SIP检验标准书格式
外观检验标准书 SIP
江苏锦绣前程电子科技有限公司
制修日:2014年04月02日
外观检验标准
1 目的:
为了完善我司外观检验标准、及时对接客户要求,从而服务于生产,提升产品制程外观检验能力。
2 范围:
适合于我司外观检验人员本厂制造过程中所有半成品、成品、之进料检验、首件检验、制程检验、出料检验及制程之稽核等皆属之。
3内容:
3.1检验条件
3.2检验规格
3.1检验条件
3.2检验规格
灰尘不允许可擦拭的允许色差不允许参照样品
破裂
NG
玻璃破损
NG
NG
ACF贴合1、产品贴合时无污渍。
水渍、杂点、
指纹、导电面与非导电面无刮伤、划伤
2、ACF贴合前应用鹿皮擦拭有污渍的
产品
3、上下贴合精确,上下偏位±0.15
4、左右偏位《PIN‘1/3’
5、点胶后平滑无杂质、不能在可视区
(AA区内)
目测
热压后外观检验平整无气泡、引线与Sensor粘合紧
密、且压合连接的线路看起来有立体
感,导电热熔胶在压合的边缘会有挤出
来的感觉。
目测
FPC热压拉力测试热压效果良好的Sensor应完全满足拉
力测试的要求,
用拉压力计测试垂直方向所能承
受的拉扯力:为600g
4.定义:无
5.使用表单:
5.1外观检验检验记录表。
SIP范本
10啤
每1.5H
(0,1)
巡检记录
反馈整改
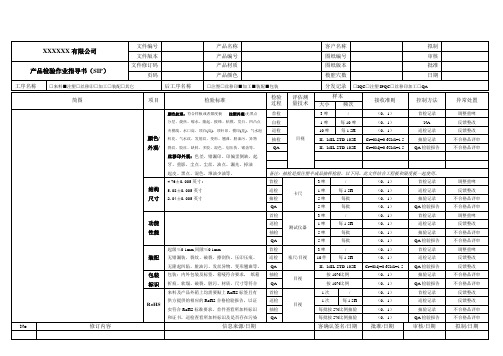
料花、气水纹、发射纹、变形、翘曲、脏油污、异物
抽检
II,MIL-STD-105E
Cr=0Mj=0.65Mi=1.5
抽验记录
不合格品评审
裂纹、胶丝、缺料、多胶、混色、划压伤、锯齿等。
QA=0.65Mi=1.5
QA检验报告
巡检
1次
每1.5H
(0,1)
巡检记录
反馈整改
实符合RoHS标准要求。首件查看所加料标识
抽检
每批按5%比例抽验
(0,1)
抽验记录
不合格品评审
和证书,巡检查看所加料标识及是否存在污染
QA
每批按5%比例抽验
(0,1)
QA检验报告
不合格品评审
No.
修订内容
信息来源/日期
客确认签名/日期
批准/日期
审核/日期
拟制/日期
检验标准
检验过程
评估测量技术
样本
接收准则
控制方法
异常处置
大小
频次
颜色/外观/
颜色纹理:符合样板或者限度板.注塑外观:无黑点
首检
目视
3啤
/
(0,1)
首检记录
调整重啤
分层、烧焦、缩水、隆起、披锋、粘模、发白、凹凸点
自检
1啤
每10啤
(0,1)
NA
反馈整改
夹模线、水口高、顶白(高)、顶针印、模印(花)、气水泡
XXXXXX有限公司
文件编号
产品名称
客户名称
拟制
文件版本
产品编号
图纸编号
审核
产品检验作业指导书(SIP)
SIP检验标准书格式
水箱
2PCS/批
3、插拔力:插头插入插座的插拔力小于 90N
拉力计
2PCS/批
4、盐雾测试:中性盐雾 48 小时端子无变色、起泡、生锈(备注:送实验室检测);
盐雾机
2PCS/批
4
试装
1、与对应接插件适配无松脱及组装不上现象。
1、参照《产品包装规范》对产品的包装进行检验;
5
包装
2、参照图纸、样板核对标签与实物是否一致。
...
...
拟定:
会签:
批准:
生效日期:2015.01.20
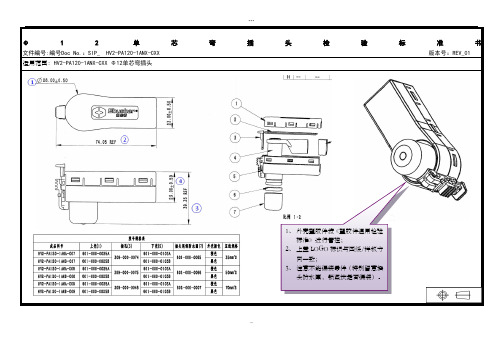
文件编号:编号Doc No.:SIP_ HV2-PA120-1ANX-CXX
Φ12 单芯弯插头检验标准书
版本号:REV_01
适用范围:HV2-PA120-1ANX-CXX Φ12单芯弯插头
序号
检验项目
技术要求
检验方法 检验频次
备注
1、对照工程图资料检查产品结构/型号是否正确,端子镀层外观不允许起泡、生锈、变色、起泡
④ 39.35±0.5
卡尺 卡尺 卡尺
S-3 AQL0.4 如有变更将以 最新更新的数 据进行检测,检
1、耐压绝缘测试:相线与屏蔽壳体之间,耐压大于 3500VAC,时间 60S;绝缘电阻 1KVDC 〉200M 绝缘耐压测试仪 Ω,时间 60S;
全检
验项不变
3
功能/性能 2、防水测试:连接器对插后防水等级为 IP65(备注:送实验室检测);
2、上下盖(橙色&l 黑色)颜色必须一致,组装时必须确认颜色是否配套(颜色需在色板上
1
外观
下限范围内);
3、确认线缆在加工过程中无破损、线芯(铜线)外露;
标准检验指导书(SIP) (格式模板)
图
示
品质履历及品质要记
图图1 4
图3
图图52
图2 图图图436
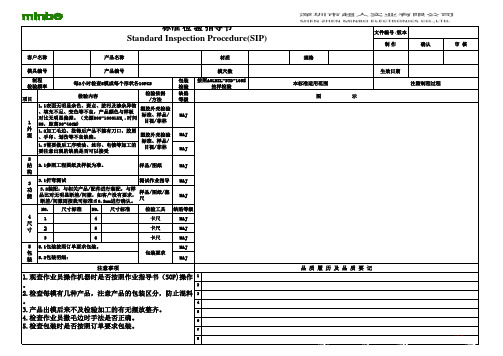
标准 检 验 指导书 Standard Inspection Procedure(SIP)
客户名称
产品名称
材质
模具编号
产品编号
模穴数
制程 检验频率
每2小时检查5模或每个形状各10PCS
项目
检验內容
检验依据 /方法
1
1.1表面无明显杂色、斑点、脏污及渗杂异物 、填充不足、变色等不良,产品颜色与样板 对比无明显偏差。(光源800-1000LUX,.时间 5S,距离30-40CM)
塑胶外壳检验 标准、样品/
目视/菲林
外 1.2加工毛边、批锋后产品不能有刀口,胶屑
观 、手印、划伤等不良缺陷。
塑胶外壳检验
标准、样品/
1.3需要做后工序喷油、丝印、电镀等加工的 目视/菲林
要注意出现的缺陷是否可以接受
包装 检验 缺陷 等级
MAJ
MAJ
MAJ
按照AOLMIL-STD-105E 抽样检验
2 结 2.1参照工程图纸及样板为准。 构
样品/图纸
MAJ
3 3.1折弯测试
测试作业指导 MAJ
功 能
3.2装配:与相关产品/配件进行装配,与样 品比对无明显断差/间隙,如客户没有要求, 断差/间隙则按我司标准≦0.2mm进行确认。
样品/图纸/塞 尺
MAJ
NO.
4
1
尺
寸2
尺寸标准 NO. 尺寸标准 4 5
检验工具 卡尺 卡尺
缺陷等级 MAJ MAJ
3
6
卡尺
MAJ
5 5.1包装按照订单要求包装。 要求
SIP检验标准模版
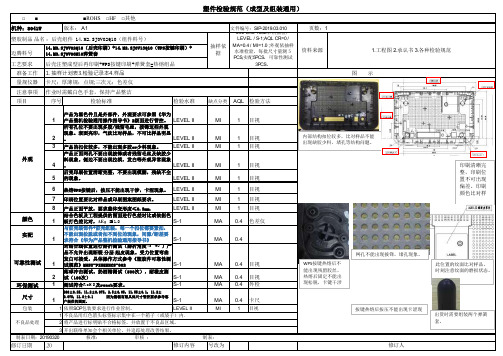
迈腾料号工艺要求 准备工作 量规仪器 注意事项 项目 序号 检验标准检验水准缺点分类AQL 检验方法1产品为黑色件且是外部件,外观要求可参照《华为产品整机检验通用操作指导书》2级面进行管控。
LEVEL II MI 1目视2所有孔位不要出现多胶/残留毛丝,披锋这些外观现象。
表面亮印,气纹比对样品,不可比样品明显。
LEVEL II MI 1目视3产品的扣位较多,不能出现多胶or少料现象。
LEVEL II MI 1目视4产品正面网孔不要出现披锋或者残留毛丝及缺胶少料现象。
侧边不要出现拉模,发白等外观异常现象。
LEVEL II MI 1目视5后壳印刷位置清晰完整,不要出现模糊,残缺不全的现象。
LEVEL II MI 1目视6热熔WPS按键后,按压不能出现干涉,卡涩现象。
LEVEL II MI 1目视7印刷位置要比对样品或印刷图案图纸要求。
LEVEL II MI 1目视8产品正面平放,要求整体变形度≤0.3mm.LEVEL II MI 1目视颜色1结合色板及工程提供的图面进行色差对比或依据色板打色差比对,ΔE :≦1.0S-1MA 0.4色差仪实配1与前壳装饰件+前壳组装,每一个扣位都要紧扣,不能出现松脱或者扣不到位的现象,间隙/断差要求符合《华为产品整机检验通用指导书》S-1MA0.41对结合线位置进行掰折测试(掰折角度45°-90°)产品不允许出现断裂/分层/起皮现象。
受力位置弯曲发白可接受。
具体操作方式参考《塑胶件可靠性测试规范》MHSY-PZBKKXCS-002S-1MA 0.4目视2落球冲击测试。
奶酒精测试(500次),耐橡皮测试(100次)S-1MA 0.4目视环保测试1测试符合RoHS 及reach要求。
S-1MA 0.4外检尺寸1260±0.25;11.2±0.075;2.5±0.05;11.55±0.1;11.2±0.075;11.5±0.1 因为篇幅有限具体尺寸管控要求参考客户提供的图面。
标准检验指导书(SIP) (格式模板)
塑胶外壳检验 标准、样品/
目视/菲林
外 1.2加工毛边、批锋后产品不能有刀口,胶屑
观 、手印、划伤等不良缺陷。
塑胶外壳检验
标准、样品/
1.3需要做后工序喷油、丝印、电镀等加工的 目视/菲林
要注意出现的缺陷是否可以接受
包装 检验 缺陷 等级
MAJ
MAJ
MAJ
按照AOLMIL-STD-105E 抽样检验
5
4.检查作业员撒毛边时手法是否正确。
6
5.检查包装时是否按照订单要求包装。
7
8
图示 图图示示
深 深圳 圳市 市超 超人 人实 实业 业有 有限 限公 公司 司 SHEN ZHEN MINBO ELECTRONICS CO.,LTD.
文件编号 /版本
制作
确认
审核
规格
本标准适用范围
生效日期
注塑制程过程
2 结 2.1参照工程图纸及样板为准。 构
样品/图纸
MAJ
3 3.1折弯测试
测试作业指导 MAJ
功 能
3.2装配:与相关产品/配件进行装配,与样 品比对无明显断差/间隙,如客户没有要求, 断差/间隙则按我司标准≦0.2mm进行确认。
样品/图纸/塞 尺
MAJ
NO.
4
1
尺
寸2
尺寸标准 NO. 尺寸标准 4 5
检验工具 卡尺 卡尺
缺陷等级 MAJ MAJ
3
6
卡尺
MAJ
5 5.1包装按照订单要求包装。 包 装 5.2包装明细:
MAJ 包装要求
MAJ
注意事项
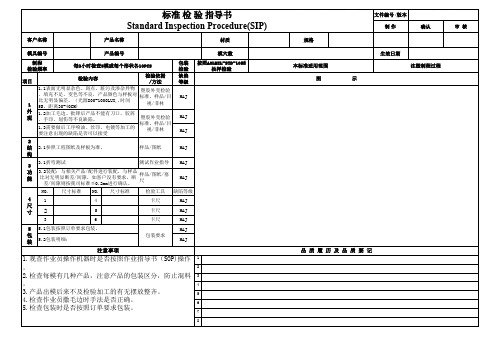
1.观查作业员操作机器时是否按照作业指导书(SOP)操作 1
标准检验指导书(SIP)-(格式模板)
文件编号 /版本
本标准适用范围
注塑制程过程
图
示
品质履历及品质要记
图图1 4
图3
图图5 2
图2 图图图4 3 6
塑胶外壳检验 标准、样品/目
视/菲林
外 1.2加工毛边、批锋后产品不能有刀口,胶屑
观 、手印、划伤等不良缺陷。
塑胶外壳检验
标准、样品/目
1.3需要做后工序喷油、丝印、电镀等加工的
视/菲林
要注意出现的缺陷是否可以接受
包装 检验 缺陷 等级
MAJ
MAJ
MAJ
按照AOLMIL-STD-105E 抽样检验
2 结 2.1参照工程图纸及样板为准。 构
6
5.检查包装时是否按照订单要求包装。
7
8
图示 图图示示
深 深 圳 圳 市 市 超 超 人 人 实 实 业 业 有 有 限 限 公 公 司 司
S SH HE EN N
Z ZH HE EN N
M MI IN NB BO O
E EL LE EC CT T R RO ON NI IC CS S
C CO O. ., ,L LT T D D. .
客户名称
标准 检 验 指导书
Standard Inspection Procedure(SIP)
产品名称
材质
模具编号
产品编号
模穴数
制程 检验频率
每2小时检查5模或每个形状各10PCS
项目
检验內容
检验依据 /方法
1
1.1表面无明显杂色、斑点、脏污及渗杂异物 、填充不足、变色等不良,产品颜色与样板对 比无明显偏差。(光源800-1000LUX,.时间 5S,距离30-40CM)
sip标准检验指导书
sip标准检验指导书SIP标准检验指导书。
一、引言。
SIP(Session Initiation Protocol)是一种用于建立、修改和终止会话的通信协议,它在VoIP(Voice over Internet Protocol)和多媒体会话控制方面发挥着重要作用。
SIP标准的检验对于保证通信设备的互操作性和性能至关重要。
本指导书旨在为SIP标准的检验提供详细的指导,以确保各项检验工作的准确性和可靠性。
二、检验准备。
1. 检验设备准备,在进行SIP标准的检验前,需要准备好相应的检验设备,包括SIP测试仪、网络分析仪、VoIP网关等。
2. 检验环境准备,确保检验环境符合标准要求,包括网络连接稳定、通信设备正常运行等。
3. 检验人员准备,指定专业人员进行SIP标准的检验工作,确保其具备相关的技术知识和经验。
三、检验内容。
1. SIP消息格式检验,包括对SIP请求消息和响应消息的格式进行检验,确保其符合SIP协议规范要求。
2. SIP状态码检验,对SIP协议中定义的各种状态码进行检验,包括1xx、2xx、3xx、4xx、5xx、6xx等状态码的处理和传输。
3. SIP会话建立检验,对SIP协议中会话建立的过程进行检验,包括呼叫建立、鉴权、媒体协商等环节的检验。
4. SIP会话修改和终止检验,对SIP协议中会话修改和终止的过程进行检验,包括呼叫转移、媒体协商变更、会话释放等环节的检验。
四、检验方法。
1. 静态检验,通过对SIP消息的格式和内容进行静态分析,检查其是否符合SIP协议规范要求。
2. 动态检验,通过模拟实际通信场景,对SIP协议的各项功能进行动态测试,验证其在实际环境中的可靠性和稳定性。
3. 压力测试,通过模拟大量并发呼叫和大容量数据传输,对SIP协议的性能进行压力测试,验证其在高负载情况下的稳定性和可靠性。
五、检验报告。
1. 检验结果记录,对SIP标准的检验结果进行详细记录,包括检验项目、检验方法、检验环境、检验设备、检验人员等信息。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序号
检验项目
技术要求
检验方法
检验频次
备注
1
外观
1、对照工程图资料检查产品结构/型号是否正确,端子镀层外观不允许起泡、生锈、变色、起泡
目视
一般抽样ⅡAQL0.4
如有变更将以最新更新的数据进行检测,检验项不变
2、上下盖(橙色&l黑色)颜色必须一致,组装时必须确认颜色是否配套(颜色需在色板上下限范围内);
绝缘耐压测试仪
全检
2、防水测试:连接器对插后防水等级为IP65(备注:送实验室检测);
水箱
2PCS/批
3、插拔力:插头插入插座的插拔力小于90N
拉力计
2PCS/批
4、盐雾测试:中性盐雾48小时端子无变色、起泡、生锈(备注:送实验室检测);
盐雾机
2P应接插件适配无松脱及组装不上现象。
Φ12单芯弯插头检验标准书
文件编号:编号Doc No.:SIP_HV2-PA120-1ANX-CXX版本号:REV_01
适用范围:HV2-PA120-1ANX-CXXΦ12单芯弯插头
拟定:
会签:
批准:
生效日期:
Φ12单芯弯插头检验标准书
文件编号:编号Doc No.:SIP_HV2-PA120-1ANX-CXX版本号:REV_01
适配
2模/批
5
包装
1、参照《产品包装规范》对产品的包装进行检验;
2、参照图纸、样板核对标签与实物是否一致。
图纸
全检
请严格按照以上标准进行检验,以上为必检项。
拟定:
会签:
批准:
生效日期:
3、确认线缆在加工过程中无破损、线芯(铜线)外露;
4、塑胶外壳为橙色,锁紧块为绿色,尾胶黑色,无披锋缺胶现象。
2
尺寸
1Φ28±0.5
投影仪
S-3AQL0.4
274.05±0.5
卡尺
323.00±0.5
卡尺
39.35±0.5
卡尺
3
功能/性能
1、耐压绝缘测试:相线与屏蔽壳体之间,耐压大于3500VAC,时间60S;绝缘电阻1KVDC 〉200MΩ,时间60S;