化工过程分析与合成quiz
化工过程分析与合成A

<<化工过程分析与合成>>试题(A)一、填空题(每空1分,共30分)1. 过程系统模拟的基本方法有 法、 法和 法。
2. 过程系统由过程单元及各单元间的联结关系构成,这些联结关系包括 和 。
3. 收敛单元实质上就是一个数值迭代求解非线性方程组的子程序,请列举出三种常见的求解非线性方程的数值迭代方法: 、 、 。
4. 对过程系统进行动态模拟时,根据对状态变量分布特征的不同描述方式,可以把数学模型分为 、 、 ,其中 认为状态变量在系统中呈空间均匀分布,如强烈搅拌的反应罐就可以用这一类模型来描述,这种模型的数学形式为 方程组。
5. 一个含有C 组分的独立流股具有 个自由度。
6. 试判断下图中换热匹配的可行性:1 , 2 , 3 ,4 。
7. 在换热网络设计中,夹点将整个温度区间分为了两部分,夹点之上需要 器,夹点之下需要 器。
8. 对于夹点下方的夹点匹配换热器,其流股数可行性原则是 , FCp 可行性原则是 。
9. 过程系统优化主要分为 优化和 优化两个方面。
10. 如下图所示,T-H 图中热、冷物流的组合曲线分别为AB 和CD ,则最小冷公用工程用量为 kW ,最小热公用工程用量 kW ,最大热回收量 kW 。
11. 用常规精馏的方法将含有5个组分的混合物分离成纯组分产品,则切分点的数目为 ,分离序列数为 ,分离的子群数为 。
二、判断题(每题1分,共10分)1. 对过程系统进行稳态模拟,描述过程对象的模型中不包括时间参数。
2. 组合曲线上斜率发生变化的点称为角点,夹点一定出现在角点处。
3. 在一个工厂的设计中,要想最大限度的减少公用工程的用量,可以通过采用高效率的换热器,并增大换热夹点221144 33H 1H 2 C 1C 2面积来实现。
4. 在分离序列的综合中,应优先考虑使用能量分离剂的方法,其次才考虑采用质量分离剂的方法。
5. 为了使换热网络的公用工程消耗最小,应避免夹点之上的热物流与夹点之下的冷物流间的匹配。
《化工过程分析与合成》习题

《化工过程分析与合成》习题第一章1.化工过程分析的含义是什么?化工过程合成的含义是什么?2.常见化学反应过程的类型有哪些?请举例说明。
3.化工PID是什么请解释DCS的含义和作用。
4.稳态模拟和动态模拟的特征分别是怎样的?5.人工智能技术的含义是什么?6.人工神经网络的含义和用途。
第二章1.过程系统模拟有哪几类问题?2.过程系统的模拟分析是指什么,用流程框图画出其示意图。
3.过程系统设计的含义是怎样的?用流程框图画出其示意图。
4.过程系统参数优化的含义是怎样的?用流程框图画出其示意图。
5.请解释过程系统模拟的序贯模块法含义,特点,适用范围。
6.请解释过程系统模拟的面向方程法含义,特点,适用范围。
7.请解释过程系统模拟的联立方程法含义,特点,适用范围。
8.在计算再循环物流时,需要对某些物流进行“断裂”,此处“断裂”的含义是什么?9.判断最佳断裂的准则是什么,如何用数学表达式表示?10.请解释有效断裂组、多余断裂组、非多余断裂组。
11.请描述搜索断裂组的替代规则。
12.解释断裂族的概念。
13.再循环物流断裂处设置收敛单元,其功能有哪些?14.适合于收敛单元的数值计算方法一般应满足哪些条件?15.直接迭代法的原理和优缺点是什么?16.阻尼迭代的含义是什么,请用公式表达,阻尼因子的选择对迭代收敛有何影响?17.一个大型稀疏方程组,阶数为60,非零系数个数为240,求稀疏比和方程中为零的单元有多少个?18.请画出下面不可分割子系统的回路矩阵,并寻求最优断裂组。
19.直接迭代法求解下列方程组。
20.直接迭代法求解下列方程组。
2X 1+X 23=35.568X 12-0.5X 2=0.36 第四章1. 某工厂甲、乙两种产品,每件甲产品要耗钢材2kg 、煤2kg 、产值为120元;每件乙产品要耗钢材3kg ,煤1kg ,产值为100元。
现钢厂有钢材600kg ,煤400kg ,试确定甲、乙两种产品各生产多少件,才能使该厂的总产值最大?2. 某工厂在计划期内要安排甲、乙两种产品。
化工过程分析与合成期末考试试卷

《化工过程分析与合成》期末考试试卷一、填空题 每空1分 共10分1 稳态模拟的特点是 描述过程对象的模型中_(不包括)_时间参数2 (动态数学) 模型认为状态变量在系统中呈空间均匀分布 如强烈搅拌的反应罐就可以用这一类模型来描述3 (黑箱模型) 又称为经验模型 纯粹由统计、关联输入输出数据而得。
( ) 又称为机理模型4 ( 结构)优化和(参数)优化是过程系统的两大类优化问题 它们贯穿于化工过程设计和化工过程操作。
5 换热网络的消耗代价来自三个方面 (换热单元数)、(传热面积)、(公用工程消耗)。
6 在分离序列的综合中 根据试探法的经验规则M1 在所有分离方法中 优先采用使用(能量分离剂的)方法二、判断正误 并用1—2句话说明原因 每题2分 共10分1 间歇过程的瓶颈问题很容易就能找到 因此 只需要对给定的设备加工顺序进行排序 就可以得到最优的操作方案了。
2 化工过程的优化因其所含变量太多而难以进行 为了简化计算的难度 某人建议只考虑决策变量对目标函数的影响 这种方式是否可行3 非线性规划的求解比线性规划困难的多 因此 对于非线性规划问题 不可能通过求取目标函数的一阶导数 并令其为0 来得到最优解。
4 对于存在三个加工设备的间歇过程 是无法通过Johnson规则来求解的。
5 在一个工厂的设计中 要想最大限度的减少公用工程的用量 可以通过采用高效率的换热器 并增大换热面积来实现。
三、简答题 列出详细步骤 不需要具体求解 5分对于一个复杂的、有多个反馈回路的化工过程 采用序贯模块法进行求解时 应当如何进行计算四、对于一个需要三级压缩机的工况 目标函数如下 p是压力。
化工过程分析与合成-1_201

化工过程分析与合成(天津大学化工学院)方案2乙烯 水 甲烷水乙烯 丙烯 甲烷分 离乙烯 甲烷反应甲烷 乙烯 乙醇 乙醚 水 杂质分 离乙醇 84% 乙醚杂质丙烯方案3乙烯 水 甲烷水乙烯 丙烯 甲烷反应甲烷 乙烯 丙烯 乙醇 乙醚 水 异丙醇 杂质分 离乙醇 84% 乙醚丙烯 异丙醇 杂质换热网络系统合成中的最优化方案150°C 50°C 290°C 290°C Reactor 300°C 100°CFCp=1 kJ/(s.K) FCp=2 kJ/(s.K)FCp=3 kJ/(s.K)QH = 720 kJ/s Qnet= 120 kJ/sQc= - 600 kJ/s方案250° C 50°C130°C 140°C290°C 290°C Reactor100°C 300°CQH = 160 kJ/s Qc= - 40 kJ/s方案350°C 50°C 220°C 210°C290°C 290°C 113.330°C ReactorQH = 160 kJ/s 300°C 100°C 100°C Qc= - 40 kJ/s方案450°C 50°C90°C 90°C290°C 290°C Reactor 300°CQH = 120 kJ/s Qc= 0化工过程设计步骤及生命周期初始决策(Conceptual decision )列举可行方案(Alternative generation) 分析(Analysis)物料平衡 能量平衡工程设计过程流程的产生加工、建设 开车与操作 改造 退役评价(Evaluation) 费用、安全、环境影响… 比较与优化(Comparison and optimization) 决策(Decision)多目标化工过程设计步骤及生命周期初始决策(Conceptual decision )过程合成列举可行方案(Alternative generation) 分析(Analysis)物料平衡 能量平衡工程设计 加工、建设过程分析过程流程的产生过程分析评价(Evaluation) 费用、安全、环境影响… 比较与优化(Comparison and optimization) 决策(Decision)多目标开车与操作 改造 退役3. 化学工程师学科基础 化工热力学 (Thermodynamics) 传递过程原理 (Transport phenomena) 化学反应工程 (Reaction engineering) 化工分离工程 (Separation engineering) 化工过程系统工程 (Chemical Process Systems Engineering) 工程师道德规范 (Engineer Ethics)关于化工过程系统工程化学工程学科的发展1920s ~ 单元操作 (化学、物理) 1960s ~ 三传一反,即化学工程科学(化学、物理、数学) 1980s ~ … 化工过程系统工程(化学工程、系统工程、运筹学、计算机科学…) …关于化学工程师道德规范化学工程师的使命———造福人类AIChE Code of Ethics (Revised January 17, 2003) /About/Code.aspx NSPE Code of Ethics for Engineers (Revised July, 2007)/Ethics/CodeofEthics/index.html科技工作者科学道德规范(试行) (2007年1月16日中国科协七届三次常委会议审议通过)4. 本课程的主要学习内容化工过程分析 - 模拟 化工过程合成 - 优化。
化工过程分析与合成大作业
化工过程分析与合成大作业
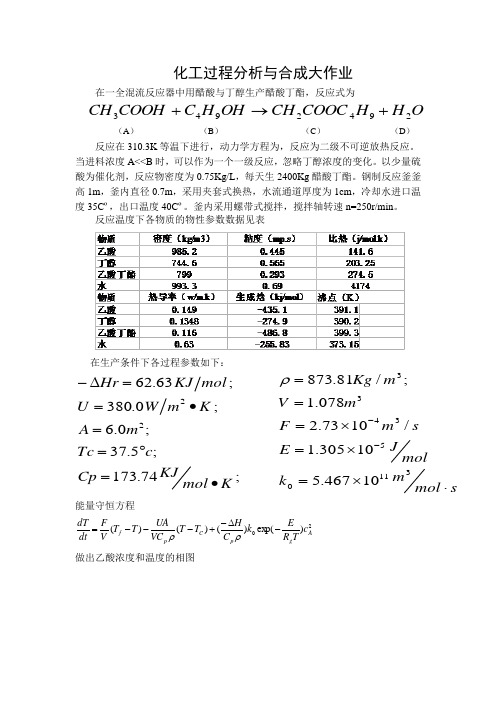
在一全混流反应器中用醋酸与丁醇生产醋酸丁酯,反应式为
(A ) (B ) (C ) (D ) 反应在310.3K 等温下进行,动力学方程为,反应为二级不可逆放热反应。
当进料浓度A<<B 时,可以作为一个一级反应,忽略丁醇浓度的变化。
以少量硫酸为催化剂,反应物密度为0.75Kg/L ,每天生2400Kg 醋酸丁酯。
钢制反应釜釜高1m ,釜内直径0.7m ,采用夹套式换热,水流通道厚度为1cm ,冷却水进口温度35C º,出口温度40C º。
釜内采用螺带式搅拌,搅拌轴转速n=250r/min 。
反应温度下各物质的物性参数数据见表
在生产条件下各过程参数如下:
能量守恒方程
20)ex p()()()(A g p C p f c T R E k C H T T VC UA T T V F dt dT -∆-+---=ρρ
做出乙酸浓度和温度的相图
O H H COOC CH OH H C COOH CH 2942943+→+;
74.173;
5.37;0.6;0.380;
63.6222K
mol KJ Cp c Tc m A K m W U mol KJ Hr ∙=︒==∙==∆-s mol m k mol J E s m F m V m Kg ⋅⨯=⨯=⨯===--31105343310467.510305.1/1073.2078.1;/81.873ρ。
化工过程分析与合成

化工过程分析与合成绪论:1:化工过程的定义:原料经过物理或化学加工制成产品的过程。
2:实现方法:通过反响、分别、混合、加热、冷却、压力转变和颗粒尺寸的变化等一系列步骤实现的。
3:工艺流程:独立转化的单元过程由被处理的物料流连接起来,成化工过程生产工艺流程。
4:最重要的也是最常用的单元过程:1:化学反响过程2:分别过程3:换热过程4:流体输送过程5:设计的目标:高效益、易掌握、环境友好和安全的过程。
6:两类优化流程构造的方法:探试法、算法方法方法优点缺点软件代表与工程师直接阅历全都,便再循环引起的收敛迭代很ASPEN PLUS于学习和使用;易于通用化,费机时;进展设计型计算时PRO/II序贯模块法已积存了丰富的单元模块;很费机时;不易于用于最优CONCEPT需要计算内存小;有错误易化计算。
CAPES于诊断检查。
FLOWTRAN面对方程法解算快;模拟型计算与设计要求给定较好的初值,否则ASPEN PLUS 型计算一样;适合最优化计可能得不到解;计算失败后ASCEND-II 算,效率高;便于与动态模诊断错误所在困难;形成通SPEED-UP拟联合实现。
用化程序有困难,故使用不便;难以继承已有的单元操作模块可以利用前人开发的单元操将严格模型做成简化模型TISFLO作模块;可以避开序贯模块时,需要花费机时;用简化FLOWPACK-II联立模块法法中循环流迭代;比较简洁模型来寻求优化时,其解与实现通用化。
严格模型优化是否始终有争论。
7:推断最正确断裂的准则分为四类:①断裂的物流数最少;②断裂物流的变量数最少;③断裂物流的权重因子之和最少;④断裂回路的总次数最少。
8:自由度〔设计变量〕的选择原则:1:所选择的自由度必需真正独立2:自由度的选择应使问题求解尽量便利9:模拟型问题:理论级数、进料位置、塔顶〔或塔底馏出量)、回流比→→塔顶、塔底的产品组成10:设计型问题:轻关键组分的塔顶回收率、重关键组分的塔底回收率、进料位置判据、回流比→→理论级数、进料位置、塔顶和塔底馏出量其次章:1:非抱负体系——承受状态方程与活度系数相结合的模型;2:汽相状态方程模型:非抱负气体模型:Benedict-Webb-Rubin-Lee-Starling 〔BWRS 〕;Hayden-O’Connell〔用于Hexamerization 的氢-氟化物状态方程〕抱负气体模型:Lee-Kesl e〔r LK〕;Lee-Kesler-Plocke r;Peng-Robinso n〔PR〕;承受Wong-Sandler混合规章的SRK 或PR;承受修正的Huron-Vidal-2 混合规章的SRK 或PR;用于聚合物的Sanchez-Lacombe 模型。
1化工过程分析与合成A答案
<<化工过程分析与合成>>试题(A)答案及评分标准一、填空题(每空1分,共30分)1. 序贯模块、面向方程、联立模块。
2. 物料流 能量流。
3. 直接迭代法 部分迭代法 韦格施坦法。
4. 集中参数模型 分布参数模型 多级集中参数模型 集中参数模型 代数-常微分方程组5. C+2。
6. 可行,不可行,可行,不确定7. 加热,冷却。
8. N H ≥N C ,FCp H ≥FCp C 。
9. 参数 结构 10. 96,83,157 11. 4,14,15 二、判断题(每题1分,共10分)1. 对2. 错3. 错4. 对5. 对6. 对7. 错8. 错9. 对10. 对 三、简答题 1. 答:过程系统工程是研究化工过程整体特性的一门学科,它用系统工程的观点和方法来研究化工过程的开发、设计、最优操作和最优控制。
(3分)2.. M ——质量守恒方程(或物料恒算方程)(1分);E ——相平衡方程(1分);S ——归一化方程(1分);H ——焓恒算方程(1分)。
3. 答:过程系统有m 个独立方程数,其中含有n 个变量,则过程系统的自由度为:d=n-m 。
(3分)通过自由度分析正确地确定系统应给定的独立变量数。
(2分)4. 答:过冷液体 B ci i i T T z K <⇔<∑=11(1分)泡点液体 Bci i iT T z K=⇔=∑=11(1分)两相混合物 BCi i i T T K z >⇔>∑=11Dci i iT T K z<⇔>∑=11(1分) 露点气体 Dci i iT T K z=⇔=∑=1/1(1分) 过热气体Dci i iT T K z>⇔<∑=1/1(1分)四、模拟与综合题1.(10分) 答:(1)模型方程a. 相平衡方程:b. 物料衡算:c. 热量衡算:d. 归一化方程:e. 焓算式: ……………………………………………………………每种方程1分,共5分(2)求解方法引入参数Ф=V/F (1) ………………………………………………………1分……1分则:(2)又有:(3)………………………………………2分111iiiyx z===∑∑∑i i iF z V y L x ⨯=⨯+⨯i i iy k x =⨯F V L F H Q V H L H ⨯+=⨯+⨯(,,)(,,)V i L i H f y T P H f x T P ==Ci x K y i i i ,...2,1 ==,...C ,i Vy Lx Fz iii21 =+=(1) 1,2,...i i i i z k x x i C φφ=+-=iy = 1,2,...1(1)1(1)i i i i i i z k z x i C k k φφ==+-+-111 1ccii i i xy ====∑∑1(1)0 1(1)ci ii ik z k φ=-=+-∑采用迭代法求解方程(3),得到Ф的值,根据(1)得到V 的值;L=F-V ;再根据(2)可以计算出x i 和y i 。
化工过程分析与合成6
G:一般的多目的过程(Jobshop), 在这种情况下对技
术约束的形式没有限制
B: 指目标函数,即用此目标函数或准则来估计时间表,
它可取前面讨论过的任何一种形式。
• 例如n/2/F/Cmax 是指n个产品,2台设备,多产品过程
问题,在时间表的建立中以总生产时间最少为目标函 数
6.3.2 简单多产品和多目的间歇过程的 最优时间表的计算规则
• 向连续化生产过渡 • 80年代以来,从商品化学品生产转向专用的功
能化学品生产;从大规模过程转向小规模的具 有弹性的过程;从连续加工转向间歇加工;从 过去靠价格竞争转向现在靠质量竞争;从过去 靠投资来推动发展转向靠信息来推动发展等等
• 从技术上讲,目前有91%的间歇过程可以用连 续过程来替代
• 间歇过程具有灵活多变的特性,即它可以用同 一套多用途、多功能的设备生产多种类型的产 品
Hi
FiC piTi
Fi
CAiH Si
• 系统的能量衡算方程可列出
• 混合过程可望在良好的控制下进行,以至产物
流浓度CA的变化不大。在此条件下,ΔHS可以 假定为常数。若再假定Cp1=Cp2=Cp
• 整理可得
6.2.2 间歇、半连续反应过程的模型、 模拟和优化
1. 间歇操作反应器 • 对于间歇操作的理想搅拌反应器,可以认为反
扰动所产生的动态过程更严格 • 间歇过程的模拟可用来了解过程中各参数随时
间的变化,以确定此间歇单元过程的操作时间 和最适宜操作条件 • 间歇过程的基本操作单元有:加料、反应、冷 却、加热、混合、过滤、精馏、干燥、溶剂萃 取和结晶等
6.2.1 混合过程
• 操作目标是:混合后产物流
中组分A的浓度CA和温度T符