Cr18Ni9Ti P91+TP347 P91+WC6 316+P91
cr2~2.5 Mo 0.9~1.2
TGS-309
13
P22+ 1Cr18Ni9Ti
TGS-309
焊条牌号 A102/A132 (A202) 0Cr17Ni12Mo2
/ G207/G217 Z308/MAGNA770
AL109 AL209
/ / / /
焊条牌号 A302
J507
R307
R307 TENACITO 65/3K
Ni/E9018-G R407 A302
TGS-309
8
12Cr1MoVG+ 15CrMoG(P11)
TGS-1CM/TIG-R30
9
12Cr1MoVG+ P22
TIG-R31
10
12Cr1MoVG+ WB36
OE-MO/union 1 Mo/ER80S-G
11
12Cr1MoVG+ P91
TGS-2CML/TIG-R40
12
P11+ 1Cr18Ni9Ti
750-770℃
δ≤12.5 1h
>12.5~25 >25~37.5 >37.5~50
2h
3h
4h
序号 钢种名称 0Cr18Ni9Ti
28 1Cr18Ni9Ti(321
29
0Cr17N)i12Mo2 SA312-TP316
30 SA213-TP347H
31
0Cr13/1Cr13 2Cr13
32
铸铁补焊