芯棒伸出量对薄壁矩形管弯曲失稳起皱影响的数值模拟
管材弯曲中起皱行为的试验及有限元模拟分析

力 为一 4 a 8 55MP ,其 绝对值 远远 超过 1 r8 iT l N9 i C
管材 的强度极 [6 15 MP 工程抗 拉 强度 )。 随着  ̄ 8. E a(
A T&M 禳 界
管材 弯 曲中起皱 行 为 的试验及
有 限元模 拟分 析
摘要 :基于 管材真实力学参 数建立了管材 弯曲有限元模 型 ,该模型对部分弯管 内侧起皱 的计算 结果与试验结果基本一致。管材弯 曲内侧切向应力过大是导 致管壁材料失稳起皱 的主要原因 ,因此 随着 相对弯曲半径和相对管壁厚 增大 ,起皱 明显减轻 。经有 限元分析指 出,适 当减小模 具工作 凹槽
度 为1 0 。针 对 试验 中产 生 的弯 管 内侧 起皱 现 象 , 8。
结合 有 限 元模 拟 结果 ,对 比 分析 了相 对 弯 曲 半径 月
值 减 小 为6 19 MP 。 分析 认 为 ,相对 弯 曲半径 5 . a 是 左 、右 管材 弯 曲变 形程 度 的重 要 参数 ,厅 越 小 , 弯 管 内侧切 向压缩 变形越 强烈 ,当I I 到 一定数 值 达
方 向3 单 元的 毛坯 网格划 分 ,其他 采用 平 台默认 网格 2
划 分。
块
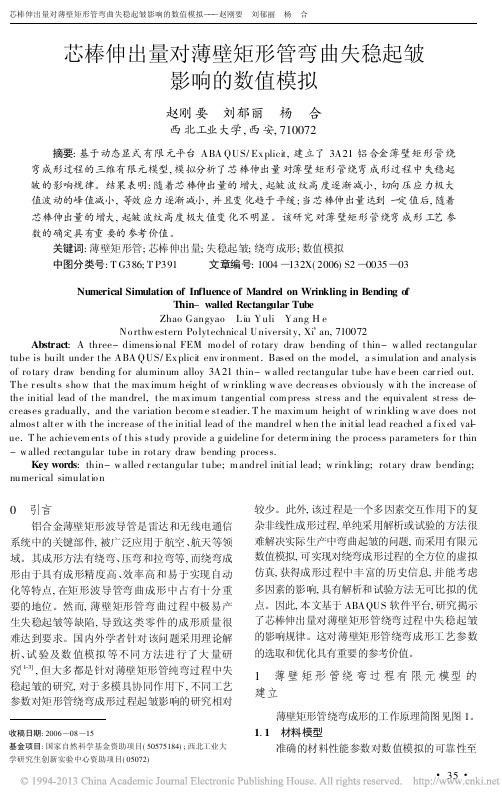
图3 相 对弯 曲半径 对起 皱影 响的试 验 结果
为 了对 比分析 弯管起 皱 的原 因 ,将 与试验 同样 条
弯 曲成形 前
件 的弯 管 有 限 元模拟 结 果 示于 图4 。弯 管 内侧起 皱 的
图2 管材 弯 曲成 形 前后 有限 元模型
3A21铝合金矩形管变形计算机仿真论文

3A21铝合金矩形管变形计算机仿真论文3A21铝合金矩形管变形计算机仿真论文1.简化模型与截面变形通常采用截面变化率δh表示弯曲后矩形管在截面处的变形程度,其可用公式δh=(h-h1)/h×100%表示,其中h、h1分别表示矩形管变形前后截面处的高度。
2.建立有限元模型2.1模型建立矩形管坯尺寸为b×h×t=24.9mm×12.3mm×1mm,材料为3A21铝合金。
采用Abaqus软件建立有限元模型。
步骤如下:建立部件的几何模型、部件进行装配、设置接触条件、划分网格等。
2.2可靠性验证采用试验方法对有限元仿真结果进行验证,判断有限元仿真的可靠性,进而对芯模参数影响矩形管截面变形规律进行研究。
试验与模拟中工艺参数设置一致,即:弯曲角度θ=90°,弯曲半径R=40mm,弯曲速度w=1.567rad/s,芯棒、夹块及其他模块与管坯之间的摩擦系数分别为0.01、0.50、0.17,管坯与模具间隙ΔC=0.1mm,芯头参数为,H=10mm,B=22.88mm,D=3mm,A=60°,n=3,同时要求芯棒无伸出量。
对有限元方法与实验方法得到的截面变化率δh进行对比。
可以看出:靠近弯曲两端部分(0°、90°)时截面变化率比较小,处于弯曲中间部分(40°~80°)时截面变化率较大,且随着截面位置的增大而增加。
对比两条曲线,发现曲线变化趋势相同,通过计算可知模拟结果与实验结果的最大误差为2.9%。
充分说明本文采用的模型可有效的模拟3A21铝合金矩形管在绕弯成形中的截面变化。
3.模拟结果分析3.1芯头个数n影响截面变化以2.2节中设定的工艺参数为基础,保证其他参数不变,改变芯头个数n,分别设置为1、2、3、4,采用文中建立的模型进行仿真模拟,研究芯头个数n对截面变化的影响。
不同时截面变化率沿绕弯方向的曲线对比图。
芯棒伸出量对薄壁矩形管弯曲失稳起皱影响的数值模拟
芯棒伸出量对薄壁矩形管弯曲失稳起皱影响的数值模拟赵刚要刘郁丽杨合西北工业大学,西安,710072摘要:基于动态显式有限元平台ABA QUS/Ex plicit,建立了3A21铝合金薄壁矩形管绕弯成形过程的三维有限元模型,模拟分析了芯棒伸出量对薄壁矩形管绕弯成形过程中失稳起皱的影响规律。
结果表明:随着芯棒伸出量的增大,起皱波纹高度逐渐减小,切向压应力极大值波动的峰值减小,等效应力逐渐减小,并且变化趋于平缓;当芯棒伸出量达到一定值后,随着芯棒伸出量的增大,起皱波纹高度极大值变化不明显。
该研究对薄壁矩形管绕弯成形工艺参数的确定具有重要的参考价值。
关键词:薄壁矩形管;芯棒伸出量;失稳起皱;绕弯成形;数值模拟中图分类号:T G386;T P391 文章编号:1004)132X(2006)S2)0035)03Numerical Simulation of Influence of Mandrel on Wrinkling in Bending ofThin -walled Rectangular Tube Zhao Gangyao Liu Yuli Yang H eNo rthw estern Po lytechnical University,Xi .an,710072Abstract :A three-dimensio nal FEM mo del of ro tary draw bending of thin-w alled rectangular tube is built under the ABA QUS/Ex plicit env ir onment.Based on the model,a simulation and analysis of ro tary draw bending for aluminum alloy 3A21thin-w alled rectangular tube hav e been car ried out.The r esults sho w that the max imum heig ht of w rinkling w ave decreases obviously w ith the increase of the initial lead of the mandrel,the m ax imum tangential com press stress and the equivalent stress de -creases g radually,and the variation becom e steadier.T he maxim um height of w rinkling w ave does not almost alter w ith the increase of the initial lead of the mandrel w hen the initial lead reached a fix ed va-lue.T he achievem ents o f this study provide a g uideline for determ ining the process parameters fo r thin -w alled rectangular tube in rotary draw bending process.Key words :thin-w alled r ectangular tube;m andrel initial lead;w rinkling;rotary draw bending;numerical simulatio n收稿日期:2006)08)15基金项目:国家自然科学基金资助项目(50575184);西北工业大学研究生创新实验中心资助项目(05072)0 引言铝合金薄壁矩形波导管是雷达和无线电通信系统中的关键部件,被广泛应用于航空、航天等领域。
薄壁管数控弯曲精确成形技术是管弯曲技术向先进塑性加工技术发展的必
林艳,薄壁管数控弯曲成形过程失稳起皱的数值模拟研究,西北工业大学博士论文摘录薄壁管数控弯曲精确成形技术是管弯曲技术向先进塑性加工技术发展的必然趋势。
然而这是一个多因素祸合交互作用下可能发生失稳起皱的复杂物理过程。
特别是航空、航天高技术的发展要求弯管零件的壁更薄、口径更大、弯曲半径更小和成形精度更高,这使得对失稳起皱的预测和控制成为薄壁管精确弯曲成形技术研究与发展迫切需要解决的难题。
因此本文采用有限元模拟技术与起皱能量预测准则相结合的方法,实现对薄壁管数控弯曲过程起皱缺陷的分析和预测,对提高薄壁弯管制品的质量,缩短产品开发周期,降低成本具有重要意义。
本文系统深入地研究了薄壁管数控弯曲成形过程三维刚塑性有限元模拟分析中的关键技术问题,提出了有效的算法和处理方法:提出了相对自由度与绝对自由度相结合的壳单元,使得速度边界条件的处理可通过简单、有效的置“1’法或置大数法来实现;采用了三次因式法确定收敛因子,不仅提高了有限元求解过程的计算效率,同时也保证了有限元迭代过程的收敛性。
本文提出了描述薄壁管弯曲过程中失稳起皱波形的数学模型;进而基于薄壳小挠度弯曲理论和最小能量原理建立了预测起皱的能量准则;将预测准则与有限元模拟系统有机结合,可实现对起皱的数值预测。
本文自主开发了薄壁管数控弯曲成形过程的起皱数值预测系统TBWS一3D,包括模具型腔曲面的几何描述、管坯初始网格的自动划分、动态边界条件的处理和摩擦问题的处理、刚塑性有限元模拟分析、变形体几何构形与场变量的显示以及起皱预测等功能。
该系统不仅可以实现对成形过程的数值模拟分析,而且可用于对成形过程中失稳起皱现象的数值预测。
采用所开发的薄壁管数控弯曲成形过程起皱数值预测系统深入研究了铝合金和不锈钢薄壁管数控弯曲成形过程的变形特点,获得了以下的主要结果:(1)两种管坯材料的整体变形、等效应变场分布、塑性变形区分布、塑性变形能与西北工业大学博士学位论文起皱能比值随弯曲角度的变化规律及大小基本一致;而两者切向应力场分布随弯曲角度的变化规律一致,只是不锈钢管所受的切向应力值大于铝合金管所受的切向应力。
摩擦对大口径铝合金薄壁矩形管数控绕弯成形起皱的影响研究

南昌航空大学学士学位论文 影响因素, 而摩擦对矩形管数控绕弯成形起皱的影响机理特别是针对不同接触界面的 摩擦研究非常少。因此,基于对薄壁矩形管绕弯成形过程模型进行试验研究的基础上 建立薄壁管弯曲成形过程的合理有限元模型, 研究得出摩擦对薄壁矩形管弯曲成形过 程失稳起皱的影响规律,进而揭示起皱规律,提出解决弯曲成形过程中失稳起皱的有 效措施,不仅在薄壁矩形管弯曲成形工艺理论方面具有重要价值,而且对薄壁矩形管 弯曲成形加工技术的实际应用和进一步发展也具有重要的实际意义。
[15]
将所建立的薄壁管材弯曲起
皱能量预测准则, 结合三维刚塑性有限元数值模拟方法, 开发了薄壁管数控弯曲成形 过程的起皱数值预测系统,可实现起皱的快速数值预测。 在模拟系统开发过程中, 提出 了针对薄壳的相对自由度与绝对自由度相结合的壳单元 , 便于速度边界条件的处理; 采用了三次因式法确定收敛因子, 提高了计算效率, 改善了收敛性。采用该系统研究 了铝合金和不锈钢薄壁管数控弯曲成形过程的变形特点 ,揭示了不同成形参数对由起 皱所决定的管材最小弯曲半径(弯曲成形极限)的影响规律。而李恒等人
[4-5]
。
2
南昌航空大学学士学位论文 当弯曲件的相对弯曲半径很小时,由于变形程度很大,可近似地认为整个横剖面 都已发生塑性变形。此时径向应力与宽度方向应力不能忽略不计,材料的任意一点均 处于立体应力状态。 1.2.2 绕弯成形特点 薄壁薄壁矩形管绕弯成形是一个涉及材料非线性、 几何非线性及边界条件非线性 等多因素影响的过程,而且各因素之间还可能出现相互耦合作用,因此绕弯成形过程 相当复杂,导致其成形过程具有以下特点: (1)影响因素多,模具结构复杂。薄壁矩形管弯曲模块包括: 弯曲模、压块、 防皱块、芯棒和夹紧块等。这些模块共同约束着管材,绕弯成形时需要它们协同作用 和严格配合,任何一部分配合不良,都会对影响着绕弯过程中管材的应力应变分布规 律,造成管件失稳起皱、截面畸变、拉裂、折叠等严重的缺陷,影响管材的成形质量, 轻者使零件报废,重者破坏模具 。 (2)成形过程复杂,理论解析难点多。薄壁矩形管绕弯成形过程中应力中性层 和应变中性层都会发生内移,和板料弯曲一样弯曲后应变中性层和应力中性层不重 合,由于鲍辛格尔效应 ,使应变分析变得复杂;截面畸变改变了截面惯性矩,并影 响了应力、应变状态的分布。由于应力、应变状态的复杂性,如果考虑各种因素进行 进算,将会造成计算量过大甚至无法求解。因此理论解析中不得不作很多假设,平面 假设、应力与应变中性层重合、材料各向同性和忽略摩擦的影响等,使理论模型与实 际产生偏离,其可靠性有待证明。 (3)薄壁矩形管绕弯成形过程中由于应力的存在,中性层内层纤维缩短,而外 层纤维伸长,故切向应变、切向应力为绝对值最大的主应变、主应力。绕弯成形时, 切向应力、切向应变由弯曲中性层外侧的拉应力、拉应变逐步过渡到弯曲中性层内侧 的压应力、压应变,如图1-2所示。
矩形管弯曲实验及有限元仿真

矩形管弯曲实验及有限元仿真张丛远;徐岩;徐驰【摘要】数控绕弯机是一种管材弯曲成形装置,能够快速高效地实现同种规格弯管的大批量生产。
在批量生产之前,各模具夹紧力以及芯棒的尺寸、位置仍然需要耗费漫长的时间进行人工调试,众多复杂的物理因素相互影响,共同决定着弯管成形的品质。
用有限元软件ABAQUS对薄壁矩形管的弯曲过程进行仿真、实验验证,讨论各种物理因素的相互关联,简述不同缺陷情况下各个模具及芯棒的调试方法,进而为实际操作数控弯管机的过程中可能出现的各种问题提供解决方案。
%CNC bending machine is a kind of tube bending forming device,which can be used to realize the mass production of the same elbows in specifications rapidly and efficiently. This article uses the finite element software ABAQUS to simulate the bending process of thin-wal ed rectangular tube with the experimental verification and describes the relationship of various physical factors and the debugging method of the mandrel and molds in case of different defect. The solutions are given to various problems which may occur during the actual operation of CNC bending machine.【期刊名称】《机械制造与自动化》【年(卷),期】2014(000)004【总页数】4页(P105-107,117)【关键词】矩形管;弯管;有限元仿真【作者】张丛远;徐岩;徐驰【作者单位】南京航空航天大学机电学院,江苏南京210016;南京航空航天大学机电学院,江苏南京210016; 中航工业昌河飞机工业集团有限责任公司,江西景德镇333002;中航工业昌河飞机工业集团有限责任公司,江西景德镇333002【正文语种】中文【中图分类】TG306;TP391.90 引言薄壁管数控弯曲成形技术在航空航天、石油化工、交通运输等行业中的应用越来越广泛,并且随着精度、可靠性等要求的不断提高,薄壁管弯曲成形的难度也不断加大。
薄壁铜管绕弯截面畸变的数值模拟及实验研究

薄壁铜管绕弯截面畸变的数值模拟及实验研究王新鹏;刘劲松;张士宏;张永靖;祝炎【摘要】A FEM of rotary draw bending of copper tube is established by MSC.Marc/ Mentat,and the model size is 7.00mm × 0.41mm ×10.00mm(Outside diameter × Wall thickness × Bending radius).The model is verified by e×periments.The impact of mandrel diameter,mandrel extends and frictions on the variation of tube section distortion of rotary draw bending are studied using this model.The results indicate that the cross-sectional distortion amount is reduced with increases of mandrel diameter and the amount of extending.It increases when the coefficient of friction is bigger.The outside of tube is prone to rupture if it is bent when the coefficient of friction is greater.%利用有限元软件MSC.Marc/Mentat建立了薄壁铜管绕弯有限元模型,并对模型进行了实验验证.研究分析芯棒直径、芯棒伸出量及摩擦工艺参数对7.00mm×0.41mm×10mm(外径×壁厚×弯曲半径)薄壁铜管绕弯的截面畸变的影响.结果表明,截面畸变量随芯棒直径和伸出量的增大而减小,随摩擦系数的增大而增大,若摩擦系数较大时进行弯管,管材外侧易出现破裂.【期刊名称】《沈阳理工大学学报》【年(卷),期】2013(032)004【总页数】5页(P77-81)【关键词】薄壁铜管;绕弯成形;截面畸变;数值模拟【作者】王新鹏;刘劲松;张士宏;张永靖;祝炎【作者单位】沈阳理工大学材料科学与工程学院,辽宁沈阳110159;沈阳理工大学材料科学与工程学院,辽宁沈阳110159;中国科学院金属研究所,辽宁沈阳110016;中国科学院金属研究所,辽宁沈阳110016;广东龙丰精密铜管有限公司,广东珠海519090;广东龙丰精密铜管有限公司,广东珠海519090【正文语种】中文【中图分类】TG386.3薄壁管材弯曲零件在空调制冷、航空航天、汽车、船舶等行业中都有重要的应用,主要是薄壁管材弯曲零件能够满足产品轻量化、强韧化和低消耗等方面的要求[1-2]。
薄壁管数控弯曲过程中失稳起皱的主要影响因素

(1) 其 中 : w 0 = r0 R0Δφ1 (φ1 - φ0) / (πm ) ; m 为 半波数 ; R = R0 - r0cosθ; R0 为管弯曲半径 ; r0 为管径 ;φ为沿管弯曲方向的塑性变形区 ;θ为沿 管截面方向的压应力作用区 。
112 起皱能量的计算
由起皱波形函数可得最小起皱能量为
W min
=
w
2 0
[
m
4 cr
K1
+
m
2 cr
K2
+Βιβλιοθήκη K3 ](2)其中 :
∫ K1
=
1 24 (φ1 -
φ0)
π/ 2
3 0
t3 1-
Er
ν2
8π4 r0
R2 R0
co
sθdθ
∫ K2
=
1 24 (φ1 -
π/ 2 t 3 Er
φ0) 0 1 - ν2
-
2π2
R2 R
0
sinθ·
( r0sin2θ -
R0sinθ) -
2π2ν
R R0 r0
2 r0cos2θ -
R0cosθ -
( r0sin2θ - R0sinθ) 2 2 R R0cosθ
-
4
(1 R2
ν)π2 sinθ(
R0
r0sin2θ -
R0sinθ) +
4 (1
- ν) π2
R2 R0
r0 sin2θ -
摘 要 : 针对薄壁管数控弯曲精确成形过程在多因素交互作用下可能发生失稳起皱这一复杂物理问题 ,基于 起皱能量准则和有限元方法相结合 ,提出了预测该过程起皱发生的能量 (数值) 方法 ,研究了影响薄壁管数控 弯曲成形过程起皱发生的主要因素及影响机制 。结果表明 ,弯曲半径 、相对管径 、芯棒伸长量和摩擦因素是影 响薄壁管数控弯曲精确成形过程起皱发生的主要因素 ,而材料的应力强度系数和加工速度等对起皱发生影 响较小 。研究结果为薄壁管数控弯曲精确成形过程参数的确定和优化创造了条件 。 关键词 : 失稳起皱 ; 影响因素 ; 能量法 ; 薄壁管 ; 数控弯曲 中图分类号 : V26016 ; T G35513 + 4 文献标识码 : A Abstract : The NC t hin2walled tube bending process is multiple2factor2coupled and wrinkling often occur in t he pro2 cess. A numerical met hod is put forward to predict t he wrinkling onset based on t he energy met hod and FEM. At t he same time , t he influences of forming parameters , such as bending radius , relative tube radius , material proper2 ties , forming speed and so on , on t he wrinkling initiation are also researched. The results indicate t hat t he bending radius , t he relative tube diameter , t he extension of mandrel , t he hardening factor of material and friction are t he main factors determining t he wrinkling onset in t he process , while t he strengt h coefficient of material and forming speed only have little effect . These results provide guidance for t he optimization of t he forming parameters in tube bending. Key words : wrinkling ; forming parameters ; energy met hod ; t hin2walled tube ; NC bending
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. em = 0 2. em = 0. 4e 3. em = 1. 0e
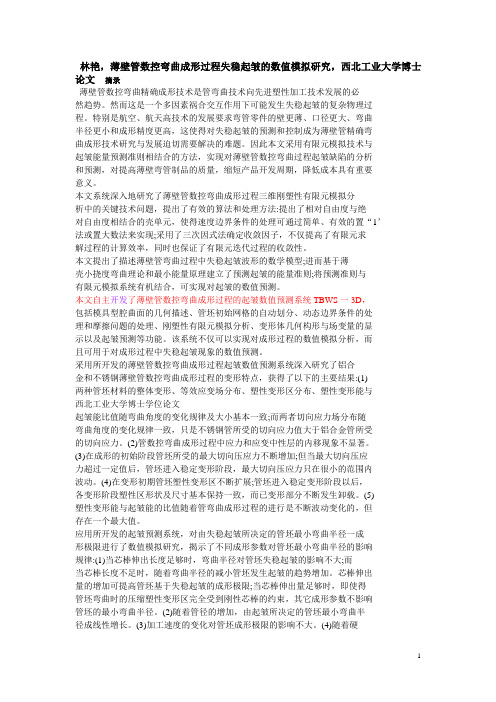
图 6 不同芯棒伸出量下压应力极大值随弯曲 进程的变化曲线
波动的峰值减小 ,变化趋于平缓 ,起皱趋势逐渐减 弱 。这是因为在变形开始阶段 ,管坯材料主要发生 弹性变形 ,故芯棒对它的影响较小 ,随着变形的进 行 ,材料逐渐由弹性变形过渡为塑性变形 ,而且随 着芯棒伸出量的增大 , 芯棒对管坯的刚性约束增 大 ,材料抗失稳起皱的能力增加 ,变形过程中切向 压应力变化趋于平缓 。 3. 4 芯棒伸出量对内侧等效应力的影响
收稿日期 :2006 —08 —15 基金项目 :国家自然科学基金资助项目 (50575184) ;西北工业大 学研究生创新实验中心资助项目 (05072)
较少 。此外 ,该过程是一个多因素交互作用下的复 杂非线性成形过程 ,单纯采用解析或试验的方法很 难解决实际生产中弯曲起皱的问题 ,而采用有限元 数值模拟 ,可实现对绕弯成形过程的全方位的虚拟 仿真 ,获得成形过程中丰富的历史信息 ,并能考虑 多因素的影响 ,具有解析和试验方法无可比拟的优 点 。因此 ,本文基于 ABAQUS 软件平台 ,研究揭示 了芯棒伸出量对薄壁矩形管绕弯过程中失稳起皱 的影响规律 。这对薄壁矩形管绕弯成形工艺参数 的选取和优化具有重要的参考价值 。
压 ,所受的压应力越大 ,材料发生失稳起皱的趋势
就越明显 ,起皱波峰值就越大 。
设 A1i 和 A 2i ( i = 1 , 2 , …, n) 分别为薄壁矩形 管弯曲对称面上相邻截面高度的极大值和极小
值 ,如图 4 所示 ;定义起皱波纹高度
Δhi
=
A2i
2Hale Waihona Puke A1i(2)以Δhi ( i = 1 , 2 , …, n) 的最大值Δhmax 作为衡量
图 7 所示为无芯棒和芯棒伸出量分别为 0 (无 伸出) 、01 6e、11 0e、11 4e、11 8e 时的等效应力分布 云图 ,由图 7 可知 ,使用芯棒可以显著地改善起皱 现象 ,并且随着芯棒伸出量的增大 ,受压变形区的
(a) 无芯棒
(b) 芯棒伸出量 em = 0
(c) 芯棒伸出量 em = 0. 6e
0 引言
铝合金薄壁矩形波导管是雷达和无线电通信 系统中的关键部件 ,被广泛应用于航空 、航天等领 域 。其成形方法有绕弯 、压弯和拉弯等 ,而绕弯成 形由于具有成形精度高 、效率高和易于实现自动 化等特点 ,在矩形波导管弯曲成形中占有十分重 要的地位 。然而 ,薄壁矩形管弯曲过程中极易产 生失稳起皱等缺陷 ,导致这类零件的成形质量很 难达到要求 。国内外学者针对该问题采用理论解 析 、试验及数值模拟等不同方法进行了大量研 究[1Ο3] ,但大多都是针对薄壁矩形管纯弯过程中失 稳起皱的研究 ,对于多模具协同作用下 ,不同工艺 参数对矩形管绕弯成形过程起皱影响的研究相对
Zhao Gangyao Liu Yuli Yang He Nort hwestern Polytechnical U niver sit y ,Xi’an ,710072 Abstract : A t hree - dimensio nal F EM model of rotary draw bending of t hin - walled rectangular t ube is built under t he ABAQ U S/ Explicit enviro nment . Based o n t he model , a simulatio n and analysis of rotary draw bending for aluminum alloy 3A21 t hin - walled rectangular t ube have been carried o ut . The result s show t hat t he maximum height of wrinkling wave decreases o bvio usly wit h t he increase of t he initial lead of t he mandrel , t he maximum tangential co mp ress st ress and t he equivalent st ress de2 creases gradually , and t he variatio n beco me steadier . The maximum height of wrinkling wave does not almo st alter wit h t he increase of t he initial lead of t he mandrel when t he initial lead reached a fixed val2 ue. The achievement s of t his st udy p rovide a guideline for determining t he p rocess parameter s fo r t hin - walled rectangular t ube in rotary draw bending p rocess. Key words : t hin - walled rectangular t ube ; mandrel initial lead ; wrinkling ; rotary draw bending ; numerical simulatio n
关键词 :薄壁矩形管 ;芯棒伸出量 ;失稳起皱 ;绕弯成形 ;数值模拟 中图分类号 : T G386 ; TP391 文章编号 :1004 —132X(2006) S2 —0035 —03
Numerical Simulation of Influence of Mandrel on Wrinkling in Bending of Thin - walled Rectangular Tube
图 5 芯棒伸出量对起皱波纹高度极大值的影响
3. 3 芯棒伸出量对切向压应力的影响 图 6 所示为芯棒伸出量 em 分别为 0 ( 无伸
出) 、01 4e 和 11 0e 时切向压应力随弯曲进程的变 化曲线 。由图 6 可知 , 弯曲开始时 , 芯棒伸出量对 切向压应力极大值几乎没有影响 。随着弯曲变形 的进行 ,芯棒伸出量对切向压应力的影响越来越 明显 ,并且随着伸出量的增大 ,切向压应力极大值
芯棒伸出量对薄壁矩形管弯曲失稳起皱影响的数值模拟 ———赵刚要 刘郁丽 杨 合
芯棒伸出量对薄壁矩形管弯曲失稳起皱 影响的数值模拟
赵刚要 刘郁丽 杨 合
西北工业大学 ,西安 ,710072
摘要 :基于动态显式有限元平台 ABAQ U S/ Explicit ,建立了 3A21 铝合金薄壁矩形管绕 弯成形过程的三维有限元模型 ,模拟分析了芯棒伸出量对薄壁矩形管绕弯成形过程中失稳起 皱的影响规律 。结果表明 :随着芯棒伸出量的增大 ,起皱波纹高度逐渐减小 ,切向压应力极大 值波动的峰值减小 ,等效应力逐渐减小 ,并且变化趋于平缓 ;当芯棒伸出量达到一定值后 ,随着 芯棒伸出量的增大 ,起皱波纹高度极大值变化不明显 。该研究对薄壁矩形管绕弯成形工艺参 数的确定具有重要的参考价值 。
·36 ·
图 4 弯管内侧起皱波纹
3 模拟结果与分析
3. 1 模拟条件 模拟所 用 管 坯 的 几 何 参 数 如 下 : 宽 B0 =
20mm ,高 A0 = 10mm , 壁厚 t = 1mm , 管坯总长 度 L = 200mm 。弯曲半径为 R = 40mm ,弯曲角为 θ = 90°,弯曲角速度为ω = 11 576rad/ s ,防皱块与 管坯之间的摩擦因数μ = 01 15 , 芯棒与管坯的间 隙Δc = 01 1mm , 芯棒伸出量 em 分别取 0 ( 无伸 出 ) 、01 2e、01 4e、01 8e、11 0e、11 2e、11 4e、11 6e 和
变关系 :
σ = Kεn
(1)
式中 ,σ为等效应力 ;ε为等效应变 ; K 为硬化系数 ; n 为硬
化指数 。
表 1 3A21 铝合金矩形管材料力学性能参数
抗拉强度 延伸率 泊松比 弹性模量 硬化指数 硬化系数
σb ( MPa) δ( %)
ν
E( GPa)
n
K
190
15
0. 33
60. 1
0. 20
(d) 芯棒伸出量 em = 1. 0e
(e) 芯棒伸出量 em = 1. 4e 图 7 芯棒伸出量取不同值时的等效应力云图
(f) 芯棒伸出量 em = 1. 8e (下转第 66 页)
·37 ·
中国机械工程第 17 卷增刊 2006 年 10 月
图 9 液体压力对光亮带宽度的影响
4 结论
采用 MA RC 有限元分析软件 ,对基于内高压 成形的典型液压冲孔过程进行了数值模拟 ,获得 了应力 、应变及变形的分布及变化规律 。液压冲 孔时 ,裂纹从冲头刃口处单方向发生并扩展 ,塑性 变形区的面积较大 ,在孔的外缘部位存在明显的 塑性弯曲变形区 ,导致出现局部塌陷 。液体压力 是影响冲孔质量的主要工艺因素 ,压力越大 ,塌陷 宽度越小 ,光亮带宽度越大 。
1 薄 壁 矩 形 管 绕 弯 过 程 有 限 元 模 型 的 建立
薄壁矩形管绕弯成形的工作原理简图见图 1 。 1. 1 材料模型
准确的材料性能参数对数值模拟的可靠性至
·35 ·
中国机械工程第 17 卷增刊 2006 年 10 月
图 1 绕弯工作原理简图
关重要 。Paul sen 等[4 ,5 ] 的研究表明 :挤压型材力
学性能不具有通用性 ,因此需要对具体的管材进
行力学性能试验研究 ,获得其准确的力学性能数
据 ,以建立其合理的材料本构模型 。本研究模拟
所用的材料为铝合金 3A21 ( T4) 挤压矩形管材 ,