锡膏剖析
焊接技术-锡膏篇
印刷试验图片
Printability photo(0.5mm)
1st
10th
Printability photo(0.4mm)
1st
10th
坍塌试验-未加熱
0.65mm
SLUMP-NO HEATEDLeabharlann 0.5mm0.4mm
0.3mm
SLUMP-加熱150℃
0.65mm
0.5mm
0.4mm
0.3mm
回焊曲线---Sn63/Pb37
预热区:焊膏内的部分挥发性溶剂被蒸发,并降低对元器件之冲击; 升温速度为1~3℃/秒
回焊曲线---Sn63/Pb37
浸濡区:该区助焊开始活跃,化学清洗行动开始,并使PCB在到 达回焊区前各部温度均匀。
1.2 锡膏内组分比例
10%助焊膏和90%锡粉的重量比
助焊膏 10%
锡合金粉 90%
1.3 锡膏内成分体积比
50%助焊膏与50%锡粉的体积比
锡合金粉 50%
助焊膏 50%
2,锡膏主要参数
2.1常用锡粉合金组成表
NO
合金組成
1
Sn63 / Pb37
2
Sn62 / Pb36 / Ag2
3
Sn43 / Pb43 / Bi14
水溶性助焊剂含有高的活化剂。
免洗类似于RA、RMA,除在松香树脂含量上不 同。
其它成份是表面活化剂、增稠剂等
2.3 助焊膏组分及其性能
松 香 (脂) 酸
包含活性机能、有机物组成份 -COOH,-NH2,-NHR,-NR2
COOH
锡膏

锡膏介绍
一、锡膏的认识:
1、锡膏时SMT技术中不可缺少的一种材料,它经过加热熔化以后,可以把SMT零件焊
接到PCB焊盘上,起连接和导电作用。
它的作用类似于焊锡丝和波峰焊的锡水,只是他们的固有形态不同。
2、锡膏的成分主要为金属颗粒粉末、助焊剂、增稠剂和一些其他活化剂组成,起到主要
作用的是助焊剂,可以除去氧化层以及其他一些表面污染,让焊接能够顺利进行,锡膏一般为锡、铅合金,熔点为183℃,无铅焊锡熔点要高一些。
二、锡膏的特点:
1、锡膏的共晶点为临界点,当温度达到时,锡膏就由膏状开始熔融,遇冷后变成固状体。
2、锡膏的作用就是使其受热改变形态,是零件与PCB焊接的媒介物。
三、锡膏管理:
1、锡膏到来时,贴上流水编号;
2、使用锡膏时,应按先进先出的原则;
3、锡膏在使用前,要回温至少半小时,并且进行搅拌,以免锡膏中各成分混合不均而
造成不良影响。
4、在没有刮动锡膏的情况下,锡膏在模板上的停留时间不超过30分钟。
5、在使用剩余锡膏的情况下,应先试用,等有结果令人满意的情况下,才可以加入新
锡膏混用。
6、刮好锡膏的PCB板,存放时间不可超过2小时,否则需要擦掉重印锡膏。
7、两种不同型号的锡膏不能混合使用。
8、锡膏具有一定的腐蚀性,使用时应注意不要沾到皮肤上或眼睛里。
9、锡膏的储存温度为2~8℃。
10、锡膏开封时间不得超过24小时,否则作报废处理,不得使用。
编制:曹芳芳审批:日期:。
锡膏成分比例表示
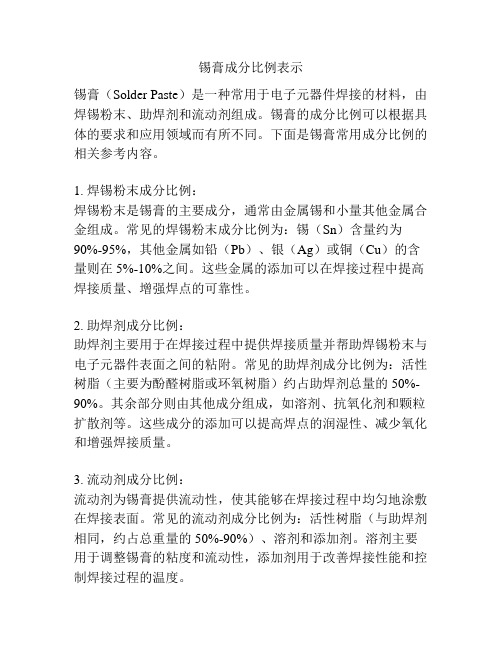
锡膏成分比例表示锡膏(Solder Paste)是一种常用于电子元器件焊接的材料,由焊锡粉末、助焊剂和流动剂组成。
锡膏的成分比例可以根据具体的要求和应用领域而有所不同。
下面是锡膏常用成分比例的相关参考内容。
1. 焊锡粉末成分比例:焊锡粉末是锡膏的主要成分,通常由金属锡和小量其他金属合金组成。
常见的焊锡粉末成分比例为:锡(Sn)含量约为90%-95%,其他金属如铅(Pb)、银(Ag)或铜(Cu)的含量则在5%-10%之间。
这些金属的添加可以在焊接过程中提高焊接质量、增强焊点的可靠性。
2. 助焊剂成分比例:助焊剂主要用于在焊接过程中提供焊接质量并帮助焊锡粉末与电子元器件表面之间的粘附。
常见的助焊剂成分比例为:活性树脂(主要为酚醛树脂或环氧树脂)约占助焊剂总量的50%-90%。
其余部分则由其他成分组成,如溶剂、抗氧化剂和颗粒扩散剂等。
这些成分的添加可以提高焊点的润湿性、减少氧化和增强焊接质量。
3. 流动剂成分比例:流动剂为锡膏提供流动性,使其能够在焊接过程中均匀地涂敷在焊接表面。
常见的流动剂成分比例为:活性树脂(与助焊剂相同,约占总重量的50%-90%)、溶剂和添加剂。
溶剂主要用于调整锡膏的粘度和流动性,添加剂用于改善焊接性能和控制焊接过程的温度。
4. 其他成分比例:除了上述主要成分外,锡膏中可能还含有一些其他的成分,如抗氧化剂、增稠剂和颗粒扩散剂等。
这些成分的添加可以提高锡膏的耐久性、粘附性和流动性。
然而,具体的成分比例往往受制于特定的应用需求和工艺要求。
总之,锡膏的成分比例在一定程度上决定了其焊接性能和质量。
不同的应用领域和工艺要求可能需要不同的成分比例。
因此,在选择锡膏时,需要根据具体的应用需求来确定合适的成分比例,以确保焊接质量和可靠性。
锡膏的主要成分

锡膏的主要成分嘿,朋友们!今天咱来聊聊锡膏的主要成分。
锡膏这玩意儿,就像是电子世界里的魔法胶水一样,把各种元器件牢牢地粘在一起。
锡膏里最主要的成分当然就是锡啦!锡就像是一个可靠的老大哥,默默地承担着连接的重任。
你想想看,要是没有锡,那些小小的元器件不就像一盘散沙,根本没法组成一个完整的电路嘛!锡的存在让一切都变得有序起来,就如同我们生活中的秩序一样重要。
除了锡,还有助焊剂呢!助焊剂就像是个机灵的小助手,帮助锡更好地发挥作用。
它能去除焊接表面的氧化物,让锡能够顺畅地流动,就好像给锡铺了一条平坦的道路。
没有助焊剂,锡可能就会遇到各种阻碍,焊接效果可就大打折扣啦!还有一些其他的成分呢,它们虽然不起眼,但也都有着自己独特的作用。
就好比一个团队里的每个人,虽然分工不同,但都不可或缺呀!这些成分一起合作,才能让锡膏发挥出最佳的效果。
你说锡膏这东西神奇不神奇?它能让那些小小的电子元器件乖乖地待在它们该在的地方,为我们的电子设备提供稳定的工作保障。
要是没有锡膏,我们的手机、电脑、电视等等这些电子产品还不知道会变成啥样呢!想象一下,如果锡膏的质量不好,那会出现什么情况呢?焊接不牢固,电路容易出问题,那我们的电子产品还能正常使用吗?肯定不行呀!所以说,锡膏的主要成分可都不是吃素的,它们都有着至关重要的作用呢!在我们的日常生活中,锡膏虽然不常被我们直接看到,但它却在默默地为我们服务。
就像那些在幕后默默工作的人一样,虽然不被大众熟知,但却不可或缺。
我们应该感谢锡膏,感谢它为我们的电子世界带来的便利和稳定。
总之,锡膏的主要成分就像是一个默契的团队,它们相互配合,共同为电子行业的发展贡献力量。
我们可不能小瞧了它们呀!下次当你拿起一个电子产品的时候,不妨想想里面的锡膏,想想它的主要成分是如何默默地工作的。
哈哈,是不是觉得很有意思呢?。
锡膏成分比例表示

锡膏成分比例表示
【最新版】
目录
1.锡膏的定义与作用
2.锡膏的主要成分
3.锡膏成分比例对焊接质量的影响
4.合理控制锡膏成分比例的方法
5.结论
正文
锡膏,又称焊料膏,是一种在电子焊接过程中使用的辅助材料。
它主要由锡、铅和其他合金元素组成,具有优良的润湿性和导电性,能够在焊接过程中提供稳定的焊接效果。
然而,锡膏成分比例的合理配置对于焊接质量至关重要,因此在生产和使用过程中,我们需要对锡膏的成分比例进行严格控制。
锡膏的主要成分包括锡、铅和其他合金元素,如银、铜、镍等。
这些成分的比例决定了锡膏的熔点、润湿性、导电性等性能,进而影响焊接效果。
一般来说,锡的含量应在 63% 以上,铅的含量应在 37% 以下,这是电子焊接中最常用的锡铅比例。
然而,针对不同的焊接需求,锡膏成分比例也会有所不同。
锡膏成分比例对焊接质量有着重要的影响。
如果锡的含量过高,会导致焊接点脆化、强度下降;而铅的含量过高,则会使焊接点容易变形、焊料流动性差。
因此,合理控制锡膏成分比例,是保证焊接质量的关键。
为了合理控制锡膏成分比例,我们可以采取以下几种方法:
1.选择优质的锡膏原材料,保证成分比例的稳定性;
2.在生产过程中,严格控制配料比例,确保锡膏成分比例达到要求;
3.定期对锡膏进行性能检测,如熔点、润湿性、导电性等,以确保其符合焊接要求;
4.在使用过程中,按照规定的焊接温度和时间进行焊接,避免因操作不当导致的焊接质量问题。
总之,锡膏成分比例对于焊接质量具有重要影响。
锡膏成份与分析
.
ps2:当N2在加热区取代氧气,则锡膏和金属曝露 在氧气之环境也随之减少,则氧化之可能性也随之 降低。评估Reflow Oven之需要(使用氮气时), 通常以下列三种基本性能标准能够维持平衡,为最 有效之标的。
气体纯度(PPM O2 大零件及小零见间温度之均匀性(ΔT) 效率(电力及流量)
.
圖 (1)攪 拌 時 間 對 溫 度 之 影 響
T em p
35
30
25
20
15
10
5
0
0
5
10
15
20
Tim e(m in)
.
回温8小时未搅拌和搅拌之锡膏
未搅拌
X25
X50
搅拌5
X25
分钟
X50
.
Microscope X50 放置10天后之锡膏
.
锡膏反应行为
a.粘度变化
热扰动效应(thermal agitation effect)--在较高的 温度下黏度的下降将产生较 大的热融落(hot slumping)
.
以下二图为模拟冷焊之情形
利用不纯物(胶水)所造成之冷焊效应,Solder paste含不纯物造成焊接点断裂。
冷焊之原因:1、Solder paste 氧化2、Solder paste含不纯物3、零件脚或pad,吃锡性不佳4、 输送带速度过快5、reflow温度太低
.
以下二图为模拟锡球之情形
锡膏成份与特性
.
一般锡膏
锡粉
成份:63Sn/37Pb (SE48-M954-2 成分是含Sn、Pb、Ag、Sb) 熔点:183℃ 锡粉直径:20~45um 粉末形状:球形 粘性:2300 ±10%Ps
锡膏中各成分的作用与用途
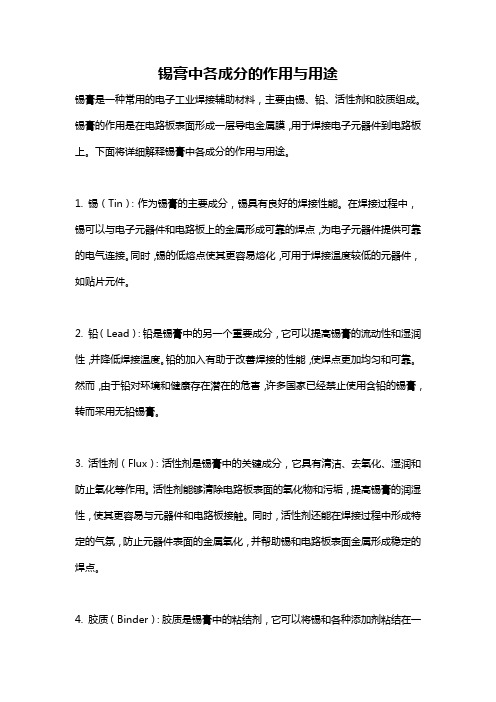
锡膏中各成分的作用与用途锡膏是一种常用的电子工业焊接辅助材料,主要由锡、铅、活性剂和胶质组成。
锡膏的作用是在电路板表面形成一层导电金属膜,用于焊接电子元器件到电路板上。
下面将详细解释锡膏中各成分的作用与用途。
1. 锡(Tin):作为锡膏的主要成分,锡具有良好的焊接性能。
在焊接过程中,锡可以与电子元器件和电路板上的金属形成可靠的焊点,为电子元器件提供可靠的电气连接。
同时,锡的低熔点使其更容易熔化,可用于焊接温度较低的元器件,如贴片元件。
2. 铅(Lead):铅是锡膏中的另一个重要成分,它可以提高锡膏的流动性和湿润性,并降低焊接温度。
铅的加入有助于改善焊接的性能,使焊点更加均匀和可靠。
然而,由于铅对环境和健康存在潜在的危害,许多国家已经禁止使用含铅的锡膏,转而采用无铅锡膏。
3. 活性剂(Flux):活性剂是锡膏中的关键成分,它具有清洁、去氧化、湿润和防止氧化等作用。
活性剂能够清除电路板表面的氧化物和污垢,提高锡膏的润湿性,使其更容易与元器件和电路板接触。
同时,活性剂还能在焊接过程中形成特定的气氛,防止元器件表面的金属氧化,并帮助锡和电路板表面金属形成稳定的焊点。
4. 胶质(Binder):胶质是锡膏中的粘结剂,它可以将锡和各种添加剂粘结在一起,形成具有一定粘度和稳定性的糊状物。
胶质的选择直接影响锡膏的流动性和粘度。
一般采用树脂类、石蜡类、合成胶类等作为锡膏的胶质,它们具有良好的粘结性和稳定性,能够在焊接过程中保持锡膏的形状不变。
总结起来,锡膏中各成分的作用与用途如下:1. 锡是锡膏的主要成分,用于形成焊点,实现电气连接。
2. 铅可提高锡膏的流动性和焊接性能,但需注意环境和健康问题。
3. 活性剂是清洁、去氧化和湿润锡膏的关键成分,使焊接更可靠。
4. 胶质作为粘结剂能够保持锡膏的形状和粘度,增加锡膏的稳定性。
锡膏的成分的选择和使用要根据具体的焊接需要和工艺要求来决定。
随着环保意识的增强,无铅锡膏作为一种替代品逐渐被采用。
SMT材料(锡膏和红胶)认识

SMT材料(锡膏和红胶)认识针对目前SMT使用的材料,即消耗品有锡膏与红胶两种.我们着重分析其成份等及其相关事项和作用.一、锡膏的认识.锡膏(Solder paste)是SMT中不可缺少一种材料,它经过加熟融化以后,可以把SMT零件焊接在PCB铜箔上,起连接和导电作用.它的作用类似于我们经常见到的锡丝和波焊用的锡水,只是它们固有的状态不同而已.锡膏作为一种SMT中举足轻重的材料,认识一下它的成份也是很有必要的,锡膏通常是由金属颗粒粉未、助焊剂、增粘剂和一些其它活化剂组成,其中起重要作用的是助焊剂.它以除去氧化物及其它一些表面污染,让焊接能够顺利进行,锡膏一般为锡(sn) 、铅(pb)合金,其融点为183℃.二、锡膏的使用管理.1. 锡膏供货商送来锡膏以后,我们都必须进行流水编号,并贴上回温记录单.2. 在使用锡膏时,必须按先进先出的原则使用.3. 锡膏在使用之前要回温4小时(或4小时以上),并且作搅拌动作,以免由于锡膏中各成分混合不均而造成一系列的不良影响.4. 锡膏在钢板上停留时间不超30分(在刮刀不动作的情况下).5. 在使用剩余锡膏时,必须先试用,等有结果令人满意的情况下,才可以加入新锡膏混用.6. 刮好锡膏的PCB板,存放不能超过一时,否则擦掉重印锡膏.7. 两种不同型号的锡膏不能混合使用.8. 锡膏具有腐蚀性,在使用的时候避免溅到皮肤上或眼睛里.9. 锡膏的存贮温度为2~8℃.10. 在使用锡膏前先填写进出记录表,并且进行搅拌后方可上线.11. 锡膏开封时间超过24H,作报处理,不得使用.12. 锡膏在室温下可储存30天,在2~8℃可储存120天.加锡膏(Solder paste):于印刷机上使用.锡膏的成份有:锡粉(63%)、铅粉(37%)、助焊剂(占总成分的5%).锡膏的共晶点为183℃,这时,锡膏就由膏状开始熔融,遇冷后变成固状体.锡膏的作用就是其受热变态,是零件与PCB PAD焊接的媒介物.三、红胶的认识.红胶是一种聚稀化合物,与锡膏不同的是其受热后便固化,其凝固点温度为150℃,这时,红胶开始由膏状体直接变成固体.红胶的性质:红胶具有粘度流动性,温度特性,润湿特性等.根据红胶的这个特性,故在生产中,利用红胶的目的就是使零件牢固地粘贴于PCB 表面,防止其掉落.四、红胶的使用方法:红胶(Glue/adheasive):于印刷机或点胶机上使用.红胶在室温下可储存7天,在2~8℃可储存90天.常用有三种方式:1) 印刷方式:钢网刻孔要根据零件的类型,基材的性能来决定,其厚度和孔的大小及形状.其优点是速度快、效率高.2) 点胶方式:点胶是利用压缩空气,将红胶透过专用点胶头点到基板上,胶点的大小、多少、由时间、压力管直径等参数来控制,点胶机具有灵活的功能.对于不同的零件,我们可以使用不同的点胶头,设定参数来改变,也可以改变胶点的形状和数量,以求达到效果,优点是方便、灵活、稳定.缺点是易有拉丝和气泡等.我们可以对作业参数、速度、时间、气压、温度调整,来尽量减少这些缺点.3) 针转方式,是将一个特制的针膜,浸入浅胶盘中每个针头有一个胶点,当胶点接触基板时,就会脱离针头,胶量可以借着针的形状和直径大小来变化.五、红胶的管理.由于红胶受温度影响用本身粘度,流动性,润湿等特性,所以红胶要有一定的使用条件和规范的管理.1) 红胶要有特定流水编号,根据进料数量、日期、种类来编号.2) 红胶要放在2~8℃的冰箱中保存,防止由于温度变化,影响特性.3) 红胶回温要求在室温下回温4小时,按先进先出的顺序使用.4) 对于点胶作业,胶管红胶要脱泡,对于一次性未用完的红胶应放回冰箱保存,旧胶与新胶不能混用.5) 要准确地填写回温记录表,回温人及回温时间,使用者需确认回温OK后方可使用.通常,锡膏与红胶都不可使用过期的,锡膏一但有氧化现象立即拒绝使用.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
如何正確 使用锡 如何正確地使用锡膏 ? 正確地
(2)
開封后應于 8 小時內用完,否則應將未用 小時內用完, 完的锡膏扔棄 于瓶內未加到钢网上使用的锡膏﹐ 于瓶內未加到钢网上使用的锡膏﹐蓋回瓶 蓋密封﹐ 蓋密封﹐避免再冷藏 钢网上未用完之锡膏切勿回收到瓶內与未 用過的锡膏混合 添加到钢网上的锡膏應能造成滾動狀﹐ 添加到钢网上的锡膏應能造成滾動狀﹐而 不是滑動 計算每班锡膏用量﹐ 計算每班锡膏用量﹐避免取出太多來解凍
助焊剂 (松香) 之作用
氧化物是非常稳定的保護層 助焊剂內的松香能有效地分解表面氧 化物﹐令焊接面金屬暴露﹐ 化物﹐令焊接面金屬暴露﹐達至焊接 目的﹐ 目的﹐形成新金屬化合物結構 被氧化物復蓋的部份 焊盘表面 元件焊接端 錫粉表面
粘度調整剂 調整剂
粘性像果凍狀 粘性像果凍狀﹐酸碱度中性物質 俗稱為介質 ( Medium ) 作用為調整錫膏粘度﹐ 作用為調整錫膏粘度﹐改变對元 件之粘附性﹐ 件之粘附性﹐可影响锡膏暴露于 空氣中的時間長短﹐ 空氣中的時間長短﹐同時亦改变 锡膏之抗崩塌性
錫粉顆粒 (1)
合金成份----合金成份----- 可分作兩大类 有鉛…… Sn/Pb 63/37
Sn/Pb/Ag 62/36/2 95.5/3.8/0.7 95.5/4.0/0.5 95.5/3.9/0.6 96.2/2.5/0.8/0.5 91.8/3.4/4.8
無鉛……
Sn/Ag/Cu Sn/Ag/Cu Sn/Ag/Cu Sn/Ag/Cu/Bi Sn/Ag/Bi
助焊剂
含铅锡膏 铅锡膏 全天然树脂激活 Rosin Activated (RA) 树脂中度激活 Rosin Mildly Activated (RMA) 其它 Others 无铅锡膏 无铅锡膏 无揮發性有机化合物 VOC Free ( 水溶性 ) ( Water Soluble )
树脂
于含铅锡膏內之树脂成份﹐ 于含铅锡膏內之树脂成份﹐利用揮發性有 机溶剂熔化后混入到锡膏內 但對于无铅锡膏﹐ 但對于无铅锡膏﹐由于需要不含揮發性有 机化合物(溶劑)﹐而树脂又不溶解于水中 机化合物(溶劑)﹐而树脂又不溶解于水中 ﹐故須添加碱性皂化(Saponify)并乳化 故須添加碱性皂化(Saponify)并乳化 (Emulsify)后才能溶解并混合到锡膏內 (Emulsify)后才能溶解并混合到锡膏內
錫粉顆粒 (2)
顆粒直徑一般常用為: 直徑一般常用為:
Mesh Size Microns Inches Pitch
Type 2 第二等 -200/+325 Type 3 第三等 -325/+500 Type 4 第四等 -400/+635
45-75 .0018-.0030 45.001825-45 .0010-.0018 25.001020-38 .0008-.0015 20.0008-
215
Sn95/Sb5
235
焊点特性
合金成 合金成份 焊点特性 Sn95.5/Ag3.8/Cu0.7 与有鉛物料并无大區別 Sn95.5/Ag4.0/Cu0.5 同上( 德國比較常用) Sn95.5/Ag3.9/Cu0.6 同上( 美國標准) Sn91.8/Ag3.4/Bi4.8 基板与元件絕對需要為 絕對需要為 无铅 Sn96.5/Ag3.5 无铅概念最先使用﹐ 无铅概念最先使用﹐润 湿效果免强 Sn96.2/Ag2.5/Cu0.8/Sb0.5 AIM 焊錫專利 Sn95/Sb5 焊点脆弱
Sn95.5/Ag3.8/Cu0.7 217-218 217Sn95.5/Ag4.0/Cu0.5 217-218 217Sn95.5/Ag3.9/Cu0.6 217-218 217Sn91.8/Ag3.4/Bi4.8 211 Sn96.5/Ag3.5 221 Sn96.2/Ag2.5/Cu0.8/Sb0.5
其它物 助焊剂內之其它物質
卤素 ---天然化合物与树脂一起存在 ---天然化合物与树脂 能提高活性﹐ 能提高活性﹐促进焊接效果 對產品造成腐蝕性﹐ 對產品造成腐蝕性﹐減短产品寿命 需要人工移除以符合产品稳定性及 安全要求 氯化物(Chloride), 溴化物(Bromide), 碘化物 (Iodide)
標准 幼細 非常幼細
金屬特 金屬特性 (1)
Sn 錫--- 于眾多金屬中﹐稳定性及活躍性 于眾多金屬中﹐ 皆屬适中, 作為焊接元件及焊盘之
良好主要媒介金屬 Ag 銀--- 提高焊点硬度 降低熔化溫度 改善润濕效果 減低對焊盘表面分解程度 減少銀透适情況 (Silver Leaching)
金屬特性 金屬特性 (2)
Cu 銅 --- 降低熔化溫度
減低對焊盘表面分解程度 Sb 銻 --- 降低熔化溫度 提高焊点硬度 避免錫Pest 避免錫Pest Bi 鉍 --- 大幅降低熔化溫度 并無其它好處 帶有毒性﹐極不稳定﹐ 帶有毒性﹐極不稳定﹐對溫度非 常敏感
熔化溫度 熔化溫度
合金成 合金成份 固化溫度 液化溫度
Eutectic Eutectic Eutectic 213 Eutectic 217 240
Welcome
欢迎
Solder Paste Contents
பைடு நூலகம்
錫膏成份 膏成份
Indium Kester 世界比較有名之焊 材料供應商 世界比較有名之焊錫材料供應商
錫膏內含成份 錫粉顆粒 助焊剂 粘度調整剂 水份 (空气中吸收)
金屬含量 金屬含量
比較常 比較常見為 89%﹐89.5%﹐90%﹐90.5% 金屬含量高低可影响以下效果: 金屬含量高低可影响以下效果: 錫膏硬度可影响可印性﹐刮刀速度 錫膏暴露于空氣中的時間 崩塌可能性 錫珠产生可能性 剩余物之多小
善后工作
接属锡膏后﹐必須洗手﹐注意個人 属锡膏 必須洗手﹐ 卫生﹐ 卫生﹐因锡膏可能帶有對人体有害 的有毒物質 棄瓶﹐ 棄瓶﹐布塊或洗滌后之溶剂需作有 毒物質之棄置方法处理
Thank You
谢谢
水份
水份并非刻意加入﹐因為會導至錫 珠之产生﹐此外﹐ 珠之产生﹐此外﹐亦會加速氧化 生产過程中從空氣中吸收
锡膏包裝入瓶 包裝入 冷藏后解凍不足便開瓶 印刷后而未過回焊
需于預熱階段蒸發排除
如何正確 使用锡 如何正確地使用锡膏 ? 正確地
(1)
避免暴露于 光或高 避免暴露于阳光或高溫环境下 未開封前可儲存于阴涼环境下 7天 冷藏于 5C ~ 10C 环境下半年 (生产日起計) 生产日起計 解凍時間最短要求 4 小時,建议最佳為 8 小時 小時, ( 切勿開封 ) 一般情況下﹐可用攪拌机攪拌﹐ 一般情況下﹐可用攪拌机攪拌﹐但美國品牌之 锡膏除外﹐因助焊剂特性不同﹐ 锡膏除外﹐因助焊剂特性不同﹐机器高速攪拌 后﹐粘度會大跌﹐印刷后崩塌严重,用人手攪 粘度會大跌﹐印刷后崩塌严重, 拌 大慨1 分钟便可