生产车间表格模板格
车间产能分析日报表Excel模板

计划产量
1000 1200 1300 1400 1500
生产人数 25 15 20 12 18
实际产能 有效工时
150 105 100 102 117
产品线5
实际产量 1000 800 1350 1400 1360
完成率
100% 67% 104% 100% 91%
车间:
制表:
平均完成率 未完成率
车间 产能 分析 日报
Workshop capacity analysis
计划产量 实际产量
产品线1
产品线2
机台
BG-001 BG-002 BG-003 BG-004 BG-005
产品线
产品线1 产品线2 产品线3 产品线4 产品线5
作业内容
详细内容 详细内容 详细内容 详细内容 详细内容
产品线3
产品线4
92%
管理人员
管理A 管理A 管理A 管理A 管理A
异常状况 临时停电 机器故障
平均 完成
率
未完 成率
日期:
92%
8%
1. 本表格用于车间产能管理; 2. 使用时填写各产品线信息,表格将自动给出完成率及相关可视化图表; 3. 表格将自动对每条生产线的最终投产日进行监控,最紧急的前三组订单以橙色提醒,3-5组订单以 蓝色提醒; 4. 表格已预设为A4版面,可直接打印;
(本 说明 文字 不被
பைடு நூலகம்
生产车间工艺流程表格

生产车间工艺流程表格英文回答:In the production workshop, the process flow is crucial for ensuring smooth and efficient operations. It outlines the sequence of steps involved in manufacturing a product, from raw materials to the finished product. Let me walk you through the process flow in our production workshop.Firstly, the raw materials are received and inspected for quality. This step is essential to ensure that only the best materials are used in the production process. For example, in our workshop, we receive steel sheets for manufacturing metal components. The sheets are checked for any defects or damages before they are moved to the next step.Next, the raw materials are prepared for production. This may involve cutting, shaping, or forming the materials to the required specifications. For instance, in the caseof the steel sheets, they are cut into smaller pieces using laser cutting machines. This step requires precision and accuracy to ensure the components are made to the correct size and shape.After the materials are prepared, they are moved to the assembly line for the actual production process. This is where the components are assembled together to create the final product. Each worker on the assembly line has a specific task or role to perform. For example, one worker may be responsible for attaching the metal components together using welding techniques, while another worker may be in charge of quality control, inspecting the finished product for any defects.Once the product is assembled, it undergoes a series of tests and inspections to ensure its quality and functionality. This may include performance tests, durability tests, and safety tests. For instance, if we are manufacturing electronic devices, we would test each unit to ensure that it functions properly and meets the required standards.Finally, the finished products are packaged andprepared for shipment. This involves carefully packagingthe products to protect them during transportation. For example, if we are shipping fragile items, we would use bubble wrap or foam padding to prevent any damage during transit.中文回答:在生产车间中,工艺流程对于确保生产的顺利和高效至关重要。
车间卫生检查表格表格模板、doc格式)
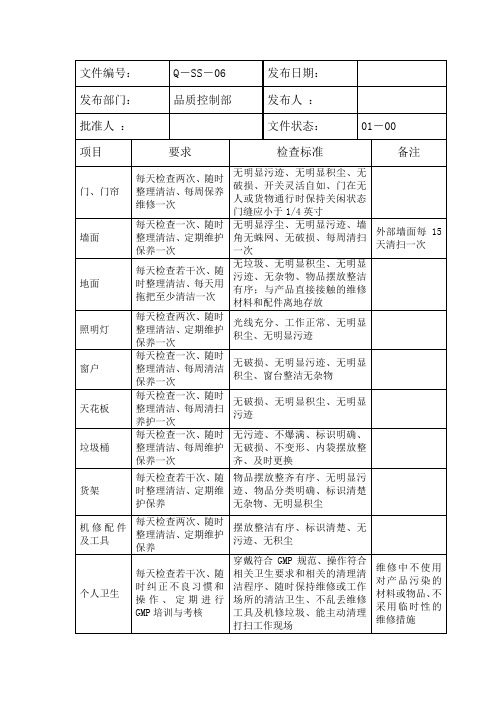
Q-SS-06
发布日期:
发布部门:
品质控制部
发布人 :
批准人 :
文件状态:
01-00
项目
要求
检查标准
备注
门、门帘
每天检查两次、随时整理清洁、每周保养维修一次
无明显污迹、无明显积尘、无破损、开关灵活自如、门在无人或货物通行时保持关闲状态门缝应小于1/4英寸
墙面
每天检查一次、随时整理清洁、定期维护保养一次
窗户
每天检查一次、随时整理清洁、每周清洁保养一次
无破损、无明显污迹、无明显积尘、窗台整洁无杂物
天花板
每天检查一次、随时整理清洁、每周清扫养护一次
无破损、无明显积尘、无明显污迹
垃圾桶
每天检查一次、随时整理清洁、每周维护保养一次
无污迹、不爆满、标识明确、无破损、不变形、内袋摆放整齐、及时更换
货架
每天检查若干次、随时整理清洁、定期维护保养
维修中不使用对产品污染的材料或物品、不采用临时性的维修措施
物品摆放整齐有序、无明显污迹、物品分类明确、标识清楚无杂物、无明显积尘
机修配件及工具
每天检查两次、随时整理清洁、定期维护保养
摆放整洁序、标识清楚、无污迹、无积尘
个人卫生
每天检查若干次、随时纠正不良习惯和操作、定期进行 GMP培训与考核
穿戴符合GMP规范、操作符合相关卫生要求和相关的清理清洁程序、随时保持维修或工作场所的清洁卫生、不乱丢维修工具及机修垃圾、能主动清理打扫工作现场
无明显浮尘、无明显污迹、墙角无蛛网、无破损、每周清扫一次
外部墙面每15天清扫一次
地面
每天检查若干次、随时整理清洁、每天用拖把至少清洁一次
无垃圾、无明显积尘、无明显污迹、无杂物、物品摆放整洁有序;与产品直接接触的维修材料和配件离地存放
注塑车间生产状况统计表 表格模板 LS格式

0 2.2 0.0095 0 Nhomakorabea829-01 主体
1 33.9 2548 0
0
0 1395 1890 1796
5081 5000
44 115 54
213 81.4 0.0095 164.713
31 516P-04 抽芯
2
5710 5325 760 0 1155 0
0 12950 42140
0 21.9 0.0095 0
11 803A-10 光滑塞头 4 28 12342
4329 12222 16551 91396
471 114 585 7.1 0.015 62.3025
814-01 厚垫圈 11
803A-11 大软圈
1 14.2 6084 5992 6000 6065 6039 11903 17680 3 14.2 18252 18150 18080 18140 17920 12180
42685 40000
0 3.17 0.0095 0
35 9004-16 挡片
4 17.5 19748 0
0 1130 4275 0 4840 17700 27945 20000
0 7.4 0.0095 0
35 301-04 长螺杆 4
5650 0
5650 50000
36 51
516P-13
翘板
2 16.5 10472 13110 3375 5500 0
4 300AJ-03 主体
2 28.8 6000
350 350 3000
2 2 31.5 0.0095 0.5985
0
0
0
120789 118886 118756 104264 88606 80776 68041 700118 1E+06 2108 722 1130 1126 3686 2801 260 11833
车间工时统计表
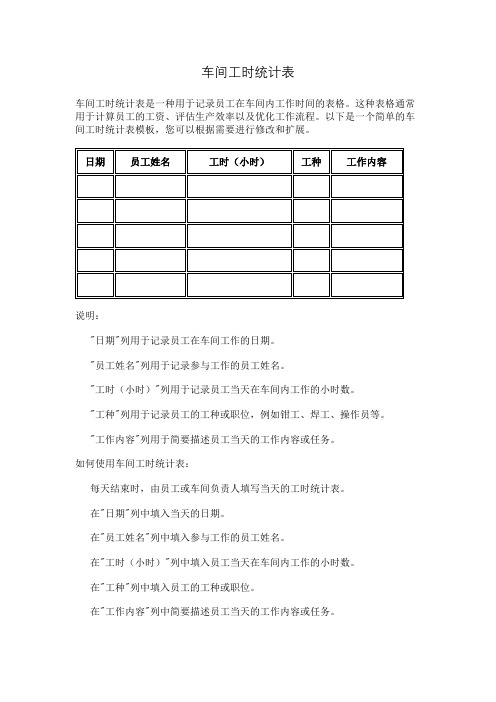
车间工时统计表
车间工时统计表是一种用于记录员工在车间内工作时间的表格。
这种表格通常用于计算员工的工资、评估生产效率以及优化工作流程。
以下是一个简单的车间工时统计表模板,您可以根据需要进行修改和扩展。
说明:
"日期"列用于记录员工在车间工作的日期。
"员工姓名"列用于记录参与工作的员工姓名。
"工时(小时)"列用于记录员工当天在车间内工作的小时数。
"工种"列用于记录员工的工种或职位,例如钳工、焊工、操作员等。
"工作内容"列用于简要描述员工当天的工作内容或任务。
如何使用车间工时统计表:
每天结束时,由员工或车间负责人填写当天的工时统计表。
在"日期"列中填入当天的日期。
在"员工姓名"列中填入参与工作的员工姓名。
在"工时(小时)"列中填入员工当天在车间内工作的小时数。
在"工种"列中填入员工的工种或职位。
在"工作内容"列中简要描述员工当天的工作内容或任务。
通过填写车间工时统计表,您可以轻松地了解员工在车间内的工作时间、工作内容和工种,从而为您的生产管理和优化提供数据支持。
您可以根据需要对表格进行扩展,例如添加更多列以记录员工的工资、加班情况等。
生产记录表格模板.doc

批生产记录编码:SHT-RD-01-001-00车间中药饮片车间品名批号成品量生产周期年月日至年月日整编人:整编日期:QA审核签名:审核日期:中药饮片批生产指令编码:SHT-RD-01-002-00 产品名称生产车间批号批量生产日期1 执行技术标准依据:2 生产处方:原料/辅料名称. . .数量3有关生产操作上的指示或注意事项:指令编制人生产技术部部长审核QA审核指令编制日期审核日期审核日期选药、过筛岗位生产记录编码:SHT-RD-01-003-00 品名批号操作日期生产前确认操作记录1、物料品名、批号、数量(□相符;□不相符)2、现场清场合格证(□有;□无)设备、容器具清洁完好(□是;□否)计量器具符合要求(□是;□否)3、相关文件SOP(□有;□无)工艺规程(□有;□无)检查人:复核人:项目(kg)班次筛选前总数筛选后总数杂质量操作人复核人1 挑选收率(%)=2 挑选耗率(%)=3 物料平衡(%)=操作指令1、按《选药、过筛标准操作规程》操作,文件编码:选药、过筛岗位清场记录精品文档编码:SHT-RD-01-004-00日期年月日清场原因□每天生产结束□更换品种□同品种更换批次生产清场原生产品种批号清场合格证贴此处更换生产品种批号清场要求班组检查复查情况合格不合格合格不合格1、生产场地无上批生产遗留物。
2、过筛机、工具、容器、用具按清洁标准操作规程清洁。
3、废物清理出,清洁废物贮器。
4、操作台、门窗、地面、墙面、灯具、辅助设施等按清洁标准操作规程清洁。
5、清洁工具按清洁标准操作规程清洁。
6、正确更换各状态标志,工场物品定置存放。
清场负责人复查人备注:洗药、软化岗位生产记录编码:SHT-RD-01-005-00精品文档品名批号操作日期生产前确认操作记录1、物料品名、批号、数量(□相符;□不相符)2、现场清场合格证(□有;□无)设备、容器具清洁完好(□是;□否)计量器具符合要求(□是;□否)3、相关文件SOP(□有;□无)工艺规程(□有;□无)检查人:复核人:序号项目1# 2# 待洗、润药接收量(kg)洗药时间起止润药时间操作人复核人备注:操作指令1、按《洗药、软化标准操作规程》操作,文件编码:洗药、软化岗位清场记录编码:SHT-RD-01-006-00 日期年月日清场原因□每天生产结束□更换品种□同品种更换批次精品文档生产清场原生产品种批号清场合格证贴此处更换生产品种批号清场要求班组检查复查情况合格不合格合格不合格1、生产场地无上批生产遗留物。
注塑车间生产状况统计表(表格模板、XLS格式)

30920 29635
0 10.1 0.0095 0 绿色
823-07 小高压圈 4 13.5 25600 24000 18000 4480 880
47360 47000
0
2 0.0095 0
30 803-07 大高压圈 4 10.4 33230 6855 3695 31260
41810 38550
28 813A-01 主体
2 33 5232 4896 5024 5154 5098 5178 5202 5190 35742 55866 350 76 26 32 62 38 50 634 73.9 0.0095 445.1
29 9004-08 浮箱
2 23 7513 7685 5920 6205 3570 6325 1215
注塑车间第13周生产状况统计表
机 号
产品编号
品名
模 穴
周期 日产量
周五 周六
周实际生产量 周日 周一 周二 周三 周四
1 516P-02 排座
2 34 5082 5040 5040 5110 4130 320 0
0
合计 19640
批量
周实际报废量
周五 周六 周日 周一 周二 周三 周四
40600 8 0 0 27 0 0 0
53679 49722 92 84 19 45 218 770 84470 84210 112 172 112 333 227
1228 7 0.015 128.94 956 1.67 0.015 23.9478
803A-05 大螺帽 12
825-04 小螺帽
6 32 16200 528
5160 5688 143690 0
15 516P-08 浮桶
生产过程记录表格模板

生产过程记录表格模板表头信息•记录日期:__________•生产批次号:__________•产品名称:__________•生产线/车间:__________•记录人:__________•审核人:__________生产过程记录序号工序名称开始时间结束时间操作人员原材料/半成品编号使用量/数量设备/工具编号质量状态备注/异常记录1 原材料准备__________________________________________________________________________________________2 配料与混合__________________________________________________________________________________________3 加工/__________________________________________________________号序名称始时间束时间作人员材料/半成品编号用量/数量备/工具编号量状态注/异常记录成型________________________________4 质量检测(初检)__________________________________________________________________5 中间处理/干燥____________________________________________________________6 质量检测(中检)__________________________________________________________________7 包装与标识__________________________________________________________________________________号序名称始时间束时间作人员材料/半成品编号用量/数量备/工具编号量状态注/异常记录________8 最终质量检测__________________________________________________________________9 入库/发货准备________________________________________________异常与纠正措施记录异常描述发现时间发现人纠正措施实施时间实施人结果验证验证人(示例:设备故________________________(示例:维修并________________________(合格/不合__________异常描述发现时间发现人纠正措施实施时间实施人结果验证验证人障)测试)格)(其他异常,如原料问题)________________________(相应纠正措施)________________________(合格/不合格)__________备注•请在相应位置填写具体时间、人员编号、原材料/半成品编号、设备/工具编号等信息。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数量:
顾客指定的用途:
负责部门:
发现问题记录:
签名:日期:
验证记录:
签名:日期:
顾客处理意见:
签名:日期:
生产设施配置申请单
编号:SC-6.3-01页次:
设施名称
购置数量
型号
(规格)
单价预算
使用部门
到厂日期
主要技术参数:
用途说明:
预定的订购厂家及对厂家质量控制能力的评价(必要时附各种证明资料):
生产计划表
编号:
产品名称
型号规格
订货数量
订货单位
订货日期
交货日期
工艺要求说明
包装说明
使用水洗表及唛头
计划排程
日期
工序/部门
完成数量
累计数量
备注
完工日期
生产数量
编制:审核:批准:
随工单
编号:
产品名称
序
工序名称
合格数
不合格数
日期
操作3
4
5
6
7
8
9
10
11
12
13
14
15
16
随工单
编号:
产品名称
设施名称、型号规格
价格
使用部门
放置地点
备注
编制:日期:
设施检修计划
编号:SC-6.3-06页次:
序号
设施编号
设施名称
检修内容
检修时间
检修人
编制:日期:
批准:日期:
设施检修单
编号:SC-6.3-07页次:
设施使用部门:
设施名称
设施编号
型号规格
检修申请人
故障发生时间和现象:
检修记录:
检修人:日期:
验收记录:
验收人:日期:
设施检修单
编号:SC-6.3-07页次:
设施使用部门:
设施名称
设施编号
型号规格
检修申请人
故障发生时间和现象:
检修记录:
检修人:日期:
验收记录:
验收人:日期:
设施报废单
使用部门:编号:SC-6.3-08页次:
设施名称
设施编号
起用时间
型号规格
原价格
报废申请人
报废原因:
审批意见:
批准人:时间:
序号
名称型号规格
单位
数量
备注
领用人:批准人:发货人:
领料单
编号:SC-7.5-03
领用部门领用日期:年月日
序号
名称型号规格
单位
数量
备注
领用人:批准人:发货人:
入库单
编号:SC-7.5-06
入库部门入库日期:年月日
序号
名称型号规格
单位
数量
备注
入库人:收货人:
入库单
编号:SC-7.5-06
入库部门入库日期:年月日
设施报废单
使用部门:编号:SC-6.3-08页次:
设施名称
设施编号
起用时间
型号规格
原价格
报废申请人
报废原因:
审批意见:
批准人:时间:
申请人:日期:
审核:日期:
批准:日期:
设施验收单
编号:SC-6.3-02页次:
设施名称
出厂编号
型号(规格)
价格
生产厂家
进厂日期
主要技术参数:
随机附件及数量:
随机资料:
设施安装调试情况:
设施验收结论:
参加验收人员:
备注:
申请人:日期:
生产部长签名:日期:
设施管理卡
编号:SC-6.3-03页次:
设施名称
序号
名称型号规格
单位
数量
备注
入库人:收货人:
物料标识卡
编号:SC-7.5-05
品名
型号
规格
数量
检验
状态
备注
填写:日期:
物料标识卡
编号:SC-7.5-05
品名
型号
规格
数量
检验
状态
备注
填写:日期:
物料标识卡
编号:SC-7.5-05
品名
型号
规格
数量
检验
状态
备注
填写:日期:
顾客财产问题反馈表
编号:SC-7.5-09
序
工序名称
合格数
不合格数
日期
操作者
检验员
备注
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
生产月报表
月份编号:SC-7.5-02
序
产品名称(型号规格)
生产数量
不合格数
不合格品率
备注
序
主要不合格项目
不合格次数
原因
返工、返修、报废、降级或其它用
填表人:日期:检验员:日期:
领料单
编号:SC-7.5-03
领用部门领用日期:年月日
设施编号
型号规格
验收日期
生产厂家
使用部门
主要技术参数:
随机附件及资料:
检修历史记录:
填写人:日期:
设施管理卡
编号:SC-6.3-03页次:
设施名称
设施编号
型号规格
验收日期
生产厂家
使用部门
主要技术参数:
随机附件及资料:
检修历史记录:
填写人:日期:
生产设施一览表
编号:SC-6.3-04页次:
序号
设 施
编号