检验标准格式
质量检验报告标准格式

质量检验报告标准格式一、报告概述。
质量检验报告是对产品质量进行检验和评估的重要文件,也是企业对外展示产品质量的重要依据。
本报告旨在规范质量检验报告的格式,以便于企业制定统一的标准,提高报告的可读性和可比性。
二、报告格式。
1. 报告标题,质量检验报告(产品名称)。
2. 报告编号,(编号)。
3. 报告日期,(日期)。
4. 报告编制单位,(单位名称)。
5. 报告编制人,(姓名)。
6. 报告审核人,(姓名)。
7. 报告批准人,(姓名)。
8. 报告正文,包括产品基本信息、检验项目、检验方法、检验结果、评定结果等内容。
9. 报告附录,包括检验记录、检验数据、检验标准等内容。
三、报告内容。
1. 产品基本信息,包括产品名称、型号、规格、生产日期、生产批号等。
2. 检验项目,根据产品的特点和要求,列出需要进行检验的项目,如外观检查、尺寸测量、功能性能测试等。
3. 检验方法,对每个检验项目列出相应的检验方法和标准,确保检验过程的科学性和准确性。
4. 检验结果,对每个检验项目的结果进行详细描述,包括合格、不合格、待定等情况,并附上相应的检验数据和记录。
5. 评定结果,根据检验结果对产品的质量进行评定,包括合格、不合格、待定等等。
四、报告要求。
1. 报告内容要准确、清晰、完整,语言简洁、生动,避免使用模糊、含糊不清的词语。
2. 报告格式要统一,排版整齐,字体规范,图表清晰,便于阅读和理解。
3. 报告附录要完整,包括检验记录、检验数据、检验标准等内容,便于查阅和核对。
4. 报告编制人要认真负责,对报告内容进行仔细核对和审查,确保报告的准确性和可信度。
五、结束语。
质量检验报告是企业产品质量的重要证明,对于产品质量的评估和提升具有重要意义。
希望各企业能够严格按照本报告规范制定和编制质量检验报告,提高报告的质量和可信度,为产品质量的提升和企业形象的塑造做出积极贡献。
六、附录。
1. 相关标准文件。
2. 质量检验报告范例。
以上为质量检验报告标准格式,希望对各企业有所帮助。
成品检验报告单格式
成品检验报告单格式标题:成品检验报告单报告日期:[日期]报告编号:[编号]报告单位:[单位名称]被检产品信息:-产品名称:[产品名称]-产品型号:[产品型号]-生产批次:[生产批次]-检验日期:[检验日期]-检验人员:[检验人员]检验结果:1.外观检验:-检验项目:外观质量-检验标准:[标准]-检验方法:[方法]-检验结果:[合格/不合格]-备注:[备注]2.尺寸检验:-检验项目:尺寸测量-检验标准:[标准]-检验方法:[方法]-检验结果:[合格/不合格]-备注:[备注]3.功能性能检验:-检验项目:功能性能-检验标准:[标准]-检验方法:[方法]-检验结果:[合格/不合格]-备注:[备注]4.包装检验:-检验项目:包装质量-检验标准:[标准]-检验方法:[方法]-检验结果:[合格/不合格]-备注:[备注]总结与评价:1.对于合格项目的评价:[评价内容]2.对于不合格项目的处理措施:[处理措施]3.检验结果的综合评价:[评价内容]附件:1.检验报告照片:[附件1]2.检验仪器仪表校准证书:[附件2]3.检验报告原始数据:[附件3]签字:-报告编制人签字:[签字]-报告审核人签字:[签字]-报告批准人签字:[签字]备注:[备注内容]以上为成品检验报告单的格式,根据实际检验情况和要求,可根据需要进行调整和添加具体的检验项目和信息。
检验报告单的要求在ISO等相关质量管理体系标准中有详细规定,根据具体的行业和产品特性,可能会有所差异,需根据实际情况进行调整和应用。
质量检验标准书格式

(204)
(244)
(203) 客户投诉及重大品质事故履历:
NO 改订内容 改订日期 担当 确认
3
图番升级
2011/7/26
2 追加管理规定 2011.6.1
1
新规作成
2011.2.23
注:检查时要参照部品品质履历,防止不良再次发生(参照添附
认OK后盖环境合格印章.
f 现品票确认:品番、工程图番、生产日期、数量;
g 外观检查,必需戴手套
h
i
NO
管理尺寸规格
规格值
协定值
检测工具名称 (英文代号)
22 242 272 260 230 242 243291 281 2
52.8
+0.2 -0.2
Ф4-0.01 -Fra bibliotek.062
-0.01 -0.05
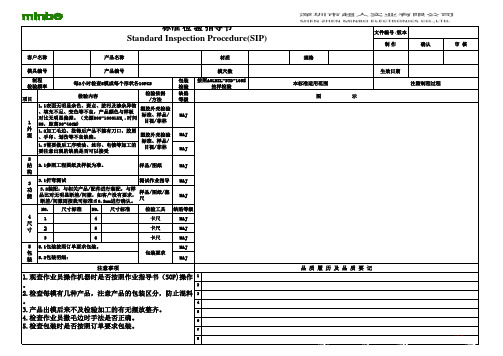
质量检验标准书
文件编号: 使用范围 巡检/出荷检查 管理NO:
品番/品名
实施日期
发行部门 品质管理部
承认
确认 作成
顾客名称 材料
机种 颜色
工程图番
005
3
再生材使用比率
取数
检查标准 尺寸检查:1SHOT/4H、外观检查:按AQL 0.65
出货检查按:MIL-STD-105E表抽样检查 L-Ⅱ。AQL:0.65
2
-0.01 -0.05
Ф4
-0.01 -0.06
4-18.1
+0.2 -0.2
59.66
+0.2 -0.2
61.2
+0.2 -0.2
2.5
-0.01 -0.05
高度规(HDM)
千分尺(H)
千分尺(H)
标准检验指导书(SIP) (格式模板)
图
示
品质履历及品质要记
图图1 4
图3
图图52
图2 图图图436
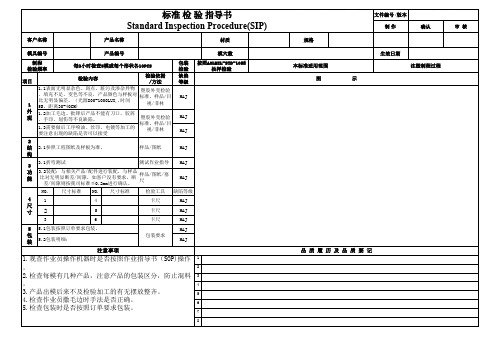
标准 检 验 指导书 Standard Inspection Procedure(SIP)
客户名称
产品名称
材质
模具编号
产品编号
模穴数
制程 检验频率
每2小时检查5模或每个形状各10PCS
项目
检验內容
检验依据 /方法
1
1.1表面无明显杂色、斑点、脏污及渗杂异物 、填充不足、变色等不良,产品颜色与样板 对比无明显偏差。(光源800-1000LUX,.时间 5S,距离30-40CM)
塑胶外壳检验 标准、样品/
目视/菲林
外 1.2加工毛边、批锋后产品不能有刀口,胶屑
观 、手印、划伤等不良缺陷。
塑胶外壳检验
标准、样品/
1.3需要做后工序喷油、丝印、电镀等加工的 目视/菲林
要注意出现的缺陷是否可以接受
包装 检验 缺陷 等级
MAJ
MAJ
MAJ
按照AOLMIL-STD-105E 抽样检验
2 结 2.1参照工程图纸及样板为准。 构
样品/图纸
MAJ
3 3.1折弯测试
测试作业指导 MAJ
功 能
3.2装配:与相关产品/配件进行装配,与样 品比对无明显断差/间隙,如客户没有要求, 断差/间隙则按我司标准≦0.2mm进行确认。
样品/图纸/塞 尺
MAJ
NO.
4
1
尺
寸2
尺寸标准 NO. 尺寸标准 4 5
检验工具 卡尺 卡尺
缺陷等级 MAJ MAJ
3
6
卡尺
MAJ
5 5.1包装按照订单要求包装。 要求
医院检验报告单
医院检验报告单医院检验报告单是医学检验科室为患者进行各项检验后所生成的一份报告单,用于记录患者的检验结果和相关信息。
以下是医院检验报告单的标准格式:1. 报告单的抬头部分:- 医院名称:XX医院- 检验科室名称:XX检验科- 报告单编号:XX-XXXX-XXXXX- 患者信息:包括患者姓名、性别、年龄、住院号等- 送检日期:XX年XX月XX日- 报告日期:XX年XX月XX日2. 报告单的主体部分:- 检验项目列表:按照检验项目的分类和顺序,列出各项检验项目的名称和对应结果。
- 检验结果:对于每个检验项目,给出具体的检验结果数值或描述,并标注是否正常范围。
- 参考范围:对于每个检验项目,给出正常参考范围,以便患者和医生对结果进行评估。
- 检验方法:对于每个检验项目,简要描述所采用的检验方法和仪器设备。
- 结果解读:对于异常结果或需要特别关注的项目,提供相应的结果解读和建议。
3. 报告单的底部部分:- 检验科室联系信息:包括科室电话、传真、邮箱等联系方式,方便患者和医生进行咨询和沟通。
- 医生签名和盖章:检验报告单需由负责医生签名确认,并加盖医院公章,以确保报告的准确性和可靠性。
- 报告单的有效期:标明报告单的有效期限,一般为一个月或根据实际情况而定。
4. 报告单的其他要求:- 报告单的纸质版和电子版:医院通常会提供纸质版的报告单给患者,并可根据需要提供电子版。
- 报告单的保密性:医院需确保患者的个人隐私和报告结果的保密性,对外部人员进行限制访问。
总结:医院检验报告单是一份重要的医学文件,具有标准格式和内容要求。
它包括抬头部分、主体部分和底部部分,详细记录了患者的检验结果和相关信息。
医院检验报告单的准确性和可靠性对于医生的诊断和治疗决策具有重要意义。
同时,医院也需保护患者的个人隐私和报告结果的保密性。
非标自动化设备 检验范本

非标自动化设备检验范本非标自动化设备检验范本一、引言非标自动化设备是指根据特定需求设计制造的非标准化自动化设备。
为了确保非标自动化设备的质量和性能符合要求,需要进行检验。
本文档旨在提供非标自动化设备检验的标准格式范本。
二、检验目的非标自动化设备的检验目的是验证设备的质量和性能是否符合设计要求,以确保设备在使用过程中的安全可靠性和稳定性。
三、检验内容1. 外观检验1.1 检查设备外观是否完整,无损伤、划痕或变形。
1.2 检查设备表面涂层是否均匀、无气泡或脱落现象。
1.3 检查设备标识是否清晰可辨,包括设备名称、型号、制造商等信息。
2. 尺寸检验2.1 检查设备的尺寸是否符合设计要求,包括长度、宽度、高度等参数。
2.2 使用测量工具进行尺寸测量,确保测量结果与设计要求的允许误差范围内。
3. 功能检验3.1 检查设备的各项功能是否正常运行。
3.2 进行设备的开关机测试,确保设备能够正常启动和关闭。
3.3 检查设备的传感器、执行器等部件是否灵敏可靠。
3.4 进行设备的各项操作测试,包括设备的启停、速度调节、方向控制等功能。
4. 安全性检验4.1 检查设备是否符合相关安全标准和法规要求。
4.2 检查设备的保护装置是否完善,能够有效防止事故发生。
4.3 进行设备的紧急停止测试,确保设备能够在紧急情况下及时停止运行。
4.4 检查设备的电气安全性能,包括接地、绝缘等方面。
5. 精度检验5.1 使用精密测量工具对设备的精度进行测量,包括位置精度、角度精度等。
5.2 检查设备的运动轨迹是否符合设计要求。
5.3 检查设备的重复定位精度,确保设备能够稳定准确地重复执行任务。
6. 可靠性检验6.1 进行设备的长时间运行测试,检查设备在连续工作条件下的稳定性和可靠性。
6.2 进行设备的负荷测试,确保设备能够在额定负荷下正常运行。
四、检验方法1. 目视检查:通过肉眼观察设备的外观、标识、涂层等方面进行检查。
2. 测量检查:使用测量工具对设备的尺寸、精度等进行测量。
标准检验指导书(SIP)-(格式模板)
文件编号 /版本
本标准适用范围
注塑制程过程
图
示
品质履历及品质要记
图图1 4
图3
图图5 2
图2 图图图4 3 6
塑胶外壳检验 标准、样品/目
视/菲林
外 1.2加工毛边、批锋后产品不能有刀口,胶屑
观 、手印、划伤等不良缺陷。
塑胶外壳检验
标准、样品/目
1.3需要做后工序喷油、丝印、电镀等加工的
视/菲林
要注意出现的缺陷是否可以接受
包装 检验 缺陷 等级
MAJ
MAJ
MAJ
按照AOLMIL-STD-105E 抽样检验
2 结 2.1参照工程图纸及样板为准。 构
6
5.检查包装时是否按照订单要求包装。
7
8
图示 图图示示
深 深 圳 圳 市 市 超 超 人 人 实 实 业 业 有 有 限 限 公 公 司 司
S SH HE EN N
Z ZH HE EN N
M MI IN NB BO O
E EL LE EC CT T R RO ON NI IC CS S
C CO O. ., ,L LT T D D. .
客户名称
标准 检 验 指导书
Standard Inspection Procedure(SIP)
产品名称
材质
模具编号
产品编号
模穴数
制程 检验频率
每2小时检查5模或每个形状各10PCS
项目
检验內容
检验依据 /方法
1
1.1表面无明显杂色、斑点、脏污及渗杂异物 、填充不足、变色等不良,产品颜色与样板对 比无明显偏差。(光源800-1000LUX,.时间 5S,距离30-40CM)
SIP检验标准格式
油污/髒汙 產品不允許油污髒污現象.產品上不可有油污.需擦拭幹凈。 毛邊 印刷 數量/方式 組裝 結構 印刷
外觀面毛邊需<0.05mm,非外觀面需<0.10mm;不可有刮手 目視/投影機 現象。各孔內框口不可有毛邊產生。 不可有缺字、斷字及漏印等異常。 與標准作業指導書(SOP)相符。 需能組裝,不可有干涉或無法組裝的情況。 與樣板比對需一致。 需用酒精擦拭絲印印刷來回10次(來回計為一次)。 目視 目視/SOP 目視/手感 目視/樣板 目視
第1頁 檢驗標準規範書
客戶 工站 文件編號 機種: 品名: 客戶料號: 料號: 顏色: 製/修訂 人員 本色 版本: 制/修訂部門 制/修訂日期 檢驗別 成型材質 修 訂 內容 要 敘 述 摘 原製訂部門 會簽 IPQC/OQC A/0 品保部
修 訂記錄
生效日期 版本 修訂 頁次
新制定
發行
確認
製訂
第2頁 檢驗標準規範書
機種: 客戶 品名: 工站 文件編號 外觀檢驗條件: 客戶料號: 料號: 顏色: 光源: 500~800lux 檢驗距離: 30~35CM 制/修訂部門 制/修訂日期 檢驗別 成型材質 檢驗時間: s 品保部 版本: A/0
檢驗角度: 45±5°
尺 寸
檢查項目 檢 查 方 法 圖位 NO 長度 1 長度 2 顏色 目視比對樣板不可有明顯差異。 1 2 卡勾/卡柱 不允許有缺膠、斷柱、拉裂現象,其它以不影響組裝為準。 3 缺料/未飽模 產品不允許缺料現象。 縮水 產品不允許縮水現象。 4 刮傷/劃傷 產品不允許刮碰傷現象。 6 7 變形度 應力痕 結合線 進料點 日期輪 埋銅 凹點 異物/污點 產品不允許變型現象。 產品不允許應力痕現象。 產品不允許結合線現象。 產品進料點需削平,不可有刮手感。 產品內日期輪需按生產日期做調整。 產品表面不允許凹凸不平現象.銅釘不可缺件。 產品不允許凹點凹陷現象。 A 面:不允許有;B 面:每100c㎡內允許0.2m㎡以內1 點;C 面: 每100c㎡內允許0.2m㎡以內1 點。 8 9 10 11 12 13 14 15 16 17 流痕/氣痕 外觀面及進料點周邊不可有氣痕。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检验标准格式
定期部分,全部,检验试验报告
批准:
审定:
审核:
编写:
检修日期年月日开工
年月日竣工
年月日
审核记录
工作负责人:
年月日工作班成员:
班组审核意见:
签名: 年月日分场审核意见:
签名: 年月日
验收卡片
设备名称、编号:
验收项目,设备、部件、工序,: 继电保护及仪表部分,全部,检验修理情况:,检修内容, 1、
2、
3、
尚存缺陷及遗留问题:
检修专责人自检评价意见:
检修专责人签字: 年月日班组验收评价: 验收人签字: 年月日分场验收评价:
验收人签字: 年月日。