原材料标识卡
原材料外协件外购件半成品及产品标识规定(附件)
原材料、外协件、外购件、半成品及产品标识规定1 适用范围适用于对本公司使用的原材料、外协件、外购件、半成品及产品进行标识。
2 原材料、外协件、外购件标识由生产部购买的原材料或外协(购)件,必须按仓库管理的要求定置存放,对原材料或外协(购)件应挂放标识卡,并进行标识,注明材料名称、进厂日期及数量(其中合金铅使用颜色油漆标记,以避免生产过程中混淆)。
3 半成品、成品的标识3.1 极板蓄电池极板根据《极板编号办法》的规定,在极板生产转序单上标明极板型号,如“M5”、“M6”等,对极板生产各工序标识规定如下:3.1.1 铅粉铅粉班应挂放贮粉箱管理板,标识每箱内贮粉情况,如贮粉时间、贮存量及铅粉质量。
3.1.2 铸板每架板栅铸造完毕,转序单上注明生产日期、板栅型号、数量及板栅合金规格,且有操作者代号及质检人员签章确认。
3.1.3 涂板涂填后粉板应填写转序单,(按转序单填写有关内容)奉命夹放在该架(板)上。
3.1.4 极板成品极板应按《极板编号办法》要求,分别注明每托(架)极板《极板分类》的等级,并标明型号、生产日期、数量和化成批号,操作者姓名或工号等,并挂牌入库。
3.2 塑料槽、盖应盖上操作者代号,其中塑料槽盖印在底部,塑料盖盖印的位置为:N系列盖:印在内侧底面上。
W(Q)系列盖:印在内侧封隔板上。
A40、A50:印在挡水板上。
3.3 铅零件铸造完毕,按规格存放在木箱内,在生产转序单上标明规格型号、生产日期、数量和操作者代号,并经质检人员签章确认。
4 装配成品产品标识装配完成的产品,按装配工艺规程的规定,打印上产品流水号及生产日期、检验代号(船舶用蓄电池要打印上代号和标志)。
4.1对特殊端子的要求,应在型号后加上标识内容;见附表1、2。
4.2端子形式标识附表1 特殊标识一览表4.3端子位置标识附表2 特殊标识一览表5 包装箱标识包装纸箱应贴上生产流水号,并与电池打印的生产流水号相一致。
6其他标识试验过程的半成品打印上“试”字样的标识,成品则打印上“S”字样的标识,返修(工)电池后打印上“F”字样的标识。
标识大全与使用方法
类别使用部门及标识方法
产品合格证质量部物流仓储与生产车间张贴或悬挂
不合格品标签质量部物流仓储与生产车间张贴或悬挂
2.3工序流程单
类别使用部门及标识方法
流转单车间随产品一起流转并加盖车间放行章
3工艺过程标识
3.1标识卡
类别使用部门及标识方法
工序操作卡生产车间张悬挂
首件标识卡生产车间张悬挂
设备使用状态标识卡生产车间张悬挂
标识
1区域标识
1.1检验状态标识
类别使用部门及标识方法
不合格品区物流仓储部与生产车间分区域张贴或悬挂以上标识
合格品区物流仓储部与生产车间分区域张贴或悬挂以上标识
报废品区物流仓储部与生产车间分区域张贴或悬挂以上标识
待检区物流仓储部与生产车间分区域张贴或悬挂以上标识
待定区物流仓储部与生产车间分区域张贴或悬挂以上标识
注:设备使用状态包括以下几种状态:(正常、待机、停机、维修)
首件标识卡
产品名称
型号/规格
数量
本工序名称
生产日期
年月日
操作者
检验
备注
首件标识卡
产品名称
型号/规格
数量
本工序名称
生产日期
年月日
操作者
检验
备注
首件标识卡
产品名称
型号/规格
数量
本工序名称
生产日期
年月日
操作者
检验
备注
2产品标识
2.1标识卡
类别使用部门及标识方法
产品标识卡质量部物流仓储与生产车间张贴或悬挂
产品标识卡(原材料)质量部物流仓储与生产车间张贴或悬挂
不合格品标识卡质量部物流仓储与生产车间张贴或悬挂
标识卡管理应用规范
检验状态使用《产品状态标识卡》,检验结果附注《工艺流程卡》当顾客有要求时,最终产品按顾客的要求进行标识。
标识的实施原材料进厂,由仓库安排存放到“待检”区域,并依据订购单、送货单对产品进行核对标识,明确显示物料名称,物料编号,规格,生产批次号,来料数量(数量标识必须涵盖产品范围,如一个批次号一拖产品为21箱,数量为2020,则可标识为20箱*100+20=2020只,凡填写标识卡人员都参照此方式填写数量),日期等;由仓库填写《进料送检单》通知品质验货;品质部检验员依据检验标准、承认样品、相应的采购信息或取少量样品等对来料进行检验/验证,并依据检验/验证结果进行产品状态标识,标识需清晰完整;合格产品办理入库手续,并由检验员填写相应《产品状态标识卡》;不合格产品存放到不合格区域和进行不合格标识,并通知相关职能部门按《不合格品控制程序》执行;生产过程中,操作者自检出的不合格品,由操作者进行隔离,生产班组长及品质部检验员进行确认,并由生产班组长进行产品标识,检验员进行检验状态标识;不合格品按《不合格品控制程序》进行处理;生产的最终产品由仓库以《物料标识卡》标识和填写《成品送检单》报检,品质部检验员依据检验结果进行检验状态标识;产品生产批次号的标识:在产品生产完成后,生产线负责填写产品的生产记录,记录入产品的制造时间或日期,品质部OQC须在包装外箱上盖检验合格章(表明检验之状态与日期)。
标识的管理各种标识由产品存放所在地的管理人员进行管理,任何人不得随意撕毁和移动,应保持各种标识的完整性和准确性;当标识发生丢失或移动时,根据相关记录或重新检验后进行标识;●同产品质量相关的流程单、印章等标识的使用应由品质部全面监控和管理。
追溯性实施物品批次的相关追溯要记录在《标识卡》、《进料验收单》上,详细记录供应商(或客供品名)、收料日期、送货单NO、采购单NO等。
可能时记录物品的生产日期(来料日期)。
入库时在物品《标识卡》上记录部品的品名、来料批号、出入库情况。
货品标识管理规定,原材料、在制品、产成品标识管理办法

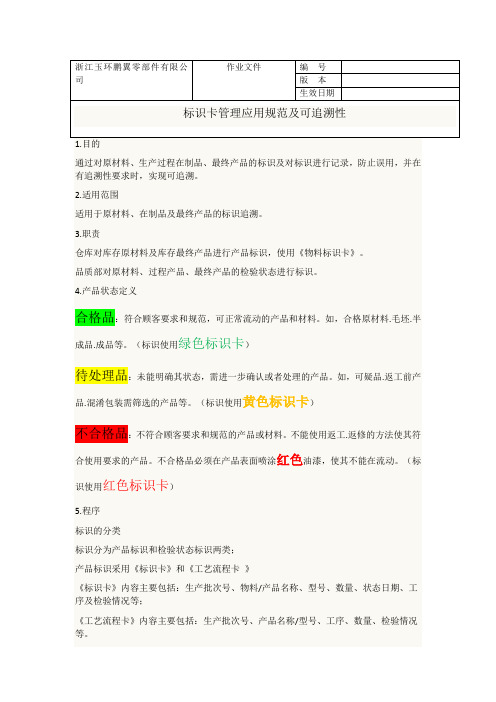
标识管理规定1、目的为防止不同类型、不同状态的产品混淆,避免不合格品非预期使用并确保需要时实现产品的可追溯性,特制定本规定。
2、范围适用于所有原材料、半成品、产成品、不合格品、物料、量具及生产设备的标识和检验状态标识。
3、职责权限3.1质检部负责发布产成品包装标识的说明及具体要求;负责组织产品质量缺陷时的调查。
3.2生产管理部负责组织各车间完成检验状态标识的设计、制作,并对各车间的标识工作进行监控。
3.3各车间负责本车间生产过程中的一般性标识的投用和管理;负责各类原材料、半成品、产成品及不合格品标识按要求投用和监控。
3. 4质检部、生产管理部,均可对标识管理规定执行情况进行考核。
4、工作程序和要求4.1标识分类4.1.1 标识分为物料标识及状态标识两大类。
4. 1.2物料标识用于明确物料属性,如名称,规格型号,生产批次等。
5. 1.3状态标识用于明确物料检验状态,如待检、合格、不合格等。
4. 1.4物料标识与状态标识,依据具体情况,可以合并或独立标识。
4.2标识方法及要求1. 2.1标识方法有张贴标识卡、悬挂标识牌、库存台账记录、外包装印刷或手写等多种型式。
4. 2.2产成品包装标识作为关键性标识,由各车间按照质保部要求的产成品生产要求统一执行。
5. 2.3检验状态标识作为关键性标识,由生产管理部统一要求,各车间按照规定的样式实施。
6. 2.4其余一般性标识,可由各车间自行组织设计和投用。
7. 2.5凡需要书写的标识,需注意用笔的选择,确保可重复利用,确保字迹工整、清晰、醒目;标识内容无歧义。
8. 2.6凡需要张贴的标识,需选择适宜的张贴材料或张贴方法,确保张贴牢固,持久耐用;不易受外界环境的影响而失效。
9. 2.7各类标识的设计和投用,应考虑物料垛放时的情况,确保物料垛放后,标识仍可在外部明显观察(不要求单一包装均可观察)。
4.3新购原材料标识4.3. 1原材料到厂后,仓储车间负责将其置于待检区,对于本身未作标识或标识不清的原材料,必须确认物料名称、规格型号等关键信息,并做标识。
仓库操作规程
原材料仓库操作规程1 目的明确仓库存放品的分类、保管条件,规定仓库存放品收发、保管的规则,以维持存放品的品质,保证存放品的品质。
2 范围本标准适用于在仓库所保管的制品,原料及辅助材料。
3 职责仓管员负责原材料入库保管、出库的安全操作。
仓库主管负责安全入库,组织仓管员做好仓库保管安全、帐实相符。
4 方法与步骤入库按照到货计划书,对到货原料依据送货清单对商品品,供应商,包装形态,单位重量及外观进行确认,核对无误填写原料入库明细汇总表。
收料人员填写《原材料标识卡》报检,合格办理入库手续。
槽罐溶剂分装桶,由仓管员在每桶粘贴安全标签(写明原料代号、数量、lot号等内容)。
收料时对危险化学品严格按质量管理部确定的储存方法存放。
通风与间距存放的原材料悬挂标识牌,整齐存放于干燥、阴凉、通风的地方。
严格按照先进先出的原则,分类堆放,每堆占地面积小于100平方米,堆与堆间距不小于1米,堆与内墙间距不小于米,堆与顶(梁)、柱间距不小于米,灯与垂直下方与物品水平间距不小于米,主通道宽度不小于2米,堆放的高度不可超过3m。
消防通道、大门、疏散通道不能占用,保持畅通;消防栓斜线区域不能堆放物品;安全防火门保持开关顺畅。
非下雨、台风天气,打开排气扇通风。
堆放与防护空罐的堆放高度不得超过3m,油桶的堆放不得超于2个桶高。
易受潮物品,下垫托盘,上盖纸皮;液体溶剂、瓶装气体堆放场所保持阴凉、通风,高温时用喷淋加湿降温;粉状、固体的物料保持干燥;包装、容器保持完好、无泄漏。
强酸、强碱的物品,不能使用铁制容器盛装,采用密封性完好的胶桶或有内涂的容器盛装,存放于阴凉干燥的地方。
对极易燃易爆物品(如:硝化棉),入库后要先溶解好,用专门盛装化学危险品的容器盛装,并存放于专用的房间专人专管,同时做好相关的记录。
在使用前,认真对容器进行检查,避免容器泄漏,消除隐患,防止火灾、爆炸、中毒等事故发生。
化学性质相抵触的物品应分堆存放;不准有脚踏、人坐、叉车撞坏等破坏行为。
材料与产品标识管理制度,原材料与成品的标识管理规定

材料与产品标识管理制度1 本制度规定了原材料、成品、半成品、外购、外协件的标识和标记移植规定。
2 标识管理要求2.1 产品标识2.1.1 原辅材料、外购、外协件的标识a) 原材料经检验合格后,仓库保管员在标牌或货卡上写明材料名称、规格、数量。
数量应与账、卡、物相符。
受力部件用材料应逐张打上原材料入公司编号钢印(标识)。
车间下料前须经检验员确认标记移植。
b) 外购、外协件进公司后,仓库保管员挂上货卡进行标识,写明产品名称、规格、型号,并保证账、卡、物相符。
2.1.2 生产过程中的产品标识a) 为确保受力部件材料的可追溯性,相关工序要严格按《焊工培训和焊工钢印管理制度》做好材料的编号和移植。
b) 小部件均采用箱装或用标签标在工位器具上。
c) 大件用记号笔或粉笔标在产品本体上。
d) 有编号的零件,部件(产品)编号为其标识。
e) 车间生产现场在制品以流转卡标识,中转库,因地制宜进行标识。
2.1.3 成品标识产、成品采用标牌和标签进行标识,成品标牌内容符合要求,仓库保管员做到产、成品账、卡、物相符。
2.2 检验状态标识:2.2.1 检验状态标识采用油漆、色笔、或粉笔作记号标识。
2.2.2 标记为直径10-30mma) 合格品用绿色;不合格品用黄色;报废品用红色标识。
不合格品经返工后:达到合格,用绿色在黄色标记上方打√;报废品,用红色在黄色标记上方打×;返修回用品,用绿色在黄色标记周围划一个圈。
b) 检验状态标识位置表注在产品明显部位。
c) 受力部件及其材料应标在规定的位置。
2.3 标识的管理2.3.1 各相关人员对标识用的钢印、记号和标签等,应妥善保管,不得随意擦除、移位和改作他用。
2.3.2 仓库标识用钢印、记号笔、标签由保管员负责进行保管、防护。
2.3.3 车间标识用钢印、记号笔、标签由相关工序班组长负责进行保管、防护。
3 材料标记及移植规定3.1 材料标记内容为材料牌号和材料入库编号。
施工升降机用材料标记由质检部、生产部负责管理,产品加工过程中标记移植由生产车间负责管理,质检部有关部门给予配合。
物料及区域标识
4.1.1产品标识必须清晰.准确.完整.不允许有任何错漏.
4.2标识内容要求.
4.2.1原材料用标识卡标识内容,包括产品名称..规格.数量, (填写已检或待检.合格等).
4.2.2在制品.半成品标识采用产品流程单标识,内容包括:档案号.产品型号.数量.标识人等.
4.2.3成品在产品上印上生产周期,本厂编号,本厂标志。包装标识内容包括:产品名称.型号.数量等内容.
标识管理规定
1.目的为了防止不同类别,不同规格的产品混用.误用,必须进行正确标识,为可追溯性要求的产品提供依据.
2.适用范围
适用于本公司所有产品的标识,包括原材料.配件.半成品及成品等.
3Байду номын сангаас职责
3.1品质部负责设计各类标识物,对产品标识和可追溯性进行管理.
3.2生产班组负责生产过程中具体标识工作.
3.3其它各部门配合搞好产品标识工作.
4.3标识的实施..
4.3.1化工仓.敷铜板仓.五金仓等应依据不同型号.不同规格.不同产地的产品分开堆放,并挂上标识卡,防止错发.
4.3.2生产部属下的班组,根据“检验和试验状态控制程序”严格做好生产过程中各类产品的标识,防止错用.误用不同的产品.
4.3.3包装班对各种型号.不同的成品进行标识.
4.4任何部门或个人都有责任和义务保护产品标识,一旦发现产品没有标识或标识不清,应及时上报,由生产班组查明原因并采取措施后重新标识.
4.5顾客有要求或合同规定要求有可追溯性的情况下,市场部通知品质部及有关部门应对每一类产品做好唯一醒目的标识并做好记录.
一:现场标识明细
物料类标识:
压缩机
蒸发器
冷凝器
风机
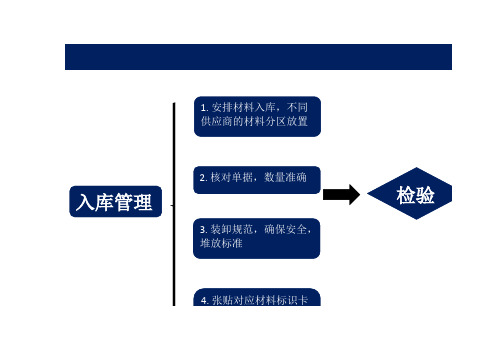
原材料管理流程图
1. 登记原材料看板, 信息完整
2. 保存原材料单据, 登记台账
3. 统计汇总,准确 及时,按期盘点
4. 维护仓库清洁, 安全
安全
标识清楚,隔离退货 不合格
料看板, 料单据, ,准确 清洁,
1. 依据生产计划合理安排
出库管理
2. 材料根据入库时间进行 先进先出
3. 账、卡、物核对无误
4. 账、卡、物核对无误
1. 安排材料入库,不同 供应商的材料分区放置
入库管理
2. 核对单据,数量准确
3. 装卸规范,确保安全, 堆放标准
4. 张贴对应材料标识卡 (入库时间、材料名称、
检验
4. 张贴对应材料标识卡 (入库时间、材料名称、
数量、供应商)
原材料管理流程
1. 外观全检 2. 尺寸抽检
合格
在库管理
2. 判定检验结果,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
项目名称标识代号项目名称标识代号 规 格
进厂日期
规 格
进厂日期
生产厂家生产厂家
检验项目判 定检验员备注检验项目判 定检验员备注
尺 寸尺 寸外 观外 观数 量
数 量
北京首航节能技术股份有限公司(天津分公司)
北京首航节能技术股份有限公司(天津分公司)
项目名称标识代号项目名称标识代号 规 格
进厂日期
规 格
进厂日期
生产厂家生产厂家
检验项目判 定检验员备注检验项目判 定检验员备注
尺 寸尺 寸外 观外 观数 量
数 量
北京首航节能技术股份有限公司(天津分公司)
北京首航节能技术股份有限公司(天津分公司)
标识卡( )
标识卡( )
标识卡( )
标识卡( )。