全自动洗衣机PLC控制大作业
plc课程设计说明书(全自动洗衣机)

漂洗次数:根据衣物的脏 污程度和数量,设定漂洗 次数
脱水时间:根据衣物的脏 污程度和数量,设定脱水 时间
报警功能:当出现故障时, PLC会发出报警信号,提 醒用户注意
洗衣机的漂洗过程控制
漂洗开始:洗衣机接收到漂洗指令后,开始进行漂洗过程
漂洗时间:漂洗时间一般为5-10分钟,根据衣物的脏污程度和数量进行调 整
故障处理:当水位传感器故 障时,洗衣机会自动停止工
作,并报警提示
电机过载保护
过载保护原理:当电机电流超过设定值时,自动切断电源,保护电机 过载保护装置:热敏电阻、电流互感器等 过载保护设置:根据电机额定电流设定过载保护值 过载保护效果:有效防止电机过热、烧毁,提高洗衣机使用寿命
其他安全保护措施
过热保护: 当洗衣机内 部温度过高 时,自动停
检查电源 和连接线 是否正常
检查洗衣 机的各个 部件是否 安装正确
启动洗衣 机,观察 其运行情 况
测试洗衣 机的洗涤、 脱水等功 能是否正 常
检查洗衣 机的噪音 和振动情 况
测试洗衣 机的耗电 量和用水 量是否正 常
调试和测试的结果和结论
结论:全自动洗衣机设计合 理,性能稳定,满足使用需 求
建议:在正式使用前,建议 进行一段时间的试运行,以
控制系统的输入输出接口设计
接口类型:包括数字量输入 输出接口、模拟量输入输出 接口等
输出接口:包括电机、加热 器、排水阀、进水阀等
输入接口:包括电源、启动 按钮、停止按钮、水位传感 器、温度传感器等
接口连接:包括电源线、信 号线、控制线等
接口保护:包括过流保护、 过压保护、短路保护等
接口测试:包括功能测试、 性能测试、稳定性测试等
止工作
PLC控制的全自动洗衣机课程设计程序及调试图
目录摘要………………………………………………………….设计题目全自动洗衣机PLC控制的控制要求及工作原理全自动洗衣机控制系统的硬件设计PLC控制和I/O分配全自动洗衣机控制系统程序设计总结参考文献摘要随着科学技术不断进步和社会飞速发展,洗衣机成为人民日常生活息息相关的家用电器产品。
洗衣机的全自动化、多功能化、智能化是其发展方向。
本文首先介绍了洗衣机的发展,然后重点介绍了洗衣机的设计,对程序流程图及编程软件进行了说明,最后对系统进行了仿真。
本次设计采用步进顺控指令编程,根据工艺要求编程简单、可允许双线圈使用,PLC采样按钮及限位开关外部输入信号的变化,执行相应的程序,然后输出控制电机正反转及脱水处理。
最后就本课题所做的工作进行了总结,并对进一步的研究提出了自己的看法。
本次设计的全自动洗衣机工艺要求有待改善,不可以单独脱水及洗衣时间的设置;由于时间有限,没做进一步的改善。
基于全自动洗衣机在日常生活中广泛运用,本设计具有广泛的推广价值。
AbstractWith the continuous progress of science and technology and the rapid development of society, washing into people's everyday life, household products.Fully automatic washing machines, multi-functional and intelligent direction of its development. This paper describes the development of washing machines, washing machine and then focuses on the design and programming software, the program flow chart are described, and finally the system is simulated. The design uses a step sequence programming instructions, according to process requirements of simple programming, which allows dual coils, PLC sampling buttons and limit switchchanges the external input signal, perform the appropriate procedure, and then reversing the motor output control and dehydration treatment.Finally on the subject summarized the work done, and further research put forward their views. The design of the automatic washing process requirements need to be improved, not a separate set of time dehydration and laundry; Due to time constraints, no further improvement. Automatic washing machine based on widely used in daily life, the design of a wide range of promotional value.设计题目全自动洗衣机全自动洗衣机PLC控制的控制要求及工作原理1、全自动洗衣机的基本结构全自动洗衣机的基本结构如图1-1所示。
全自动洗衣机的PLC模拟控制
1.增计数器(CTU)
梯形图
计脉冲数
C(0~255)
复位 设定值:
CU CTU
R
PV
语句表
LD I0.2 LD I0.3 CTU C20,3 LD C20 = Q1.0
-32768~32767
I0.2
I0.3
C20 3
C20 CU CTU R PV
I0.2 I0.3R 设定值 当前值
PV=3 3 2 1
计数器的扩展
定触点每0.1秒接通一次,累计10次是1s, 使秒计数器加1,当秒计数器C0计到60次,即为1min,则 C0常开触点闭合,分计数器C1加1,并复位秒计数器C0。 当分计数器C1计到60次,即为1h,C1常开触点闭合,,接 通时计数器C2,并加1计数,C1也随之复位。当C2计数至 24时,说明1d的时间到了,自行复位。从而实现时钟的功能。 (提示:用定时器提供0.1s脉冲信号,再设计秒发生器、秒 计数器(模拟秒针)、分计数器(模拟分针)及时计数器 (模拟时针),可利用内部存储器触点M1.0、M1.1、 M1.2 用来调整或校对时钟程序。)
使C20计一个数
C20每计24个数,机械手动作一次 机械手动作后,延时2秒,将机械手
电磁铁切断,同时将C20复位。C20 复位后,Q0.1和T37也复位
三、解决方案
I/O地址分配表
输入
I0.0
启动按钮SB1
I0.1
下限位开关SA3
I0.2
上限位开关SA2
I0.3
手动排水开关SA1
I0.5
Q1.0 计数器位
增计数器(CTU)工作原理:
计数输入端CU :有两个任务: ①输入要计数的脉冲。 ②启动计数功能,当第一个脉冲的上升沿到来时计数
PLC课程设计--控制全自动洗衣机
目录一. PLC控制全自动洗衣机的研究意义 (3)二. PLC机型 (3)三. 全自动洗衣机的概述 (3)四. 全自动洗衣机的设计要求 (3)五. 全自动洗衣机的设计 (3)5.1全自动洗衣机的工作流程 (4)5.2全自动洗衣机的工作原理 (5)5.3洗衣机控制要求 (5)六. 全自动洗衣机控制系统源程序和PLC梯形图 (6)七. 总结 (10)参考文献 (12)摘要随着现代经济的发展和科学技术的进步,人们对日用家电的智能化、自动化的要求来越高,因此设计了利用PLC来控制的洗衣机,实现了从加水洗涤到脱水排水的全自动控制。
我在此篇文章中首先介绍了洗衣机的现状,然后重点介绍了全自动洗衣机的设计,设计要求和功能实现,全自动洗衣机的工作流程和工作原理,最后介绍了全自动洗衣机PLC梯形图和控制系统程序。
本次设计采用步进顺控指令编程,根据工艺要求编程简单、可允许双线圈使用,PLC采样按钮及限位开关外部输入信号的变化,执行相应的程序,然后输出控制电机正反转及脱水处理关键词:全自动洗衣机;PLC控制;步进顺控指令一、PLC控制全自动洗衣机的研究意义PLC控制全自动洗衣机的编程语言容易掌握,是电控人员熟悉的梯形语言,使用术语依然是"继电器"一类术语,大部分与继电器触头的连接相对应,使电控人员一目了然,PLC控制使用简单,他的I/O已经做好,输入输出信号可直接连接,非常方便,而输出口具有一定驱动能力,其输出触头容易达220V、2A;是专门应用手工业现场自动控制装置,再系统软硬件上采用抗干扰措施。
当工作程序需要改变时,只需改变PLC的内部,惊醒重新编程而无需对外围进行重新改动。
从这些方面突出了使用PLC控制全自动洗衣机的优越性。
二、PLC机型日本三凌公司的F系列PLC三、全自动洗衣机的概述目前洗衣机是一种耳熟能详的家用电器,随着科技的进步和人们生活质量的提高,以及人们对精神文明的高度追求,那么全自动洗衣机也揭开了面纱,现在做的比较好的,国内有小天鹅、海尔、荣事达等等,国外有西门子,博世等等。
全自动洗衣机plc控制系统实训报告.doc
全自动洗衣机plc控制系统实训报告.doc一、背景和概述本次实训将介绍基于S5控制器的全自动洗衣机控制系统,以近期完成的实现由原理到实物之间的联系和实验证明为主。
本次实训所用的全电路控制单元(PLC)为西门子S5系统。
它是一款可用于多种行业的专业控制装置,系统的电源由交流转换成直流,供应给所有的设备,不仅具有控制精度高和反应迅速的特点,还具有可靠性好,维护简易的优点。
二、控制系统的设计和实现实训过程包括PLC控制系统设计和制作,PLC软件编程,不同模块的组装,系统安装和测试。
1、技术总体设计根据需求利用Mitsubishi PLC FX2N设计了一套具有安全机制和可重复性的全自动洗衣机控制系统。
该系统包括控制用电机,换挡机构以及管路控制,采用逻辑控制来实现基于预设程序的洗衣机洗涤效果,同时还实现了自动防溢和自动补水的功能。
2、具体设计(1)电路概述该系统的总体控制电路主要由电机控制部分和电梯控制部分组成,其中电机控制部分使用Mitsubishi PLC芯片实现,电梯控制部分由步速电机、调速器和弹簧等构成,由步进机械在四个可调路径实现行程控制。
(2)软件设计软件设计采用Mitsubishi PLC“FX-SERIES-CELL IDE V2.42”编程语言,编写面向对象式程序,采用“X0-X7”七个数据口来读取模块的输入数据,用“WOO-W7+”等八个模拟量输出控制电机的转动,具体实现如下:(3)系统测试安装完成之后,系统进行综合测试,保证洗衣机能够以一定的模式正常洗涤。
根据软件定义的控制,测试正常洗涤过程中洗衣机运行的正确性、水泵定时启停,正反转实现,以及电机转动及接触器各个程序的实现效果。
三、结论本次实训通过设计PLC控制系统,实现了从电气图到实物控制的大部分步骤,实现了从原理图到实物之间的关联,说明了PLC控制系统可以用于控制全自动洗衣机的全部工艺,并通过后续的测试实验得到了良好的效果,这证明了该控制系统完全可以满足相应工厂的质量要求。
plc控制全自动洗衣机毕业设计

plc控制全自动洗衣机毕业设计PLC控制全自动洗衣机毕业设计近年来,随着科技的不断发展,人们对于生活品质的要求也越来越高。
其中,家电产品的智能化和自动化成为了一个重要的趋势。
在这个背景下,PLC控制全自动洗衣机应运而生,成为了现代家庭中不可或缺的一员。
本文将探讨PLC控制全自动洗衣机的设计原理和实现方法。
首先,我们需要了解PLC(可编程逻辑控制器)的基本概念。
PLC是一种专门用于工业自动化控制的电子设备,它具有可编程、可扩展、可靠性高等特点。
在全自动洗衣机中,PLC作为控制中心,可以根据预设的程序和传感器反馈的信息,实现对洗衣机的各个功能进行自动控制。
在设计全自动洗衣机时,首先需要确定洗涤、漂洗、脱水等各个功能的实现方式。
通过PLC控制,可以实现不同洗涤模式的切换,例如常规洗、快速洗、节能洗等。
同时,还可以根据用户的需求,设置洗衣温度、洗涤时间等参数。
这些参数可以通过PLC的编程进行灵活设置,以满足用户的个性化需求。
其次,PLC控制全自动洗衣机还需要考虑到安全性和稳定性。
在设计过程中,需要加入各种传感器来监测洗衣机的工作状态。
例如,通过水位传感器可以监测洗衣机内水位的高低,避免洗衣机因为过高或过低的水位而发生故障。
同时,还可以通过温度传感器监测洗衣水的温度,确保洗衣过程中的安全性。
这些传感器的反馈信息可以通过PLC进行处理和判断,从而实现洗衣机的自动控制。
此外,PLC控制全自动洗衣机还可以实现智能化的功能。
通过与互联网的连接,可以实现远程控制和智能化的洗衣体验。
用户可以通过手机或电脑等终端设备,随时随地对洗衣机进行控制和监测。
例如,可以通过手机APP设置洗衣模式、温度和时间等参数,还可以实时监测洗衣机的工作状态和剩余时间。
这种智能化的设计,使得用户的洗衣体验更加便捷和舒适。
最后,PLC控制全自动洗衣机的设计还需要考虑到能源消耗和环保性。
通过PLC的控制,可以实现洗衣机的节能运行。
例如,可以根据洗衣负荷的大小,自动调整洗涤水的用量和洗衣时间,从而减少不必要的能源浪费。
PLC在全自动洗衣机控制系统中的应用
PLC在全自动洗衣机控制系统中的应用目录1 控制目的与要求 (2)2 洗衣机的工艺流程 (2)2.1 衣机的工作过程 (2)2.2 全自洗衣机的PLC控制系统的构成 (3)3 总体方案设计 (3)4 洗衣机硬件电路设计 (4)4.1 洗衣机的硬件连接图设计 (4)4.2 洗衣机的元件选择和I/O点分配 (6)5 软件设计 (7)6 组态界面设计 (9)7 安装调试过程 (10)7.1 InTouch与PLC的通信 (10)7.2 PLC程序调试 (11)7.3 组态界面调试 (11)9 测试结果分析 (14)10 心得体会 (14)附录1 (15)附录2 全自动洗衣机LAD程序 (18)PLC在全自动洗衣机控制系统中的应用1 控制目的与要求根据全自动洗衣机的控制系统要求,设计一控制系统,该系统应保证安全、可靠运行的情况,实现计算机自动监控运行。
2 洗衣机的工艺流程2.1衣机的工作过程(1)该种洗衣机的进水和排水分别由进水电磁阀和排水电磁阀来执行。
进水时,通过电控系统是进水阀打开,经进水管将水注入到外桶。
排水时,通过电控系统使排水阀打开,将水由外桶排到机外。
(2)洗涤正转、反转有洗涤电动机驱动波盘正、反转实现,此时脱水桶并不旋转。
脱水时,通过电控系统将离合器合上,由洗涤电动机带动内桶正转进行甩干。
(3)高、中、低水位开关分别用用来检测高、中、低水位。
启动按钮用来启动洗衣机工作。
(4)停止按钮用来实现手动停止进水、排水、脱水及报警。
排水按钮用来实现手动排水。
脱水按钮用来实现手动脱水。
2.2全自洗衣机的PLC控制系统的构成全自动洗衣机的洗衣桶(外桶)和脱水桶(内桶)是以同一中心安放的。
外桶固定,作盛水用。
内桶可以旋转,作脱水(甩干)用。
内桶的四周有很多小孔,室内外桶的水流相通。
图1 全自动洗衣机外形结构简图3总体方案设计通过对全自洗衣机的控制要求分析,主体控制设备选用PLC,它具有强大的数字处理功能,同时也可以作为开关量的输入、输出控制。
全自动洗衣机控制系统(PLC)
二、相关知识
(四)顺序控制功能图的编程方法 3.并行序列的编程方法
当条件满足后,程序将同时转移到多个分支程序, 执行多个流程,这种程序称为并行序列程序。
(一)顺序控制功能图在全自动洗衣机控制中
三、应用举例 的应用
1.系统I/O分配
名称 SB1 L1
L2
输入信号 功能
启动按钮
低水位检测 开关
高水位检测 开关
SCRT S_bit:顺序控制继电器转换(Sequence Control Relay Transition)指令,用来表示SCR 段之间的转换,即活动状态的转换。
SCRE:顺序控制继电器结束(Sequence Control Relay End)指令,用来表示SCR段的结束。
二、相关知识
(三)顺序控制功能图的三要素
I0.5
输出设备
M1
电动机
M2
M3
红灯
HL1
绿灯
HL2
进料阀
YV1
出料阀
YV2
输出继电器 编号 Q0.0 Q0.1 Q0.2 Q0.3 Q0.4
Q0.5
Q0.6
三、应用举例 (二)顺序控制功能图在自动送料装车系统中 的应用 3.根据I/O分配画出PLC接线图
三、应用举例 (二)顺序控制功能图在自动送料装车 系统中的应用 4.程序设计
HL6
东西红灯
Q0.5
三、应用举例 (四)顺序控制功能图在十字路口交通灯控 制中的应用
2.系统I/O分配及控制回路接线
三、应用举例 (四)顺序控制功能图在十字路口交通灯控 制中的应用
3.程序设计
图7-19 十字路口交通灯控制系统程序
三、应用举例 (五)顺序控制功能图在液体混合中的应用
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PLC 原理及应用作业
题 目: 全自动洗衣机的P L C 控制 学生姓名:
学 院:
班 级:
成 绩:
年 月 日
一题目及要求:
全自动洗衣机PLC控制
一、大作业内容:
全自动洗衣机运行框图及梯形图控制程序的编制。
二、控制要求:
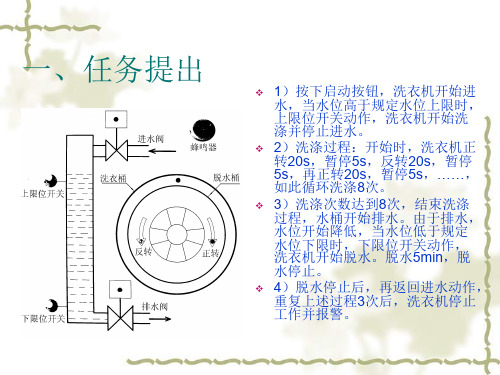
(1)按下启动按钮及,开始进水直到高(中、低)水位,关水
(2)2秒后开始洗涤
(3)洗涤时,正转30秒,停2秒,然后反转30秒,停2秒
(4)如此循环5次,总共320秒后开始排水,排空后脱水30秒
(5)开始清洗,重复(1)~(4),清洗两遍
(6)清洗完成,报警3秒并自动停机
(7)若按下停车按扭,可手动排水(不脱水)和手动脱水(不计数)
所有输出电压:AC220V
二、大作业要求:
1.列表说明I/O分配,并选择PLC。
2.画出顺序功能图。
3.画出PLC端子接线图。
4.设计PLC控制梯形图。
三PLC选型
FX
12345
①子系列名称,例如1S、1N、2N等。
②输入、输出的总点数。
③单元类型:M为基本单元,E为输入、输出混合扩展单元与扩展模块,EX为输入专用扩展模快,EY为输出专用口占模块。
④输出形式:R为继电器输出,T为晶体管输出,S为双向晶体管输出。
⑤电源和输入输出类型等特点。
无标记为DC输入,AC电源;D为DC输入,DC 电源。
四顺序功能图
五PLC接线图
六PLC梯形图。